Устройство для сварки пластмассовых труб - SU1470559A1
Код документа: SU1470559A1
Чертежи


Описание
1
Изобретение относится к сварке пластмасс и может быть использовано для сварки пластмассовых труб на сетях водопровода, канализации и т. д.
Цель изобретения - повышение качества сварки труб при отрицательных температурах ,
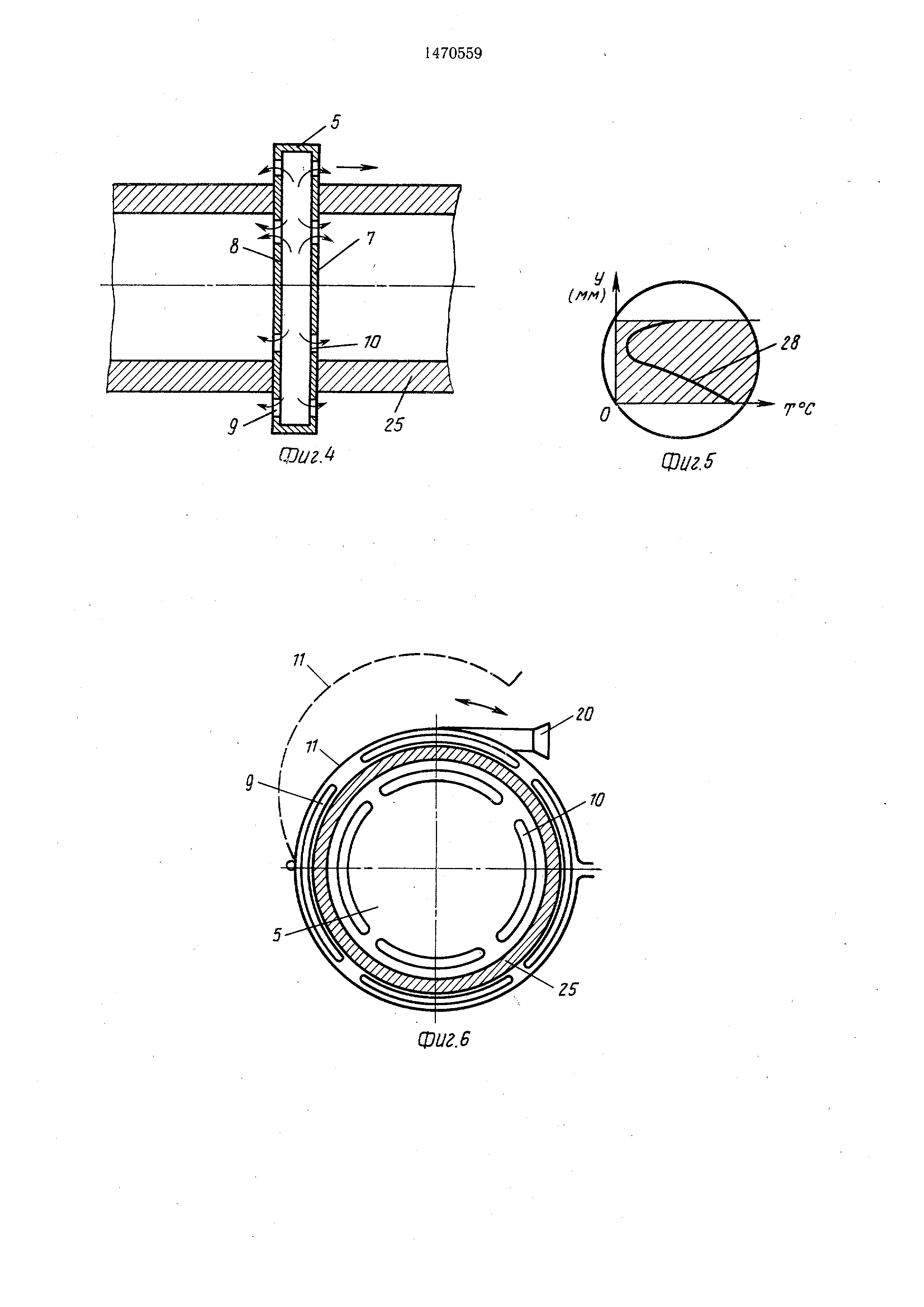
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - нагреватель, вид с торца; на фиг. 4 - то же, вид сбоку; на фиг. 5 - график распределения температуры по толщине труб при сварке без кожухов; на фиг. 6 - нагреватель с цилиндрическим кожухом, вид с торца; на фиг. 7 - то же, вид сбоку; на фиг. 8 - график распределения температуры по толщине труб при наличии кожуха; на фиг. 9 - график распределения температуры по длине труб при наличии кожуха.
Устройство для сварки пластмассовых труб содержит стальную станину 1 (фиг. 1 и 2), на которой крепятся подвижный 2 и
неподвижный 3 центраторы. Подвижный центратор 2 передвигается с по.мощью рычага 4. Между центраторами 2 и 3 щарнирно к станине 1 крепится нагреватель 5 с помощью болта 6. Нагреватель (фиг. 3 и 4) 5 выполнен в виде полого диска. На торцовых поверхностях 7 и 8 нагревателя 5 выполнены отверстия 9 и 10, расположенные по концентричным окружностям. Устройство содержит также полые цилиндрические кожухи 11 и 12 для распределения теплового потока по длине свариваемых труб (фиг. 6 и 7), установленные соосно диску с зазором 13 относительно его торцовых поверхностей. Причем полые цилиндрические кожухи 11 и 12 выполнены разъемными по осевой плоскости с образованием двух частей 14 и 15. Первая часть 14 кожуха жестко закреплена на станине, а вторая часть 15 шарнирно соединена с первой частью 14. Полости 16 и 17, образованные цилиндрическими кожухами 11 и 12, сообщены с отверстиями 9 и 10
v|
о
ел
ел
на торцовых поверхностях 7 и 8 диска. Сбоку к станине 1 приварена площадка 18, на которой установлен источник жидкого или гаообразного топлива, например емкость 19. На боковой поверхности диска выполнено отверстие, в котором установлен патрубок 20 для подачи в диск нагретой рабочей среды. Напротив патрубка 20 соосно ему установлен источник продуктов сгорания, например горелка 21, соединенная трубопроводом 22 с емкостью 19 для жидкого или газо- образного топлива. Трубопровод 21 снабжен регулятором количества подачи топлива в горелку , выполненным, например, в виде регулировочного крана 23. Горелка 21 установлена относительно патрубка 20 с регулируе- мым зазором.
Устройство работает следующим образом .
Свариваемые пластмассовые грубы 25 (фиг. 1 и 2) укладывают на станину 1 и зажимают центраторами 2 и 3. Затем вставля- ют нагреватель 5 между свариваемыми трубами . Затем с помощью рычага 4 прижимают трубы к нагревателю 5 и убедившись в том, что трубы 25 плотно соприкасаются с нагревателем, закрывают сверху полыми цилиндрическими кожухами 10 и 11.
После этого открывают кран 23 (фиг. 2), в результате чего топливо из емкости 19, установленной на площадке 18, по трубопроводу 22 поступает к горелке 21, где поджигается . Полученный факел можно изменять с помощью крана 23, т. е. регулировать количество поступления топлива.
Горелка 21 установлена напротив входного патрубка 20, через который горячая рабочая среда, т. е. продукты сгорания поступают в нагреватель 5, выполненный в виде полого диска. Нагретые продукты сгорания одновременно нагревают торцовые стенки нагревателя 5 и свариваемые трубы 25. Отверстия 9 и 10 на торцовых поверхностях диска расположены так, что часть из них, а именно отверстия 9, находятся над внешней поверхностью свариваемых труб, а отверстия 10 - внутри труб. Поэтому свариваемые трубы нагреваются как с внутренней, так и с наружной стороны. Для усиления тяги между нагревателем 5 и кожухами 11 и 12 предусмотрены зазоры 13. При достижении температуры t 250°C стенками нагревателя 5 торцы труб оплавляются, а сами трубы плавно нагреваются по всей своей длине, находящейся в цилиндрических кожухах 11 и 12.
Распределение температуры (Т) по толщине (Y) труб показано кривой 26, а по длине (Р) труб - кривой 27 (фиг. 8 и 9). (В случае нагрева труб без использования кожу, хов 11 и 12 распределение температуры (Т) по толщине (Y) труб показано кривой 28 фиг. 5). Для полного сгорания горючей смеси предназначен зазор между входным патрубком 20 (фиг. 2) и горелкой 21, который можно регулировать с помощью передвижения горелки 21.
После оплавления торцов труб перекрывают кран 23 и с помощью рычага 4 отрывают оплавленные трубы 25 от нагревателя 5, а его с помощью ручки 24 отбрасывают в сторону. Следующей операцией является сжимание с помощью рычага 4 свариваемых труб 25. После остывания сваренного стыка открывают верхние части 15 кожухов, снимают центраторы 2 и 3 и устройство передвигается на конец приваренной трубы, после чего процесс сварки повторяется вновь.
Формула изобретения
1. Устройство для сварки пластмассовых труб; содержащее нагреватель, выполненный в виде полого диска с отверстием на боковой поверхности, в котором установлен патрубок для подачи в диск нагретой рабочей среды, расположенный соосно с горелкой , связанной с источником топлива, снабженным регулировочным краном, отличающееся тем, что, с целью повышения качества сварки труб при отрицательных температурах , устройство снабжено расположенными соосно с диском с зазором относительно его торцовых поверхностей полыми цилиндрическими кожухами, выполненными из двух шарнирно соединенны-х частей , а на торцовых поверхностях диска выполнены расположенные по концентричным окружностям пазь1, причем полости цилиндрических кожухов сообщены с пазами диска.
2. Устройство по п. 1, отличающееся тем, что горелка расположена относительно патрубка с регулируемым зазором.
25
л 7/ 75 2 7J
V
1ft в т 5 Фиг.1
Il4
/ ,
2
53 15 72 / / /
h/
/«
Z
т 5 Фиг.1
/ , .
Реферат
Изобретение касается сварки пластмасс и может быть использовано для сварки пластмассовых труб на сетях водопровода, канализации и т.д. Цель - повышение качества сварки труб при отрицательных температурах. Для этого устройство для сварки пластмассовых труб снабжено расположенными соосно диску с зазором относительно его торцовых поверхностей полыми цилиндрическими кожухами, выполненными из двух шарнирно соединенных частей. На торцовых поверхностях диска выполнены расположенные по концентричным окружностям пазы. Полости цилиндрических кожухов сообщены с пазами диска. Кроме того горелка расположена относительно патрубка с регулируемым зазором. 1 з.п. ф-лы, 9 ил.
Формула
Комментарии