Упаковочная машина - RU186135U1
Код документа: RU186135U1
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящая полезная модель относится к упаковочным машинам, в частности к вертикальным или наклонным упаковочным машинам.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Известны упаковочные машины, которые содержат устройство подачи пленки для подачи непрерывной пленки в формовочную трубку, которая предназначена для придания трубчатой формы пленке, подаваемой устройством подачи, и имеет продольную ось в направлении перемещения вперед, продольное сварочное устройство, которое предназначено для продольной сварки продольных концов трубчатой пленки и создания рукавной пленки, сваривая перекрывающиеся области указанных продольных концов друг с другом вдоль секции трубчатой пленки, и содержит с этой целью по меньшей мере один продольный сварочный инструмент, воздействующий на указанную секцию, модуль перемещения вперед, который предназначен для приведения в движение рукавной пленки в направлении перемещения вперед и расположен в угловом положении относительно продольной оси, отличном от углового положения относительно указанной продольной оси продольного сварочного устройства, и поперечный сварочный и режущий инструмент, предназначенный для поперечной сварки и разрезания рукавной пленки ниже формовочной трубки.
Продольная сварка может быть выполнена с использованием различных технологий, таких как ультразвук или нагрев (при непосредственном контакте с пленкой или без него). Кроме того, существуют различные типы продольных сварочных инструментов, в зависимости от создаваемой упаковки и режима работы упаковочной машины (работы в непрерывном режиме или в повторно-кратковременном режиме).
Например, для создания определенного типа упаковки (обычно называемого «дой-пак») известны продольные сварочные устройства, содержащие два сварочных инструмента с расположенными между ними перекрывающимися областями трубчатой пленки для сварки продольных концов указанных областей друг с другом вдоль секции трубчатой пленки. Например, в документе US5768852A описана работа продольного сварочного устройства в повторно-кратковременном режиме, тогда как в документе US2016122061A1, например, описана работа в непрерывном режиме.
В документе US4800707A раскрыто продольное сварочное устройство для создания упаковок другого типа, обычно называемых упаковками типа «пауч». Этот тип продольного сварочного устройства содержит один продольный сварочный инструмент. Продольный сварочный инструмент работает в повторно-кратковременном режиме и прижимает продольные концы трубчатой пленки к формовочной трубке для выполнения продольной сварки. В этом случае продольная сварка выполняется посредством управляемого перемещения инструмента в направлении пленки и от нее, когда рукавная пленка удерживается неподвижной между каждым перемещением вперед.
В документе JP2014144809A описано продольное сварочное устройство для непрерывного создания упаковок типа «пауч». Продольный сварочный инструмент указанного устройства содержит нагревательный элемент и ленту, поддерживаемую на верхней оси вращения и другой нижней оси вращения, свободно перемещающуюся вдоль секции вследствие контакта с перекрывающимися областями трубчатой пленки. Нагревательный элемент прижимает ленту к перекрывающимся областям трубчатой пленки, одновременно нагревая указанную ленту для выполнения сварки, и прекращает контакт указанной ленты (предотвращая, в свою очередь, контакт ленты с пленкой), когда машина, например, останавливается.
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ
Целью настоящей полезной модели является предоставление упаковочной машины, как описано в формуле полезной модели.
Упаковочная машина согласно настоящей полезной модели предназначена для создания упаковок из пленки и содержит формовочную трубку, которая предназначена для приема непрерывной пленки и для придания ей трубчатой формы и которая имеет продольную ось в направлении перемещения вперед, продольное сварочное устройство, которое предназначено для продольной сварки продольных концов трубчатой пленки и создания рукавной пленки, модуль перемещения вперед, который предназначен для приведения в движение рукавной пленки в направлении перемещения вперед с определенной скоростью перемещения вперед, и поперечный сварочный и режущий инструмент, предназначенный для поперечной сварки и разрезания рукавной пленки. Продольное сварочное устройство содержит по меньшей мере один продольный сварочный инструмент, который выполнен с возможностью сварки перекрывающихся областей продольных концов пленки друг с другом вдоль секции трубчатой пленки, проходящей в направлении перемещения вперед, посредством воздействия на указанную секцию.
Машина дополнительно содержит по меньшей мере первый ролик для прижатия по меньшей мере части перекрывающихся областей продольных концов трубчатой пленки друг к другу выше секции указанной трубчатой пленки, на которую воздействует продольный сварочный инструмент, и по меньшей мере второй ролик для прижатия по меньшей мере части перекрывающихся областей продольных концов рукавной пленки друг к другу ниже секции указанной трубчатой пленки, на которую воздействует продольный сварочный инструмент. Удерживающие ролики, выровненные друг с другом в направлении перемещения вперед, расположены в машине и предназначены для вращения относительно своей собственной оси вращения во время перемещения рукавной пленки.
Таким образом, секция трубчатой пленки, на которую оказывается воздействие для выполнения продольной сварки, защищена как сверху, так и снизу, обеспечивая правильное расположение перекрывающихся областей продольных концов указанной пленки все время, когда машина работает. Таким образом:
- во время процесса сварки при нагревании продольных концов пленки, подлежащих сварке друг с другом (в случае применения продольных сварочных инструментов с указанной технологией) предотвращается возможное возникновение деформаций вследствие трения при перемещении пленки вперед, что может вызвать нарушение совмещения наложенных друг на друга поверхностей, подлежащих сварке друг с другом;
- когда продольный сварочный инструмент отделен от пленки (когда, например, отсутствует продукт, подлежащий упаковке, перемещение пленки вперед прекращено, и продольный сварочный инструмент отделен, чтобы не прожечь пленку в случае применения продольных сварочных инструментов с указанной технологией), поверхность пленки, подлежащая сварке, удерживается удерживающими роликами, чтобы обеспечить правильное расположение перекрывающихся областей продольных концов указанной пленки после возобновления процесса упаковки; и
- когда текучая среда введена через формовочную трубку в рукавную пленку (например, при создании упаковок с защитной газовой средой, или, например, когда внутри формовочной трубки создан воздушный поток для ускорения падения продукта), предотвращена возможность просачивания текучей среды из трубки через указанную секцию, тем самым предотвращена возможность вытекания текучей среды вследствие нарушения совмещения перекрывающихся областей продольных концов пленки, что отрицательно влияет на последующую продольную сварку, обеспечивая герметичность при условии, что удерживающие ролики удерживают натянутой секцию, на которую воздействует продольный сварочный инструмент.
Эти и другие преимущества и признаки настоящей полезной модели станут очевидными при рассмотрении графических материалов и подробного описания настоящей полезной модели.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 показан вариант осуществления упаковочной машины согласно настоящей полезной модели.
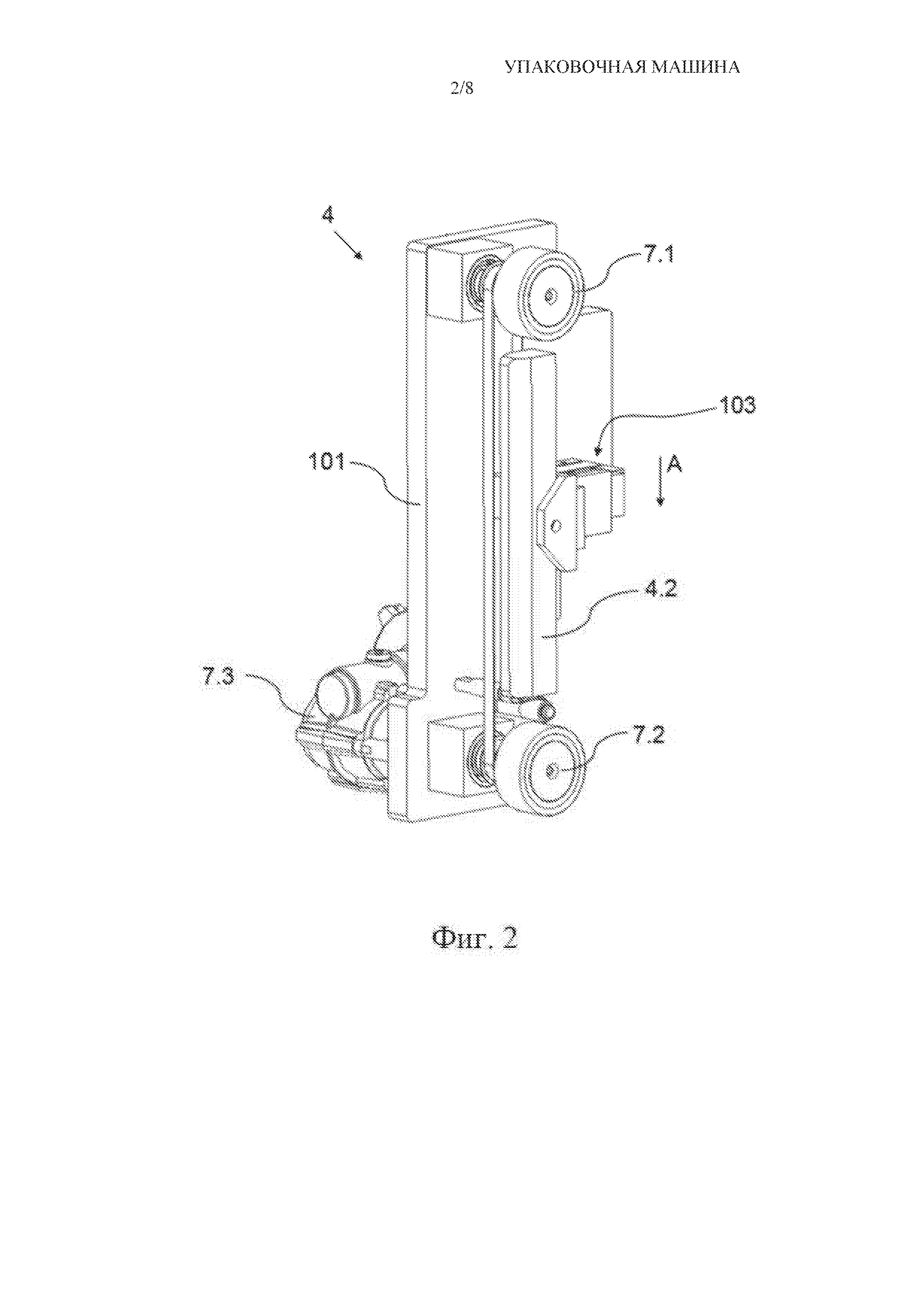
На фиг. 2 показан вид в перспективе первого варианта осуществления продольного сварочного устройства машины согласно настоящей полезной модели, при этом указанное продольное сварочное устройство содержит продольный сварочный инструмент.
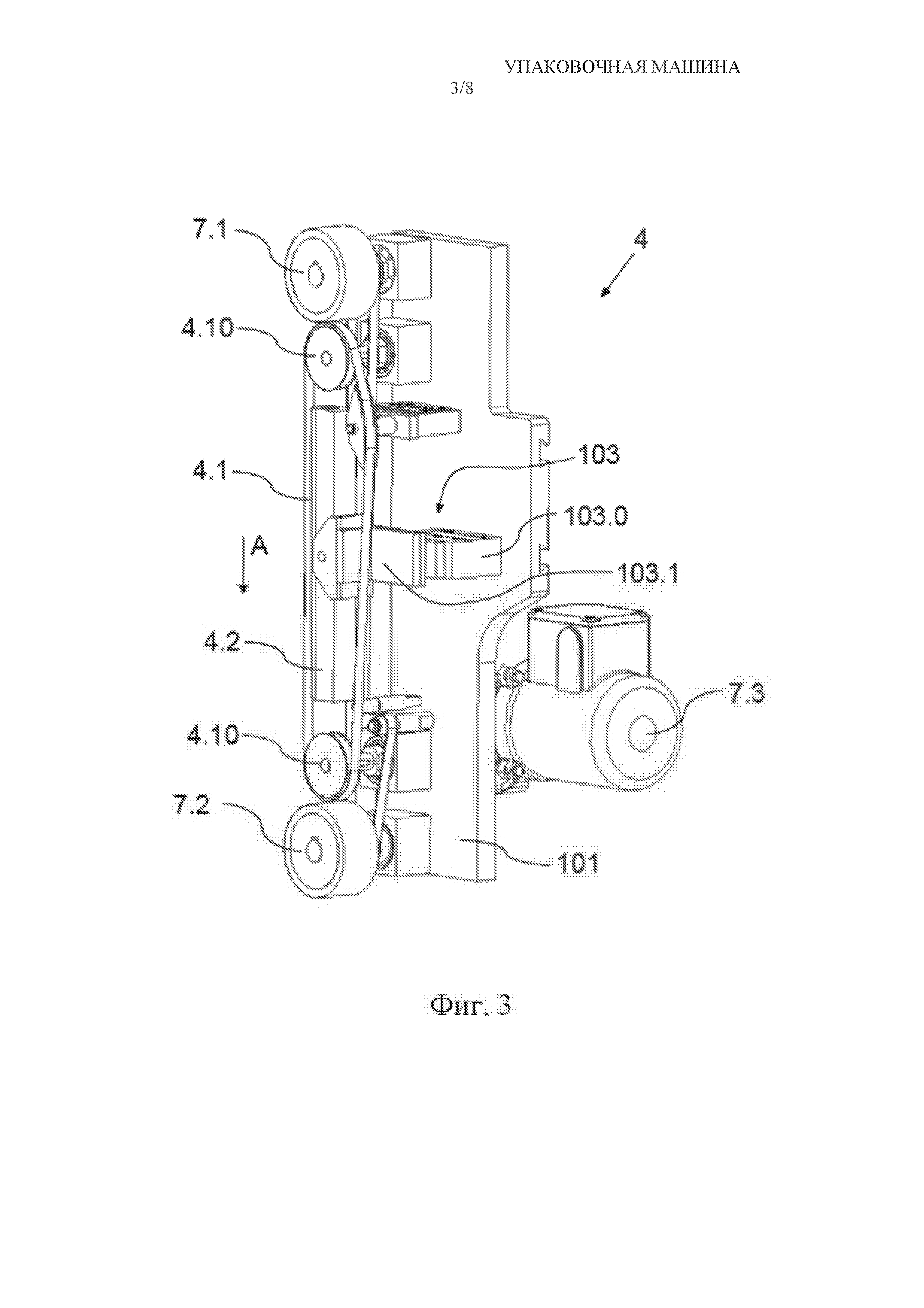
На фиг. 3 показан вид в перспективе второго варианта осуществления продольного сварочного устройства машины согласно настоящей полезной модели, при этом указанное продольное сварочное устройство содержит продольный сварочный инструмент.
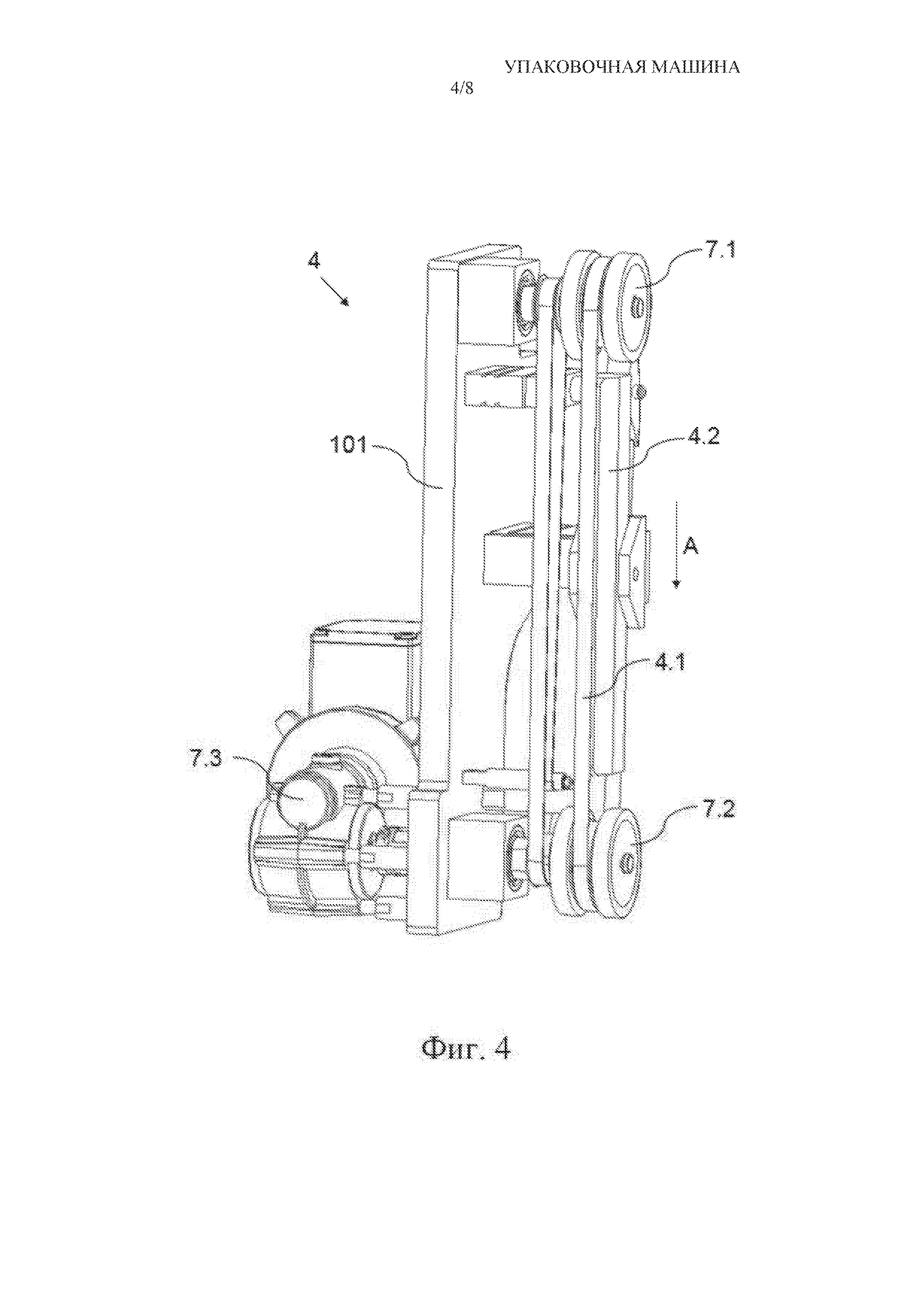
На фиг. 4 показан вид в перспективе третьего варианта осуществления продольного сварочного устройства машины согласно настоящей полезной модели, при этом указанное продольное сварочное устройство содержит продольный сварочный инструмент.
На фиг. 5 показан вид в перспективе четвертого варианта осуществления продольного сварочного устройства машины согласно настоящей полезной модели, при этом продольное сварочное устройство содержит продольный сварочный инструмент со вспомогательными удерживающими роликами.
На фиг. 6 показан вид спереди пятого варианта осуществления продольного сварочного устройства машины согласно настоящей полезной модели, которое предназначено для создания упаковок типа «дой-пак», при этом указанное продольное сварочное устройство содержит два продольных сварочных инструмента.
На фиг. 7 показан вид в перспективе спереди продольного сварочного устройства, показанного на фиг. 6.
На фиг. 8 показан вид в перспективе сзади продольного сварочного устройства, показанного на фиг. 6.
ПОДРОБНОЕ ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ
На фиг. 1 показан вариант осуществления упаковочной машины 100 согласно настоящей полезной модели, которая предназначена для упаковки продуктов из непрерывной пленки. Машина 100 содержит устройство подачи пленки, не изображенное на графических материалах, подающее непрерывную пленку, формовочную трубку 3, которая предназначена для приема пленки, подаваемой устройством подачи, и для придания ей трубчатой формы, и которая имеет продольную ось 3.0 в направлении A перемещения вперед. Устройство подачи содержит вал, на котором намотана пленка в виде рулона, и вращение катушки на указанном валу разматывает пленку, при этом непрерывная пленка таким образом подается в определенном направлении подачи. Настоящая полезная модель предпочтительно относится к вертикальным или наклонным упаковочным машинам 100.
Машина 100 дополнительно содержит продольное сварочное устройство 104, предназначенное для продольной сварки продольных концов трубчатой пленки и создания рукавной пленки, и по меньшей мере один, предпочтительно два, модуль 5 перемещения вперед, который предназначен для приведения в движение рукавной пленки в определенном направлении A перемещения вперед с определенной скоростью перемещения вперед, которое расположено напротив формовочной трубки 3. Продольное сварочное устройство 104 содержит по меньшей мере один продольный сварочный инструмент 4, который предназначен и выполнен с возможностью сварки перекрывающихся областей указанных продольных концов друг с другом вдоль секции пленки, окружающей формовочную трубку 3, при этом указанная секция проходит в направлении A перемещения вперед, и указанный продольный сварочный инструмент 4 воздействует на указанную секцию с этой целью. Машина 100 дополнительно содержит поперечный сварочный и режущий инструмент 6 для поперечной сварки и резания рукавной пленки, при этом после воздействия поперечным сварочным и режущим инструментом 6 выше по потоку относительно воздействия в направлении A перемещения вперед создается рукавная пленка, закрытая с одного конца, и ниже по потоку относительно воздействия в направлении A перемещения вперед создается упаковка, отделенная от рукавной пленки.
В зависимости от топологии создаваемой упаковки продольное сварочное устройство 104 включает различные конфигурации, которые будут подробно описаны в описании. В этом смысле для упаковки первого типа (например, упаковок типа «пауч») продольное сварочное устройство 104 выполнено с возможностью сварки перекрывающихся продольных концов пленки для определенной секции, проходящей в направлении A перемещения вперед, расположенной между формовочной трубкой 3 и продольным сварочным инструментом 4 (см. фиг. 2–5), тогда как для создания упаковки второго типа (например, упаковки типа «дой-пак») продольное сварочное устройство 104 содержит два продольных сварочных инструмента 4 с расположенными между ними указанными продольными концами таким образом, что они перекрываются для сварки их друг с другом на определенной секции, проходящей в направлении A перемещения вперед (см. фиг. 6–8).
Далее со ссылкой на фиг. 2–5 поясняются различные варианты осуществления и конфигурации машины 100 согласно настоящей полезной модели, предназначенные для создания упаковок типа «пауч».
Продольный сварочный инструмент 4 в любом из вариантов осуществления машины 100 дополнительно содержит по меньшей мере один верхний удерживающий ролик 7.1 для прижатия по меньшей мере части перекрывающихся областей продольных концов пленки выше секции, на которую воздействует продольный сварочный инструмент 4 для сварки перекрывающихся продольных концов пленки в указанной секции, и по меньшей мере один нижний удерживающий ролик 7.2 для прижатия по меньшей мере части перекрывающихся областей указанных продольных концов ниже указанной секции, как показано на графических материалах, при этом указанные удерживающие ролики 7.1 и 7.2 прижимают пленку посредством непосредственного контакта. Указанные удерживающие ролики 7.1 и 7.2 выровнены друг с другом в направлении A перемещения вперед и, предпочтительно, одинаковы, и при этом предназначены для вращения относительно своей собственной оси вращения во время перемещения рукавной пленки, при этом их тангенциальная скорость равна скорости перемещения пленки. Кроме того с целью предотвращения создания удерживающими роликами 7.1 и 7.2 вследствие непосредственного контакта деформаций, таких как складки, например, на пленке, по меньшей мере наружные поверхности указанных удерживающих роликов 7.1 и 7.2 предпочтительно выполнены из нескользкого материала или покрыты нескользким материалом.
Таким образом, указанная секция, на которую воздействует продольный сварочный инструмент 4 для сварки перекрывающихся продольных концов пленки, расположена между указанными удерживающими роликами 7.1 и 7.2 и, поскольку ролики 7.1 и 7.2 не принимают участия в сварке перекрывающихся продольных концов пленки, они не прикладывают тепло к пленке, указанная секция защищена как сверху, так и снизу. Например, если текучая среда введена через формовочную трубку 3 в рукавную пленку (при нагнетании газа для продления срока годности продукта при его упаковке и/или при нагнетании сжатого воздуха в формовочную трубку для ускорения падение продукта), давление указанных удерживающих роликов 7.1 и 7.2 препятствует тому, чтобы указанная текучая среда могла влиять на правильное расположение указанных продольных концов рукавной пленки, и продольный сварочный инструмент 4 воздействует на секцию, где, например, на перекрывающихся продольных концах отсутствуют нежелательные загибы, нарушения совмещения и/или складки.
В некоторых случаях, например в тех случаях, когда продольный сварочный инструмент 4 непрерывно выполняет сварку посредством нагрева, например, когда упаковка прервана и машина 100 остановлена по какой-либо причине, указанный продольный сварочный инструмент 4 должен быть отделен от пленки, чтобы предотвратить ее прожигание. При этом до настоящего момента это отделение, связанное с риском нарушения совмещения перекрывающихся областей продольных концов пленки по меньшей мере в области секции и/или в областях, близких к указанной секции, не сохраняет их относительное положение и создает по меньшей мере нежелательные загибы и/или складки после возобновления процесса упаковки. По этой причине, когда производство было начато снова, часть пленки, которая могла иметь складки и/или загибы (такая как, например, первая созданная упаковка), была забракована, и согласно настоящей полезной модели этот риск предотвращен в результате удержания удерживающими роликами 7.1 и 7.2 продольных концов на месте и защите при этом секции, причем по сравнению с машинами известного уровня техники отбраковывается меньше пленки.
Продольное сварочное устройство 104 находится в рабочем положении, когда машина 100 находится в работе, причем нахождение в работе в контексте настоящей полезной модели должно истолковываться как процесс создания упаковок или нахождение в готовности для создания упаковок (когда вследствие внешних причин, таких как, например, недостаток продукта, который должен быть упакован, машина 100 находится в режиме ожидания), и выполнено таким образом, что, когда оно находится в рабочем положении, удерживающие ролики 7.1 и 7.2 прижимают соответствующие перекрывающиеся области продольных концов рукавной пленки друг к другу. Следовательно, это прижатие выполняется не только тогда, когда рукавная пленка перемещается в направлении A перемещения вперед посредством модуля 5 перемещения вперед, но также и при остановке рукавной пленки.
Верхний удерживающий ролик 7.1 и нижний удерживающий ролик 7.2 предназначены для вращения относительно своей собственной оси вращения во время перемещения рукавной пленки в направлении A перемещения вперед, сопровождая указанное перемещение, чтобы предотвратить образование складок и/или загибов на пленке. Продольный сварочный инструмент 4 содержит силовой привод 7.3 для вращения обоих удерживающих роликов 7.1 и 7.2. Силовой привод 7.3 может быть связан с осью вращения одного из указанных удерживающих роликов 7.1 и 7.2, вызывая вращение указанного удерживающего ролика 7.1 или 7.2, и ось вращения другого удерживающего ролика 7.1 или 7.2 может быть прикреплена к первой оси вращения, чтобы она вращалась как одно целое с указанной первой осью вращения том же направлении вращения и предпочтительно с той же скоростью вращения. Это прикрепление может быть выполнено, например, посредством механизма, подобного шкивному механизму.
Машина 100 дополнительно содержит устройство управления (не изображено на графических материалах), выполненное с возможностью связывания скорости вращения удерживающих роликов 7.1 и 7.2 со скоростью перемещения вперед рукавной пленки таким образом, чтобы указанные удерживающие ролики 7.1 и 7.2 не влияли отрицательно на указанное перемещение. В частности, устройство управления выполнено таким образом, что тангенциальная составляющая скорости вращения указанных удерживающих роликов 7.1 и 7.2 по существу равна скорости перемещения вперед рукавной пленки.
В некоторых вариантах осуществления машины 100 продольный сварочный инструмент 4 бесконтактно и непрерывно сваривает продольные концы трубчатой пленки (за исключением контакта с удерживающими роликами 7.1 и 7.2), например, как это происходит с продольным сварочным инструментом 4, показанным на фиг. 2. Указанный продольный сварочный инструмент 4 содержит нагревательный элемент 4.2, отдающий тепло перекрывающимся областям пленки в соответствующей секции, и указанное тепло вызывает сварку указанных областей. Когда перемещение вперед рукавной пленки прекращается, например, вследствие отсутствия продукта или других внешних причин, нагревательный элемент 4.2 выполнен с возможностью убирания от указанной пленки, но это не мешает удерживающим роликам 7.1 и 7.2 контактировать с продольными концами пленки. В других вариантах осуществления, в которых выполняется контактная сварка в повторно-кратковременном режиме, сварочный инструмент будет эквивалентен инструменту, показанному на фиг. 2, с той разницей, что нагревательный элемент 4.2 контактирует с перекрывающимися областями пленки в соответствующей секции, когда пленка удерживается неподвижной (не перемещается вперед в направлении A перемещения вперед), чтобы выполнить сварку, и убирается от указанных областей, чтобы обеспечить перемещение пленки вперед в направлении A перемещения вперед, тогда как удерживающие ролики 7.1 и 7.2 остаются в контакте с пленкой все время, когда машина 100 работает (как при перемещении пленки вперед в направлении A перемещения вперед, так и при его отсутствии).
В некоторых вариантах осуществления машины 100 продольный сварочный инструмент 4 выполнен с возможностью сварки продольных концов трубчатой пленки при непрерывном контакте и нагрева без прерывания перемещения рукавной пленки, например, в случае продольного сварочного инструмента 4, показанного на фиг. 3. Продольный сварочный инструмент 4 содержит ленту 4.1, контактирующую с перекрывающимися областями, подлежащими сварке, и нагревательный элемент 4.2 для нагрева указанной ленты 4.1 и для перемещения ее из контактного положения, в котором лента 4.1 контактирует с перекрывающимися областями продольных концов пленки в секции, убранное положение, в котором указанная лента 4.1 не контактирует с указанными перекрывающимися областями, например, как показано на фиг. 3–5. Когда она находится в контактном положении, лента 4.1 перемещается в направлении A перемещения вперед вследствие указанного контакта (перемещение пленки вызывает перемещение ленты 4.1 в том же направлении). Лента 4.1 является частью конфигурации типа приводного ремня (в частности, ременного типа) и поэтому поддерживается верхней осью вращения и нижней осью вращения, которые могут свободно вращаться и, таким образом, обеспечивать возможность указанного перемещения ленты 4.1.
Нагревательный элемент 4.2 расположен напротив секции пленки, на которую воздействует лента 4.1, тем самым заставляя ленту 4.1 контактировать с пленкой, когда он вызывает ее перемещение в контактное положение. Как показано на фиг. 3, верхний удерживающий ролик 7.1 расположен выше по потоку относительно продольного сварочного инструмента 4 таким образом, что он прижимает по меньшей мере часть перекрывающихся областей продольных концов трубчатой пленки друг к другу выше секции, на которую воздействует продольный сварочный инструмент 4 (и нагревательный элемент 4.2), и нижний удерживающий ролик 7.2 расположен ниже по потоку относительно продольного сварочного инструмента 4 таким образом, что он прижимает по меньшей мере часть перекрывающихся областей продольных концов трубчатой пленки друг к другу ниже указанной секции, на которую воздействует продольный сварочный инструмент 4 (и нагревательный элемент 4.2). Благодаря конфигурации продольного сварочного устройства 104 указанные удерживающие ролики 7.1 и 7.2 контактируют с указанными перекрывающимися областями независимо от расположения нагревательного элемента 4.2 (заставляя или не заставляя ленту 4.1 контактировать с пленкой), когда указанное продольное сварочное устройство 104 находится в рабочем положении, обеспечивая правильное расположение указанных перекрывающихся областей все время, предотвращая нарушение их совмещения и обеспечивая правильную продольную сварку, когда продольный сварочный инструмент 4 воздействует на указанную секцию.
Продольный сварочный инструмент 4, показанный на фиг. 3, содержит два ролика 4.10, на которых поддерживается и вращается лента 4.1, при этом указанные ролики 4.10 отличаются от удерживающих роликов 7.1 и 7.2. В этом варианте осуществления ролики 4.10 выровнены в направлении A перемещения вперед с удерживающими роликами 7.1 и 7.2 и имеют диаметр, меньший, чем диаметр указанных удерживающих роликов 7.1 и 7.2, чтобы позволить указанным удерживающим роликам 7.1 и 7.2 прижимать соответствующие перекрывающиеся области пленки независимо от положения ленты 4.1 (контактного положения или убранного положения). В других вариантах осуществления, в которых продольный сварочный инструмент 4 содержит ролики 4.10, указанные ролики 4.10 не будут выровнены в направлении A перемещения вперед с удерживающими роликами 7.1 и 7.2 и не будут иметь диаметр, который позволяет указанным удерживающим роликам 7.1 и 7.2 прижимать соответствующие перекрывающиеся области пленки независимо от положения ленты 4.1 (контактного положения или убранного положения).
В других вариантах осуществления машины 100 продольный сварочный инструмент 4 не содержит ролики 4.10 в дополнение к удерживающим роликам 7.1 и 7.2 для ленты 4.1, при этом ось вращения верхнего удерживающего ролика 7.1 является верхней осью вращения ленты 4.1, и ось вращения нижнего удерживающего ролика 7.2 является нижней осью вращения ленты 4.1, как показано, например, в продольном сварочном инструменте 4 на фиг. 4. Продольный сварочный инструмент 4 содержит два верхних удерживающих ролика 7.1, которые совместно используют одну и ту же ось вращения и которые отделены первым определенным разделительным пространством, и два нижних удерживающих ролика 7.2, которые совместно используют одну и ту же ось вращения и отделены вторым определенным пространством, равным первому разделительному пространству. Лента 4.1 поддерживается обеими вращающимися осями со свободой вращения и расположена в указанных разделительных пространствах, при этом удерживающие ролики 7.1 и 7.2 выполнены таким образом, что лента 4.1 не выступает за поверхности удерживающих роликов 7.1 и 7.2, контактирующих с перекрывающимися областями продольных концов пленки, вследствие чего лента 4.1 контактирует с указанными перекрывающимися областями только в секции, расположенной между обоими удерживающими роликами 7.1 и 7.2, когда нагревательный элемент 4.2 прижимает указанную ленту 4.1 к указанным концам и прекращает контакт с указанными концами, когда нагревательный элемент 4.2 прекращает воздействие на ленту 4.1. В этих вариантах осуществления лента 4.1 имеет свободу вращения относительно оси вращения удерживающих роликов 7.1 и 7.2 для перемещения посредством трения с пленкой, которая непосредственно поддерживается соответствующим подшипником, например, окружающим соответствующую ось вращения удерживающих роликов 7.1 и 7.2. Таким образом предотвращается относительная тангенциальная скорость между удерживающими роликами 7.1, 7.2 и лентой 4.1, которая может создавать складки или деформации на секции пленки, на которой выполняется сварка.
В этих случаях, как также показано на фиг. 5, продольный сварочный инструмент 4 может содержать вспомогательный верхний удерживающий ролик 7.5, расположенный выше первого разделительного пространства, выровненный в направлении A перемещения вперед с указанным первым разделительным пространством и имеющий минимальную ширину, равную указанному первому разделительному пространству, для прижатия друг к другу по меньшей мере перекрывающихся областей соответствующих продольных концов пленки, которые совпадают с указанным первым разделительным пространством и, следовательно, впоследствии не прижимаются верхними удерживающими роликами 7.1. Аналогично, продольный сварочный инструмент 4 может содержать вспомогательный нижний удерживающий ролик 7.6, расположенный ниже второго разделительного пространства, выровненный в направлении A перемещения вперед с указанным вторым разделительным пространством и имеющий минимальную ширину, равную указанному второму разделительному пространству, для прижатия по меньшей мере перекрывающихся областей соответствующих продольных концов пленки, которые совпадают с указанным вторым разделительным пространством и поэтому не были прижаты нижними удерживающими роликами 7.2. Таким образом, обеспечивается, что при введении текучей среды под давлением в машину 100, например, для ускорения падения продукта, эта текучая среда не выходит из рукавной пленки через секцию, на которую воздействует продольный сварочный инструмент 4, или перемещает перекрывающиеся области указанной секции вследствие давления, оказываемого первыми вспомогательными удерживающими роликами 7.5 и 7.6 и удерживающими роликами 7.1 и 7.2 на указанную перекрывающуюся область. Предпочтительно все удерживающие ролики 7.1, 7.2, 7.5 и 7.6 дополнительно имеют одинаковый диаметр и соединены с одним и тем же силовым приводом 7.3 (непосредственно и/или посредством ремней или соответствующих аналогичных элементов), при этом вращение роликов 7.1, 7.2, 7.5 и 7.6 вызывается одним и тем же силовым приводом 7.3, между указанными удерживающими роликами 7.1, 7.2, 7.5 и 7.6 (которые будут вращаться с одинаковой скоростью) обеспечивается синхронность, при этом в то же время получается машина 100, которая проще и экономичнее. Продольное сварочное устройство 104 выполнено в этих случаях таким образом, что в рабочем положении вспомогательные удерживающие ролики 7.5 и 7.6 прижимают соответствующие перекрывающиеся области продольных концов рукавной пленки друг к другу. Поэтому, как и при давлении, оказываемом удерживающими роликами 7.1 и 7.2, это давление прикладывается не только при остановленной рукавной пленке, но также при перемещении рукавной пленки в направлении A перемещения вперед посредством модуля 5 перемещения вперед.
Предпочтительно, с целью дополнительного предотвращения создания вспомогательными удерживающими роликами 7.5 и 7.6 деформаций, таких как складки на пленке, например, по меньшей мере внешние поверхности указанных вспомогательных удерживающих роликов 7.5 и 7.6 выполнены из нескользкого материала или покрыты нескользким материалом, как удерживающие ролики 7.1 и 7.2.
Продольное сварочное устройство 104 может дополнительно содержать платформу 101, содержащую указанный продольный сварочный инструмент 4, к которому прикреплены удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6, при этом указанная платформа 101 выполнена с возможностью перемещения в радиальном направлении относительно формовочной трубы 3, чтобы тем самым регулировать расположение сварочного инструмента 4 относительно перекрывающихся областей продольных концов пленки и тем самым регулировать усилие, с которым указанные удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6 прижимают указанные перекрывающиеся области пленки.
В случае, когда продольное сварочное устройство 104 содержит платформу 101 для продольного сварочного инструмента 4, и продольный сварочный инструмент 4 содержит ленту 4.1, указанный продольный сварочный инструмент 4 может дополнительно содержать опору 103 для поддержки и/или направления ленты 4.1, при этом указанная опора 103 содержит основание 103.0, прикрепленное к указанной платформе 101, и подвижный элемент 103.1, прикрепленный со свободой перемещения к указанному основанию 103.0, вследствие чего он может перемещаться ближе к перекрывающимся областям секции или от них, на которую воздействует продольный сварочный инструмент 4 и с которой связана лента 4.1, вследствие чего она может перемещаться от перекрывающихся областей продольных концов указанной секции пленки, когда сварка не требуется, при этом лента 4.1, таким образом, отделяется от пленки, тогда как удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6, содержащие указанный продольный сварочный инструмент 4, продолжают в то же время прижимать пленку.
Для создания упаковок типа «пауч» удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6 прижимают указанные перекрывающиеся области к формовочной трубке 3.
В некоторых вариантах осуществления машина 100 предназначена для создания упаковок типа «дой-пак». В этих случаях продольное сварочное устройство 104 содержит два продольных сварочных инструмента 4, расположенных друг напротив друга, прижимающих продольные концы трубчатой пленки между ними для их сварки, и симметричных друг другу относительно воображаемой продольной плоскости 102, расположенной между обоими продольными сварочными инструментами 4. Соответствующие удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6 прижимают указанные перекрывающиеся области друг к другу, т. е. указанные области располагаются между верхними удерживающими роликами 7.1 обоих продольных сварочных инструментов 4 и прижимаются между обоими верхними удерживающими роликами 7.1, то же самое происходит с остальными удерживающими роликами 7.2 или 7.2, 7.5 и 7.6. Для остальных признаков два продольных сварочных инструмента 4 могут быть такими, как упомянутые выше для различных конфигураций и вариантов осуществления машины 100, и могут быть идентичными друг другу, за исключением, например, того случая, когда они выполнены с возможностью тепловой сварки перекрывающихся областей, где достаточно, чтобы только один из них содержал нагревательный элемент 4.2, в этом случае первый продольный сварочный инструмент 4 будет содержать указанный нагревательный элемент 4.2, тогда как другой продольный сварочный инструмент 4 вместо этого будет содержать эквивалентный опорный элемент (не изображенный на графических материалах), к которому будет прижиматься нагревательный элемент 4.2 первого продольного сварочного инструмента 4.
Предпочтительно все удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6 синхронизированы, вращаясь с одинаковой скоростью, и с этой целью все удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6 соединены с тем же силовым приводом (непосредственно и/или посредством ремней или соответствующих аналогичных элементов) и предпочтительно взаимодействуют с указанным силовым приводом.
На фиг. 6–8 показано продольное сварочное устройство 104 для варианта осуществления машины 100, предназначенное для создания упаковок типа «дой-пак», при этом продольное сварочное устройство 104 выполнено с возможностью бесконтактной сварки перекрывающихся областей пленки друг с другом (за исключением контакта с удерживающими роликами 7.1 и 7.2) и размещения по меньшей мере одной закрывающей ленты (например, застежки-липучки или застежки-молнии) на пленке для создания повторно закрываемых упаковок. Продольный сварочный инструмент 4 содержит сварочный элемент для сварки указанной закрывающей ленты, и удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6 содержат соответствующую канавку 7.9 для размещения указанной закрывающей ленты и предотвращения ее выступания за поверхность указанных удерживающих роликов 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6, которые контактируют с пленкой (или вместо канавки, удерживающие ролики 7.1 и 7.2 или 7.1, 7.2, 7.5 и 7.6 могут быть изготовлены из пластичного материала или покрыты им, способным приспосабливаться к указанной закрывающей ленте, для обеспечения с помощью их деформации герметичности и правильного расположения перекрывающихся областей продольных концов указанной секции пленки).
В машинах 100, предназначенных для создания упаковок типа «дой-пак», продольное сварочное устройство 104 может содержать платформу 101, такую как упомянута выше, для каждого продольного сварочного инструмента 4, при этом каждый продольный сварочный инструмент 4 прикреплен к соответствующей платформе 101. В этом случае платформы 101 могут быть линейно перемещены относительно другой платформы для приближения их друг к другу или удаления друг от друга, таким образом, усилие, которое необходимо приложить к перекрывающимся областям, которые они прижимают, можно регулировать. С этой целью продольное сварочное устройство 104 содержит в этих случаях направляющее устройство, соединяющее обе платформы 101 друг с другом и направляющее относительное перемещение между обеими платформами 101, при этом указанное перемещение направлено по касательной относительно формовочной трубки 3. Кроме того, платформы 101 могут перемещаться вместе в радиальном направлении относительно формовочной трубки 3.
Реферат
Упаковочная машина, содержащая формовочную трубку для придания трубчатой формы пленке, сварочное устройство для продольной сварки продольных концов указанной пленки и создания рукавной пленки и модуль перемещения вперед для перемещения рукавной пленки в направлении (A) перемещения вперед. Сварочное устройство содержит продольный сварочный инструмент (4), воздействующий на секцию пленки, проходящую в направлении (A) перемещения вперед, для выполнения сварки, и содержащий верхний удерживающий ролик (7.1) для прижатия перекрывающихся областей продольных концов трубчатой пленки друг к другу выше секции и нижний удерживающий ролик (7.2) для прижатия перекрывающихся областей продольных концов рукавной пленки друг к другу ниже указанной секции.
Формула
Документы, цитированные в отчёте о поиске
Автоматическая упаковочная машина
Комментарии