Сварочная машина для пластиковых (полипропиленовых) труб со специальным кольцом безопасности и сварочный адаптер со специальным кольцом безопасности - RU2548080C2
Код документа: RU2548080C2
Чертежи










Описание
Изобретение заключается в усовершенствовании кольца безопасности и сварочного приспособления, которое используется при соединении/сварке многослойных, устойчивых к давлению и коррозии пластиковых труб с фитингами для соединения/сварки многослойных, устойчивых к давлению и коррозии пластиковых труб с минимальными кислородной проницаемостью и тепловым расширеним, у которых внутренний и внешний слои пластиковые, а средний слой из алюминиевой фольги, с фитингами, без какой-либо дополнительной обработки, такой как шевингование и т.п., в целях недопущения попадания между пластиковым и алюминиевым слоями передающейся по трубе жидкости.
Кольцо безопасности: Эта часть является одним из основных элементов нашего изобретения, который установлен на конце трубы, что позволяет выполнять соединение/сварку без дополнительной обработки, такой как шевингование, разделка кромок, кавитация и т.п., слоя алюминиевой фольги многослойной трубы.
Кольцо безопасности расплавляется вместе с трубой при нагревании трубы и фитинга, покрывая защитным барьером поверхности трубы и алюминиевого слоя, препятствуя таким образом попаданию между алюминиевым и пластиковыми слоями передающейся по трубе жидкости.
Холдеры кольца могут быть изготовлены различной геометрической формы и различных размеров для различных диаметров труб - для облегчения установки кольца безопасности на трубу.
Соединительное/сварочное приспособление: Это приспособление является одним из основных элементов нашего изобретения, с помощью различных функций обеспечивает жидкостно-непроницаемую изоляцию слоев соединяемых/свариваемых поверхностей трубы и фитинга, без какой-либо дополнительной обработки алюминиевой фольги трубы, такой как обрезка, разделка кромок, кавитация, и т.д., используя кольцо безопасности, устанавливаемое на торце трубы.
УРОВЕНЬ ТЕХНИКИ И ИМЕЮЩИЕСЯ ПРОБЛЕМЫ
В используемом сегодня уровне техники термопластичные трубы и фитинги соединяются/свариваются плавлением.
Хотя существуют различные способы сварки пластика, основанные на способах, используемых для плавки, во всех используемых способах определенные слои пластика плавят, используя тепло, и эти расплавленные части соединяют, прижав одну к другой (эффект давления).
Пользующиеся спросом сварочные адаптеры, состоящие из охватываемой и охватывающей частей, а также болтов и гаек, обеспечивающих установку этих частей концентрично на тело сварочной машины, применяются для сплавления трубы с фитингом посредством нагрева.
Нагреватель, имеющийся в сварочной машине, нагревает сварочные адаптеры. Один конец (охватывающий) нагревает часть трубы, которую нужно вставить в фитинг, а другой конец (охватываемый) нагревает часть фитинга, в который труба будет вставлена. Трубу и фитинг, определенные части которых расплавлены нагревом, далее сваривают, прижимая их друг к другу.
Есть 2 вида пластиковых труб со слоем алюминиевой фольги, используемых для водопровода холодной воды, горячей воды и отопления. Первый тип состоит из пластикового (полипропиленового) внутреннего слоя, через который проходит поток жидкости, затем следует перфорированная или неперфорированная фольга, заключенная между двумя слоями клея, и тонкий защитный внешний слой пластика (полипропилена), охватывающий фольгу.
Второй тип труб также имеет внутренний и внешний слои из пластикового сырья (как правило, полипропилена), но имеет перфорированный или неперфорированный алюминиевый слой, расположенный посредине ближе к центральной точке между внутренним и внешним слоями пластика, а не ближе к внешнему слою.
Для сварки с фитингами труб первого типа, алюминиевый лист/слой вблизи внешней поверхности должен быть удален с помощью приспособления для заточки/шевингования.
Эта операция, используемая в существующем уровне техники, осуществляется с помощью одноножевого приспособления, которое шевингует фольгу, базируясь за наружный диаметр трубы. Часть трубы, поддающаяся шевингованию, вставляется в шевер, а затем шевер вращается по часовой стрелке для осуществления операции шевингования.
Вышеуказанная система не обеспечивает точного отрезания трубы, новая система была разработана для удаления фольги, которая находится рядом с внешним слоем трубы.
Приспособление для шевингования, описанное в патенте Nr. 2003/01701 шевингует трубы как на внешней поверхности, так и на торце. Указанное приспособление для шевингования предназначено и устранять ошибки резки при шевинговании конца трубы, и уменьшать трубу до сварочного диаметра, подходящего для существующих нагревательных адаптеров.
Касательно указанного приспособления:
a) Применение является сложным и неудобным из-за большого количества образующейся стружки,
b) Слишком большая поверхность шевингования увеличивает время подготовки,
c) Недостаточное шевингование может привести к недостаточной сварочной длине и некачественному соединению, поскольку операция шевингования зависит от исполнителя,
d) Операция может быть осуществлена только вручную, так как невозможно установить это приспособление на двигатель.
Шевингование вручную требует слишком много сил и концентрации, поэтому занимает много времени и увеличивает потери времени и труда.
Другая система была разработана для того, чтобы устранить эти недостатки.
Свидетельство на полезную модель по заявке Nr. TR 2005 05212 Y описывает автоматизированное приспособление для шевингования. Фольга на внешней поверхности трубы, установленной на валу двигателя, шевингуется ножом, установленным выше вала двигателя. Это устройство является сложным и увеличивает стоимость труда. Более того, поскольку только внутренний диаметр берется в качестве опорного, система не будет работать эффективно, и фольга не будет отшевингована так, как предполагалось, в связи со смещением трубы во время шевингования.
Шевингование фольгированных труб, как описано в Свидетельстве на полезную модель по заявке Nr. 25 2006/04129, осуществляется установленным в дрель приспособлением с трубой, установленной на внутренней поверхности приспособления; приспособление вращается, когда дрель работает, шевингуя пластик на наружной поверхности трубы и фольгу вблизи поверхности, а стружка удаляется через отверстия для выведения стружки. Недостатком приспособления является отсутствие в нем механизма крепления фольгированной трубы на приспособлении, и труба опирается только внутренним диаметром.
Патент Nr. 2007/00190 решает эту проблему путем использования внутреннего и внешнего диаметров трубы, с которой фольга будет удалена, в качестве опорных, а также с помощью приспособления для шевингования, предотвращающего смещение трубы во время шевингования, повышая эффективность операции шевингования.
Все вышеуказанные системы - это решения, предлагаемые для сварки с фитингами труб, состоящих из пластикового (полипропиленового) внутреннего слоя трубы, через который проходит поток жидкости, затем из перфорированной или неперфорированной фольги, заключенной между двумя слоями клея, и тонкого защитного внешнего слоя пластика (полипропилена) - охватывающего, в качестве самого верхнего слоя,
Недостатки вышеуказанных систем, такие как потери материала и времени, ошибки исполнителей и длительное время наладки системы в связи с длительным временем подготовки к сварке, привели к производству труб второго типа.
Для труб второго типа алюминиевый слой было предложено расположить между внутренним и внешним слоями с целью устранения операции шевингования па внешней поверхности трубы, что соответственно было выполнено в производстве. В этом виде труб, внешний слой толще по сравнению с первым типом, и также алюминиевый слой расположен дальше от внешней поверхности.
Тем не менее, в трубах второго типа, подобно первому типу, для того, чтобы сварить трубу и фитинг, алюминиевый слой так или иначе должен быть удален или заблокирован так, чтобы предотвратить попадание жидкости между слоями и тем самым исключить повреждение трубы.
Что касается этих недостатков, то в описании патента Nr. 2005/01801 шевингование слоя алюминиевой фольги осуществляется "в многослойных композитных трубах, во время соединения/сварки композитных труб с фитингами предпочтительно посредством сварки, с помощью заполняющего трубопровода в форме канала, что позволяет шевинговать поверхность алюминиевого листа, которая видна на конце трубы и находится в пластике, и покрывать отшевингованный объем заполнителем из пластика, при этом фиксация в фитинге достигается без шевингования алюминиевого слоя вместе с внутренней трубой".
Сварочные адаптеры с вентиляционным отверстием на охватывающей части, а также холдер, направляющий расплавленный пластик в трубопровод во время сварочной операции, которые также могут быть использованы в качестве альтернативы существующим сварочным адаптерам, тоже подробно описаны в патенте Nr. 2005/01801.
В таких фольгированных многослойных трубах, в связи с неполной кавитацией трубы или неточным шевингованием алюминиевой фольги, может появиться возможность заполнения пластиком отшевингованного трубопровода во время сварки и, как следствие этого, может иметь место повреждение и попадание жидкости между слоями. Было также замечено, что жидкость, поступающая между слоями, приводит к образованию пузырьков, из-за которых трубы разрушаются.
Еще одним недостатком таких систем является то, что при операции нагревания осуществляется сжимание трубы и фитинга посредством человеческой силы, а расплавленные труба и фитинг снимаются со сварочного адаптера усилиями в противоположных направлениях. Это приводит к потере сил и времени, а также к дефектам в процессе выполнения операций.
ПРОБЛЕМЫ, СВЯЗАННЫЕ С СОЕДИНЕНИТЕЛЬНЫМИ/СВАРОЧНЫМИ СИСТЕМАМИ, КОТОРЫЕ ДОЛЖНЫ БЫТЬ УСТРАНЕНЫ:
a) Стандарт шевинговании: в зависимости от применения конкретным человеком, использующим шевинговальный нож, наблюдалось, что во время операции шевингования алюминиевая фольга не отшевингована полностью или отшевингована на разную глубину. Это в конечном итоге может быть причиной появления открытого или слабого места на конце сваренной трубы или фитинга, через которое может войти жидкость.
b) Использование приспособления для шевингования: шевингование осуществляется ручной силой давления и вращения, приложенной рабочим, после того, как приспособление для шевингования установлено на конец трубы. Было замечено по разрывам труб, что поскольку эта операция является трудо-, время- и энергоемкой для рабочего, требуемое качество шевингования не достигается или не может быть достигнуто.
c) Проявление инициативы: как и во многих случаях, рабочий, который соединяет пластиковую трубу и фитинг, - это человек, который имеет возможность взять на себя инициативу в процессе операции. Известно, что во многих случаях соединение/сварка производится без операции шевингования из-за усталости, нехватки или пустой траты времени и труда. Это создает большой риск для потребителя.
Изобретения должны быть новыми и применимыми, должны требовать настолько малую инициативу, насколько это возможно, и должны быть удобными для пользователя.
d) Наблюдение за неудачными результатами: в тех случаях, когда внутренний и внешний слои трубы недостаточно скреплены один с другом во время сварки, и, следовательно, вода вошла между слоями, было замечено, что пузыри (шарики) формируются под давлением и вызывают разрывы труб.
e) Пустая трата материала и труда: шевингование концов трубы со слоем фольги в середине может вызывать недостатки, такие как пустая трата материала и времени, рабочие дефекты, увеличение времени, необходимого для работы системы, а также снижение сопротивления трубы попаданию жидкости между трубой и алюминием.
f) Уменьшение диаметра: пластик, расплавленный посредством нагрева, в зависимости от температуры и времени плавления может течь в трубу после сварки, что может значительно уменьшить диаметр трубы, или он может распространиться по трубе и привести к низкому качеству внешнего вида.
g) Система контроля: в настоящей системе после установки невозможно определить, шевинговалась пленка при установке или нет.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ И ЕГО ПРЕИМУЩЕСТВ:
Объем данного изобретения состоит в нахождении оптимального решения известных проблем настоящего уровня техники.
Наше изобретение позволяет осуществлять процесс соединения/сварки фитингов с изделиями, известными как "многослойные трубы," только при использовании нашего изобретения, кольца безопасности (фиг.14), на конце трубы и выполнения сварочной операции на специально разработанном сварочном приспособлении (фиг.15).
Кольцо безопасности: в соединенительном/сварочном процессе установки изделий, известных как "многослойные трубы", с фитингами оно обеспечивает беспроблемное соединение многослойной трубы и фитинга, используя разработанное сварочное приспособление, которое устанавливается на трубе.
Соединительное/Сварочное приспособление: улучшения были реализованы на сварочном приспособлении, используемом для соединения/сварки изделий, которые известны как многослойные трубы и фитинги. Сварочное приспособление было разработано для того, чтобы можно было производить соединение/сварку трубы и фитинга с помощью кольца безопасности, установленного на трубе, а также позволять пользователю легко отделить их от сварочного адаптера для подготовки условий для сварочных работ.
Оно основано на сварке трубы непосредственно с фитингом с помощью кольца безопасности, производимого в различных цветах, из того же материала, что и труба, или других материалов, которые пригодны для сварки труб после обрезки среднего слоя фольги слоистой трубы резаком.
Во время операции соединения/сварки, рабочий только устанавливает кольцо безопасности на конец трубы и совершает операцию с использованием сварочного приспособления согласно этому изобретению.
С помощью нашего изобретения нивелируется и устраняется недостаток существующих систем, такой как просачивание жидкости между слоями, поскольку расплавленный пластик не может покрыть поверхность алюминиевого слоя полностью из-за несоответствия шевингования алюминиевого слоя нужному размеру и форме.
Этапы применения соединительной/сварочной системы, использующей кольцо безопасности и сварочное приспособление, приведены ниже.
Этапы операции:
1 - Труба: трубу обрезают и подготавливают к сварке.
2 - Кольцо безопасности: кольцо безопасности, которое изготавливают из того же материала, что и трубу, или другого материала, который подходит для сваривания с трубой и который может быть выполнен в разных цветах в зависимости от потребностей и в разных диаметрах, подходящих для труб, изготовляется в литьевой машине или других машинах.
Во время сварочной операции кольцо безопасности работает как изоляционный барьер, полностью покрывающий поверхность среза трубы, которая может вступить в контакт с жидкостью.
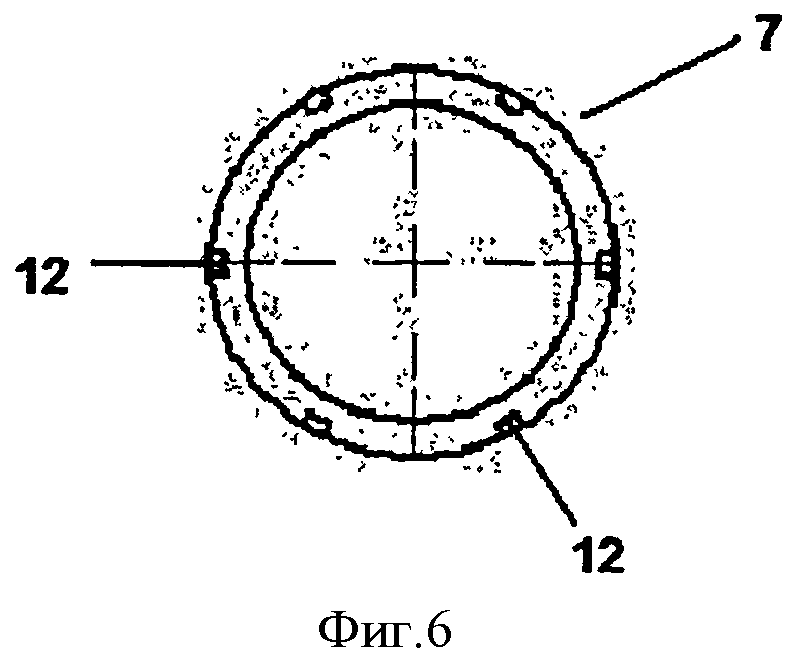
3 - Холдеры кольца безопасности: кольцо безопасности устанавливается на конце плоско срезанной трубы (Фиг. 14) с помощью холдеров кольца безопасности, которые могут быть одной или нескольких геометрических форм и/или размеров, и подготавливается к операции сварки.
Поскольку кольцо безопасности изготовлено в другом цвете, чем труба и фитинг, после сварочной операции холдеры будут видны между расплавленной трубой и расплавленным фитингом, что указывает на то, использовалось ли кольцо безопасности на поверхности трубы или нет.
4 - Операция: операция сварки согласно данному изобретению осуществляется с помощью специального сварочного приспособления и сварочных адаптеров.
5 - Нагревающий стержень с пластиной нагрева (Фиг.8) (1):
Пластина предварительного нагрева: кольцо безопасности, установленное на трубе с помощью его холдеров, проходит процесс предварительного нагрева путем приведения его в контакт с пластиной предварительного нагрева (Фиг.8) (14) перед тем, как его вставляют в охватывающую часть сварочного адаптера с трубой при подготовке к сварке, чтобы обеспечить присоединение к поверхности поперечного среза трубы.
При проведении испытания с нагревающим стержнем (1), наблюдалось, что когда кольцо безопасности (7), которое не присоединено к поверхности среза трубы, (17) вставляли в охватывающую часть сварочного адаптера (2), кольцо расплавлялось в охватывающей части сварочного адаптера (2) за счет тепла на внешней поверхности трубы (10), таким образом отделяясь от поверхности трубы (17). Доработка была проведена во время испытаний нагревающего стержня (1), чтобы устранить этот недостаток, на переднюю часть была прикреплена пластина предварительного нагрева (14), и присоединена к поверхности трубы (17) кольца безопасности (7), установленного на трубе (10) до установки в охватывающую часть сварочного адаптера (2), результат достигается за счет нагревающего стержня (1) с пластиной предварительного нагрева (14).
Эта операция не является полной сваркой. Полная операция сварки должна быть выполнена на поверхности среза трубы (17) и на самой трубе (10) внутри охватывающей части сварочного адаптера (2).
Головка нагревающего стержня сделана конической (Фиг.8) (13). При помощи этой конусности плавится определенное количество материала внутреннего слоя трубы на головке, что приводит к накоплению материала в направлении алюминиевой фольги. Так как кольцо безопасности тоже плавится, контактируя с пластиной предварительного нагрева (Фиг.8) (14) и конической головкой стержня нагрева (Фиг.8) (13), оно попадает в пространство затухания тепла (внутренний слой трубы), и обеспечивается соединение.
Если бы головка стержня нагрева была плоской, а не конической, расплавленному кольцу безопасности было бы трудно попасть во внутренний слой расплавленной трубы. Материал внутренней поверхности трубы не накапливался бы по направлению к (фольге, и кольцо безопасности не было бы обращено в этом направлении.
6 - Область накопления и распределения расплавленного материала (фаска): фаска (Фиг.1, Фиг.2) (11) на отверстии в охватывающей части сварочного адаптера, куда входит нагревающий стержень, которая направлена внутрь под определенным углом, предотвращает утечку и накопление (полипропилена) пластика на внутренней поверхности трубы в процессе сварки в связи с плавлением холдеров кольца безопасности, установленных на срезе трубы, и самого кольца безопасности, когда труба, соединенная с кольцом безопасности на ее поперечном срезе (Фиг.14), достигает нижнего края при помощи силы, приложенной к нагревающему стержню стальной пружиной, тем самым предотвращая сужение внутреннего диаметра трубы.
7 - Стальная пружина: во время извлечения трубы и фитинга из охватываемого и охватывающего сварочных адаптеров, они приспособлены для операции соединения/сварки, давление наружу передается пружиной центрирования контактной головки стержня внутри охватывающего сварочного адаптера, что обеспечивает следующее:
а. После присоединения кольца безопасности с помощью его холдеров на поверхность трубы при предварительном нагреве нагревающим стержнем, производится установка нагревающего стержня в охватывающий сварочный адаптер с помощью стальной пружины, что обеспечивает плавление наружной поверхности трубы и готовит ее к сварке.
b. Это позволяет пользователю извлечь трубу легко, без отрывания/отделения присоединенного кольца безопасности от поверхности среза трубы.
Преимущества изобретения:
a) нет необходимости использовать ручное приспособление для шевингования трубы.
b) нет необходимости в шевинговании, которое может приводить к различным результатам в зависимости от сил человека и его мастерства.
c) поскольку алюминиевый слой в средней части трубы полностью изолирован кольцом безопасности, попадание жидкости полностью исключено.
d) во время извлечения трубы и фитинга из охватываемого и охватывающего сварочных адаптеров, они приспособлены для соединения/сварки, давление наружу передается пружиной центрирования контактной головки стержня, что обеспечивает следующее:
- После присоединения кольца безопасности с помощью его холдеров на поверхность трубы при предварительном нагреве нагревающим стержнем, установка нагревающего стержня в охватывающий сварочный адаптер с помощью стальной пружины обеспечивает плавление наружной поверхности трубы и готовит ее к сварке.
- Это позволяет пользователю извлечь трубу легко, без отрывания/отделения присоединенного кольца безопасности от поверхности среза трубы.
e) в настоящей системе, поскольку конец трубы должен быть очищенным, а во время установки он соединяется с фитингом, и сварочный срез находится внутри, невозможно обнаружить визуально, полностью или нет была очищена фольга, после завершения установки. Для понимания, очищена фольга или нет, кольцо безопасности, которое было изготовлено в цвете, отличающемся от цвета трубы и фитинга, было использовано в системе, которую мы собственно изобрели; это обеспечивает в процессе сварки визуальное обнаружение снаружи проверяющими выступающих на поверхность трубы холдеров кольца безопасности.
f) Область накопления и распределения расплавленного материала (фаска) (Фиг.1) (11), находящаяся точно на входе отверстия охватывающего сварочного адаптера, куда введен нагревающий стержень, служит для однородного распределения расплавленного материала кольца безопасности вокруг трубы. Накопление расплавленного материала на внутренней поверхности трубы предотвращено с помощью этих фасок; поэтому и уменьшение диаметра трубы тоже предотвращено.
g) Из наблюдаемой в известных системах утечки видно, что равномерное распределение расплавленного материала па срезанный шевингованием слой алюминия не может быть обеспечено из-за распределения расплавленного материала преимущественно в трубе и вокруг нее.
В нашем изобретении расплавленный материал будет однородно распределен из области накопления и распределения расплавленного материала (фаски) в охватывающем сварочном адаптере па поверхность трубы с помощью фаски; и поэтому не будет допущен значительный уровень сужения внутреннего диаметра трубы и устранено неоднородное накопление расплавленного материала на внешней стороне трубы, а также утечка жидкости.
Подробное описание изобретения
Сварочная машина, состоящая из сварочного адаптера со специальным кольцом безопасности и его частей согласно изобретению, представлены в прилагаемых фигурах. Эти фигуры следующие:
Фиг.1: Вид спереди охватывающего сварочного адаптера
Фиг.2: Поперечный разрез охватывающего сварочного адаптера
Фиг.3: Вид спереди охватываемого сварочного адаптера
Фиг.4: Поперечный разрез охватываемого сварочного адаптера
Фиг.5: Поперечный разрез кольца безопасности
Фиг.6: Вид спереди кольца безопасности
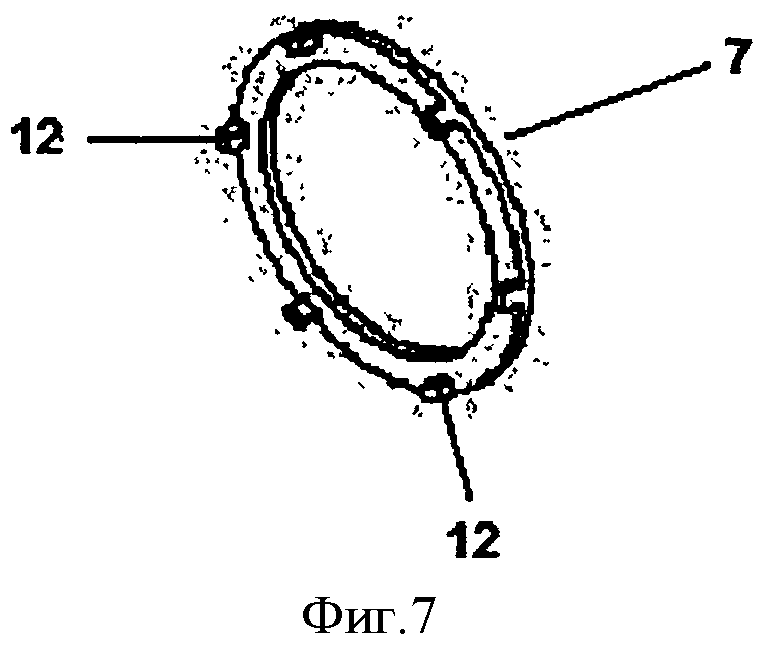
Фиг.7: Общий вид кольца безопасности
Фиг.8: Вид спереди стержня нагрева с пластиной нагрева
Фиг.9: Поперечный разрез стержня нагрева с пластиной нагрева
Фиг.10: Вид спереди пластины сопротивления сварочной машины
Фиг.11: Поперечный разрез пластины сопротивления сварочной машины
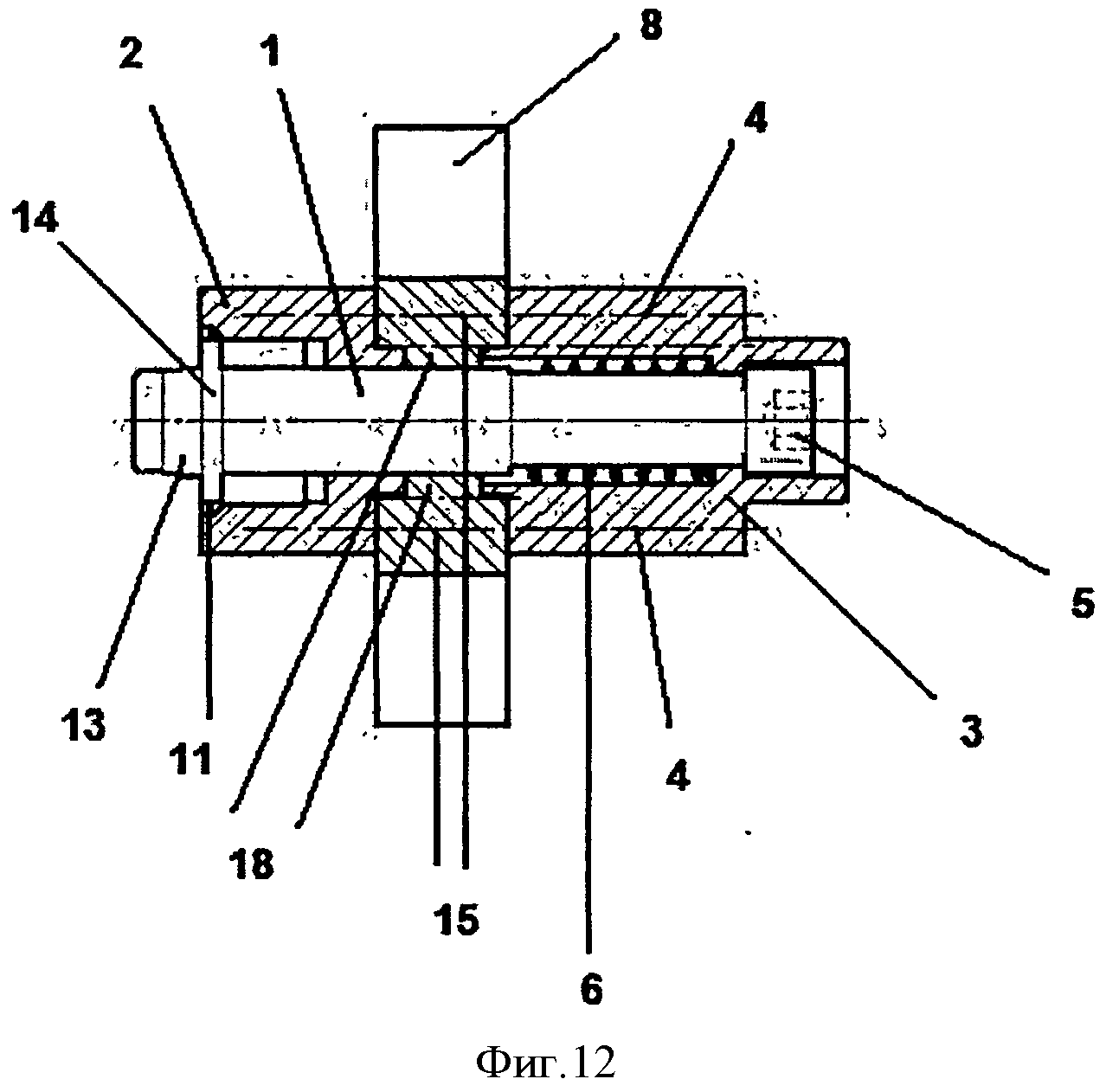
Фиг.12: Вид сверху установленной сварочной машины
Фиг.13: Вид спереди демонтированной сварочной машины
Фиг.14: Вид кольца безопасности, установленного на трубу
Фиг.15: Вид трубы, установленной в охватывающий сварочный адаптер с кольцом безопасности.
Составляющие и их нумерация, включая сварочную машину, содержащую сварочный адаптер со специальным кольцом безопасности согласно изобретению, следующие:
1. Нагревающий стержень
2. Охватывающий сварочный адаптер
3. Охватываемый сварочный адаптер
4. Установочный винт системы нагрева
5. Крепежный болт стержня нагрева
6. Стальная пружина
7. Кольцо безопасности
8. Пластина сопротивления сварочной машины
9. Фитинг
10.Труба
11. Область накопления и распределения расплавленного материала (фаска)
12. Холдеры кольца безопасности
13. Коническая головка стержня нагрева
14. Пластина предварительного нагрева
15. Резьбовое отверстие для установки системы нагрева
16. Отверстие для крепежного болта стержня нагрева
17. Поверхность среза трубы
18. Центрирующий шпунт охватываемого и охватывающего сварочных адаптеров.
Монтаж сварочной машины: стержень нагрева (1) сначала проходит через охватывающий сварочный адаптер (2), а затем через пластину сопротивления сварочной машины (8), а затем через стальную пружину (6) и охватываемый сварочный адаптер (3) соответственно. Все эти детали крепятся к стержню нагрева (1) путем прохождения крепежного болта стержня нагрева (5) через отверстие для крепежного болта стержня нагрева (16) в охватываемый сварочный адаптер. Охватывающий сварочный адаптер (2) и охватываемый сварочный адаптер (3) крепятся к пластине сопротивления (8) установочным винтом системы нагрева (4), проходя через центрирующий шпунт охватываемого и охватывающего сварочного адаптера (18) на пластине сопротивления. Для того, чтобы установить охватывающий сварочный адаптер (2) и охватываемый сварочный адаптер (3) друг к другу, чтобы настроить систему и обеспечить передачу тепла от пластины сопротивления (8) к сварочным адаптерам: соединение с пластиной сопротивления (8) осуществлено установочным винтом (4) системы нагрева через резьбовые отверстия (15) для установки системы нагрева на пластину сопротивления (8).
Операции нагрева и сварки начинаются с установки кольца безопасности (7) на конец трубы (10) во время процесса соединения/сварки.
Процесс предварительного нагрева обеспечивается посредством приведения кольца безопасности (7), установленного на трубе (10) с помощью его холдеров (12) (Фиг.14), в контакт с пластиной предварительного нагрева (14) на стержне нагрева (1) перед тем, как вставить его в охватывающий сварочный адаптер (2) с трубой (10) для подготовки операции сварки путем присоединения кольца безопасности (7) к поверхности среза трубы (17).
Охватывающий сварочный адаптер (2) разработан специально для установки кольца безопасности (7). Охватывающий сварочный адаптер (2) приведен к размеру для установки на трубу (10), а охватываемый сварочный адаптер (3) приведен к размеру для установки в фитинг (9).
На отверстии в охватывающем сварочном адаптере (2), куда входит стержень нагрева (1), в целях предотвращения утечки пластика, расплавленного во время сварки, во внутреннюю поверхность трубы (10) и сужения внутреннего диаметра трубы, была создана область накопления и распределения расплавленного материала (фаска) (11) путем скоса под углом вовнутрь. Это обеспечивается тем, что диаметр кольца безопасности (7) и его область накопления и распределения расплавленного материала (фаска) (11), больше, чем диаметр трубы (10), чтобы охватить разогретым расплавленным пластиком внешнюю поверхность конца трубы (10), т.е. чтобы направить его па соединение с внешней поверхностью конца трубы (10). Таким образом, кольцо безопасности (7) дает начальный захват с внешней поверхностью трубы (10). Кольцо безопасности (7) потом присоединяется к внешней поверхности трубы (10) посредством нагрева и плавления в охватывающем сварочном адаптере (2).
Отличием охватываемого сварочного адаптера (3) от известных сварочных адаптеров заключается в том, что у него во внутренней части имеется отверстие (16), куда может быть вставлен крепежный болт стержня нагрева (5). Этот крепежный болт стержня нагрева (5) и сам стержень нагрева (1) крепятся к охватываемому сварочному адаптеру (3) стальной пружиной (6), пластиной сопротивления сварочной машины (8) и охватывающим сварочным адаптером (2), через которые они проходят.
Кольцо безопасности (7), соединенное с поверхностью среза трубы (17) (Фиг.14), крепится к охватывающему сварочному адаптеру (2), а фитинг (9) крепится к охватываемому сварочному адаптеру (3) для продолжения сварочной операции. Пользователь нажимает на трубу в его/ее руке (10) с помощью стальной пружины (б) до тех пор, пока она сядет в охватывающий сварочный адаптер (2) (Фиг.15), и фитинг (9) на его/ее другой руке садится в охватываемый сварочный адаптер (3). Между тем, сопротивление (8) и стержень нагрева (1) имеют температуру плавления трубы (10) и фитинга(9).
В зависимости от диаметра трубы (10) и уровня температуры сопротивления (8), внутренняя сторона фитинга (9), внешняя сторона трубы (10) и кольцо безопасности (7) на срезе трубы (10) расплавляются для соединения.
Фитинг (9) и труба (10) с кольцом безопасности (7) на ее конце, которые готовы для соединения, вытягиваются пользователем соответственно в обратном направлении.
Кольцо безопасности (7) и расплавленный пластик могут расплыться (как и в предыдущих системах), когда пользователь вытягивает фитинг (9) и трубу (10) с кольцом безопасности (7). Желаемое однородное присоединение не может быть достигнуто. Для того, чтобы предотвратить это, наше изобретение имеет стальную пружину (6) на стержне нагрева (1), которая обеспечивает поддержку в процессе вытягивания фитинга (9) и трубы (10) с кольцом безопасности (7) из сварочных адаптеров сварочной машины соответственно в обратном направлении. Кроме того, толкающая сила стальной пружины (6) одновременно прижимает расплавленное кольцо безопасности (7) к трубе (10), не давая ему отсоединиться, и обеспечивает эффективное соединение.
Операция соединения/сварки завершается пользователем путем соединения фитинга (9), отделенного от охватываемого сварочного адаптера (3), и трубы (10), отделенной от охватывающего сварочного адаптера (2).
В нашем изобретении, как описано выше, используется сварочная машина (подобная другим, но улучшенная) (Фиг.12), трубы (10) и фитинга (9) являются стандартными. Тем не менее, наше изобретение дополнительно оснащено кольцом безопасности (7), просто прикрепленным к трубе (10).
Это устраняет необходимость шевингования установщиком трубы (10) и, следовательно, затрат усилий для прижатия и вращения в процессе шевингования.
Толкающая сила стальной пружины (6) также облегчает извлечение трубы (10) и кольца безопасности (7), расплавленного в сварочной машине, из сварочных адаптеров для сварки с фитингом (9).
Поскольку торец трубы (10) покрывается кольцом безопасности (7) в передней части охватывающего сварочного адаптера (2), попадание жидкости между слоями трубы (10) эффективно предотвращается. Поскольку кольцо безопасности (7) сплавляется с трубой (10), кольцо безопасности (7) не отделяется от трубы (10).
Реферат
Изобретение заключается в усовершенствовании кольца безопасности и сварочного приспособления, которое используется при соединении/сварке с фитингами многослойных, устойчивых к давлению и коррозии пластиковых труб, в которых минимизированы проницаемость кислорода и тепловое расширение. Сварочная машина содержит кольцо безопасности, охватывающее всю поверхность среза трубы и образующее непроницаемый барьер, пластину сопротивления нагрева, обеспечивающую нагрев составных частей до температуры плавления. Стержень нагрева охватывает сварочный адаптер с камерой для расплавленного пластика. Охватываемый сварочный адаптер с камерой для расплавленного пластика - для нагрева фитинга. Центрирующий шпунт охватываемого и охватывающего сварочных адаптеров расположен на пластине сопротивления сварочной машины для центрирования охватываемого и охватывающего сварочных адаптеров в том же направлении. Винт служит для установки охватываемого сварочного адаптера на охватывающий сварочный адаптер. Крепежный болт служит для установки охватываемого сварочного адаптера на стержень нагрева. Стальная пружина служит для облегчения извлечения стержня нагрева. Изобретение обеспечивает повышение герметичности места соединения сварки труб. 10 з.п. ф-лы, 15 ил.
Комментарии