Фальцовочный узел для упаковочных машин текучих пищевых продуктов - RU2617339C2
Код документа: RU2617339C2
Чертежи















Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к фальцовочному узлу для изготовления согнутых упаковок текучих пищевых продуктов из соответствующих запечатанных пачек.
Предшествующий уровень техники
Как известно, многие пищевые продукты, например фруктовый сок, молоко, пастеризованное молоко или молоко УВТ (обработанное ультравысокой температурой), вино, томатная паста и т.д., продаются в упаковках, выполненных из стерилизованного упаковочного материала.
Типичный пример этого типа упаковки представляет собой имеющую форму параллелепипеда упаковку для жидких или текучих пищевых продуктов, известную как Tetra Brik Aseptic (зарегистрированная торговая марка), которая выполнена посредством сгибания и запечатывания слоистого, полосового упаковочного материала.
Упаковочный материал имеет многослойную структуру, по существу содержащую основной слой для жесткости и прочности, который может содержать слой волокнистого материала, например бумаги, или заполненного минералами полипропиленового материала; и некоторое количество слоев термосвариваемого пластикового материала, например полиэтиленовой пленки, покрывающей обе стороны основного слоя.
В случае асептических упаковок для длительного хранения продуктов, например молока УВТ, упаковочный материал также может содержать слой газо- и светобарьерного материала, например алюминиевой фольги или фольги из этилвинилового спирта (EVOH), который накладывается на слой термосвариваемого пластикового материала, и, в свою очередь, покрывается другим слоем термосвариваемого пластикового материала, образующего внутреннюю поверхность упаковки, в итоге контактирующую с пищевым продуктом.
Как известно, упаковки этого вида изготавливаются на полностью автоматических упаковочных машинах, на которых непрерывный рукав формируется из подаваемого полотна упаковочного материала. Полотно упаковочного материала стерилизуется на упаковочной машине, например, посредством применения химического стерилизующего вещества, такого как раствор перекиси водорода, которое, как только стерилизация завершена, удаляется с поверхностей упаковочного материала, например, испаряется посредством нагревания. Полотно упаковочного материала, стерилизованное таким образом, поддерживается в закрытой, стерильной окружающей среде и фальцуется и запечатывается в продольном направлении для образования вертикального рукава.
Рукав непрерывно заполняется вниз стерилизованным или стерильно обработанным пищевым продуктом и запечатывается и затем отрезается вдоль равномерно распределенных поперечных сечений для образования подушкообразных пачек, которые могут подаваться на фальцовочный узел для образования конечных упаковок.
Более конкретно, подушкообразные пачки, по существу, содержат основной участок и противоположные верхний и нижний концевые участки, сужающиеся от основных участков по направлению к соответствующим верхней и нижней полосам запечатывания, которые проходят, по существу, ортогонально относительно оси пачки. Подробно, каждый концевой участок задан парой соответствующих трапецеидальных стенок, которые проходят между основным участком пачки и соответствующей полосой запечатывания.
Каждая подушкообразная пачка также содержит для каждого верхнего и нижнего концевых участков вытянутое, по существу, прямоугольное ребро, образованное посредством соответствующей полосы запечатывания; и пару, по существу треугольных клапанов, выступающих от противоположных сторон соответствующего концевого участка и заданных концевыми участками соответствующих трапецеидальных стенок и посредством соответствующих треугольных участков, которые выступают от основного участка.
Концевые участки прижимаются по направлению друг к другу посредством фальцовочного узла для образования плоских противоположных концевых стенок пачки, при этом одновременно фальцуя клапаны верхнего участка на соответствующих латеральных стенках основного участка и клапаны нижнего участка на нижней полосе запечатывания.
Известны упаковочные машины для изготовления упаковок вышеприведенного типа, типично содержащие:
- подающий конвейер;
- фальцовочный узел, принимающий подушкообразные пачки от подающего конвейера и приспособленный для фальцовки этих подушкообразных пачек для образования имеющих форму параллелепипеда упаковок;
- транспортирующий узел для транспортировки и приведения в вертикальное положение запечатанных сфальцованных упаковок, который размещается дальше по ходу относительно фальцовочного узла и принимает запечатанные упаковки от фальцовочного узла; и
- разгрузочный конвейер, который принимает сфальцованные упаковки от транспортирующего узла и перемещает их от упаковочной машины.
Фальцовочные узлы известны, например, из EP-A-0887261 на имя этого же заявителя, которые, по существу, содержат:
- цепной конвейер для подачи пачек непрерывно вдоль пути формирования от станции подачи до станции выдачи; и
- первые фальцовочные средства и вторые фальцовочные средства, которые взаимодействуют циклически с каждой пачкой для сплющивания соответствующих концевых участков каждой пачки и таким образом фальцовки соответствующих ребер на концевых участках.
Подробно, первые фальцовочные средства содержат неподвижный направляющий элемент, который расположен обращенным к и на расстоянии от транспортирующего участка цепи, и сходятся по направлению к этому транспортирующему участку. Неподвижный направляющий элемент взаимодействует с нижним концевым участком каждой пачки и прижимает его в плоское состояние по направлению к цепи.
Вторые фальцовочные средства содержат пару противодействующих элементов, заданных посредством параллельных вытянутых секций, размещенных на неподвижной раме, рядом с соответствующими противоположными латеральными краями цепного конвейера. Более конкретно, противодействующие элементы взаимодействуют скользящим образом с верхним концевым участком каждой пачки для фальцовки верхнего ребра по направлению к основному участку соответствующей пачки и верхних клапанов на этом основном участке.
Таким образом, когда цепной конвейер подает пачки в первом направлении, соответствующие верхние ребра фальцуются на сплющенном основном участке во втором направлении, противоположном относительно первого направления.
Подробно, верхние ребра фальцуются на сплющенном основном участке на противоположной стороне продольной полосы запечатывания.
Хотя они являются эффективными, упаковочные машины вышеприведенного типа оставляют пространство для усовершенствования.
В частности, в промышленности ощущается потребность сделать как можно более управляемой фальцовку верхних ребер на сплющенном основном участке соответствующих пачек.
В частности, в промышленности ощущается потребность фальцевать верхнее ребро как можно более копланарно на сплющенном основном участке.
Раскрытие изобретения
Задача настоящего изобретения состоит в обеспечении фальцовочного узла для машины текучих пищевых продуктов, предназначенного для обеспечения простого, низкозатратного решения для удовлетворения по меньшей мере одной вышеприведенной потребности, типично связанной с известным фальцовочным узлом.
В соответствии с настоящим изобретением, обеспечен фальцовочный узел для изготовления сфальцованных упаковок текучих пищевых продуктов из соответствующих запечатанных пачек, как заявлено в пункте 1 формулы изобретения.
Краткое описание чертежей
На Фиг. 1 показан вид сбоку, с частями, удаленными для ясности, фальцовочного узла в соответствии с настоящим изобретением для изготовления сфальцованных упаковок текучих пищевых продуктов из запечатанных подушкообразных пачек.
Фиг. 2 представляет собой увеличенный вид сбоку фальцовочного узла согласно Фиг. 1, с частями, удаленными для ясности.
Фиг. 3 представляет собой увеличенный вид некоторых составных частей узла согласно Фиг. 2, с частями, удаленными для ясности.
На Фиг. 4-17 показаны некоторые составные части узла согласно Фиг. 1-3, с частями, удаленными для ясности, и
на Фиг. 18 показана в перспективном увеличенном виде пачка, которая подается на фальцовочный узел согласно Фиг. 1-17.
Подробное описание предпочтительных вариантов осуществления
Позиция 1 на Фиг. 1 обозначает в целом фальцовочный узел для упаковочной машины (не показана) для непрерывного изготовления запечатанных упаковок 2 текучего пищевого продукта, такого как пастеризованное или молоко УВТ, фруктовый сок, вино и т.д., из известного рукава упаковочного материала (не показано).
Рукав образуется известным образом ближе по ходу относительно узла 1 посредством продольной фальцовки и запечатывания известного полотна (на показано) термосвариваемого листового материала, который может содержать основной слой для жесткости и прочности, который может быть образован слоем из волокнистого материала, например бумаги, или заполненного минералами полипропиленового материала, и некоторое количество слоев термосвариваемого пластикового материала, например полиэтиленовой пленки, покрывающей обе стороны основного слоя. В случае асептической упаковки 2 для длительного хранения продуктов, например молока УВТ, упаковочный материал также может содержать слой газо- и светобарьерного материала, например алюминиевой фольги или фольги из этилвинилового спирта (EVOH), который накладывается на слой термосвариваемого пластикового материала, и, в свою очередь, покрывается другим слоем термосвариваемого пластикового материала, образующего внутреннюю поверхность упаковки 2, в итоге контактирующую с пищевым продуктом.
Рукав упаковочного материала затем заполняется пищевым продуктом и запечатывается и отрезается вдоль равномерно распределенных поперечных сечений для образования некоторого количества подушкообразных пачек 3 (Фиг. 18), которые затем перемещаются на узел 1, где они механически фальцуются для образования соответствующих имеющих форму параллелепипеда упаковок 2.
В качестве альтернативы, упаковочный материал может разрезаться на заготовки, которые формируются в упаковки 2 с помощью профилирующих валов, и упаковки 2 заполняются пищевым продуктом и запечатываются. Одним примером этого типа упаковки является так называемая упаковка с "крышеобразным верхом", известная под торговым наименованием Tetra Rex (зарегистрированная торговая марка).
Подробно, узел 1 получает подушкообразные пачки 3 от подающего конвейера 41 и подает сфальцованную упаковку 2 на разгрузочный конвейер 42 (Фиг. 1).
Со ссылкой на Фиг. 18, показан вариант выполнения пачки 3, которая имеет продольную полосу 4 запечатывания, образованную для изготовления рукава упаковочного материала из полотна, сфальцованного в цилиндр, которая проходит вдоль одной стороны каждой пачки 3, которая закрывается на противоположных концах посредством соответствующих поперечных полос 5, 6 запечатывания, перпендикулярных относительно и соединенных с продольной полосой 4 запечатывания.
Каждая пачка 3 имеет ось А и содержит основной корпус 7 и противоположные, соответственно, верхний и нижний концевые участки 8, 9, сужающиеся от основного корпуса 7 по направлению к соответствующим поперечным полосам 5, 6 запечатывания.
Основной корпус 7 каждой пачки 3 латерально ограничен посредством двух латеральных стенок 10а и двух латеральных стенок 10b, которые являются чередующимися друг с другом.
Каждый концевой участок 8, 9 образован двумя стенками 12, каждая, по существу, в виде равнобедренной трапеции, которые слегка наклоняются по направлению друг к другу относительно плоскости, перпендикулярной относительно оси А, и имеют вспомогательные края, образованные посредством соответствующих верхнего и нижнего концевых краев соответствующей стенки 10а, и главные края, соединенные друг с другом посредством соответствующих полос 5, 6 запечатывания.
Продольная полоса 4 запечатывания проходит между поперечными полосами 5 и 6 запечатывания и вдоль всей одной стенки 10а и соответствующих стенок 12 на той же стороне, что и стенка 10а.
Каждая пачка 3 также содержит для каждого концевого участка 8, 9 соответствующее. по существу, вытянутое прямоугольное концевое ребро 17, 18, образованное посредством соответствующих полос 5, 6 запечатывания и выступающее в направлении оси А от соответствующей пачки 3; и два, по существу, треугольных клапана 19, 20, выступающих латерально на противоположных сторонах основного корпуса 7 и образованных посредством концевых участков соответствующих стенок 12 и посредством соответствующих треугольных концевых участков латеральных стенок 10b.
Более конкретно, каждое концевое ребро 17, 18 проходит вдоль направления, ортогонального относительно оси А.
Для образования упаковки 2 узел 1 прижимает концевые участки 8, 9 соответствующей пачки 3 со сплющиванием по направлению друг к другу и одновременно фальцует соответствующие ребра 17, 18 на сплющенных концевых участках 8, 9. В частности, ребро 18 фальцуется на концевом участке 9 на противоположной стороне полосы 4 запечатывания.
Кроме того, узел 1 фальцует клапаны 20 на верхних концах соответствующих стенок 10b по направлению к концевому участку 8 и фальцует клапаны 19 на ранее сфальцованном ребре 17, на противоположной стороне концевого участка 9.
Со ссылкой на Фиг. 1, 2, 8 и 9 узел 1, по существу, содержит:
- раму 29;
- бесконечный конвейер 34 для подачи пачек 3 непрерывно вдоль пути В формирования от станции 21 подачи до станции 22 выдачи (обе показаны только схематично);
- фальцовочные средства 23, которые взаимодействуют циклически с каждой пачкой 3, чтобы сплющить концевой участок 8, сфальцовать соответствующее ребро 17 на концевом участке 8 и сфальцовать клапаны 19 на ранее сплющенном концевом участке 8 на противоположной стороне концевого участка 9;
- фальцовочные средства 24 для фальцовки соответствующего ребра 18 на сплющенном участке 9;
- фальцовочные средства 37 для сгибания клапанов 20 в направлении оси А и концевого участка 8;
- нагревающее устройство 27, действующее на согнутые клапаны 19, 20 для расплавления внешнего слоя упаковочного материала клапанов 19, 20 до их прижатия и запечатывания на концевом участке 8 и соответствующих стенках 10b соответственно; и
- прижимающее устройство 28, взаимодействующее с каждой пачкой 3 для удерживания клапанов 19 на сплющенном ребре 17, когда клапаны 19 охлаждаются.
Когда пачки 3 продвигаются вдоль пути В, стенка 10а с продольной полосой 4 запечатывания размещается дальше по ходу относительно стенки 10а без продольной полосы 4 запечатывания.
Нагревающее устройство 27, в частности, размещается между фальцовочными средствами 23 и прижимающим устройством 28 вдоль пути В формирования.
С конкретной ссылкой на Фиг. 2, 4, 5 и 6, конвейер 34, по существу, содержит бесконечный транспортирующий элемент, в показанном примере цепь 60, образованный посредством множества взаимно шарнирно соединенных жестких модулей или звеньев 35 и оборачивающийся вокруг пары соосных приводных звездочек 26 и кулачка 25.
Цепь 60 содержит прямую горизонтальную верхнюю ветку 30, нижнюю ветку 31, по существу параллельную относительно ветки 30, и два криволинейных С-образных участка 32, 33, которые размещены с их вогнутыми поверхностями, обращенными друг к другу, и соединяют ветки 30 и 31; более конкретно, С-образный участок 32 взаимодействует с приводными звездочками 26, тогда как С-образный участок 33 взаимодействует с кулачком 25.
Каждое звено 35 содержит, по существу, плоскую пластину 36, приспособленную для размещения соответствующей пачки 3, и лопасть 43, которая выступает перпендикулярно от пластины 36 на противоположной стороне приводных звездочек 26 и кулачка 25 и которая взаимодействует с и толкает соответствующую стенку 10а соответствующей пачки 3 для ее подачи вдоль пути В.
В частности, лопасть 43 каждого звена 35 взаимодействует со стенкой 10а без продольной полосы 4 запечатывания.
Кулачок 25 описан более подробно в европейской заявке "Фальцовочный узел для изготовления сфальцованных упаковок текучих пищевых продуктов из соответствующих запечатанных пачек", поданной заявителем с номером заявки EP 11187351.9.
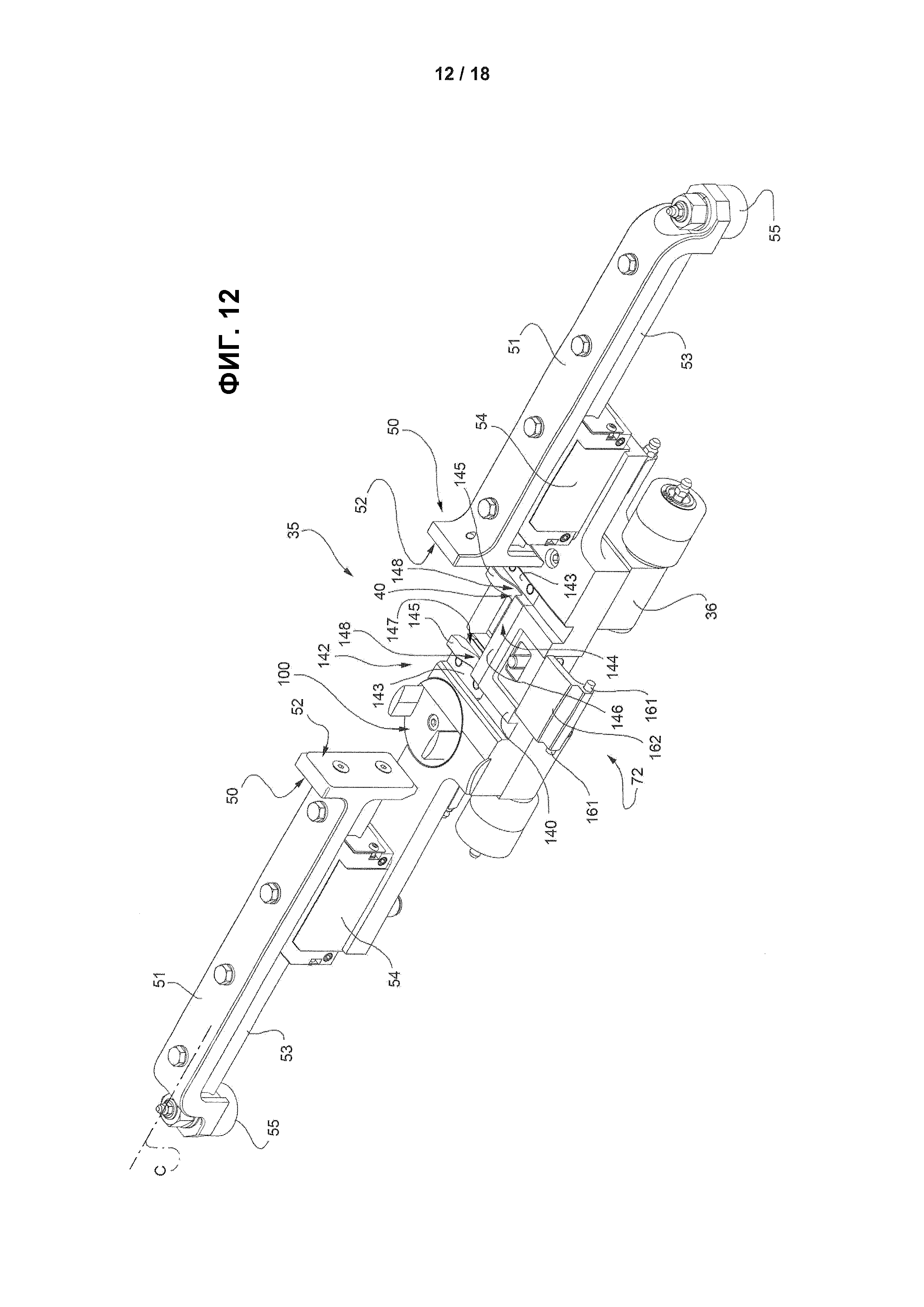
Узел 1 содержит (Фиг. 5 и 9-14) множество пар щек 50, которые являются подвижными в виде одного целого вдоль пути В и являются подвижными вдоль направления С, поперечного относительно пути В; щеки 50 каждой пары могут быть размещены в
- полностью закрытом положении, в котором они оказывают давление на соответствующую пачку 3 таким образом, чтобы завершать операцию фальцовки на ней; и
- открытом положении, в котором они отсоединяются от сфальцованной упаковки 2.
Кроме того, щеки 50 также могут размещаться в закрытом положении, в котором они захватывают сфальцованную упаковку 2, но, по существу, не оказывают никакого давления на нее.
Подробно, станция 21 задана посредством С-образного участка 32, и станция 22 задана посредством нижней ветки 31 в положении, ближе к С-образному участку 32, чем к С-образному участку 33.
Путь В содержит (Фиг. 2), если следовать от станции 21 к станции 22:
- участок Р, начинающийся от станции 21 и содержащий криволинейный отрезок Р1 и прямые отрезки Р2, вдоль которых пачки 3 фальцуются в соответствующие упаковки 2;
- криволинейный участок Q, вдоль которого сфальцованные упаковки 2 переворачиваются на 180 градусов, и
- прямой участок R, размещенный дальше по ходу относительно криволинейного участка Q и ближе по ходу относительно станции 22.
Подробно, отрезок Р1 задан частью С-образного участка 32, и отрезок Р2 задан верхней веткой 30 цепи 60. Участок Q задан С-образным участком 33, и участок R задан частью нижней ветки 31 цепи 60.
Фальцовочные средства 23 взаимодействуют циклически с каждой пачкой 3 вдоль участка Р.
Фальцовочные средства 24 образованы звеньями 35 и, следовательно, перемещаются вместе с цепью 60 вдоль пути В.
Подробно, фальцовочные средства 24 сплющивают концевой участок 9, фальцуют соответствующее ребро 18 на участке 9 и сгибают клапаны 20 в направлении оси А и концевого участка 8, когда соответствующая пачка 2 переносится вдоль отрезка Р1 участка Р (Фиг. 8 и 9).
Нагревающее устройство 27 действует на согнутые клапаны 19, 20 для расплавления внешнего слоя упаковочного материала клапанов 19, 20 до их прижатия и запечатывания на концевом участке 8 и верхних концах соответствующих стенок 10b соответственно, когда пачка 2 переносится вдоль отрезка Р2 участка Р (Фиг. 9).
Подробно, щеки 50 каждой пары циклически перемещаются в соответствии со следующим рабочим циклом.
Щеки 50 каждой пары размещаются в открытом положении на станции 21, перемещаются из открытого положения в полностью закрытое положение вдоль отрезка Р1 и начальной части отрезка Р2 и достигают полностью закрытого положения вдоль остальной части отрезка Р2. В показанном варианте осуществления щеки 50 достигают полностью закрытого положения дальше по ходу относительно нагревающего устройства 27 и ближе по ходу относительно прижимающего устройства 28, если следовать в соответствии с направлением продвижения цепи 60.
Когда щеки 50 размещаются в полностью закрытом положении, они оказывают определенное давление на соответствующие стенки 10b, расположенные рядом с ними.
Более конкретно, по мере перемещения между отрытым положением и полностью закрытым положением вдоль отрезка Р2 участка Р, щеки 50 каждого звена 35 выполняют две функции:
- сначала они завершают сгибание клапанов 20 соответствующих стенок 10b; и
- затем они прижимают клапаны 20, которые были ранее согнуты и нагреты, на верхних концах соответствующих стенок 10b.
Кроме того, щеки 50 каждой пары перемещаются из полностью закрытого положения в закрытое положение в начале участка Q.
Вдоль участка Q щеки 50 перемещаются в виде одного целого параллельно относительно направления С и относительно соответствующей лопасти 43 (Фиг. 6).
В показанном варианте осуществления, щеки 50 перемещаются друг от друга на расстояние, например, 2-4 мм, когда они перемещаются из полностью закрытого в закрытое положение.
В дальнейшей части настоящего описания, только одно звено 35 будет подробно описываться, поскольку очевидно, что все звенья 35 являются идентичными друг другу.
Звено 35 содержит (Фиг. 10-14):
- пластину 36;
- лопасть 43;
- пару щек 50, которые могут перемещаться относительно лопасти 43 вдоль направления С;
- пару кронштейнов 51, соединенных с соответствующими щеками 50, вытянутых параллельно относительно направления С и каждый содержащий соответствующий ползун 53; и
- пару направляющих 54, которые проходят на противоположных сторонах соответствующей лопасти 43 вдоль направления С и относительно которых ползуны 53 перемещаются параллельно относительно направления С.
Снова ссылаясь на Фиг. 1 и 2, пластина 36 размещается ниже и в таком случае поддерживает пачки 3 (или упаковки 2) вдоль участка Р и начала отрезка участка Q пути В формирования.
Наоборот, пластина 36 размещается над упаковкой 2 вдоль участка R пути В формирования. Соответственно, сфальцованная упаковка 2 освобождается под действием силы тяжести на станции 22 на конвейер 42.
Щеки 50 задают на их сторонах, противоположных относительно кронштейна 51, соответствующие поверхности 52, которые приспособлены для взаимодействия с пачкой 3 и которые обращены друг к другу.
Поверхности 52 являются плоскими таким образом, чтобы управлять конечной формой упаковок 2.
Каждый кронштейн 51 содержит на его конце, противоположном относительно соответствующей щеки 50, ролик 55.
Каждый ползун 53 размещается между соответствующей щекой 50 и роликом 55 соответствующего кронштейна 51. Кроме того, каждый ползун 53 может скользить параллельно относительно направления С относительно направляющей 54.
В показанном варианте осуществления, каждый кронштейн 51 выполнен в виде одного целого с соответствующей щекой 50.
Лопасти 43 являются плоскими.
Предпочтительно, фальцовочные средства 24 содержат для каждой пары звеньев 35а, 35b, следующих друг за другом:
- паз 40, образованный расположенным ближе по ходу звеном 35а и приспособленный для размещения концевого ребра 18 соответствующей пачки 2;
- ползун 72, функционально соединенный с расположенным дальше по ходу звеном 35b и перемещаемый между первым положением (показанным на Фиг. 2 и 3 со ссылкой на звенья 35, перемещающиеся вдоль отрезка Р2), в котором он сцепляется с пазом 40 таким образом, чтобы фальцевать концевое ребро 18, размещенное в нем, и вторым положением (показанным на Фиг. 2 и 3 со ссылкой на звенья 35, перемещающиеся вдоль отрезка Р1), в котором он оставляет свободным паз 40.
В частности, выражения "расположенное ближе по ходу звено 35а" и "расположенное дальше по ходу звено 35b" обозначают пару последующих звеньев 35, которые размещаются соответственно ближе по ходу и дальше по ходу со ссылкой на направление продвижения цепи 60 вдоль пути В (Фиг. 3).
Соответственно, должно быть очевидно, что каждое звено 35 содержит ссылку на направление продвижения цепи 60 вдоль пути Р:
- ползун 72, приспособленный для сцепления с пазом 40 расположенного ближе по ходу дальнейшего последующего звена 35; и
- паз 40, приспособленный таким образом, чтобы сцепляться посредством ползуна 72, расположенного дальше по ходу дальнейшего последующего звена 35.
Более подробно, каждое звено 35 содержит ползун 72, который размещается ближе по ходу относительно паза 40, если следовать в соответствии с направлением продвижения звена 35 вдоль пути В.
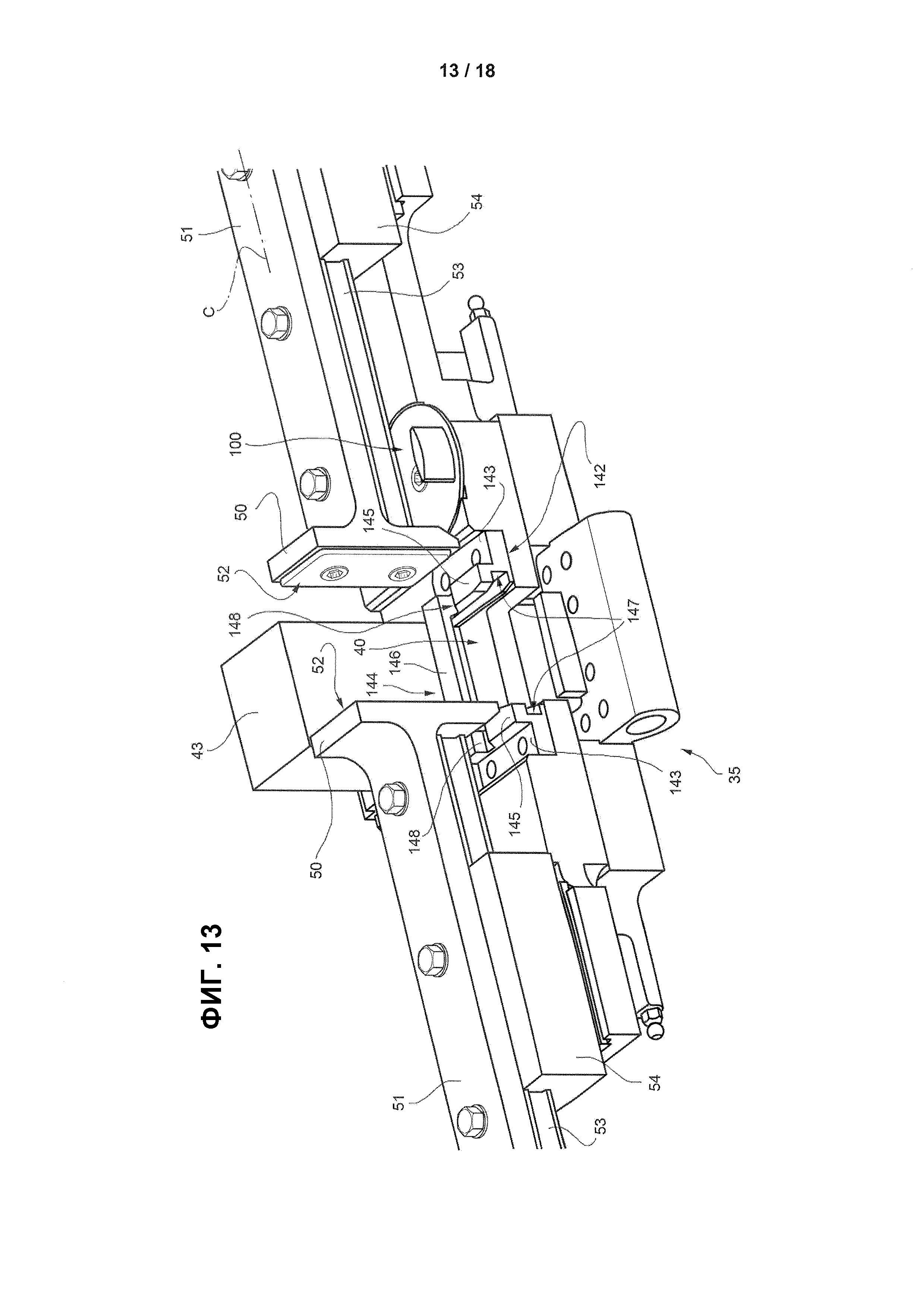
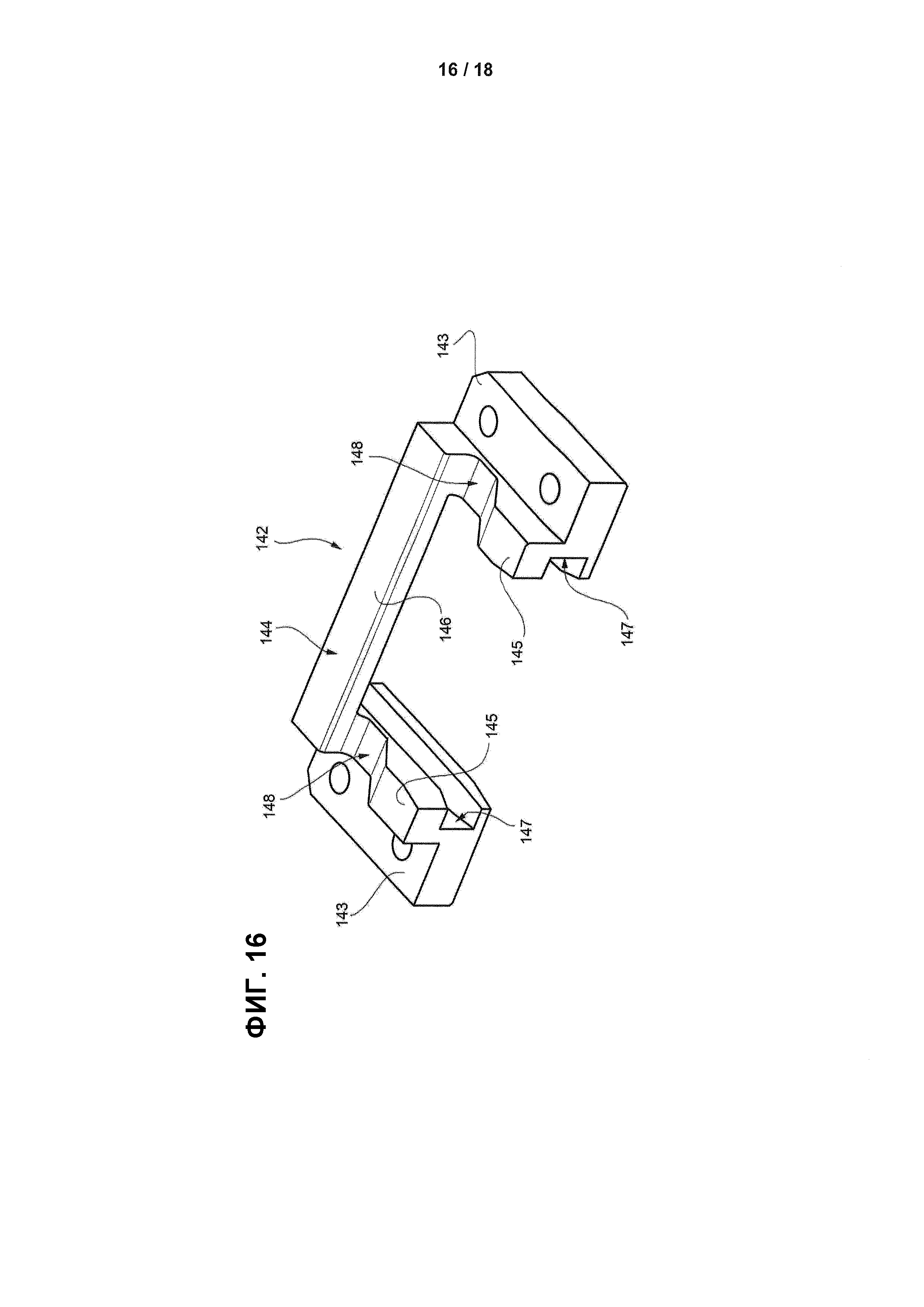
Пластина 36 каждого звена 35а, 35b содержит (Фиг. 2 и 3):
- расположенный ближе по ходу участок 140, от которого выступает соответствующая лопасть 43 на противоположной стороне кулачка 25 и звездочек 26; и
- расположенный дальше по ходу участок 141, с которым соединен корпус 142.
Корпус 142 задает паз 40 вместе с участком 140. В частности, паз 40 проходит ортогонально относительно плоскости, в которой находится путь В.
В частности, корпус 142 содержит (Фиг. 16):
- пару пластин 143, соединенных с участком 140; и
- С-образный мост 144, выступающий от пластины 143 на противоположной стороне пластины 36.
Мост 144 содержит, в свою очередь:
- пару кронштейнов 145, тангенциальных относительно пути В и соединенных с соответствующими пластинами 143; и
- кронштейн 146, ортогональный относительно пути В и проходящий между кронштейнами 145.
Кронштейны 145 и соответствующие пластины 143 образуют соответствующие канавки 147, тангенциальные относительно пути В.
Канавки 147 открываются на соответствующих сторонах, которые являются противоположными относительно соответствующих пластин 143. Другими словами, открытые стороны канавок 147 обращены друг к другу.
В частности, кронштейн 146 поддерживает концевой участок 9 фальцующейся пачки 3, при этом ребро 18 размещается с помощью пространства внутри паза 40.
Кронштейны 145 содержат на противоположной стороне относительно пластины 143 соответствующие углубления 148, которые открываются на противоположной стороне относительно пластины 36.
Углубления 148 латерально ограничивают паз 40 и приспособлены для взаимодействия с противоположными соответствующими латеральными концами ребра 18.
Ползун 72 содержит, начиная от участка 140, расположенного дальше по ходу звена 35b по направлению к расположенному ближе по ходу звену 35а (Фиг. 7 и 9-15):
- рычаг 160, шарнирно соединенный с расположенным ближе по ходу участком 140 вокруг оси, которая является ортогональной относительно плоскости пути В;
- пластину 162, лежащую на плоскости, которая является тангенциальной относительно пути В и конец которой проходит в паз 40, когда ползун 72 достигает первого положения; и
- пару штифтов 161, которые выступают от пластины 162 на противоположной стороне рычага 160 и скользят внутри соответствующих канавок 147 корпуса 142, соединенного с непосредственно расположенным ближе по ходу звеном 35а.
Подробно, пластина 162 выступает от пластины 36 на противоположной стороне корпуса 142.
Фальцовочные средства 37 также содержат пару поднимающих элементов 170 (Фиг. 8 и 17), имеющих соответствующие концы 171, взаимодействующие с клапанами 20, когда соответствующие пачки 3 перемещаются вдоль отрезка P2 пути В.
Подробно, элементы 170 имеют форму в виде цилиндров.
Элементы 170 являются неподвижными относительно пути В и в показанном варианте осуществления посажены в раму 29.
Как показано на Фиг. 2 и 3, ползун 72 размещается во втором положении на станции 21, перемещается из второго в первое положение вдоль криволинейного отрезка Р1 пути В, остается в первом положении вдоль прямого отрезка Р2 пути В, перемещается из первого положения во второе положение вдоль криволинейного участка Q пути В и остается во втором положении вдоль прямого участка R пути В и от станции 22 к станции 21.
Подробно, перемещение ползуна 72 из второго положения в первое положение вдоль криволинейного отрезка Р1 происходит вследствие того, что угловые расстояния между последующими звеньями 35а, 35b уменьшаются, когда эти звенья 35а, 35b перемещаются вдоль криволинейного отрезка Р1 в направлении продвижения цепи 60.
Более конкретно, ребро 18 пачки 3 размещается в отрытом пазе 40 звена 35 на станции 21.
Вследствие того, что ползун 72 переносится посредством расположенного дальше по ходу звена 35b, паз 40 имеется на расположенном ближе по ходу звене 35а и продольная полоса 4 запечатывания образуется на стенке 10а, которая размещается дальше по ходу, если следовать в соответствии с направлением продвижения звена 35 вдоль пути В, ползун 72 фальцует ребро 18 на концевом участке 9 по направлению к расположенному ближе по ходу звену 35а. Соответственно, ползун 72 фальцует ребро 18 на противоположной стороне продольной полосы 4 запечатывания.
На этом этапе концы 171 поднимают клапаны 20 по направлению к концевому участку 8 и сгибают клапаны 20 относительно оси А, вплоть до того момента, когда они достигнут положения, показанного на Фиг. 8.
Очень похожим образом, перемещение ползуна 72 из первого положения во второе положение вдоль криволинейного отрезка Q происходит вследствие того факта, что угловые расстояния между последующими звеньями 35а, 35b увеличиваются, когда эти звенья 35а, 35b перемещаются вдоль криволинейного отрезка Q в направлении продвижения цепи 60.
Соответствующие щеки 50, при перемещении из открытого в полностью закрытое положение, прижимают клапаны 20 к верхним концам соответствующих стенок 10b, дальше по ходу относительно фальцовочных средств 23 и нагревающего устройства 17, если следовать в соответствии с направлением продвижения цепи 60.
Узел 1 также содержит пару кулачков 61 (Фиг. 4 и 5), приспособленных для управления перемещением каждой пары щек 50 между соответствующими полностью закрытым положением, закрытым положением и открытым положением, когда каждая пара щек 50 продвигается вдоль пути В.
Кроме того, кулачки 61 также управляют перемещением каждой пары щек 50 в виде одного целого друг с другом вдоль направления С и относительно лопасти 43 соответствующего звена 35.
Подробно, кулачки 61 размещаются на противоположных латеральных сторонах цепи 60.
Один кулачок 61 содержит канавку 62, которая сцепляется роликами 55 первых щек 50.
Другой кулачок 61 содержит дополнительную канавку 62, которая сцепляется роликами 55 вторых щек 50.
Со ссылкой на Фиг. 4 и 5, канавки 62 содержат, если следовать от станции 21 к станции 22:
- соответствующие прямые участки 63, которые приспособлены для поддержания щек 50 каждой пары в открытом положении;
- соответствующие сближающиеся участки 64, которые приспособлены для перемещения щек 50 из соответствующего открытого положения в соответствующее полностью закрытое положение вдоль отрезка Р2 участка Р;
- соответствующие прямые участки 65, которые приспособлены для поддержания щек 50 каждой пары в соответствующем полностью закрытом положении;
- соответствующие криволинейные участки 66, которые приспособлены для перемещения щек 50 из соответствующего полностью закрытого положения в соответствующее закрытое положение; соответствующие криволинейные участки 66 также приспособлены таким образом, чтобы перемещать в виде одного целого щеки 50 относительно лопасти 43 и параллельно относительно соответствующих направлений С; и
- соответствующие криволинейные участки 67, которые приспособлены для перемещения щек 50 из соответствующего закрытого положения в соответствующее открытое положение.
Фальцовочные средства 23 содержат направляющий элемент 45, размещенный в неподвижном положении между станцией 21 и нагревающим устройством 27 (Фиг. 1).
Направляющий элемент 45 задает противодействующую поверхность 46, сближающуюся по направлению к цепи 60 и взаимодействующую скользящим образом с концевым участком 8 каждой пачки 3 для сжатия и сплющивания концевого участка по направлению к цепи 60.
Рама 29 также содержит пару неподвижных сторон 68 (только одна показана на Фиг. 1) для латерального размещения пачек 3 вдоль пути В, расположенных на противоположных сторонах цепи 60, и проходящих между станцией 21 и нагревающим устройством 27.
Нагревающее устройство 27 содержит (Фиг. 1, 8 и 9):
- воздушное устройство 69, размещенное на раме 29;
- пару первых сопел 70, соединенных с устройством 69 и приспособленных для направления горячего воздуха на клапаны 20 каждой пачки 3 до того, как каждая пачка 3 достигает конечного прижимающего устройства 28; и
- пару вторых сопел 71, соединенных с устройством 69 и приспособленных для направления горячего воздуха на клапаны 19 каждой пачки 3 до того, как соответствующая пара щек 50 достигает полностью закрытого положения.
Прижимающее устройство 28 содержит (Фиг. 1) ремень 80, намотанный на ведущее колесо 81 и ведомое колесо 82. Ремень 80 содержит, на его внешней поверхности, противоположной относительно колес 81, 82, множество выступов 83, которые приспособлены для прижатия клапанов 19 каждой пачки 3 на соответствующем ребре 17.
Объем каждой упаковки 2 при формовании управляется, дальше по ходу относительно нагревающего устройства 27, в отделении, ограниченном посредством:
- лопастей 43 соответствующего звена 35 и звена 35, размещенного непосредственно дальше по ходу, если следовать в соответствии с направлением продвижения цепи 60;
- щек 50 соответствующего звена 35, которые размещаются в полностью закрытом положении;
- пластины 72 соответствующего звена 35, размещенного в первом положении; и
- ремня 80.
Работа узла 1 будет описываться со ссылкой на одну пачку 3 и на соответствующее звено 35а (35b), начиная с начального момента, в котором пачка 3 подается с подающего конвейера 41 на цепь 60 на станции 21 пути В.
В этом состоянии звено 35а (35b) перемещается в начале отрезка Р1 и, следовательно, паз 40 является открытым. Кроме того, щеки 50 размещаются в открытом положении.
Подробно, пачка 3 располагается с концевым ребром 18, обращенным к пластине 72 звена 35, и скользит на одной стенке 10а вдоль соответствующей лопасти 43 таким образом, что ребро 18 является параллельным относительно лопасти 43 до тех пор, пока ребро 18 не пройдет в открытый паз 40.
В этом состоянии пачка 3 размещается над и, следовательно, поддерживается посредством кронштейна 145 корпуса 142, имеющегося на звене 35а (35b).
Более конкретно, лопасть 43 взаимодействует со стенкой 10а, противоположной относительно полосы 4 запечатывания пачки 3.
Когда звено 35а (35b) перемещается вдоль отрезка Р1 и участка отрезка Р2, противодействующая поверхность 46 взаимодействует скользящим образом с концевым участком 8 пачки 3. Таким образом, участки 8 и 9 сплющиваются по направлению друг к другу, ребро 17 фальцуется на сплющенном участке 8 и клапаны 20 сгибаются относительно участка 8 по направлению к оси А и на противоположной стороне участка 8, как показано на Фиг. 9.
В этом состоянии ребро 18 размещается с помощью пространства внутри паза 40.
Одновременно, каждая пара последующих звеньев 35а, 35b перемещается по направлению друг к другу вдоль отрезка Р1. Таким образом, угол между последующими звеньями 35а, 35b уменьшается вдоль отрезка Р1.
Соответственно, рычаг 160 поворачивается вокруг участка 140 расположенного дальше по ходу звена 35а, и пластина 162 перемещается по направлению к пазу 40 расположенного ближе по ходу звена 35а, при этом штифты 161 скользят внутри соответствующих канавок 147 корпуса 142, расположенного ближе по ходу звена 35а.
На конце отрезка Р1 пластина 72 звена 35а находится в первом положении, в котором она сцепляется с пазом 40.
Когда пластина 72 сцепляется с пазом 40, ребро 18 фальцуется на концевом участке 9. В частности, ребро 18 фальцуется на противоположной стороне полосы 4 запечатывания, т.е. по направлению к стенке 10а, размещенной ближе по ходу относительно направления продвижения цепи 60.
Одновременно, неподвижные поднимающие элементы 170 поднимают клапаны 20 по направлению к концевому участку 8 и сгибают клапаны 20 относительно оси А, как показано на Фиг. 8 и 9.
Когда звено 35b перемещается вдоль отрезка Р2, щеки 50 перемещаются из открытого положения в полностью закрытое положение, и пластина 72 размещается в первое положение.
До того как щеки 50 достигнут пачки 3, сопла 70, 71 направляют воздух на клапаны 19, 20 пачки 3 для частичного и локального расплавления упаковочного материала клапанов 19, 20 (Фиг. 9) и участка основного участка 7, обращенного к клапанам 19, 20.
Непосредственно после, щеки 50 контактируют со стенками 10b пачек 3 и прижимают клапаны 20 на соответствующих верхних концах стенок 10b, когда клапаны 20 охлаждаются. В этом состоянии щеки 50 размещаются в полностью закрытом положении.
Затем пачка 3 размещается ниже ремня 80, и выступы 83 прижимают клапаны 20 на участке 9, когда клапаны 20 охлаждаются.
В этом состоянии, объем сфальцованной упаковки 2 управляется посредством двух лопастей 43 соответствующих последующих звеньев 35а, 35b посредством щек 50, размещенных в полностью закрытом положении, и посредством выступов 83 ремня 80.
Сфальцованная упаковка 2 затем перемещается вдоль участка Q пути В.
Вдоль участка Q щеки 50 перемещаются относительно друг друга из полностью закрытого положения в закрытое положение, в котором они захватывают упаковку 2, но, по существу, не оказывают какого-либо давления на нее.
Кроме того, щеки 50 перемещаются вместе с упаковкой 2 относительно лопасти 43, параллельно относительно направления С, вдоль участка Q.
Таким образом, щеки 50 вместе с сфальцованной упаковкой 2 располагаются в шахматном порядке от лопасти 43 на конце участка Q таким образом, чтобы иметь возможность освобождаться посредством звена 35 без взаимодействия с лопастью 43 (Фиг. 10).
Кроме того, вдоль участка Q и со щеками 50 в полностью закрытом положении упаковка 2 сцепляется с вращающим устройством 100, показанным на Фиг. 7, 10, 11, 12 и 13.
Устройство 100 описано более подробно в европейской заявке, поданной заявителем, с номером EP11187350.1.
Вдоль участка Q, каждая пара последующих звеньев 35а, 35b перемещается друг от друга, как показано на Фиг. 1.
Соответственно, пластина 72 расположенного дальше по ходу звена 35b перемещается обратно из первого во второе положение, в котором она оставляет свободным паз 40 расположенного ближе по ходу звена 35а.
В заключение, сфальцованная упаковка 2 и щеки 50, размещенные в закрытом положении, транспортируются вдоль участка R.
Важно упомянуть, что во время спускающегося отрезка участка Q и вдоль участка R пути В сфальцованная упаковка 2 размещается ниже пластины 36 и поддерживается посредством щек 50, размещенных в закрытом положении.
На станции 22 щеки 50 перемещаются обратно в открытое положение, и упаковка 2 освобождается под действием силы тяжести на разгрузочный конвейер 42.
Будучи расположенной в шахматном порядке относительно щек 50 и упаковки 2, лопасть 43 не препятствует освобождению упаковки 2.
Затем щеки 50 транспортируются посредством цепи 60 по направлению к станции 21.
Преимущества узла 1 в соответствии с настоящим изобретением станут понятными из вышеизложенного описания.
В частности, узел 1 фальцует все ребро 18 каждой пачки 3 на концевом участке 9 посредством перемещения пластины 72 расположенного дальше по ходу звена 35а из второго положения в первое положение, в котором она сцепляется с пазом 40 расположенного ближе по ходу звена 35а.
Таким образом, фальцовка ребра 18 достигается посредством использования пары элементов, а именно паза 40 и пластины 72, которые оба являются подвижными вдоль пути В вместе с соответствующим расположенным ближе по ходу звеном 35а и расположенным дальше по ходу звеном 35b.
Соответственно, сгибание ребра 18 является особенно точным и высоко повторяемым по сравнению с известным решением, которое описывается во вступительной части настоящего описания.
В результате, общее качество фальцовки является особенно высоким, а также общий конечный аспект упаковок 2.
В частности, заявитель обнаружил, что ребро 18 каждой пачки 3 фальцуется на концевом участке 9 гораздо более копланарно, чем в узле, раскрытом во вступительной части настоящего описания.
Очевидно, что изменения могут быть выполнены относительно узла 1, однако без отклонения от объема защиты, определенного в прилагаемой формуле изобретения.
Узел 1 мог бы содержать только один кулачок 61.
Узел 1 мог бы формировать упаковку 2, имеющую круглое или многоугольное поперечное сечение.
Реферат
Фальцовочный узел предназначен для изготовления упаковок из запечатанных пачек, каждая из которых имеет основной участок и противоположные концевые участки, размещенные на противоположных сторонах основного участка, причем каждая пачка содержит для каждого концевого участка ребро и пару клапанов, выступающих латерально от основного участка. Узел содержит конвейер, на который подают пачки и который подает пачки вдоль пути формирования, и фальцовочные средства, которые взаимодействуют с каждой пачкой вдоль пути формирования для фальцовки соответствующего концевого ребра на соответствующем концевом участке. При этом конвейер содержит по меньшей мере первое и второе звенья, шарнирно соединенные друг с другом, причем второе звено размещено дальше по ходу относительно первого звена по направлению вдоль пути. Фальцовочные средства содержат паз, который образован посредством первого звена и приспособлен для размещения концевого ребра, и ползун, функционально соединенный со вторым звеном и перемещаемый между первым положением, в котором он по меньшей мере частично сцепляется с пазом так, чтобы фальцевать концевое ребро на соответствующем концевом участке, и вторым положением, в котором он отсоединяется от паза. Изобретение обеспечивает упрощение. 11 з.п. ф-лы, 18 ил.
Формула
Документы, цитированные в отчёте о поиске
Фальцовочный узел машины для упаковки текучих пищевых продуктов
Патенты аналоги
Фальцовочный узел машины для упаковки текучих пищевых продуктов
Комментарии