Теплообменник - RU2378586C2
Код документа: RU2378586C2
Чертежи





Описание
Предпосылки создания изобретения
Настоящее изобретение относится к теплообменнику для подсоединения к испарителю системы теплопередачи, к системе теплопередачи, включающей теплообменник, подсоединенный к испарителю, к способу изготовления теплообменника и к трубке для использования в системе теплопередачи.
В домашних холодильниках и морозильниках обычно используется капиллярная трубка, по которой в испаритель передается жидкий холодильный агент, и медная всасывающая трубка, по которой из испарителя выходит газообразный холодильный агент. Известно также совместное расположение участка капиллярной трубки и всасывающей трубки для образования теплообменника. Соответственно, охлаждающая среда, выходящая из испарителя, подогревается средой, поступающей в испаритель, и, подобным образом, среда, поступающая в испаритель, охлаждается средой, возвращенной из испарителя.
Проблемой, связанной с таким устройством, является высокая стоимость меди, используемой для изготовления всасывающей трубки.
Краткое резюме изобретения
В соответствии с первым аспектом настоящего изобретения предложен теплообменник для подсоединения к испарителю системы теплопередачи, в котором используется рабочая среда, подвергаемая сжатию и испарению, при этом упомянутый теплообменник содержит: первую трубку с первым концом, которому придана форма для подсоединения к выпускному патрубку испарителя и выхода среды из упомянутого выпускного патрубка; и вторую трубку с первым концом, которому придана форма для подсоединения к впускному патрубку испарителя и поступления в него среды, при этом упомянутая вторая трубка установлена внутри первой трубки или в тепловом контакте с ней с обеспечением пропорционального соотношения соответствующих участков длин упомянутой первой трубки и упомянутой второй трубки для обеспечения теплообмена между средами внутри упомянутых трубок, при этом первая трубка выполнена из стального сплава; и в упомянутый стальной сплав входят компоненты, снижающие твердость упомянутой стали для облегчения изгиба трубки, тем самым обеспечивая возможность изгиба первой трубки при установке внутри системы теплопередачи.
Согласно второму аспекту настоящего изобретения предложен теплообменник, содержащий капиллярную трубку для переноса жидкости к испарителю системы теплопередачи и всасывающую трубку для переноса среды из испарителя, при этом участок капиллярной трубки прикреплен к участку всасывающей трубки с обеспечением переноса тепла от жидкости в капиллярной трубке к среде во всасывающей трубке, кроме того, всасывающая трубка содержит трубку из стального сплава, и, по меньшей мере, на участок трубки из стального сплава нанесено защитное покрытие, образующее поверхность, на которую припаивается или наплавляется капиллярная трубка.
Согласно третьему аспекту настоящего изобретения предложена трубка для системы передачи тепла, выполненная из стального сплава, в котором процентное содержание углерода менее 0,03%, а титана от 0,05% до 0,4%.
Краткое описание нескольких видов чертежей
На фиг.1 изображен в перспективе вид сзади на домашний холодильный агрегат 101;
на фиг.1 схематично изображена система теплопередачи холодильника 101;
на фиг.3 изображен теплообменник 301, содержащий всасывающую трубку 107 и капиллярную трубку 108 до установки в холодильный агрегат 101;
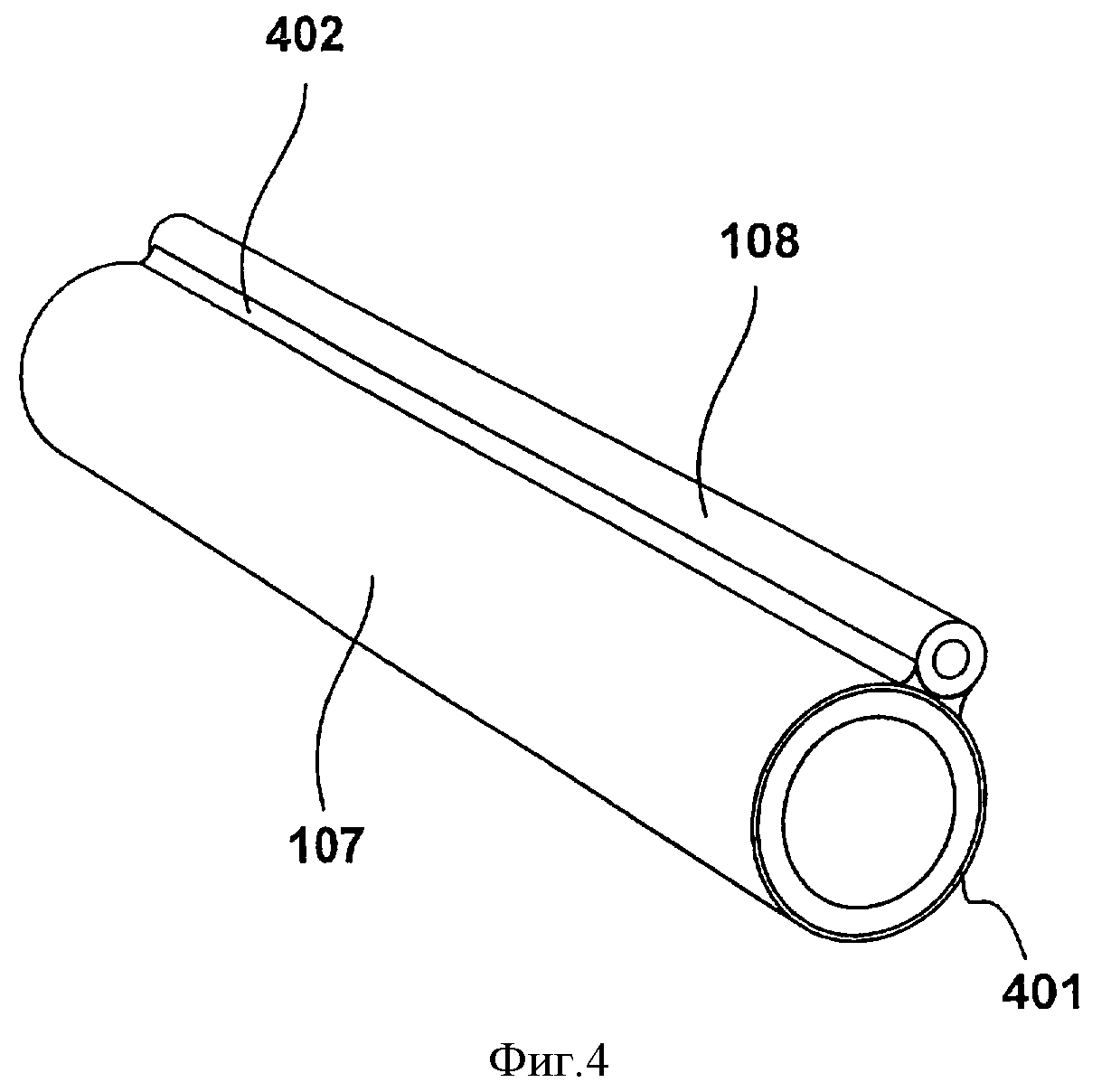
на фиг.4 изображена часть припаянных участков всасывающей трубки 107 и капиллярной трубки 108;
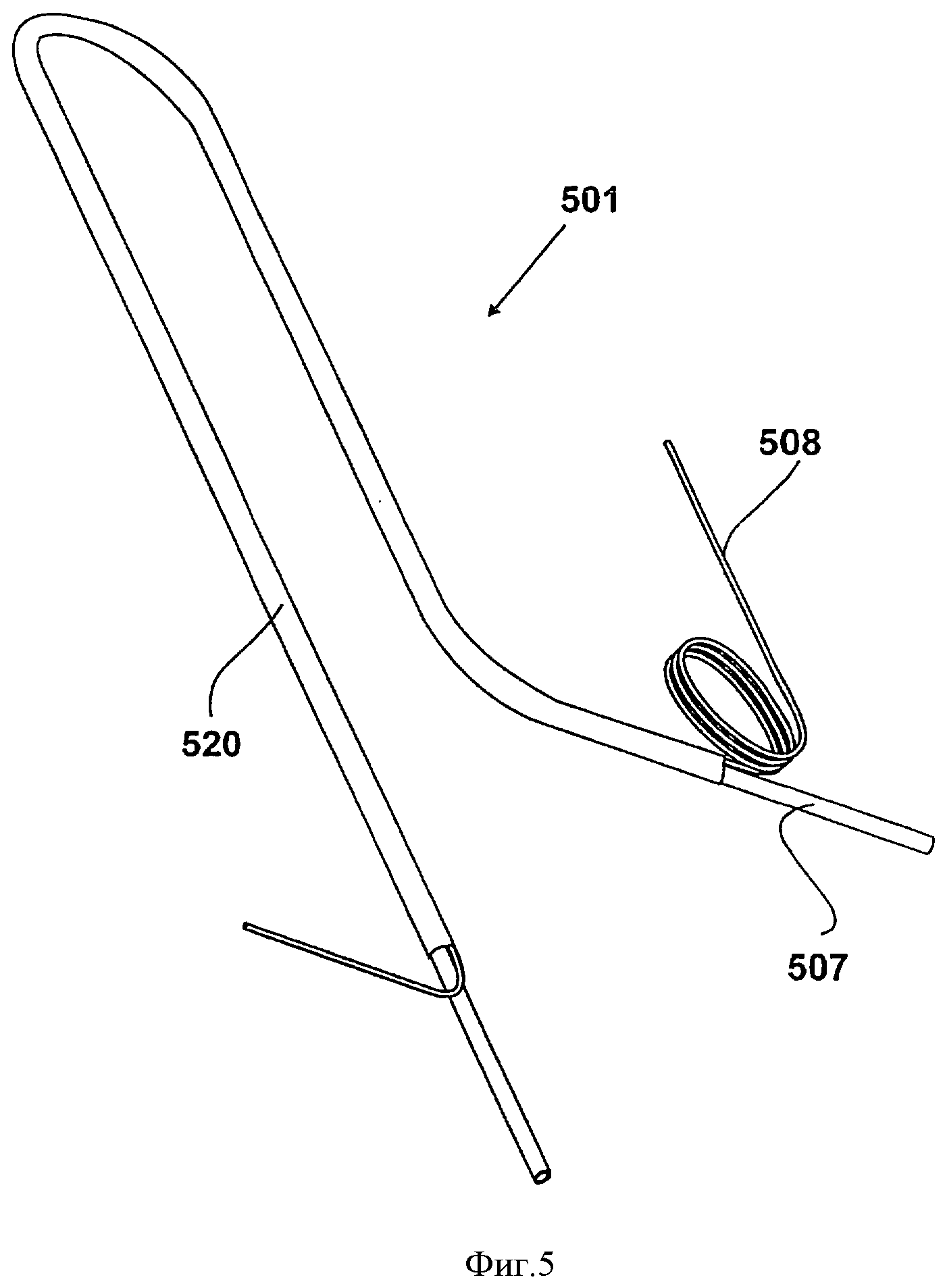
на фиг.5 изображен вариант выполнения теплообменника 501;
на фиг.6 изображен еще один вариант выполнения теплообменника 601;
на фиг.7 изображен поперечный разрез участка теплообменника 601 в месте припаивания, соединяющего участки 607В и 607С всасывающей трубки 607;
на фиг.8 изображена технологическая схема последовательности этапов изготовления холодильного агрегата, содержащего теплообменник в соответствии с фиг.3, 5 или 6;
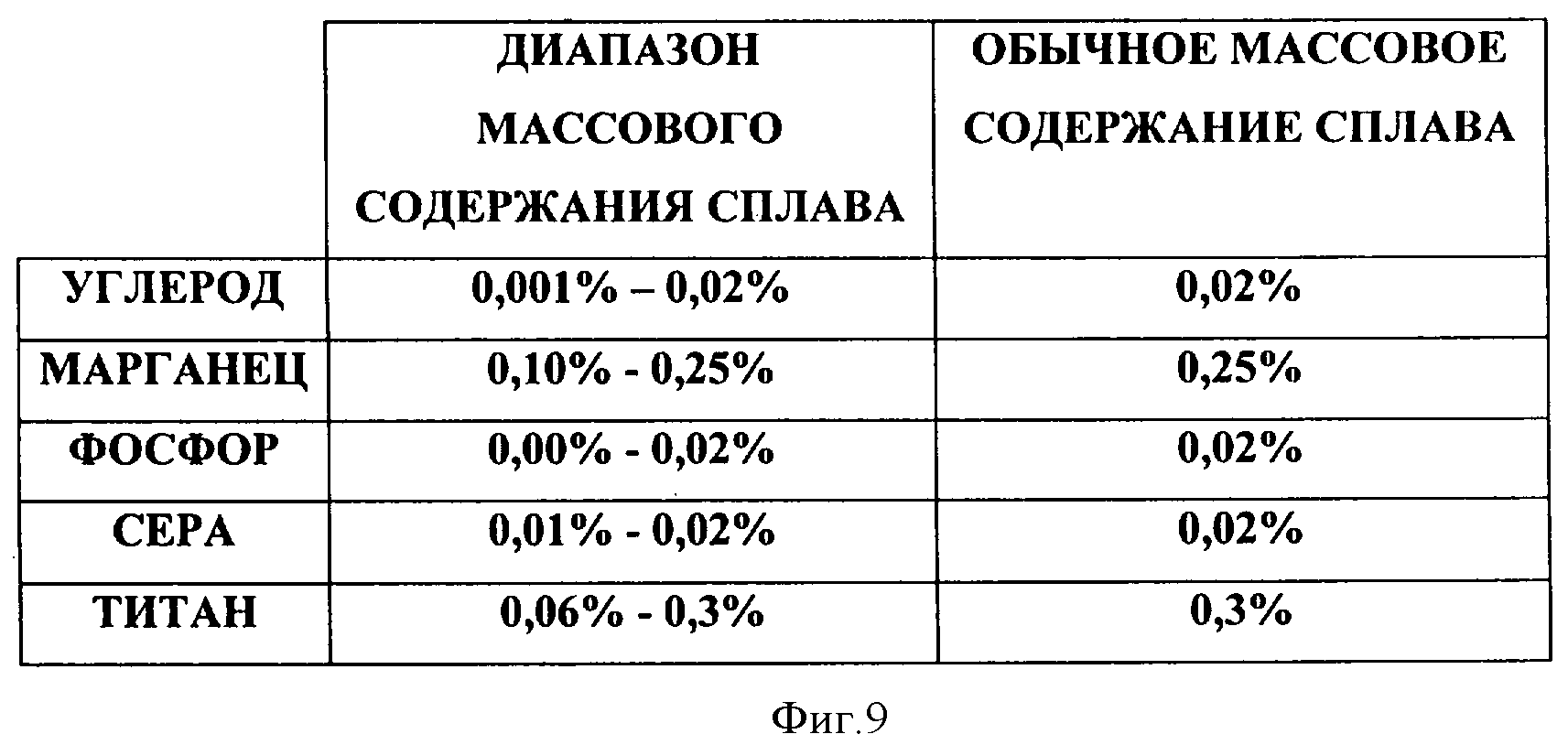
на фиг.9 изображена таблица сплавленных компонентов стального сплава, из которого изготовлена всасывающая трубка;
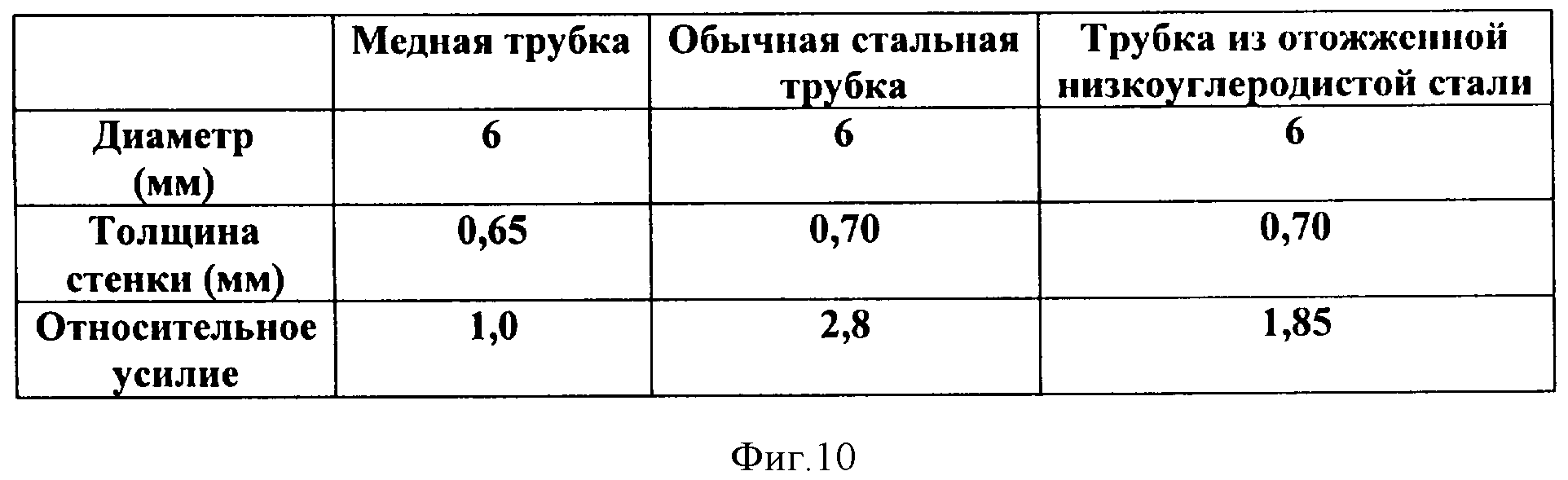
на фиг.10 представлены параметры трубок, использованных при проведении экспериментального изгиба, и относительные усилия, необходимые для пластического изгиба трубок.
Письменное описание наилучшего способа осуществления изобретения
Фиг.1
На фиг.1 представлен в перспективе вид сзади на домашний холодильный агрегат. В настоящем примере, холодильный агрегат представляет собой холодильник с передним расположением двери 102, обеспечивающей доступ в холодильную камеру. Конфигурация камеры обеспечивает возможность хранения охлажденных скоропортящихся продуктов, таких как продовольственные продукты, напитки и т.д.
Холодильник 101 оснащен системой теплопередачи, передающей тепло из холодильной камеры в атмосферу, окружающую холодильник. Система теплопередачи содержит компрессор 103 с электропитанием, установленный в заднем нижнем отсеке 104 холодильника, конденсатор 105, закрепленный на задней наружной стенке 113 холодильника, узел 106 осушки и фильтрации и испаритель (показанный на фиг.2 позицией 201), закрепленный внутри холодильной камеры.
Конденсатор 105 содержит изогнутую трубку 111, прикрепленную к панели в форме жалюзи 112, которая способствует переносу тепла от трубки 111 к окружающему воздуху в процессе работы.
Кроме того, система теплопередачи содержит: всасывающую трубку 107, первый конец которой соединен с выходом из испарителя, а второй конец соединен с входом в компрессор 103; капиллярную трубку 108, первый конец которой соединен с выходом из конденсатора 105 через осушитель и фильтрующий узел 106, а второй конец соединен с входом в испаритель.
Средний участок 109 капиллярной трубки 108 прикреплен к среднему участку 110 всасывающей трубки 107, при этом концы свободных участков каждой из трубок 107 и 108 примыкают друг к другу с обеспечением возможности относительных соединений с другими компонентами системы теплопередачи.
При изготовлении холодильного агрегата 101 всасывающая трубка 107 своим первым концом подсоединена к испарителю. Ее второй конец пропускают через отверстия в задних стенках холодильного агрегата и затем подсоединяют к компрессору 103. Для этого процесса необходима некоторая степень ручного манипулирования и изгиб всасывающей трубки 107. Обычно всасывающую трубку изготавливают из меди, что обеспечивает возможность такого выполнения манипулирования и изгиба вручную. Однако всасывающая трубка по настоящему изобретению выполнена из материала на основе стали, в отношении которого также было обнаружено, что он обеспечивает необходимую мягкость для облегчения этих ручных операций.
Фиг. 2
На фиг.2 схематично изображена система теплопередачи холодильника 101. В дополнение к компрессору 103, конденсатору 105, осушителю и фильтрующему блоку 106, капиллярной трубке 108 и всасывающей трубке 107 на фиг.2 также изображен испаритель 201, установленный в холодильной камере 202.
Испаритель 201 содержит изогнутую трубку, входное отверстие 203 которой сообщено с капиллярной трубкой 108, а отдельный выпуск 204 сообщен с всасывающей трубкой 107. В стандартном исполнении трубка испарителя монтируется на пластине, которая способствует передаче тепла от воздуха внутри холодильной камеры 202 к трубке испарителя. В виде варианта, трубка испарителя может принять форму деформаций в паре соединенных пластин, получаемую в процессе соединения прокаткой, известного в технике.
Система теплопередачи содержит охлаждающую среду, которая представляет собой газ в условиях окружающей температуры и давления, но обладает способностью сжижаться под действием давления. В процессе работы компрессор 103 перекачивает холодильный агент по цепи, содержащей конденсатор 105, блок осушения и фильтрации 106, капиллярную трубку 108, испаритель 201 и всасывающую трубку 107 в такой последовательности. Внутренний диаметр капиллярной трубки 108 обычно составляет 0,7 мм, это небольшая величина по сравнению с внутренними диаметрами трубок конденсатора 105 и испарителя 201. Следовательно, капиллярная трубка действуют в качестве сопротивления для потока холодильного агента, и во время работы компрессора это обеспечивает возможность роста давления в конденсаторе 105.
В процессе эксплуатации компрессор 103 перекачивает очень теплый газообразный холодильный агент (обычно при 70 градусах по шкале Цельсия) в конденсатор 105. По мере прохождения холодильного агента через конденсатор 105 он отдает тепло окружающему воздуху, пока его температура не снизится настолько, что он конденсируется, переходя в жидкое состояние (обычно при температуре около 35 градусов по шкале Цельсия.) Таким образом, к тому времени, когда холодильный агент достигнет капиллярной трубки, он находится в состоянии теплой жидкости.
Соответственно, жидкий холодильный агент поступает в испаритель, где давление относительно низкое, и опять испаряется, превращаясь в газ. При испарении происходит поглощение теплоты фазового перехода, сопровождающегося испарением холодильного агента, что создает эффект охлаждения испарителя и холодильной камеры.
Затем газообразный холодильный агент через всасывающую трубку 107 возвращается в компрессор 103.
Как упоминалось выше, участок 109 капиллярной трубки 108 прикреплен к участку 110 всасывающей трубки 107 с обеспечением возможности теплопередачи между двумя трубками и между средой в них. Соответственно, тепло передается oт жидкого холодильного агента в капиллярной трубке к среде во всасывающей трубке. Это характеризуется двумя положительными результатами. Во-первых, получение всасывающей трубкой тепла от капиллярной трубки обеспечивает испарение любого остаточного объема жидкости, выходящего из испарителя 201, до того, как он дойдет до компрессора 103. Во-вторых, рассеяние тепла от жидкого холодильного агента в капиллярной трубке означает, что во время ее перетекания к испарителю ее температура понижается. Соответственно, низкая температура жидкости, поступающей на вход в испаритель, обеспечивает испарение жидкости на большей части длины испарителя.
Таким образом, всасывающая трубка 107 в сочетании с капиллярной трубкой 108 образует теплообменник, который оказывает благотворное воздействие на функционирование холодильного агрегата 101.
В соответствии с вариантами выполнения холодильный агрегат 101 представляет собой домашнюю морозильную камеру или иной холодильный агрегат, в котором используется теплообменник для передачи тепла от впускного патрубка испарителя, такого как капиллярная трубка, к выпускному (всасывающему) патрубку испарителя.
Фиг.3
На фиг.3 изображен теплообменник 301, содержащий всасывающую трубку 107 и капиллярную трубку 108, до момента его установки в холодильный агрегат 101. Теплообменник 301 выполнен в виде отдельной детали до начала сборки холодильного агрегата 101.
Таким образом, в настоящем конструктивном исполнении средний участок 110 всасывающей трубки 107 и средний участок 109 капиллярной трубки 108 скреплены вместе с помощью припоя, в то время как первый концевой участок 302 капиллярной трубки отделен от первого концевого участка 303 всасывающей трубки для обеспечения возможности подсоединения упомянутых концевых участков к отдельным входу 203 и выходу 204 испарителя 201. Подобным образом, второй концевой участок 304 капиллярной трубки 108 отделен от второго концевого участка 305 всасывающей трубки для обеспечения возможности подсоединения упомянутых вторых концевых участков соответственно к блоку фильтрации 106 и компрессору 103.
Кроме того, до сборки холодильного агрегата 101 теплообменник изогнут с помощью механического оборудования, что обеспечивает минимальную необходимость его изгиба вручную в процессе сборки. Таким образом, в настоящем примере теплообменник 101 выполнен с изгибом 306 под углом 180 градусов и изгибом 307 под углом 90 градусов.
Фиг.4
На фиг.4 изображен разрез припаянных участков всасывающей трубки 107 и капиллярной трубки 108. Капиллярная трубка 108 содержит медную трубку с внутренним диаметром, в стандартном исполнении равным 0,7 мм.
Всасывающая трубка выполнена с относительно большим внутренним диаметром, в стандартном исполнении составляющим от 4,6 мм до 6,6 мм, и толщиной стенки 0,7 мм. Наружная поверхность всасывающей трубки покрыта цинковым покрытием 401 при ее изготовлении и до спайки двух трубок 107 и 108.
Цинковое покрытие 401 обеспечивает защиту стальной всасывающей трубки 107 от коррозии во время ее использования. Кроме того, цинковое покрытие 401 создает на стальной всасывающей трубке 107 поверхность, которая обеспечивает возможность надежного и неоднократного смачивания трубки припоем. Соответственно, между двумя трубками образуется правильно сформированный валик припоя.
Припой 402 представляет собой сплав олова и серебра, в котором содержится 97% олова и 3% серебра. Однако согласно другому варианту исполнения припой представляет собой сплав олова и меди, при этом предусмотрено использование прочих подобных припоев.
В соответствии с другим вариантом исполнения капиллярная трубка, вместо припаивания, наплавлена твердым припоем на всасывающую трубку.
Фиг.5
На фиг.5 изображен вариант выполнения теплообменника, отличающийся от того, который представлен на фиг.3. Сходство конструкции теплообменника 501 с конструкцией теплообменника 301 заключается в том, что в ней предусмотрена стальная всасывающая трубка 507 с наружной поверхностью, покрытой цинком, и медная капиллярная трубка 508. Однако капиллярная трубка 508 прикреплена к всасывающей трубке 507 с помощью наружной гильзы 520, которая, в данном случае, выполнена из материала, способного к усадке под действием тепла. В настоящем примере, материал, способный к усадке, представляет собой полиолефиновый материал, но в других вариантах выполнения используются другие известные материалы, способные к усадке под действием тепла, такие как полихлорвинил и политетрафторэтилен.
Фиг.6
На фиг.6 изображен еще один вариант выполнения теплообменника 601. Теплообменник 601 выполнен с всасывающей трубкой 607, образованной в виде трех участков 607А, 607В и 607С, соединенных вместе точкой припоя для образования непрерывной трубки. Центральная часть 607В всасывающей трубки 607 содержит в себе средний участок медной капиллярной трубки 608. Следовательно, во время использования тепло может выйти из жидкого холодильного агента в капиллярной трубке, пройти через стенку капиллярной трубки и повысить содержание тепла в газообразном/жидком холодильном агенте во всасывающей трубке.
Фиг.7
На фиг.7 изображен поперечный разрез участка теплообменника 601 в месте припоя, соединяющего участки 607В и 607С всасывающей трубки 607. Подобным образом выглядит место припоя, соединяющего участки 607А и 607В.
Центральный участок 607В всасывающей трубки выполнен с механически деформированными концевыми участками, эта деформация осуществлена путем расширения упомянутых концевых участков с помощью раскатки. Концевые участки всасывающей трубки деформированы с приданием отверстию формы замочной скважины. Таким образом, концевые участки выполнены с увеличенной цилиндрической частью 703, сформированной для принятия концов наружных участков 607А и 607В соответственно, и эксцентричной частью 704, сформированной для размещения капиллярной трубки 608.
Припой 701 механически скрепляет вместе части 607В и 607С и капиллярную трубку 608 и, окружая плотным кольцом всасывающую и капиллярную трубки, образует непроницаемое соединение. Таким образом, соединения с помощью припоя обеспечивают средства, позволяющие капиллярной трубке войти в отверстие всасывающей трубки и выйти из него.
В соответствии с другим вариантом выполнения всасывающая трубка выполнена в виде единого отрезка, при этом в ней просверлены отверстия для входа и выхода капиллярной трубки. Капиллярная трубка припаяна в месте ее входа и выхода из отверстий для обеспечения герметичности всасывающей трубки.
Фиг.8
На фиг.8 изображена технологическая схема последовательности этапов изготовления холодильного агрегата, содержащего описанный выше теплообменник. На этапе 801 из полосового металла на прокатном стане изготавливается трубчатая форма, при этом с помощью индукционной сварки закрывают шов трубы. В качестве полосового металла используют низкоуглеродистую сталь с входящими в состав сплава компонентами в соответствии с представленным далее описанием. Диаметр трубки, полученной на этапе 801, превышает требуемый, поэтому на этапе 802 трубку вытягивают до получения необходимого диаметра всасывающей трубки. Например, вытягиванием трубки с диаметром 11 мм можно получить всасывающую трубку с диаметром 8 мм.
На этапе 803 трубку отжигают, чтобы уменьшить ее твердость и облегчить сгибание. Выполнение процесса отжига на этапе 803 и всех этапов 801 процесса происходит оперативно. Таким образом, сразу же после того, как сформированная труба сходит с валков прокатного стана на этапе 801, ее вытягивают до нужного размера на этапе 802 и отжигают на этапе 803. Во время предпочтительного процесса отжита трубку нагревают до температуры от 480 до 800 градусов по шкале Цельсия в течение 5 секунд и выдерживают при температуре 480 градусов в течение 15 секунд. Однако на практике в результате процесса отжига, во время которого трубку нагревают до температуры 750 градусов по шкале Цельсия в течение 3 секунд, охлаждают до 450 градусов по шкале Цельсия и выдерживают при 450 градусах в течение 10 секунд, получается трубка, являющаяся достаточно мягкой для того, чтобы представлять практическую ценность. Легкость, с которой можно согнуть трубку, продемонстрирована приведенными далее замерами трубки со ссылкой на фиг.10.
На этапе 804 на трубку наносят антикоррозийный слой, который защищает сталь от коррозии в течение срока службы всасывающей трубки. В настоящем примере, покрытие представляет собой слой цинка весом, по меньшей мере, 70 граммов на квадратный метр, нанесенный путем окунания в подогретый состав для покрытия цинком в соответствии с итальянским стандартом UNI 5741-66.
В соответствии с другим вариантом исполнения цинковое покрытие наносят на наружную поверхность трубки на этапе 804 путем гальваностегии до толщины, по меньшей мере, 12 микрон согласно международному стандарту ISO 2081 с последующим желтым пассивированием в электролите на основе хрома в соответствии с международным стандартом ISO 4520.
В соответствии с еще одним вариантом исполнения на этапе 804 покрытие на наружной поверхности трубки выполняют путем нанесения на нее гальваническим способом алюминия.
Вслед за этапом 804 на этапе 805 трубку обрезают до требуемой длины, которой должна обладать всасывающая трубка, и для получения теплообменника средний участок медной капиллярной трубки прикрепляют к среднему участку всасывающей трубки. В настоящем примере средний участок капиллярной трубки припаян вдоль наружной поверхности всасывающей трубки с использованием оловянисто-серебряного припоя, содержащего 97% олова и 3% серебра. Однако возможно использование и других вариантов припоев, таких как оловянисто-медный, оловянисто-серебристо-медный и т.д.
В соответствии с вариантом исполнения, изображенным на фиг.6, этап 805 прикрепления капиллярной трубки к всасывающей трубке включает пропускание двух трубок через гильзу подходящей длины, выполненную из материала, способного к усадке под действием тепла, и последующий нагрев гильзы.
В соответствии с вариантом исполнения, изображенным на фиг.6, три участка всасывающей трубки обрезают до необходимой длины и деформируют концы среднего участка 607В. Затем капиллярную трубку пропускают через средний участок, а два концевых участка устанавливают в концы среднего участка и запаивают с помощью серебряного сплава.
Теплообменник, полученный на этапе 805, затем изгибают, придавая ему необходимую форму, на этапе 806, чтобы получить таким образом сформированный теплообменник, как показанный на фиг.3, 5 и 6.
На этапе 807 теплообменник помещают в систему теплопередачи холодильного агрегата. На этом этапе необходимо выполнить герметичные соединения между всасывающей и капиллярной трубками и соответствующим концом испарителя, а затем соединения между капиллярной трубкой и блоком фильтрации и осушения, и между всасывающей трубкой и компрессором. Во время этапа 807 часто требуется дальнейшее изгибание теплообменника вручную, поэтому предпочтительным является выполнение всасывающей трубки из легкоизгибаемого материала.
В каждом из вышеописанных вариантов исполнения капиллярная трубка представляет собой медную трубку. Однако в других вариантах исполнения капиллярная трубка может быть выполнена из алюминия или других металлов.
Фиг.9
Всасывающая трубка выполнена из низкоуглеродистой стали, характеризующейся: содержанием углерода менее 0,03% по массе; содержанием марганца менее 0,35% по массе; содержанием фосфора менее 0,03% по массе; содержанием серы менее 0,03% по массе; и содержанием титана в пределах от 0,05 до 0,4%. Можно отметить, что сталь не является нержавеющей сталью, а хром не добавлен в качестве компонента сплава. Таким образом, в составе стали можно обнаружить лишь следы хрома.
На фиг.9 изображена таблица, иллюстрирующая предпочтительные количества и обычные количества компонентов стального сплава, из которого изготовлена всасывающая трубка. В предпочтительных вариантах исполнения массовое содержание углерода соответствует диапазону от 0,001% до 0,02%, а обычно соответствует 0,02% по массе; массовое содержание марганца от 0,10% до 0,25%, а обычно 0,25% по массе; массовое содержание фосфора 0,02%, а обычно 0,02% по массе; массовое содержание серы от 0,01% до 0,02%, а обычно 0,02% по массе; и содержание титана от 0,06% до 0,3% по массе, а обычно 0,3%. Эта марка стали обладает пределом текучести 180 Н/мм2, прочностью на растяжение 270-350 Н/мм2 и минимальным удлинением 40%. Соответственно, обнаружено, что всасывающая трубка, изготовленная из такой стали, обеспечивает возможность ручного манипулирования ею и изгиба аналогичным с медной всасывающей трубкой образом.
В предпочтительных вариантах исполнения стальной трубки стальной сплав характеризуется массовым содержанием титана, в четыре раза превышающим массовое содержание углерода. Более того, предпочтительным является то, чтобы массовое содержание титана было больше, чем общая сумма четырехкратного массового содержания углерода, 3,42-кратного массового содержания азота и 1,5-кратного массового содержания серы, то есть процентная масса титана превышает 4 × (процентная масса углерода)+3,42 × (процентная масса азота)+1,5 × (процентная масса серы). Соответственно, титан образует соединения с углеродом, азотом и серой, но небольшое избыточное количество свободного титана остается в сплаве.
Относительно высокий уровень содержания титана и низкий уровень содержания углерода в сплаве обеспечивает присутствие углерода в форме карбида титана. Такое блокирование углерода обеспечивает, по существу, отсутствие старения стали. Таким образом, эта характеристика обеспечивает легкость изгиба трубки, даже когда ей уже много лет.
Легкость изгиба является необходимым требованием при установке теплообменника в холодильном агрегате, и поэтому отсутствие старения стальной трубки обеспечивает возможность хранения трубки и/или всего теплообменника на протяжении многих месяцев до установки теплообменника.
Фиг.10
Во время эксперимента, служащего для иллюстрации пригодности применения всасывающей трубки из отожженной низкоуглеродистой стали в теплообменнике, медная трубка стандартной длины с диаметром 6 мм была закреплена одним концом между парой зажимных планок, при этом противоположный конец вытягивали, используя шкалу для измерения приложенного усилия. Аналогичные действия выполнялись для обладающей такой же длиной обычной стальной трубки, изготовленной из стальной полосы, в соответствии с EN10139 выпуска 1999 г., и трубки из низкоуглеродистой стали, используемой в теплообменнике в соответствии с фиг.3.
В таблице на фиг.10 приведены параметры трубок и относительный крутящий момент изгиба, необходимый для пластического изгиба трубок. Как показано, наиболее просто было согнуть медную трубку, а трубка из отожженной низкоуглеродистой стали была существенно мягче, чем традиционная стальная трубка.
Ранее, относительная жесткость традиционной стальной трубки зачастую означала, что должна использоваться медная трубка. Однако технологичность стальной трубки из отожженной низкоуглеродистой стали облегчает изгиб и установку теплообменника в холодильные агрегаты, такие как агрегат 101.
Реферат
Изобретение относится к холодильной технике. Теплообменник (301) выполнен для подсоединения к испарителю (201) системы теплопередачи, в которой используется рабочая среда, подвергаемая сжатию и испарению. Теплообменник содержит первую трубку (107) первому концу (303), которой придана форма, обеспечивающая возможность подсоединения к выходному патрубку (204) испарителя и переноса среды из этого выпускного патрубка, и вторую трубку (108), первому концу которой придана форма, обеспечивающая возможность подсоединения к входному патрубку испарителя и переноса среды к этому входному патрубку. Вторая трубка установлена внутри первой трубки или в тепловом контакте с ней с обеспечением соотношения (109, 110) соответствующих длин первой и второй трубок для обеспечения возможности теплообмена между средами внутри этих трубок. Первая трубка выполнена из стального сплава, состоящего из компонентов, снижающих твердость упомянутого стального сплава, для облегчения изгиба трубки, тем самым обеспечивая возможность изгиба первой трубки во время установки в системе теплопередачи. Использование изобретения позволит снизить стоимость теплообменника. 5 н. и 26 з.п. ф-лы, 10 ил.
Формула
первую трубку, первому концу которой придана форма, обеспечивающая возможность подсоединения к выходному патрубку испарителя для переноса среды из этого выпускного патрубка; и
вторую трубку, первому концу которой придана форма, обеспечивающая возможность подсоединения к входному патрубку испарителя для переноса среды к этому входному патрубку, в котором
упомянутая вторая трубка установлена внутри упомянутой первой трубки или в тепловом контакте с ней с обеспечением соотношения соответствующих длин упомянутой первой и упомянутой второй трубок для обеспечения возможности теплообмена между средами внутри упомянутых трубок,
упомянутая первая трубка выполнена из стального сплава; а
в упомянутый стальной сплав включены компоненты сплава, снижающие твердость упомянутой стали для облегчения изгиба трубки, тем самым обеспечивая возможность изгиба упомянутой первой трубки во время ее установки в системе теплопередачи.
упомянутая первая трубка упомянутого теплообменника соединена с выходным патрубком испарителя для обеспечения выпуска среды из упомянутого выходного патрубка;
и
упомянутая вторая трубка упомянутого теплообменника соединена с входным патрубком испарителя для обеспечения впуска среды в упомянутый впускной патрубок.
получение всасывающей трубки, содержащей сталь с компонентами сплава, снижающими твердость упомянутой стали для облегчения изгиба всасывающей трубки;
прикрепление участка капиллярной трубки к участку всасывающей трубки для обеспечения передачи тепла от среды в капиллярной трубке к среде во всасывающей трубке;
и
изгиб всасывающей и капиллярной трубки до получения требуемой формы.
в котором участок капиллярной трубки прикреплен к участку всасывающей трубки с обеспечением передачи тепла от жидкости в капиллярной трубке к среде во всасывающей трубке, и
в котором всасывающая трубка содержит трубку из стального сплава, и, по меньшей мере, упомянутый участок трубки из стального сплава снабжен защитным покрытием, обеспечивающим образование поверхности, на которую наплавляется или припаивается капиллярная трубка.
Комментарии