Способ и устройство для порционной упаковки пакетированного изделия из снаффа для использования в полости рта - RU2748822C2
Код документа: RU2748822C2
Чертежи
Описание
Область техники
Настоящее изобретение относится к способу порционной упаковки пакетированного изделия из снаффа для использования в полости рта. Настоящее изобретение также относится к устройству для порционной упаковки пакетированного изделия из снаффа для использования в полости рта.
Уровень техники
Пакетированные изделия из бездымного табака могут быть получены дозированием порций состава бездымного табака и введением этих порций в трубку из нетканого материала.
В патентном документе США US 4,703,765 предлагается устройство для упаковки точных количеств мелкоизмельченных табачных материалов, таких как бездымный табак снафф или подобное, в трубчатый упаковочный материал, в который порции снаффа вводятся через наполнительную трубку. Дальше по ходу способа относительно трубки расположено средство сварки для поперечного уплотнения упаковочного материала, а также режущее средство для отрезания упаковочного материала в области поперечного уплотнения, чтобы таким образом сформировать упаковки отдельных или индивидуальных порций. В патентном документе EP 2 428 450 B1 предлагается способ дозирования снаффа, в котором порция табака вводится в камеру дозирования дозирующего устройства, а затем выдувается из камеры дозирования посредством продувки воздуха, к которому добавлен водяной пар.
Пакетированные изделия из бездымного табака в альтернативном варианте могут быть получены размещением порций влажного снаффа на нетканом полотне с помощью машины для упаковки в пакетики в соответствии с устройством, предложенным в патентном документе США US 6,135,120. Этот способ также упоминается, как способ ʺNYPSʺ. Это устройство содержит подающее средство для подачи табачного материала в карманах, сформированных в поворотном порционирующем колесе для разделения материала на порции, по меньшей мере одно средство для сжатия порций табачного материала, блок для продвижения упаковочного материала, такого как нетканое полотно, синхронно со сжатыми порциями, по меньшей мере одно средство выгрузки для выгрузки порций из карманов в упаковочный материал и блок формирования для формирования отдельных порционных упаковок, т.е. пакетированных изделий из бездымного табака, из выгруженных порций и упаковочного материала. В предполагаемой точке выгрузки порций в упаковочный материал он сформирован в виде ленты, и предусмотрено средство сжатия для сжатия порций в направлении, которое отличается от направлений выгрузки и подачи. Сжатие предпочтительно осуществляется в направлении, перпендикулярном направлениям выгрузки и подачи. Сжатие может быть выполнено в осевом направлении порционирующего колеса, в то время как подача и выгрузка могут осуществляться в радиальном направлении колеса.
Упаковочный материал обычно изготовлен из нетканого полотна с ворсом, т.е., мягкого материала, такого как вискоза, содержащего акриловый полимер, который действует, как связующее вещество в нетканом материале, и обеспечивает сварку термическим плавлением пакетиков во время их изготовления. Нетканый вискозный материал, обычно используемый для пакетированных изделий из бездымного табака, аналогичен ткани, используемой для чайных пакетиков. Нетканый материал представляет собой ткань, которая не является тканой или трикотажной. Способы изготовления нетканых материалов широко известны в этой области.
Пакетированные изделия из бездымного табака для использования в полости рта обладают размером и предназначены для комфортного и скрытого размещения во рту пользователя между верхней или нижней десной и губой. В общем, пакетированные изделия из бездымного табака для использования в полости рта обладают формой подушечки, которая обычно по существу прямоугольная. Квадрат в данном документе рассматривается, как частный случай прямоугольника. Некоторые типичные формы, выраженные, как длина x ширина, имеющихся в продаже пакетированных изделий из бездымного табака для использования в полости рта составляет, например, 37 мм x 20 мм, 34/37 мм x 14 мм, 31/34 мм x 18 мм, и 27/28 мм x 14 мм. Пакетированные изделия из снаффа для использования в полости рта могут обладать максимальной длиной в пределах диапазона от 25 до 37 мм вдоль продольного направления изделия и максимальной шириной в пределах диапазона от 12 до 20 мм вдоль поперечного направления изделия. Толщина, высота, пакетированного изделия обычно составляет в пределах диапазона от 2 до 8 мм, например, от 5 до 7 мм. Общая масса имеющихся в продаже пакетированных изделий из бездымного табака для использования в полости рта обычно составляет в пределах диапазона от примерно 0,3 до примерно 3,5 г, например, от примерно 0,5 до 1,7 г, для одного пакетированного изделия. Пакетированное изделие обычно включает параллельные поперечные уплотнения на противоположных концах и по меньшей мере одно продольное уплотнение, перпендикулярное поперечным уплотнениям. Уплотнения должны быть достаточно прочными, чтобы сохранять целостность пакетированного изделия во время использования, но не должны портить ощущения пользователя.
В патентном документе США US 8,122,893 B2 предлагается устройство для изготовления пакетиков бездымных табачных изделий. Устройство содержит прерывисто поворачивающийся дозирующий диск с полостями по периферии, станцию, на которой каждая полость заполняется заданным количеством табака, эквивалентным одной порции, устройство толкающего стержня, посредством которого порции табака выбрасываются из каждой полости диска на передающей станции, и соединительный трубопровод, через который порция табака, выброшенная толкающим стержнем из каждой полости, проходит непосредственно на станцию обертывания, где пакетики формируются, заполняются табачным изделием и уплотняются. Прямолинейный трубопровод соединяет передающую станцию со станцией обертывания. Станция обертывания содержит трубчатый элемент, расположенный на выпускном конце прямолинейного трубопровода, вокруг которого сформирована трубчатая оболочка из оберточного материала. Трубчатая оболочка уплотнена продольно блоками ультразвуковой сварки, используемыми в непосредственной близости от трубчатого элемента. Устройство также содержит уплотняющее (запечатывающее) средство, расположенное под трубчатым элементом, функция которого состоит в соединении трубчатой оболочки в поперечном направлении таким образом, чтобы сформировать непрерывную последовательность пакетиков, каждый из которых содержит соответствующую порцию табака. Дальше по ходу способа от средства поперечного уплотнения устройство содержит два транспортировочных ремня, обмотанных вокруг соответствующих шкивов, позиционированных для приема и направления непрерывной последовательности пакетиков к режущему средству, которое разделяет последовательность пакетиков по одному.
В патентном документе DE 10 2014 101802 A1 предлагается устройство и способ ультразвукового уплотнения и разделения трубчатых мешочков.
В патентном документе EP 0 023 128 A1 предлагается устройство и способ изготовления чайных пакетиков и подобного из трубчатого полотна.
Эффективность производства чрезвычайно важна с точки зрения экономической перспективы, и, таким образом, крайне желательно иметь возможность производства с высокой скоростью. Во время порционной упаковки наполнителя, например, состава снаффа, при изготовлении пакетированных изделий из снаффа для использования в полости рта, наполнитель может прилипнуть к упаковочному устройству, что может потребовать чистки устройства и, таким образом, вызвать нежелательный простой при производстве. Таким образом, существует потребность в улучшенном способе порционной упаковки состава снаффа, который обеспечивает меньшее время простоя, а также высокоскоростное производство.
Сущность изобретения
Целью настоящего изобретения является преодоление или смягчение по меньшей мере одного из недостатков предшествующего уровня техники или обеспечение полезной альтернативы.
Указанная выше цель может быть достигнута посредством предмета изобретения по п. 1. Варианты осуществления представлены в зависимых пунктах заявленной формулы изобретения, в последующем описании и на чертежах.
Настоящее изобретение относится к способу порционной упаковки пакетированного изделия из снаффа для использования в полости рта. Способ включает
a) подачу и продвижение трубчатого полотна упаковочного материала, охватывающего непрерывно подаваемый наполнитель, в направлении перемещения,
b) формирование поперечных уплотнений в трубчатом полотне поперек непрерывно подаваемого материала наполнителя посредством ультразвуковой сварки, поперечные уплотнения продолжаются в поперечном направлении перпендикулярно направлению перемещения.
Как упомянуто выше, пакетированные изделия из снаффа для использования в полости рта обычно изготавливают дозированием порций наполнителя. Однако в настоящем изобретении вместо этого можно использовать непрерывную подачу наполнителя. Описанный в настоящем документе способ менее сложный, чем способы предшествующего уровня техники, поскольку проще обеспечивать непрерывную подачу, чем подавать наполнитель в виде порций. Тем самым, повышается скорость производства.
Дополнительно способ по настоящему изобретению облегчает обращение с липкими наполнителями, такими как состав снаффа, который при обычной порционной упаковке может прилипнуть к внутренней стороне устройства порционного дозирования и, тем самым, увеличить время простоя при производстве из-за чистки, а также отходы наполнителя. Таким образом, описанный в настоящем документе способ обеспечивает упрощенное высокоскоростное производство пакетированной продукции из снаффа для использования в полости рта, например, примерно 100-200 пакетированных изделий в минуту, с меньшими потерями наполнителя и меньшим временем простоя во время производства.
Кроме того, описанный в настоящем документе способ обеспечивает полностью заполненные пакетированные изделия из снаффа для использования в полости рта в результате поперечных уплотнений, сформированных поперек непрерывно подаваемого наполнителя посредством ультразвуковой сварки.
Порционно упакованное пакетированное изделие из снаффа для использования в полости рта может быть изделием из бездымного табака или изделием из нетабачного снаффа. Как упомянуто выше, наполнитель может содержать бездымный табак или не содержащий табака материал, который может быть никотин-содержащим или не содержащим никотина материалом. Наполнитель также может быть упомянут, как наполнительный состав или состав снаффа.
Термин трубчатое полотно, используемый в настоящем документе, относится к трубчатому полотну, охватывающему непрерывно подаваемый наполнитель, тем самым, формируя некоторую трубчатую структуру вокруг непрерывно подаваемого наполнителя. Термин трубчатое полотно необязательно подразумевает круглое поперечное сечение. Вместо этого поперечное сечение может быть по существу прямоугольным, эллиптическим или овальным. Если направление перемещения является горизонтальным, поперечное сечение трубчатого полотна обычно по существу прямоугольное или овальное. Если направление перемещения вертикальное, поперечное сечение трубчатого полотна обычно круглое, по существу прямоугольное, эллиптическое или овальное.
Направление перемещения совпадает с продольным направлением трубчатого полотна. Наполнитель обертывается продольно, т.е., наполнитель обертывается при просмотре в продольном направлении, совпадающем с направлением перемещения. Это может быть достигнуто посредством одного или более продольных сгибов в упаковочном материале и/или посредством одного или более продольных уплотнений, как дополнительно указано далее.
Поперечные уплотнения сформированы в трубчатом полотне, которое таким образом делится на отдельные пакетики. Расстояние между двумя последовательными поперечными уплотнениями определяет длину полученного пакетированного изделия из снаффа для использования в полости рта и может, например, быть выбрана в диапазоне от 25 до 37 мм. Поперечное уплотнение на переднем конце изделия и поперечное уплотнение на заднем конце изделия вместе с трубчатым полотном продольно охватывают наполнитель, в результате чего наполнитель готового пакетированного изделия из снаффа для использования в полости рта ограничен со всех сторон краями пакетированного изделия.
Поперечные уплотнения сформированы ультразвуковой сваркой. Первый участок упаковочного материала, расположенного на одной стороне и в контакте с наполнителем, например, ниже наполнителя, присоединен ко второму противоположному участку упаковочного материала, расположенному на второй противоположной стороне и в контакте с наполнителем, например, выше наполнителя. Поперечное уплотнение может обладать шириной, равной или менее 2 мм, например, в пределах диапазона от 0,1 до 2 мм или от 0,1 до 1 мм или от 0,1 до 0,5 мм. Такие узкие уплотнения выглядят эстетически привлекательно. Кроме того, узкие уплотнения могут давать вклад в смысле комфорта при использовании порционно упакованных пакетированных изделий из снаффа для полости рта. Более узкие швы, кроме того обладают тем преимуществом, что требуемое количество упаковочного материала снижается.
При ультразвуковой сварке используется сонотрод, также называемый ультразвуковым рупором. Он предназначен для передачи ультразвуковой энергии и обеспечения ультразвуковых вибраций и передает энергию вибраций трубчатому полотну для обеспечения энергии для уплотнения. Сонотрод используется вместе с опорой, причем зазор, сформированный между сонотродом и опорой обеспечивает прохождение трубчатого полотна. Ультразвуковое излучение обладает частотами выше, чем верхний предел слышимости человека, который составляет примерно 20 кГц для молодых людей, кГц - означает килогерц. Частота, используемая для сонотрода при ультразвуковой сварке, описанной в настоящем документе, может составлять в диапазоне от 20 до 45 кГц, например, 20 кГц, 37 кГц или 40 кГц. Результирующая мощность может составлять в диапазоне от 100 до 300 Вт. Частота и мощность соответствующим образом подобраны для свариваемого материала и, таким образом, могут быть различны, например, для разных упаковочных материалов.
Этап b) может включать
b1) приложение давления к трубчатому полотну в зоне, соответствующей предназначенному местоположению одного из поперечных уплотнений, тем самым, перемещение по меньшей мере одной порции наполнителя из этой зоны, а затем
b2) ультразвуковую сварку, в то время как давление остается приложенным в этой зоне.
Наполнитель, который расположен в этой зоне до приложения давления, затем в большей или меньшей степени удаляется из этой зоны на этапе b1). Наполнитель может быть выдавлен назад и/или вперед при просмотре в направления перемещения. Затем может быть предпочтительно, чтобы было достаточно свободного пространства со стороны непрерывно подаваемого наполнителя, чтобы наполнитель за или перед поперечным уплотнением мог перемещаться в поперечном направлении. В качестве альтернативного варианта или дополнительно подаваемый наполнитель может быть упакован рыхло, чтобы его можно было легко сжать локально, когда наполнитель выдавливается из этой зоны.
Оба этапа b1) и b2) предпочтительно выполняются одним сварочным блоком, который может содержать по меньшей мере одну наклонную поверхность, которая помогает переместить наполнитель из этой зоны. Наклонная поверхность может быть расположена в сонотроде и/или в опоре. В этом случае этап b1) только с приложением давления может быть выполнен для давлений до заранее выбранного предела давления, например, в диапазоне от 100 до 500 кПа или от 200 до 400 кПа. Для давлений выше предела давления выполняется этап b2), т.е., сварка с приложением давления. Давление может постепенно или пошагово увеличиваться.
Блок ультразвуковой сварки предпочтительно содержит рабочую поверхность с двумя наклонными поверхностями, с одной поверхностью, наклоненной в направлении вперед при просмотре в направлении перемещения, и второй - в направлении назад при просмотре в направлении перемещения. Наклонные поверхности могут быть расположены в сонотроде и/или в опоре. Предпочтительно ширина при просмотре в направлении перемещения рабочей поверхности, содержащей наклонные поверхности, мала, например, в диапазоне от 0,2 до 4 мм, предпочтительно в диапазоне от 0,4 до 3 мм, более предпочтительно в диапазоне от 0,6 до 2 мм, наиболее предпочтительно в диапазоне от 0,8 до 1,5 мм. Соответственно, также предпочтительно, чтобы ширина при просмотре в направлении перемещения напротив рабочей поверхности, т.е., у противоположной стороны трубчатого полотна, была мала, например, в диапазоне от 0,2 до 4 мм, предпочтительно в диапазоне от 0,4 до 3 мм, более предпочтительно в диапазоне от 0,6 до 2 мм, наиболее предпочтительно в диапазоне от 0,8 до 1,5 мм. Поскольку зона, из которой наполнитель перемещается на этапе b1), довольно узкая, наполнитель должен сдвигаться только на небольшое расстояние. Это облегчается упомянутыми выше узкими поперечными уплотнениями, полученными ультразвуковой сваркой.
Зона, из которой наполнитель перемещается на этапе b1), соответствует зоне сварки, заключенной в наклонной поверхности. Ширина зоны сварки, при просмотре в направлении перемещения, составляет несколько процентов от ширины наклонной поверхности и зависит от характеристик сварочного блока, упаковочного материала и их взаимодействия. Примерами характеристик сварочного блока являются углы рабочих поверхностей относительно друг друга, расстояние между рабочими поверхностями, свойства материалов опоры и сонотрода, частота и энергия ультразвукового излучения сонотрода. Примерами характеристик упаковочного материала являются тип материала, точка плавления, толщина, шероховатость поверхности. Примерами характеристик взаимодействия являются ширина зазора относительно толщины упаковочного материала и давление, используемое опорой и сонотродом при разрезании и сварке.
Способ дополнительно может включать
c) разрезание трубчатого полотна в соедиенной сваркой области поперечного уплотнения.
Предпочтительно этап c) выполняется при выполнении этапа b), чтобы сварка и разрезание были выполнены одновременно. При выполнении указанных выше этапов b1) и b2) разрезание предпочтительно выполняется на этапе b2), чтобы сварка, надавливание и разрезание выполнялись одновременно.
При использовании упомянутого выше одиночного сварочного блока, разрезание и сварка могут быть выполнены одновременно. Кроме того, разрезание предпочтительно выполняется таким образом, чтобы поперечный разрез был расположен в соединенной сваркой области поперечного уплотнения. Таким образом, не будет промежутка между соединенной сваркой областью и фактическим разрезом, как могло бы быть в случае, когда разрезание выполняется отдельным резаком или ножом. Кроме того, нет не соединенных сваркой участков трубчатого полотна, примыкающих к разрезу. Другими словами, уплотнение будет граничить с разрезанным поперечным краем упаковочного материала. Поперечное разрезание и сварка, тем самым, выполняются одновременно, на одном и том же этапе работы и геометрически друг около друга.
Блок поперечной сварки может быть смещен возвратно-поступательным образом, например, по меньшей мере одно из сонотрода или опоры может быть предназначено для смещения возвратно-поступательным образом по отношению к другому из сонотрода или опоры и, таким образом, к трубчатому полотну, предпочтительно и сонотрод, и опора предназначены для смещения в противоположных направлениях возвратно-поступательным образом. Это может быть использовано при выполнении поперечного уплотнения, чтобы уплотнение происходило с зазором, закрытым вокруг трубчатым полотном. Зазор затем временно расширяется, позволяя трубчатому полотну проходить во временный более широкий зазор, пока не наступит момент следующего поперечного уплотнения.
Сварка, а также необязательное разрезание, могут быть выполнены для движущегося полотна, предпочтительно движущегося с постоянной скоростью.
В альтернативном варианте опора и/или сонотрод блока поперечной сварки могут быть поворотными, чтобы скорость по периферии была той же, что и скорость продвижения трубчатого полотна. Опора и/или сонотрод затем могут содержать поворотный диск, содержащий рабочие поверхности, описанные в настоящем документе, на его периферийной поверхности, например, чтобы одна и та же рабочая поверхность могла осуществлять и разрезание и сварку.
Кроме того или дополнительно блок поперечной сварки, например, сонотрод и/или опора, могут быть смещены в направлении перемещения вместе с трубчатым полотном при выполнении поперечного уплотнения и разрезания.
В этом случае предпочтительно, чтобы сонотрод и опора блока поперечной сварки могли сочетать возвратно-поступательное движение и смещение вдоль направления перемещения вместе с трубчатым полотном при выполнении поперечного уплотнения и разрезания, чтобы сонотрод и опора перемещались по соответствующему прямоугольному пути. Первый участок пути параллелен и примыкает к трубчатому полотну и представляет формирование поперечного уплотнения, второй участок ответствует перемещению сонотрода и опоры, соответственно, от трубчатого полотна, третий участок соответствует переводу сонотрода и опоры, соответственно, назад выше по ходу способа, и четвертый участок соответствует переводу сонотрода и опоры, соответственно, в контакт с трубчатым полотном снова для формирования следующего поперечного уплотнения.
В альтернативном варианте или дополнительно для выполнения сварки, а также необязательного разрезания, движущегося полотна, может быть предусмотрено загрузочное устройство выше по ходу способа относительно блока поперечной сварки, тем самым, обеспечивая работу блока поперечной сварки на временно неподвижном полотне.
Способ дополнительно может включать вытягивание трубчатого полотна по меньшей мере в направлении перемещения, вытягивание выполняется дальше по ходу способа относительно поперечной сварки и разрезания, предпочтительно на некоторое расстояние от поперечной сварки и разрезания, соответствующее протяженности порционно упакованных пакетированных изделий из снаффа для использования в полости рта в направлении перемещения. Вытягивание может быть выполнено тянущим блоком, который может содержать захват между двумя вальцами, предназначенный для вытягивания пакетированного изделия в направлении перемещения.
Этап a) может включать
a1) обеспечение и продвижение по меньшей мере одного полотна упаковки в направлении перемещения,
a2) обеспечение непрерывно подаваемого наполнителя по меньшей мере на одно продвигающееся полотно упаковочного материала,
a3) обеспечение по меньшей мере одного продвигающегося полотна упаковочного материала для охватывания непрерывно подаваемого наполнителя, тем самым, формирование трубчатого полотна упаковочного материала, охватывающего непрерывно подаваемый наполнитель.
Необязательно этап a2) может включать обеспечение нескольких непрерывно подаваемых наполнителей параллельно друг другу по меньшей мере на одно продвигающееся полотно упаковочного материала.
Может быть использован один, два, три, четыре или более параллельно подаваемых наполнителей. Каждый из подаваемых наполнителей затем продольно обертывается упаковочным материалом в соответствующее трубчатое полотно. Предпочтительно подаваемые наполнители расположены параллельно и друг около друга таким образом, чтоб можно было использовать общее продольное уплотнение. Продольное уплотнение дополнительно описано далее.
Этап a3) может включать
- продольное сгибание по меньшей мере одного полотна упаковочного материала для обертывания непрерывно подаваемого наполнителя, или
- обеспечение дополнительного полотна упаковочного материала для обертывания непрерывно подаваемого наполнителя.
Термины сгибание и сгиб, используемые в настоящем документе, относятся к сгибанию или сгибу упаковочного материала, согнутого таким образом, чтобы он менял направление по существу на 180°. Обычно нет резкой линии сгиба, скорее изгиб, при котором упаковочный материал повторяет форму наполнителя.
Этап a3) может быть выполнен до или после этапа a2).
Если этап a2) выполняется до этапа a3), непрерывно подаваемый наполнитель может быть размещен по меньшей мере на одном полотне упаковочного материала, который находится в плоском состоянии, например, горизонтальном. Затем по меньшей мере одно полотно упаковочного материала располагается для охвата непрерывно подаваемого наполнителя.
Если этап a3) выполняется до этапа a2), непрерывно подаваемый наполнитель может быть введен в уже сформированное трубчатое полотно. В этом случае также, продольное уплотнение, описанное далее, может быть выполнено до этапа a2), чтобы полотно упаковочного материала уже было уплотнено продольно, и необязательно продольно разрезано, когда подается наполнитель.
В альтернативном варианте полотно упаковочного материала может подаваться в виде заранее сформированного трубчатого полотна, что означает, что этап a3) был выполнен раньше, или что полотно упаковочного материала было сформировано трубчатой формы при изготовлении.
Способ дополнительно может включать
a4) формирование по меньшей мере одного продольного уплотнения в трубчатом полотне.
Продольное уплотнение продолжается вдоль направления перемещения, совпадающего с продольным направлением полотна для продольного охвата непрерывно подаваемого наполнителя. По меньшей мере одно продольное уплотнение сформировано в трубчатом полотне снаружи относительно непрерывно подаваемого наполнителя для продольного охвата непрерывно подаваемого наполнителя. Соответствующее продольное уплотнение может быть расположено на противоположных боковых сторонах непрерывно подаваемого наполнителя. Также возможно, чтобы полотно упаковочного материала было продольно согнуто на одной боковой стороне от непрерывно подаваемого наполнителя, и одиночное продольное уплотнение предусмотрено на противоположной боковой стороне относительно непрерывно подаваемого наполнителя. Другим альтернативным вариантом является обертывание полотна упаковочного материала вокруг непрерывно подаваемого наполнителя и размещение продольного уплотнения в произвольном положении по отношению к непрерывно подаваемому наполнителю, например, поверх него. Если полотно упаковочного материала вместо этого подается в виде заранее сформированной трубки, этап продольного уплотнения может быть опущен.
Продольное уплотнение предпочтительно обеспечивается сваркой, более предпочтительно ультразвуковой сваркой, даже если также возможна сварка термическим плавлением.
Способ дополнительно может включать продольное разрезание трубчатого полотна. Предпочтительно продольное разрезание выполняется на или у продольного уплотнения. Более предпочтительно продольное разрезание выполняется на или у продольного уплотнения при формировании продольного уплотнения, чтобы разрезание и сварка были выполнены одновременно соответствующим образом, как указано выше для поперечного уплотнения. Продольное разрезание затем предпочтительно выполняется таким образом, чтобы продольный разрез был расположен в соединенной сваркой области продольного уплотнения или у края продольного уплотнения, если упаковочный материал должен быть размещен снаружи от продольного уплотнения. Таким образом, не должно быть промежутка между соединенной сваркой областью и фактическим разрезом, как в случае, если разрезание должно быть выполнено отдельным резаком или ножом. Другими словами, уплотнение будет граничить с продольным краем разреза упаковочного материала. Продольное разрезание и сварка, тем самым, должны быть выполнены одновременно, на одном и том же этапе работы и геометрически друг около друга.
Продольное уплотнение и продольное разрезание могут быть выполнены до или после поперечного уплотнения и поперечного разрезания.
Продольное уплотнение и продольное разрезание могут быть выполнены, как два отдельных этапа. В этом случае продольное уплотнение может быть выполнено до поперечного уплотнения и разрезания, и продольное разрезание может быть выполнено после поперечного уплотнения и разрезания.
Способ дополнительно может включать установление ширины полотна упаковочного материала, например, посредством транспортера с захватами или шнуров, удерживающих продольные края полотна упаковочного материала в поперечном направлении. В этом случае поперечное уплотнение и разрезание предпочтительно могут быть выполнены выше по ходу способа относительно продольного уплотнения и разрезания.
Настоящее изобретение также относится к устройству для порционной упаковки пакетированного изделия из снаффа для использования в полости рта. Устройство содержит один или более подающих блоков для обеспечения и продвижения трубчатого полотна упаковочного материала, охватывающего непрерывно подаваемый наполнитель в направлении перемещения, и блок ультразвуковой сварки для формирования поперечных уплотнений в трубчатом полотне поперек непрерывно подаваемого наполнителя.
Устройство подходит для выполнения описанного в настоящем документе способа. Сварочный блок также может называться уплотнительным устройством.
Блок ультразвуковой сварки может содержать режущий край и быть предназначен для выполнения одновременной поперечной сварки и разрезания трубчатого полотна, предпочтительно сварочной блок содержит одиночную рабочую поверхность, выполняющую и поперечную сварку, и разрезание. Режущий край обеспечивает разрезание, в то время как одна или более сварочных поверхностей обеспечивают сварку. Следовательно, разрезание не выполняется ножом или резаком, который может быть отдельным или встроенным в опору и/или сонотрод, как известно по предшествующему уровню техники. Разрез размещен в соединенной сваркой области, чтобы разрез мог быть предусмотрен без промежутка с соединенными сваркой участками упаковочного материала, т.е., нет не соединенных сваркой участков, примыкающих к разрезу. Другими словами, поперечное уплотнение будет граничить с краем разреза упаковочного материала. Разрезание и сварка, тем самым, выполняются одновременно, на одном и том же этапе работы и геометрически друг около друга.
Чтобы способствовать разделению трубчатого полотна на поперечном разрезе, устройство дополнительно может содержать тянущий блок, например, захват между двумя вальцами, предназначенный для вытягивания пакетированного изделия в направлении перемещения. Тем самым, трубчатое полотно натягивается контролируемым образом, чтобы легче выполнить отделение одного пакетированного изделия от следующего пакетированного изделия. Расстояние между захватом и режущим краем предпочтительно примерно соответствует протяженности пакетированного изделия в направлении перемещения. Следовательно, если устройство используется для изготовления порционно упакованных пакетированных изделий из снаффа для использования в полости рта разного размера, расстояние предпочтительно регулируется.
По меньшей мере один блок подачи может включать первый подающий блок для подачи и продвижения по меньшей мере одного полотна упаковочного материала в направлении перемещения, второй подающий блок для подачи непрерывно подаваемого наполнителя по меньшей мере на одно продвигающееся полотно упаковочного материала и блок формирования трубчатой формы для обеспечения формирования из продвигающегося полотна упаковочного материала трубчатого полотна упаковочного материала, причем блок формирования трубчатой формы расположен перед или за вторым подающим блоком.
Блок формирования трубчатой формы может содержать или состоять из сгибающего блока для продольного сгибания по меньшей мере одного полотна упаковочного материала.
Блок формирования трубчатой формы может содержать или состоять из третьего подающего блока для обеспечения дополнительного полотна упаковочного материала.
Устройство дополнительно может содержать по меньшей мере один блок продольной сварки для формирования продольного уплотнения по меньшей мере в одном полотне упаковочного материала. Блок продольной сварки предпочтительно является блоком ультразвуковой сварки. Также возможна сварка при термическом расплавлении.
Блок продольной сварки может содержать режущий край и быть предназначен для выполнения одновременной продольной сварки и разрезания трубчатого полотна, предпочтительно блок продольной сварки содержит одиночную рабочую поверхность, выполняющую и сварку, и разрезание. Одновременная продольная сварка и разрезание описаны далее.
Блок продольной сварки может содержать первый и второй сварочные компоненты, например, сонотрод и опору, если блок продольной сварки является блоком ультразвуковой сварки, расположенные на противоположных сторонах трубчатого полотна для формирования зазора, посредством которого обеспечивается прохождение трубчатого полотна. Каждый из первого и второго сварочных компонентов обладает концом, например, рабочей поверхностью, которая обращена к планарному продолжению трубчатого полотна. По меньшей мере один из концов обладает кривизной при просмотре в направлении перемещения трубчатого полотна. Радиус кривизны может составлять в диапазоне 4-80 мм, предпочтительно в диапазоне 5-50 мм, более предпочтительно в диапазоне 6-25 мм.
По меньшей мере один из первого и второго сварочных компонентов может быть наклонен относительно планарного продолжения трубчатого полотна под углом в диапазоне 60°-90°, предпочтительно 70°-90°, более предпочтительно 75°-85°. Тем самым легче подобраться достаточно близко к трубчатому полотну со сварочной поверхностью, если выполнены два продольных уплотнения, которые расположены близко друг к другу. В альтернативном варианте или дополнительно также можно разместить один блок продольной сварки после другого вдоль направления перемещения.
Упомянутый выше радиус кривизны подходит для стационарных блоков продольной сварки, поскольку он снижает или предпочтительно устраняет риск затянуть полотно в блок продольной сварки.
В альтернативном варианте опора и/или сонотрод блока продольной сварки могут быть поворотными, чтобы скорость на периферии была той же, что и скорость полотна. Опора и/или сонотрод затем могут содержать поворотный диск, чтобы поверхность по периферии содержала или состояла из рабочих поверхностей, соответствующих описанным выше, например, чтобы одна и та же рабочая поверхность могла выполнять и разрезание, и сварку.
Второй подающий блок может быть предназначен для подачи нескольких непрерывно подаваемых наполнителей параллельно друг другу по меньшей мере на одно продвигающееся полотно упаковочного материала. Они могут подаваться от отдельных подающих устройств или от общего устройства подачи.
В случае нескольких непрерывно подаваемых наполнителей, подаваемых параллельно друг другу, может быть предусмотрено несколько блоков продольной сварки для формирования продольных уплотнений. По меньшей мере одно из них может содержать одиночную рабочую поверхность с режущим краем, расположенным между первой и второй сварочной поверхностью, чтобы разрез был позиционирован в продольно соединенной сваркой зоне, чтобы было продольное уплотнение на каждой боковой стороне от режущего элемента.
Устройство может включать ремень с вакуумными отверстиями. Вакуумные отверстия расположены под предполагаемым местоположением непрерывно подаваемого наполнителя. Вакуум используется для удержания наполнителя на месте и, таким образом, также для удержания полотна упаковочного материала, на котором расположен наполнитель, в требуемом положении. Ремень используется для продвижения полотна. В этом случае поперечное уплотнение и разрезание предпочтительно могут быть выполнены дальше по ходу способа продольного уплотнения и разрезания.
Способ и/или устройство, описанные в настоящем документе, подходят для высокоскоростной порционной упаковки пакетированных изделий из снаффа для использования в полости рта, например, для скоростей производства, обеспечивающих по меньшей мере 100 пакетированных изделий в минуту или по меньшей мере 150 пакетированных изделий в минуту или по меньшей мере 200 пакетированных изделий в минуту.
Способ и/или устройство, описанные в настоящем документе, могут быть использованы для обеспечения пакетированного изделия из снаффа для использования в полости рта, содержащего наполнитель и проницаемый для слюны пакетик, в котором заключен наполнитель, проницаемый для слюны пакетик обладает продольным направлением и поперечным направлением, перпендикулярным продольному направлению; проницаемый для слюны пакетик обладает по меньшей мере одним удлиненным уплотнением с длиной уплотнения, продолжающейся вдоль поперечного направления изделия, и шириной уплотнения, продолжающейся вдоль продольного направления проницаемого для слюны пакетика, причем ширина уплотнения по меньшей мере для одного удлиненного уплотнения равна или меньше 2 мм, например, в пределах диапазона от 0,1 до 2 мм или от 0,1 до 1 мм или от 0,1 до 0,5 мм, и по меньшей мере одно удлиненное уплотнение уплотняет самый наружный концевой участок проницаемого для слюны пакетика.
Способ и/или устройство, описанные в настоящем документе, подходят для использования при применениях, в которых упаковочный материал является упругим по меньшей мере в одном направлении или в одном направления. Упаковочный материал может быть текстильным материалом, например, трикотажным материалом, таким как основосвязаный материал. Упаковочный материал может содержать или состоять из волокон термопластичного полимера, такого как полиамид 6.
Упаковочный материал может обладать удлинением при разрыве по меньшей мере 150%, в частности, по меньшей мере 200% или даже по меньшей мере 250% в направлении упругого растяжения, измеренным в соответствии со способом стандартного испытания WSP 110.4(05).
Упаковочный материал может быть упругим только в одном направлении. Это подразумевает, что упаковочный материал скорее неупругий в другом направлении, перпендикулярном направлению, в котором материал является упругим. Обычно эти направления выбраны такими, чтобы не обладающее упругостью направление совпадало с направлением устройства для порционной упаковки пакетированных изделий из снаффа для использования в полости рта.
Упаковочный материал проницаемого для слюны пакетика обычно обладает первым направлением и вторым направлением, второе направление перпендикулярно первому направлению. Обычно первое направление соответствует направлению устройства, MD, упаковочного материала, и второе направление соответствует перекрестному направлению, CD, упаковочного материала. Удлинение при разрыве может, при измерении в соответствии со способом стандартного испытания WSP 110.4(05), быть по меньшей мере в 5 раз больше во втором направлении, чем в первом направлении, предпочтительно по меньшей мере в 6 раз больше, более предпочтительно по меньшей мере в 7 раз больше, наиболее предпочтительно по меньшей мере в 8 раз больше или предпочтительно по меньшей мере в 9 раз больше.
Краткое описание чертежей
Настоящее изобретение будет дополнительно пояснено далее посредством не подразумевающих ограничения ими примеров со ссылкой на сопроводительные чертежи:
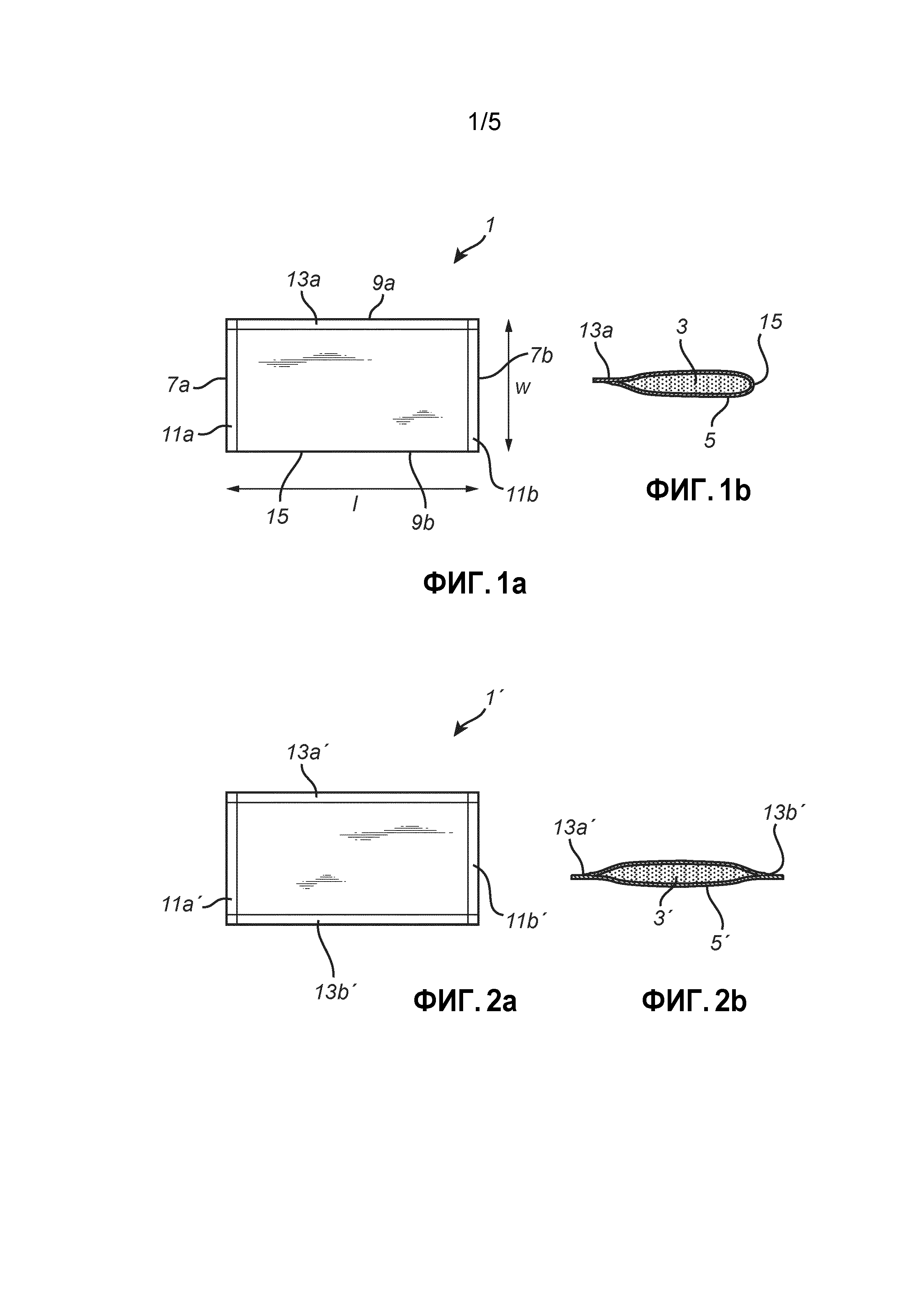
На фиг. 1a-b показана порционная упаковка одного пакетированного изделия из снаффа для использования в полости рта,
На фиг. 2a-b показана порционная упаковка другого пакетированного изделия из снаффа для использования в полости рта,
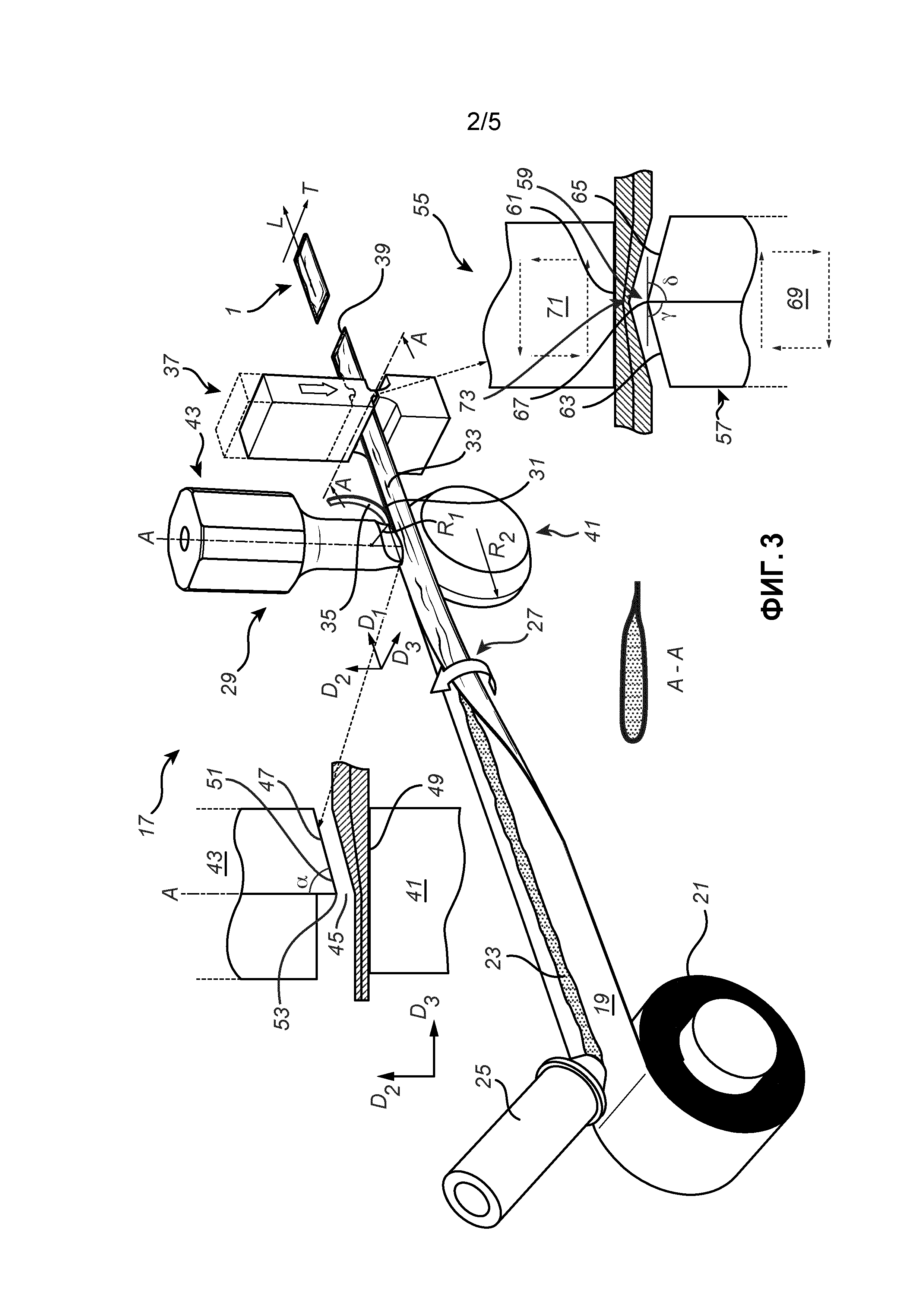
На фиг. 3 показана порционная упаковка пакетированного изделия из снаффа для использования в полости рта по первому варианту осуществления настоящего изобретения,
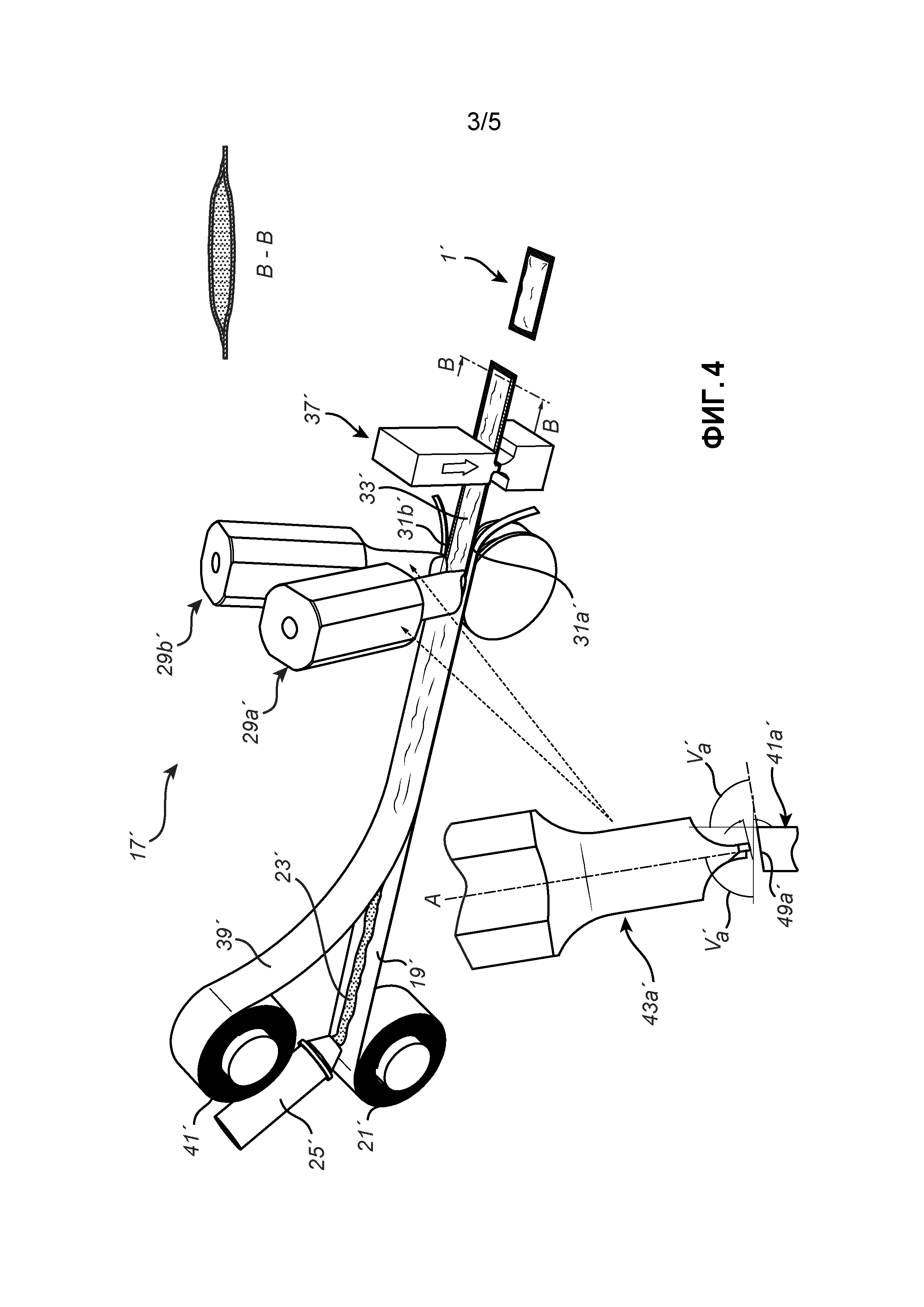
На фиг. 4 показана порционная упаковка пакетированного изделия из снаффа для использования в полости рта по второму варианту осуществления настоящего изобретения,
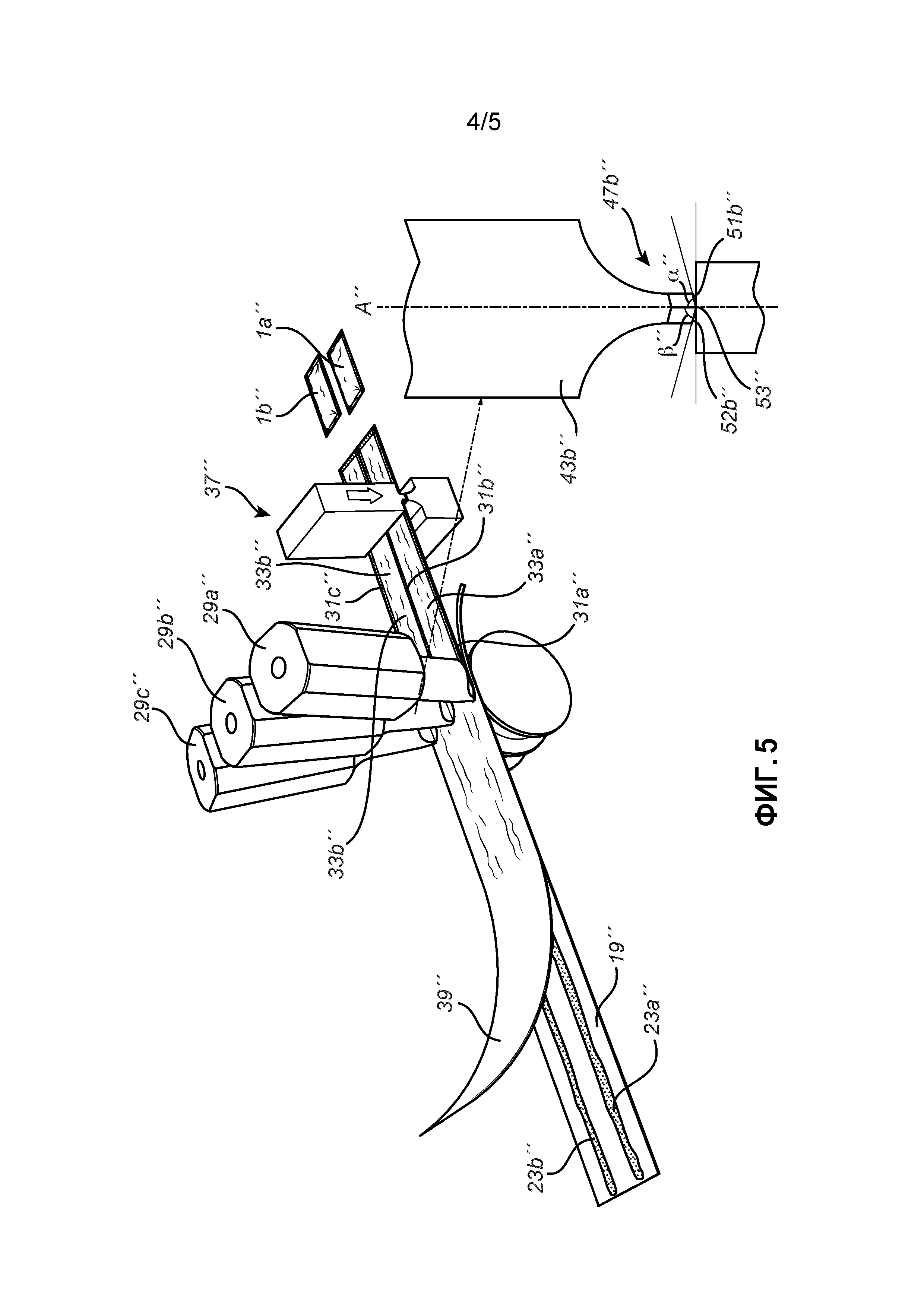
На фиг. 5 показана порционная упаковка пакетированного изделия из снаффа для использования в полости рта по третьему варианту осуществления настоящего изобретения.
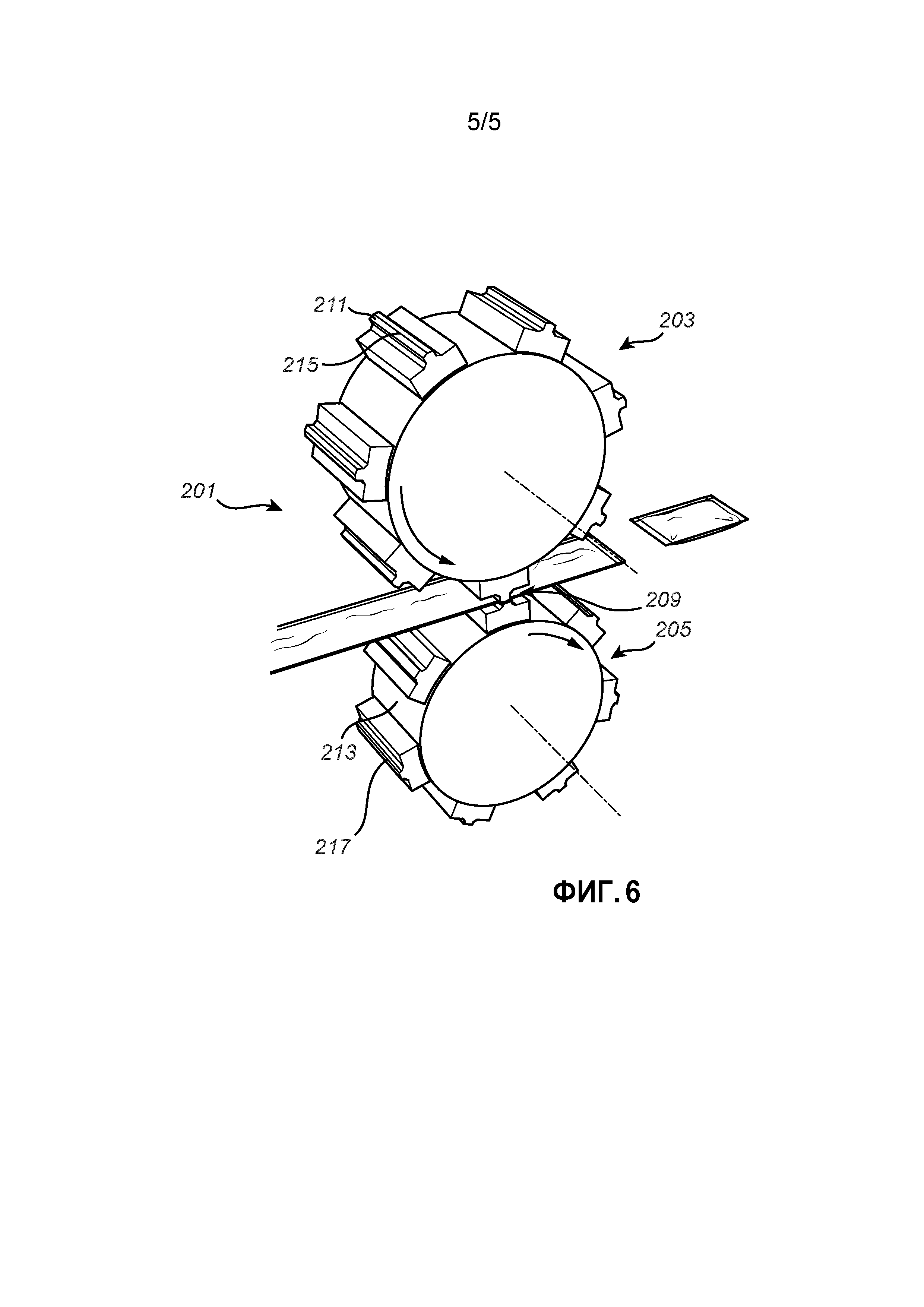
На фиг. 6 показан альтернативный блок ультразвуковой сварки для поперечных уплотнений.
Следует отметить, что приложенные чертежи необязательно выполнены в масштабе, и что размеры некоторых особенностей настоящего изобретения могут быть преувеличены для ясности.
Подробное описание
Настоящее изобретение далее будет показано на примерах вариантов осуществления. Однако следует понимать, что эти варианты осуществления включены для пояснения принципов настоящего изобретения и не подразумевают ограничения объема настоящего изобретения, определенного заявленной формулой изобретения. Детали двух или более вариантов осуществления могут быть скомбинированы друг с другом.
На фиг. 1a и 1b схематично показана порционная упаковка 1 пакетированного изделия из снаффа для использования в полости рта, которое изготовлено по способу и с устройством, описанными в настоящем документе. Порционная упаковка 1 содержит порцию 3 наполнителя, заключенного в упаковочный материал 5. Наполнитель содержит бездымный табак или не содержащий табака материал, который может быть никотин-содержащим или может не содержать никотина. Наполнитель также может упоминаться, как состав наполнителя или состав снаффа.
Порционная упаковка 1 имеет форму подушечки, которая обычно является по существу прямоугольной при просмотре с ее самой длинной стороны, например, когда она лежит на столе, как показано на фиг. 1a. Порционная упаковка 1 обладает длиной l и шириной w. Форма обладает двумя параллельными короткими краями 7a, 7b, продолжающимися в направлении по ширине, и двумя параллельными длинными краями 9a, 9b, которые продолжаются в направлении по длине и, таким образом, перпендикулярны коротким краям 7a, 7b. Соответствующее поперечное уплотнение 11a, 11b предусмотрено у каждого короткого края 7a, 7b. Продольное уплотнение 13a расположено вдоль одного из длинных краев 9a, в то время как сгиб 15 расположен вдоль другого длинного края 9b. Термин ʺсгибʺ, используемый в настоящем документе, относится к сгибу упаковочного материала, изогнутого таким образом, чтобы он менял направление по существу на 180°. Обычно нет резкой линии сгиба в сгибе 15, скорее это кривизна, по которой упаковочный материал повторяет форму порции 3 наполнителя, как показано на фиг. 1b. Порция 3 наполнителя полностью ограничена тремя уплотнениями 11a, 11b, 13a и скибом 15.
На фиг. 2a и 2b схематично показана другая порционная упаковка 1' пакетированного изделия из снаффа для использования в полости рта, изготовленная по способу и с устройством, описанными в настоящем документе. Порционная упаковка 1' содержит порцию 3' наполнителя, заключенную в упаковочном материале 5'. Порционная упаковка 1' по фиг. 2a и 2b отличается от порционной упаковки по фиг. 1a и 1b тем, что имеется продольное уплотнение 13a', 13b' на каждом из длинных краев 9a', 9b'. Порция 3' наполнителя, таким образом, полностью ограничена четырьмя уплотнениями 11a', 11b', 13a', 13b', уплотняющими упаковочный материал.
Термин "табак", используемый в настоящем документе, означает любую часть, например, листья, стебли и жилки любого растения рода Nicotiana. Табак может быть цельным, скрошенным, обмолоченным, резаным, молотым, вяленым, выдержанным, ферментированным или обработанным иным образом, например, гранулированным или инкапсулированным.
Термин табачный материал используется в настоящем документе для табачных листьев или частей листьев, таких как листовая пластинка и средняя жилка. Листья и части листьев могут быть мелко измельченными (раздробленными), например, молотыми, резаными, скрошенными или обмолоченными, и части листьев могут быть смешаны в определенных пропорциях в табачном материале.
Термины "для полости рта" и "использование в полости рта" во всех контекстах в настоящем документе предназначены для описания использования в полости рта человека, например, при размещении за щекой.
Термин пакетированные изделия из снаффа для использования в полости рта, используемый в настоящем документе, включает пакетированные изделия из нетабачного снаффа для использования в полости рта, которые могут быть никотин-содержащими или не содержащими никотина, а также пакетированные изделия из табачного снаффа для использования в полости рта, также называемые пакетированными изделиями из бездымного табака для использования в полости рта.
Используемый в настоящем документе термин пакетированное изделие из снаффа для использования в полости рта относится к порции бездымного табака или не содержащего табак наполнителя, который может быть никотин-содержащим или не содержащим никотина, упакованной в проницаемый для слюны упаковочный материал, предназначенный для использования в полости рта.
На фиг. 3 схематично показан способ и устройство 17 для порционной упаковки пакетированного изделия из снаффа для использования в полости рта 1 по первому варианту осуществления настоящего изобретения. Полотно 19 упаковочного материала подается, например, от рулона, который является частью первого подающего блока 21, и продвигается посредством устройства 17 в направлении перемещения, которое совпадает с продольным направлением L полотна 19. Полотно 19 обладает планарной протяженностью, когда оно подается с первого подающего блока 21. Непрерывно подаваемый наполнитель 23, например, снафф, подается на продвигающееся полотно 19 упаковочного материала со второго подающего блока 25, чтобы непрерывно подаваемый наполнитель 23 был позиционирован поверх планарного полотна 19.
Устройство 17 дополнительно содержит ремень с вакуумными отверстиями (не показано). Вакуумные отверстия расположены под предполагаемым местоположением непрерывно подаваемого наполнителя 23. Вакуум используется для удержания наполнителя на месте и, таким образом, также для удержания полотна 19 упаковочного материала, на котором размещен наполнитель, в нужном положении. Ремень используется для продвижения полотна 19.
Кроме того далее по ходу способа полотно 19 продольно согнуто вдоль направления перемещения L в сгибающем блоке 27, чтобы участок полотна 19, например, половина его ширины, был позиционирован поверх непрерывно подаваемого наполнителя 23, тем самым, формируя два слоя упаковочного материала, которые должны быть соединены сваркой. Тем самым сформировано трубчатое полотно 33, которое охватывает непрерывно подаваемый наполнитель 23 в направлении перемещения. Первый подающий блок 21, второй подающий блок 25 и сгибающий блок 27 вместе образуют блок подачи для формирования трубчатого полотна 33.
Затем полотно 19 уплотняется продольно, т.е., уплотняется в продольном направлении, посредством блока 29 продольной сварки, формирующего продольное уплотнение 31. Тем самым, трубчатое полотно 33, охватывающее непрерывно подаваемый наполнитель 23 будет обеспечиваться с продольным уплотнением 31, продолжающимся в направлении перемещения полотна 19. Непрерывно подаваемый наполнитель 23 имеет сгиб полотна 19 на одной из боковых сторон и продольное уплотнение 31 на противоположной боковой стороне, см. также сгиб 15 и продольное уплотнение 13a на фиг. 1a и 1b. Блок 29 продольной сварки дополнительно описан далее.
Трубчатое полотно 33 разрезается в продольном направлении L, чтобы удалить упаковочный материал, расположенный снаружи от продольного уплотнения 31, т.е., по боковой стороне продольного уплотнения, не содержащей наполнителя. Этот ненужный упаковочный материал может быть отрезан, например, в виде полосок 35, и утилизирован. Следовательно, достаточно приварить только одну сторону продольного разреза в устройстве 17 по первому варианту осуществления. В показанном варианте осуществления и разрезание, и сварка выполняются блоком 29 продольной сварки и, следовательно, выполняются одновременно, но также возможно наличие отдельного блока продольного разрезания дальше по ходу способа от блока 29 продольной сварки.
На следующем этапе трубчатое полотно 33 поперечно уплотняется блоком 37 ультразвуковой сварки, который формирует поперечное уплотнение 39, продолжающееся в поперечном направлении T, перпендикулярном продольному направлению L и, таким образом, направлению перемещения. Во время или после поперечной сварки трубчатое полотно 33 разрезается в поперечном направлении T. В показанном варианте осуществления и разрезание, и сварка выполняются блоком 37 ультразвуковой сварки. Это дает порционную упаковку 1 с тремя уплотнениями 11a, 11b, 13a и сгибом 15, описанными выше в отношении фиг. 1a и 1b. Блок 37 ультразвуковой сварки для поперечного уплотнения также дополнительно описан далее.
На фиг. 4 схематично показан способ и устройство 17' для порционной упаковки пакетированного изделия из снаффа для использования в полости рта по второму варианту осуществления настоящего изобретения. Полотно 19' упаковочного материала подается, например, от рулона, который составляет часть первого подающего блока 21', и продвигается посредством устройства 17' в направлении перемещения. Непрерывно подаваемый наполнитель 23' подается на продвигающееся полотно 19' упаковочного материала из второго подающего блока 25' и позиционирован поверх полотна 19'. Далее, дополнительное полотно 39' из того же или другого упаковочного материала подается от третьего подающего блока 41' и позиционировано поверх непрерывно подаваемого наполнителя 23'.
Полотно 19' и дополнительное полотно 39' затем продольно уплотняются друг с другом (запечатываются) на одной из боковых сторон непрерывно подаваемого наполнителя 23' посредством блоков 29a', 29b' продольной сварки, формирующих продольные уплотнения 31a', 31b'. В результате трубчатое полотно 33', охватывающее непрерывно подаваемый наполнитель 23', предусмотрено с продольными уплотнениями 31a', 31b', продолжающимися в направлении перемещения. Непрерывно подаваемый наполнитель 23' обладает первым продольным уплотнением 31a' на одной боковой стороне и вторым продольным уплотнением 31b' на противоположной боковой стороне, см. также продольные уплотнения 13a', 13b' на фиг. 2a и 2b. Блоки 29a', 29b' продольной сварки дополнительно описаны далее.
Далее трубчатое полотно 33' поперечно уплотняется и разрезается блоком 37' ультразвуковой сварки соответствующим образом, описанным для фиг. 3. Это дает порционную упаковку 1' с четырьмя уплотнениями 11a', 11b', 13a', 13b', как указано выше в отношении фиг. 2a и 2b.
На фиг. 5 схематично показан способ и устройство 17'' для порционной упаковки пакетированного изделия из снаффа для использования в полости рта по третьему варианту осуществления настоящего изобретения. Оно обладает большинством особенностей, общих со вторым вариантом осуществления по фиг. 4, но на фиг. 5 вариант осуществления отличается тем, что полотно 19'' упаковочного материала достаточно широкое, чтобы изготовить несколько пакетированных изделий из снаффа, параллельных друг другу. В примере показаны два пакетированных изделия из снаффа, изготовленные параллельно, но также можно изготовить три, четыре, пять, шесть или более изделий из снаффа параллельно.
Несколько непрерывно подаваемых наполнителей 23a'', 23b'', здесь два, подаются параллельно друг другу на полотно 19'' упаковочного материала. Соответственно, как для фиг. 4, дополнительное полотно 39'' позиционировано поверх непрерывно подаваемого наполнителя 23a'', 23b''. Далее полотно 19'' и дополнительное полотно 39'' соединяются сваркой по обеим боковым сторонам соответствующего непрерывно подаваемого наполнителя 23a'', 23b'' первого 29a'', второго 29b'' и третьего 29c'' блоков продольной сварки, чтобы продольные уплотнения 31a'', 31b'', 31c'' были сформированы вдоль непрерывно подаваемого наполнителя 23a'', 23b''. Первый и третий сварочные блоки 29a'' и 29c'' аналогичны сварочным блокам второго варианта осуществления и, таким образом, предназначены для формирования продольных уплотнений 31a'' и 31c'' и для отрезания ненужного упаковочного материала в виде полосок, в то время как второй сварочный блок 29b'' предназначен для формирования продольного уплотнения 31b'' между прерывно подаваемыми наполнителями 23a'', 23b''. После продольного уплотнения каждый из непрерывно подаваемых наполнителей 23a'', 23b'' продольно охватывается тремя продольными уплотнениями 31a'', 31b'', 31c'', чтобы были сформированы два трубчатых полотна 33a'', 33b''.
Затем трубчатые полотна 33a'', 33b'' поперечно уплотняются и разрезаются блоком 37'' ультразвуковой сварки соответствующим образом, как для фиг. 3. Может быть по одному блоку ультразвуковой сварки для каждого трубчатого полотна 33a'', 33b'', или может быть общий блок 37'' ультразвуковой сварки для обоих полотен, как показано на чертеже. Это дает порционную упаковку 1a'', 1b'' с четырьмя уплотнениями 11a', 11b', 13a', 13b', как указано выше в отношении фиг. 2a и 2b.
Блоки 29, 29a', 29b', 29a'', 29b'', 29c'' продольной сварки, показанные на фиг. 3-5, содержат первый и второй сварочные компоненты, расположенные на противоположных сторонах трубчатого полотна 33, 33', 33'' для формирования зазора, через который может проходить трубчатое полотно 33, 33', 33''. Сварочные блоки также могут называться уплотняющими устройствами.
В показанных вариантах осуществления продольное уплотнение выполняется посредством ультразвуковой сварки. Тем самым, первым сварочным компонентом является сонотрод, а вторым сварочным компонентом является опора. Кроме того, блоки 29, 29a', 29b', 29a'', 29b'', 29c'' продольной сварки сочетают сварку и разрезание. Разрезание и сварка, тем самым, выполняются одновременно, на одном и том же этапе работы и геометрически друг около друга.
Блок 29 продольной сварки по первому варианту осуществления по фиг. 3 подходит для выполнения продольного уплотнения 31 по фиг. 3, продольных уплотнений 31a' и 31b' по фиг. 4 и наружных продольных уплотнений 31a'', 31c'' по фиг. 5, причем упаковочный материал, расположенный снаружи от продольного уплотнения, т.е., на боковой стороне уплотнения, где нет наполнителя, должен быть отрезан, например, в виде полосок 35, и утилизирован. Следовательно, достаточно выполнить сварку только на одной стороне разреза.
Блок 29 продольной сварки содержит опору 41 и сонотрод 43, см. фиг. 3. Сонотрод 43 предназначен для передачи ультразвуковой энергии и расположен противоположно опоре 41 для обеспечения прохождения трубчатого полотна 33 в зазор 45, сформированный между сонотродом 43 и опорой 41. Опора 41 и сонотрод 43 предназначены для одновременной сварки и разрезания упаковочного материала. Операция сварки используется для обеспечения трубчатого полотна 33 с одним или более продольными уплотнениями 31. Операция разрезания используется для разрезания упаковочного материала, например, для отделения избыточного упаковочного материала от продольного уплотнения в виде полосок 35. Трубчатое полотно 33 предназначено для продвижения в направлении перемещения L через зазор 45, в то время как опора 41 и сонотрод 43 в показанном варианте осуществления являются стационарными.
Сонотрод 43 содержит первую рабочую поверхность 47, и опора 41 содержит вторую рабочую поверхность 49, которая расположена противоположно первой рабочей поверхности 47. Первая рабочая поверхность 47 формирует конец сонотрода 43, обращенный к планарному продолжению трубчатого полотна 33, здесь, сверху. Вторая рабочая поверхность 49 формирует конец опоры 41, обращенный к планарному продолжению трубчатого полотна 33 от другой стороны трубчатого полотна 33, здесь, снизу.
Первая рабочая поверхность 47 сонотрода 43 содержит сварочную поверхность 51 и режущий край 53, ограничивающий край сварочной поверхности 51. Режущий край 53 расположен около участка первой рабочей поверхности 47, примыкающего к самому узкому участку зазора 45. Режущий край 53 предназначен для разрезания упаковочного материала. Вторая рабочая поверхность 49 плоская и по существу параллельна планарному продолжению трубчатого полотна 33. Сварочный блок 29 также может быть предусмотрен обратным образом, чтобы первая рабочая поверхность с режущим краем была заключена в опоре, а вторая рабочая поверхность - в сонотроде, или может быть режущий край и в опоре, и в сонотроде.
Направление протяженности режущего края 53 определяет первое направление D1 сонотрода 43. Поскольку сварочный блок 29 предназначен для обеспечения продольного уплотнения 33, первое направление D1 по существу совпадает с направлением перемещения, т.е., продольным направлением L полотна 19. Основное направление A сонотрода 43 определяет второе направление D2, которое перпендикулярно первому направлению D1. Третье направление D3 перпендикулярно и первому направлению D1, и второму направлению D2 и продолжается в поперечном направлении T полотна 19.
Сварочная поверхность 51 предполагает угол α от 60° до 90° по отношению к основному направлению A сонотрода 43, параллельному второму направлению D2, предпочтительно угол α составляет в диапазоне от 65° до 85°, более предпочтительно от 70° до 80°, наиболее предпочтительно от 73° до 78°. В показанном варианте осуществления угол α равен по существу 75°. Сварочная поверхность 51 продолжается по всей длине до режущего края 53, чтобы не было промежутка между сваркой и разрезанием, т.е., чтобы не было не соединенных сваркой участков, примыкающих к разрезу. Как упомянуто выше, вторая рабочая поверхность 49 не наклонена. Таким образом, предполагается угол 90° по отношению ко второму направлению D2.
Сварочная поверхность 51 содержит зону сварки, ограниченную с одной стороны режущим краем 53, причем в этой зоне опора 41 и сонотрод 43 расположены достаточно близко, чтобы они могли по меньшей мере частично расплавлять два слоя упаковочного материала и, тем самым, соединять их сваркой. Ширина зоны сварки в третьем направлении D3 представляет собой часть ширины сварочной поверхности 51 и зависит от характеристик сварочного блока, упаковочного материала и их взаимодействия. Примерами характеристик устройства являются углы рабочих поверхностей 47, 49 друг относительно друга, расстояние между рабочими поверхностями 47, 49, свойства материала опоры 41 и сонотрода 43, частота и энергия ультразвукового излучения сонотрода 43. Примерами характеристик упаковочного материала являются тип материала, точка плавления, толщина, шероховатость поверхности. Примерами характеристик взаимодействия являются ширина зазора по отношению к толщине упаковочного материала и давление, прикладываемое опорой 41 и сонотродом 43 при разрезании и сварке.
Чтобы снизить или предпочтительно устранить риск заедания полотна 19 в блоке 29 продольной сварки, сонотрод 43 и/или опора 41 могут обладать кривизной, продолжающейся в первом направлении D1, совпадающем с направлением перемещения полотна 19. Следовательно, первая и вторая рабочие поверхности 47, 49 закруглены при просмотре в направлении перемещения. Таким образом, сварочная поверхность 51 и режущий край 53 первой рабочей поверхности 47 закруглены. Режущий край 53 обладает первым радиусом кривизны R1 в диапазоне 4-80 мм, предпочтительно в диапазоне 5-50 мм, более предпочтительно в диапазоне 6-25 мм, например, примерно 10 мм. Кривизна сварочной поверхности 51 соответствует кривизне режущего края 53.
Что касается опоры 41, то основная часть опоры 41 обладает формой диска с круглым поперечным сечением. Вторая рабочая поверхность 49 обладает вторым радиусом кривизны R2 в диапазоне 4-80 мм, предпочтительно в диапазоне 5-50 мм, более предпочтительно в диапазоне 6-25 мм, например, примерно 15 мм. В показанном варианте осуществления опора 41 является стационарной при выполнении сварки и разрезания. Однако опора 41 является поворотной и может поворачиваться, когда блок 29 продольной сварки не используется для сварки. Опора 41 затем может поворачиваться на несколько градусов, чтобы другой участок периферии был обращен к сонотроду 43. Тем самым, износ второй рабочей поверхности 49 может быть распределен по периферии опоры 41. Кроме того, второй радиус кривизны R2 дает вклад в требуемый эффект снижения или предпочтительно устранения риска заедания полотна 19 в блоке 29 продольной сварки. В показанном варианте осуществления, в котором опора обладает круглым поперечным сечением, основное направление определяется, как диаметр, направленный к сонотроду 43.
Блоки 29a', 29b' продольной сварки по второму варианту осуществления и первый и третий блоки 29a'', 29c'' продольной сварки по третьему варианту осуществления, т.е., наружные блоки продольной сварки обладают большинством особенностей, общих с особенностями первого варианта осуществления. Следовательно, они могут выполнять сварку только на одной стороне разреза.
Однако существует отличие между сонотродом по второму варианту осуществления и сонотродом 43 по первому варианту осуществления: чтобы приблизить вплотную к трубчатому полотну сварочную поверхность, сонотрод 43a' наклонен на угол va' по отношению к планарному продолжению трубчатого полотна 33'. Угол va' составляет в диапазоне 60°-90°, предпочтительно 70°-90°, более предпочтительно 75°-85°. Угол 90° соответствует ориентации сварочного блока 29 по фиг. 3, т.е., вертикальной ориентации. Другой сонотрод 43b' также наклонен по отношению к планарному продолжению трубчатого полотна 33''. Угол составляет в диапазоне 60°-90°, предпочтительно 70°-90°, более предпочтительно 75°-85°. Обычно углы наклона одной и той же величины, но наклонены в противоположных направлениях, как показано на фиг. 4 и 5.
Вследствие этого вторая рабочая поверхность 49a' опоры больше не параллельна планарному продолжению трубчатого полотна 33'. Вместо этого вторая рабочая поверхность 49a' наклонена таким образом, чтобы она обладала относительной ориентацией к первой рабочей поверхности 47a', соответствующей ориентации первого варианта осуществления. В альтернативном варианте или дополнительно вся опора 41a' может быть наклонена по отношению к направлению перемещения.
За счет наклона блоков 29a', 29b' продольной сварки по второму варианту осуществления можно расположить их противоположно друг другу, чтобы продольные уплотнения 31a' и 31b' выполнялись одновременно. Однако также возможно использовать эти сварочные блоки аналогично блоку по фиг. 3 и разместить один после другого вдоль направления перемещения.
Второй блок 29b'' продольной сварки по третьему варианту осуществления подходит для выполнения продольного уплотнения 31b'' по фиг. 5, причем наполнитель имеется на обеих сторонах уплотнения. Следовательно, предпочтительно выполнять сварку на обеих сторонах разреза. Блок продольной сварки этого типа также может быть использован для выполнения продольного уплотнения 31 по фиг. 3, продольных уплотнений 33a' и 33b' по фиг. 4 и наружных продольных уплотнений 33a'', 33c'' по фиг. 5. В этом случае также по меньшей мере часть полосок 35, расположенных снаружи от продольного уплотнения, соединяются друг с другом посредством сварки. Прочность комбинированной краевой полоски выше, чем обычно, если две краевые полоски удалять по отдельности, т.е., не сваривать друг с другом.
Первая рабочая поверхность 47b'' сонотрода 43b'' содержит первую сварочную поверхность 51b'', вторую сварочную поверхность 52b'' и режущий край 53'', который расположен между сварочными поверхностями 51b'', 52b''. Поскольку имеются сварочные поверхности 51b'', 52b'' на обеих сторонах режущего края 53'', разрез будет расположен в пределах продольного уплотнения 31b'', чтобы оба трубчатых полотна 31a'' и 31b'' обладали соответствующим продольным уплотнением после выполнения продольного разрезания.
Первая сварочная поверхность 51b'' подразумевает угол α'' от 60° до 90° по отношению к основному направлению A'' сонотрода 43b'', предпочтительно угол α'' составляет в диапазоне от 65° до 85°, более предпочтительно от 70° до 80°, наиболее предпочтительно от 73° до 78°. В показанном варианте осуществления, угол α'' составляет по существу 75°. Вторая сварочная поверхность 52b'' подразумевает угол β'' от 60° до 90° по отношению к основному направлению A'' сонотрода 43, предпочтительно угол β'' составляет в диапазоне от 65° до 85°, более предпочтительно от 70° до 80°, наиболее предпочтительно от 73° до 78°. В показанном варианте осуществления угол β'' составляет по существу 75°. Предпочтительно углы α'', β'' одной и той же величины, но ориентированы в противоположных направлениях. Сварочные поверхности 51b'', 52b'' продолжаются по всей длине режущего края 53'', чтобы не было промежутка между сварочным швом и разрезом, т.е., не было не соединенных сваркой участков, примыкающих к разрезу. Вторая рабочая поверхность 49 опоры не наклонена и, следовательно, параллельна планарному продолжению полотна 19''. Сварочные поверхности 51b'', 52b'' содержат соответствующую зону сварки, совпадающую с зоной сонотрода 43 по первому варианту осуществления.
Показанные блоки продольной сварки обладают сварочными поверхностями и режущим краем в сонотроде, но они также могут быть предусмотрены противоположным образом, чтобы первая рабочая поверхность с режущим краем принадлежала опоре, а вторая рабочая поверхность - сонотроду, или режущий край мог быть и в опоре, и в сонотроде. Кроме того, даже если показанные варианты осуществления описывают обеспечение продольного уплотнения ультразвуковой сваркой, также возможна сварка при термическом расплавлении.
В качестве альтернативы стационарному блоку продольной сварки показанных вариантов осуществления по фиг. 5, опора и/или сонотрод могут поворачиваться таким образом, чтобы скорость по периферии была той же самой, что и скорость полотна. Опора и/или сонотрод также могут содержать поворотный диск, чтобы периферийная поверхность содержала или состояла из рабочих поверхностей, соответствующих рабочим поверхностям, описанным выше, например, чтобы одна и та же рабочая поверхность могла выполнять и разрезание, и сварку.
Блок 37 ультразвуковой сварки для поперечного уплотнения предусмотрен соответствующим образом для трех показанных вариантов осуществления. Сонотрод 55 расположен над трубчатым полотном 33, и опора 57 расположена под трубчатым полотном 33 противоположно сонотроду 55. Опора 57 содержит первую рабочую поверхность 59, и сонотрод 55 содержит вторую рабочую поверхность 61, которая расположена противоположно первой рабочей поверхности 59.
Первая рабочая поверхность 59 содержит первую сварочную поверхность 63, вторую сварочную поверхность 65 и режущий край 67, который расположен между сварочными поверхностями 63, 65. Поскольку имеются сварочные поверхности 63, 65 на обеих сторонах от режущего края 67, разрез будет расположен в пределах сварочного шва. Режущий край 67 расположен у участка первой рабочей поверхности 59, примыкающего к самому узкому участку зазора. Режущий край 67 предназначен для разрезания упаковочного материала. Вторая рабочая поверхность 61 плоская и по существу параллельна планарному продолжению полотна 19. Сварочный блок 37 также может быть предусмотрен противоположным образом, чтобы первая рабочая поверхность с режущим краем была заключена в сонотроде, а вторая рабочая поверхность - в опоре, или может быть режущий край и в опоре, и сонотроде. Поскольку сварочный блок 37 предназначен для обеспечения поперечного уплотнения 39, режущий край 67 продолжается в поперечном направлении T, перпендикулярном направлению перемещения.
Первая сварочная поверхность 63 подразумевает угол γ от 60° до 90° по отношению к основному направлению сонотрода 55, предпочтительно угол γ составляет в диапазоне от 65° до 85°, более предпочтительно от 70° до 80°, наиболее предпочтительно от 73° до 78°. В показанном варианте осуществления угол γ составляет примерно 75°. Вторая сварочная поверхность 65 предполагает угол δ от 60° до 90° по отношению к основному направлению B сонотрода 55, предпочтительно угол δ составляет в диапазоне от 65° до 85°, более предпочтительно от 70° до 80°, наиболее предпочтительно от 73° до 78°. В показанном варианте осуществления, угол δ составляет примерно 75°. Предпочтительно углы γ, δ одной и той же величины, но ориентированы в противоположных направлениях. Сварочные поверхности 63, 65 продолжаются по всей длине режущего края 67, чтобы не было промежутка между сварным швам и разрезом, т.е., не было не соединенных сваркой участков, примыкающих к разрезу. Сварочные поверхности 63, 65 содержат соответствующую зону сварки, соответствующую зоне сонотрода 43 по первому варианту осуществления.
Блок 37 поперечной сварки может быть смещен возвратно-поступательным образом, например, по меньшей мере одно из сонотрода 55 или опоры 57 может быть предназначено для смещения возвратно-поступательным образом по отношению к другому из сонотрода 55 или опоры 57 и, таким образом, относительно трубчатого полотна 33, предпочтительно и сонотрод 55, и опора 57 предназначены для смещения в противоположных направлениях возвратно-поступательного движения. Это может быть использовано при выполнении поперечного уплотнения, чтобы поперечное уплотнение было сформировано с зазором, охватывающим по окружности трубчатое полотно 33. Зазор затем временно расширяется, обеспечения проход трубчатого полотна во временный более широкий зазор, пока не наступит момент формирования следующего поперечного уплотнения.
Кроме того или дополнительно сонотрод 55 и опора 57 могут быть смещены в направлении перемещения вместе с трубчатым полотном 33 во время формирования поперечного уплотнения.
Предпочтительно сонотрод 55 и опора 57 сочетают эти перемещения, чтобы они перемещались по соответствующему прямоугольному пути 69, 71, схематично показанному на фиг. 3. Первый участок пути параллелен и примыкает к трубчатому полотну 33 и представляет формирование поперечного уплотнения 39, второй участок соответствует перемещению сонотрода 55/ опоры 57 от трубчатого полотна 33, третий участок соответствует переводу сонотрода 55/ опоры 57 назад выше по ходу способа, и четвертый участок соответствует переводу сонотрода 55/ опоры 57 в контакт с трубчатым полотном 33 также для формирования следующего поперечного уплотнения 39.
Формирование поперечного уплотнения может включать
b1) приложение давления к трубчатому полотну 33 в зоне 73, соответствующей предполагаемому местоположению одного поперечного уплотнения 39, тем самым, перемещая по меньшей мере одну порцию наполнителя из зоны 73, а затем
b2) ультразвуковую сварку, в то время как давление остается приложенным в этой зоне 73.
На этапе b1) наклонные сварочные поверхности 63, 65 могут быть использованы для содействия перемещению наполнителя из этой зоны.
Предпочтительно, чтобы ширина первой рабочей поверхности 59, при присмотре в направлении перемещения, была небольшой, например, в диапазоне от 0,2 до 4 мм, предпочтительно в диапазоне от 0,4 до 3 мм, более предпочтительно в диапазоне от 0,6 до 2 мм, наиболее предпочтительно в диапазоне от 0,8 до 1,5 мм. Соответственно, также предпочтительно, чтобы ширина второй рабочей поверхности 61 при просмотре в направлении перемещения была небольшой, например, в диапазоне от 0,2 до 4 мм, предпочтительно в диапазоне от 0,4 до 3 мм, более предпочтительно в диапазоне от 0,6 до 2 мм, наиболее предпочтительно в диапазоне от 0,8 до 1,5 мм.
Наполнитель, который расположен в зоне 73 до приложения давления, затем в большей или меньшей степени удаляется из зоны 73 на этапе b1). Наполнитель может быть выдавлен назад и/или вперед при просмотре в направлении перемещения. Затем может быть предпочтительно, чтобы было достаточно свободного пространства сбоку от непрерывно подаваемого наполнителя 23 для обеспечения наполнителя за или перед поперечным уплотнением 39 для перемещения в поперечном направлении T. В альтернативном варианте или дополнительно непрерывно подаваемый наполнитель 23 может быть упакован рыхло, чтобы он мог быть сжат локально, когда наполнитель выдавливается из зоны 73.
Чтобы способствовать разделению трубчатого полотна 33 при поперечном разрезе, устройство 17 дополнительно может включать вытягивающий блок, не показан, например, захват между двумя вальцами, предназначенный для вытягивания пакетированного изделия в направлении перемещения. Тем самым, трубчатое полотно 33 натягивается контролируемым образом, чтобы проще было отделить одно пакетированное изделие от следующего пакетированного изделия. Расстояние между захватом и режущим краем предпочтительно примерно соответствует протяженности пакетированного изделия в направлении перемещения. Следовательно, если устройство 17 используется для изготовления порционно упакованных пакетированных изделий из снаффа для использования в полости рта разного размера, расстояние предпочтительно регулируется.
Чтобы можно было тянуть пакетированное изделие 1, наполненное порцией 3 наполнителя без разрыва пакетированного изделия 1 в захвате, по меньшей мере один из вальцов может быть предусмотрен с несколькими гребнями, обладающими промежутками между ними. Гребни будут способствовать натяжению пакетированного изделия 1, в то время как промежутки обеспечат пространство для наполнителя. Тем самым, можно протянуть пакетированное изделие 1 через захват без его разрыва. Имеются по меньшей мере два гребня. Другой валец захвата может быть плоским или также содержать гребни.
На фиг. 6 показан альтернативный блок 201 ультразвуковой сварки для формирования поперечных уплотнений, содержащий сонотрод 203 и опору 205. Альтернативный сварочный блок был бы полезен в любом из показанных вариантов осуществления. Сонотрод 203 содержит поворотный диск. Также опора 205 содержит поворотный диск. Поворотные диски поворачиваются таким образом, чтобы их скорости по периферии были подобраны для скорости продвигающегося трубчатого полотна. Зазор 209 сформирован между сонотродом 203 и опорой 205, через этот зазор 209 проходит трубчатое полотно с обернутым наполнителем. Поскольку уплотнение должно быть выполнено в поперечном направлении, рабочая поверхность 211 сонотрода 203 расположена по периметру сонотрода 203 и продолжается в осевом направлении поворотного диска. Сонотрод 203 содержит одну или более первых рабочих поверхностей 211, в показанном варианте осуществления семь, которые равномерно распределены в направлении по периферии, чтобы расстояние между двумя режущими краями 215 соответствовало продольной протяженности l пакетированного изделия, см. фиг. 1a.
Соответственно, вторые рабочие поверхности 217 опоры 205 расположены по периметру 213 опоры 205 и продолжаются в осевом направлении. Вторые рабочие поверхности 217 опоры 205, которые аналогичны показанной на фиг. 3 для сонотрода 55, равномерно распределены в направлении по периферии опоры 205, чтобы расстояние между двумя вторыми рабочими поверхностями 217 соответствовало продольной протяженности l пакетированного изделия. В качестве альтернативного варианта осуществления рабочие поверхности, содержащие режущие края, вместо этого могут быть расположены у опоры 205, или и у опоры 205, и у сонотрода 203.
При описанном в настоящем документе способе и устройстве, размер пакетированного изделия из снаффа может быть выбран в соответствии с предпочтениями. Путем регулировки времени между формированием одного поперечного уплотнения и формированием следующего поперечного уплотнения по отношению к скорости трубчатого полотна 33, расстояние между поперечным уплотнением может быть выбрано предпочтительным образом. Следовательно, легко получить требуемую длину l пакетированного изделия 1, 1'. За счет регулировки ширины полотна 19, ширины полосок 35 и/или расстояния между блоками 29a', 29b', 29a'', 29b'', 29c'' продольной сварки, ширину w пакетированного изделия 1, 1' можно выбрать требуемым образом.
Даже если показанные варианты осуществления обнаруживают, что полотно продвигается горизонтально через описанное в настоящем документе устройство, также возможно, чтобы продвигающееся полотно обладало другой ориентацией, такой как наклон под некоторым углом в диапазоне 0°-90°, или вертикальной.
Кроме того, возможна модификация настоящего изобретения в рамках объема заявленной формулы изобретения. При этом настоящее изобретение не следует рассматривать, как ограниченное вариантами осуществления и чертежами, описанными в настоящем документе. Полный объем настоящего изобретения должен определяться заявленной формулой изобретения со ссылкой на описание и чертежи.
Реферат
Группа изобретений относится к области упаковки. Способ порционной упаковки пакетированного изделия из снаффа для использования в полости рта включает a) подачу и продвижение трубчатого полотна упаковочного материала, охватывающего непрерывно подаваемый наполнитель, в направлении перемещения; b) формирование поперечных уплотнений в трубчатом полотне поперек непрерывно подаваемого наполнителя посредством ультразвуковой сварки при помощи блока ультразвуковой сварки, выполненного с возможностью осуществления одновременной поперечной сварки и разрезания трубчатого полотна, причем поперечные уплотнения продолжаются в поперечном направлении, перпендикулярном направлению перемещения; c) разрезание трубчатого полотна посредством режущего края, содержащегося в блоке сварки; разрезание на этапе выполняют в области сварки поперечного уплотнения; этап с) выполняют во время выполнения этапа b); блок сварки содержит единую рабочую поверхность, выполняющую поперечную сварку и разрезание. Устройство для порционной упаковки пакетированного изделия из снаффа для использования в полости рта содержит один или более блоков подачи для подачи и продвижения трубчатого полотна упаковочного материала, охватывающего непрерывно подаваемый наполнитель, в направлении перемещения и блок ультразвуковой сварки для формирования поперечных уплотнений в трубчатом полотне поперек непрерывно подаваемого наполнителя. Блок сварки содержит режущий край и выполнен с возможностью осуществления одновременной поперечной сварки и разрезания трубчатого полотна. Блок сварки содержит единую рабочую поверхность, выполняющую поперечную сварку и разрезание. Обеспечивается повышение скорости производства пакетированного изделия из снаффа для использования в полости рта. 2 н. и 23 з.п. ф-лы, 8 ил.
Комментарии