Способ и устройство для изготовления композитных листов - RU2756467C2
Код документа: RU2756467C2
Чертежи



Описание
Область техники
Настоящее изобретение относится к способам изготовления композитных листов и устройствам для изготовления композитных листов.
Уровень техники
Известные впитывающие изделия, такие как одноразовые подгузники и гигиенические прокладки, включают верхний слой с выступами и углублениями на стороне, которая соприкасается с телом пользователя.
Предлагается композитный лист, содержащий первый лист и второй лист, которые соединены способом термосплавления в большом числе мест соединения, полученных сплавлением, и первый лист обладает выступами, выступающими с противоположной стороны относительно второго листа в местах, не совпадающих с местами соединения сплавлением. Такой композитный лист обладает выступами и углублениями на поверхности и, таким образом, может обеспечивать комфортное ощущение для кожи при использовании и предотвращать распространение жидкости.
Композитный лист со сквозными отверстиями в местах сплавления также позволяет улучшить свойства капиллярности и подобное (см. патентные документы 1 и 2). В патентном документе 2 предлагается способ формирования таких мест термосплавления со сквозными отверстиями. Для этого валкы снабжены выступами и углублениями на поверхности, а также небольшими шипами на верхней стороне выступов для формирования отверстий в композитном листе, чтобы небольшие шипы отличались по высоте от окружающих участков выступов. Два листа для композитного листа зажимаются между этими небольшими шипами и опорным роликом и нагреваются для формирования мест термосплавления с отверстиями.
Список ссылок
Патентные документы
Патентный документ 1: JP 2006-175688 A
Патентный документ 2: JP 2006-175689 A
Сущность изобретения
В настоящем изобретении предлагается способ изготовления композитного листа, содержащего большое количество мест термосплавления, в котором первый лист и второй лист соединяют термосплавлением, первый лист с выступами, выступающими к противоположной стороне второго листа по меньшей мере частично в местах, отличающихся от мест соединения сплавлением. Способ включает этап формирования рельефа с введением первого листа в зацепляющую часть первого валка (или ролика) и второго валка, каждый из которых обладает выступами и углублениями, сцепляющимися друг с другом на периферийных поверхностях, при этом и первый и второй валкы вращаются, чтобы деформировать первый лист для образования углублений и выступов; этап наложения с транспортировкой деформированного первого листа с углублениями и выступами, при этом первый лист удерживается на первом валке, и с наложением второго листа на транспортируемый первый лист; и этап ультразвуковой обработки первого и второго листов, зажатых между выступами первого валка и ультразвуковым волноводом устройства ультразвуковой сварки, для приложения ультразвуковых вибраций к листам. В процессе ультразвуковой сварки формируются соединения сплавлением со сквозными отверстиями при приложении ультразвуковых вибраций.
В настоящем изобретении также предлагается устройство для изготовления композитного листа, содержащего большое количество соединений сплавлением, в которых первый лист и второй лист соединены сплавлением, первый лист с выступами, выступающими к противоположной стороне второго листа по меньшей мере частично в местах, отличающихся от мест соединения сплавлением. Устройство содержит узел формирования рельефа, содержащий первый валок и второй валок, которые оба обладают выступами и углублениями, сцепленными друг с другом на периферийных поверхностях, узел формирования рельефа предназначен для деформации первого листа, введенного в участок сцепления первого и второго валков для получения углублений и выступов; и узел ультразвуковой обработки, содержащий устройство ультразвуковой сварки и предназначенный для наложения второго листа с деформированным первым листом с углублениями и выступами и зажима первого и второго листов между выступами первого валка и ультразвуковым волноводом устройства ультразвуковой сварки для частичного приложения ультразвуковых вибраций к листам и формирования соединений сплавлением со сквозными отверстиями.
Краткое описание чертежей
На фиг. 1 показан вид в перспективе основной части композитного листа в качестве примера, изготовленного по способу или посредством устройства для изготовления композитного листа по настоящему изобретению.
На фиг. 2 показан увеличенный вид в плане композитного листа по фиг. 1 при просмотре со стороны первого листа.
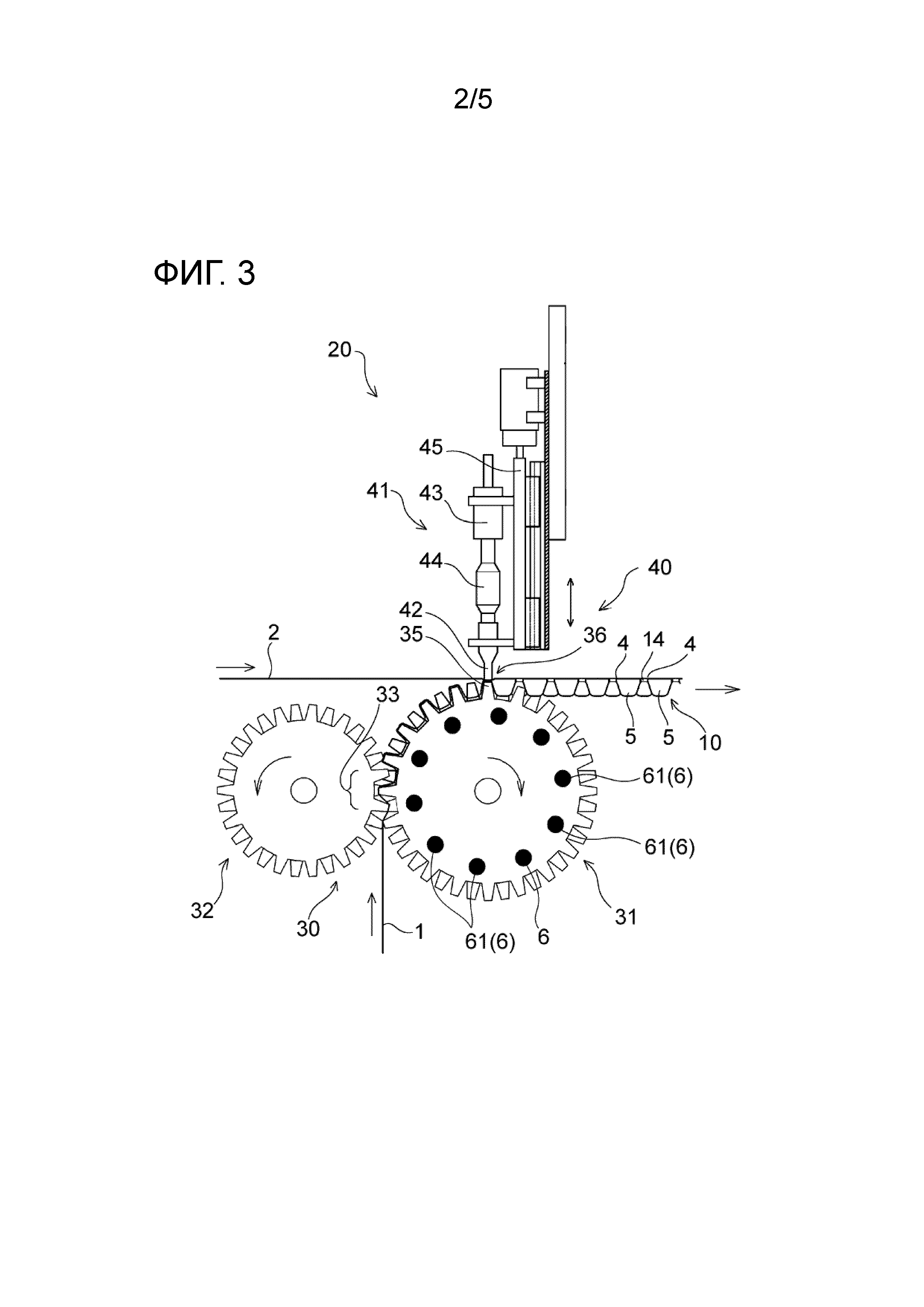
На фиг. 3 схематично показан способ изготовления композитного листа по настоящему изобретению, который является первым вариантом осуществления, и устройство для изготовления композитного листа по настоящему изобретению, которое является первым вариантом осуществления.
На фиг. 4 показан увеличенный вид в перспективе основной части первого валка по фиг. 3.
На фиг. 5 показана основная часть устройства ультразвуковой сварки по фиг. 3 при просмотре слева по фиг. 3.
На фиг. 6 показан способ изготовления композитного листа по настоящему изобретению, который является вторым вариантом осуществления, и основная часть устройства для изготовления композитного листа по настоящему изобретению, которая является вторым вариантом осуществления.
На фиг. 7 показан способ изготовления композитного листа по настоящему изобретению, который является третьим вариантом осуществления, и основная часть устройства для изготовления композитного листа по настоящему изобретению, которая является третьим вариантом осуществления.
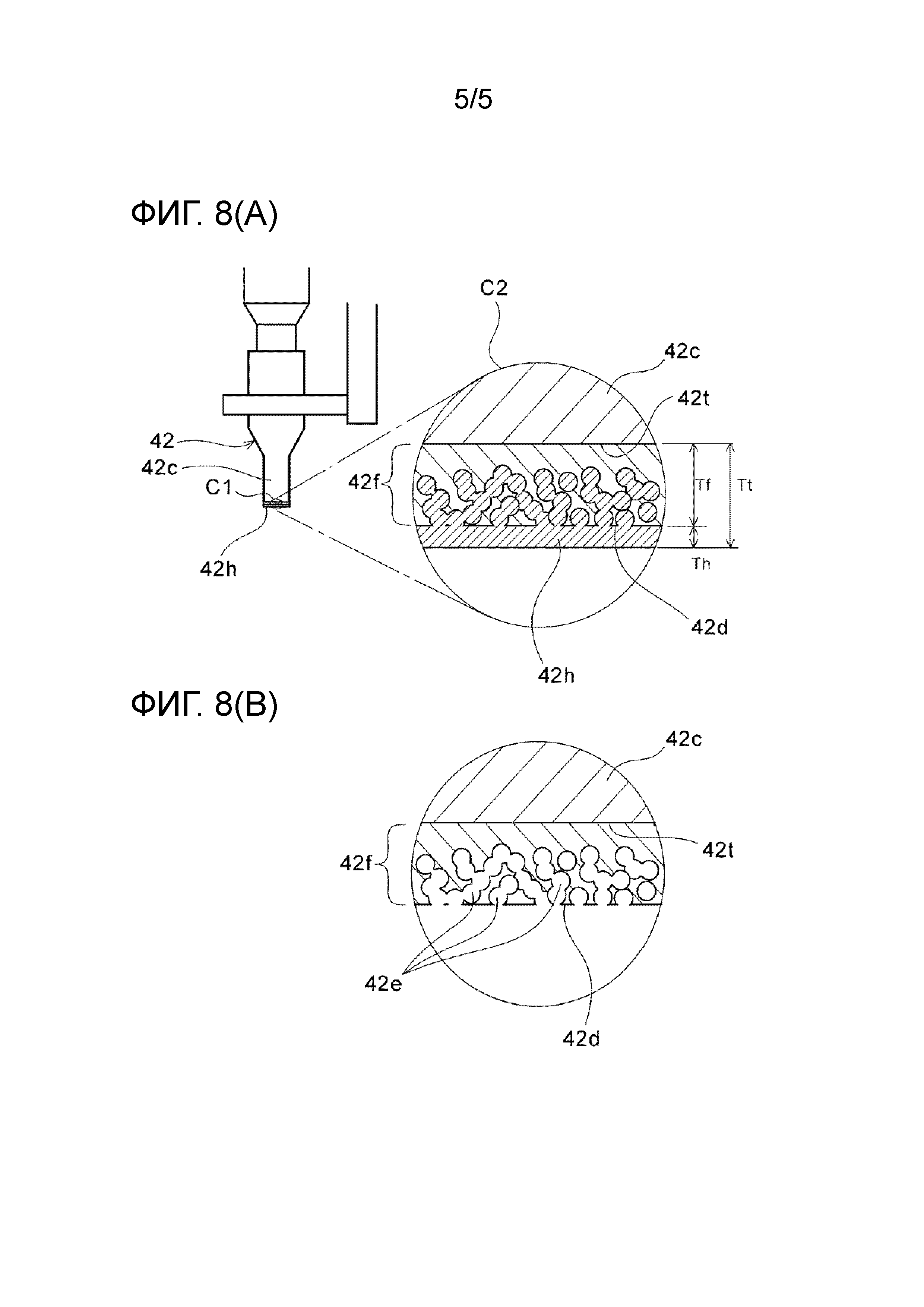
На фиг. 8(a) показан другой пример ультразвукового волновода, содержащего слой синтетической смолы со свойством аккумулирования тепла в части удаленного конца, и на фиг. 8(b) показано состояние, когда только соединительный слой сформирован посредством термического напыления покрытий на поверхности удаленного конца основной части ультразвукового волновода, изготовленной из металла, такого как титановый сплав.
Подробное описание
Когда соединения сплавлением и сквозные отверстия композитного листа по отдельности формируются при изготовлении композитного листа, полученные соединения сплавлением и сквозные отверстия могут сместиться. Способ, предложенный в патентном документе 2, для обеспечения небольших шипов на верхней поверхности выступов также оставляет пространство для улучшения, поскольку небольшие шипы на верхней поверхности выступов легко изнашиваются, и, таким образом, велики затраты на обслуживание.
Следовательно, настоящее изобретение относится к способу изготовления композитного листа и устройству для изготовления композитного листа, которые позволяют решить проблемы обычных способов.
Как показано на чертежах, далее описано настоящее изобретение, основанное на его предпочтительных вариантах осуществления.
Как показано на фиг. 1, далее описан композитный лист, который изготавливается по способу изготовления композитного листа или посредством устройства для изготовления композитного листа по настоящему изобретению.
Композитный лист 10 по фиг. 1 является примером композитного листа, изготовленного по способу изготовления композитного листа или посредством устройства для изготовления композитного листа по настоящему изобретению. Как показано на фиг. 1, композитный лист содержит большое количество соединений 4 сплавлением, в которых первый лист 1 и второй лист 2 соединены сплавлением, и по меньшей мере часть первого листа 1, помимо соединений 4 сплавлением, образует выступы 5, выступающие к противоположной стороне второго листа 2.
Композитный лист 10 предпочтительно используется, например, в качестве верхнего слоя впитывающего изделия. Для использования в качестве верхнего слоя впитывающего изделия первый лист 1 образует одну из поверхностей верхнего слоя, которая обращена к коже пользователя (далее в настоящем документе упоминается, как обращенная к коже сторона), в то время как второй лист 2 образует другую поверхность, которая обращена к впитывающему элементу (не обращенная к коже сторона) при использовании.
Выступы 5 и соединения 4 сплавлением расположены поочередно, создавая линию в направлении X по фиг. 1, которая представляет собой одно направление, параллельное плоскости композитного листа 10. Такие линии чередующихся выступов и соединений сплавлением размещены в несколько рядов в направлении Y по фиг. 1, которое параллельно плоскости композитного листа 10 и перпендикулярно первому направлению. Выступы 5 и соединения 4 сплавлением соседних линий, соответственно, не совпадают в направлении X. Более конкретно, их положение смещено на половину шага в направлении X.
Направление Y композитного листа 10 соответствует направлению перемещения листа (MD, направление движения в устройстве) при изготовлении, и направление X соответствует направлению (CD), перпендикулярному направлению движения листа при изготовлении.
Каждый из первого листа 1 и второго листа 2 содержит листовой материал. В качестве листового материала могут быть использованы волокнистые листы, такие как нетканое полотно, тканое полотно и трикотажное полотно и пленки. Из них предпочтительно используется волокнистый лист, например, из-за комфортного ощущения кожи, и более предпочтительно используется нетканое полотно. Листовые материалы первого листа 1 и второго листа 2 могут быть одного и того же или разных типов.
Когда нетканое полотно используется для листовых материалов первого листа 1 и второго листа 2, примеры нетканого полотна включают пропускающее воздух нетканое полотно, нетканое полотно фильерного способа производства, нетканое полотно, полученное путем скрепления волокон струями воды, нетканое полотно, полученное аэродинамическим способом из расплава, нетканое полотно, полученное посредством полимерной связки волокон, и иглопробивное нетканое полотно. Также может быть использован, например, многослойный материал, содержащий два или более типов из этих нетканых полотен, или многослойный материал, содержащий комбинацию этих нетканых полотен и пленку. Масса на единицу площади нетканого полотна, используемого для листовых материалов первого листа 1 и второго листа 2, предпочтительно составляет 10 г/м2 или более и более предпочтительно 15 г/м2 или более, предпочтительно 40 г/м2 или менее и более предпочтительно 35 г/м2 или менее. Масса на единицу площади нетканого полотна предпочтительно составляет 10 г/м2 или более и 40 г/м2 или менее и более предпочтительно 15 г/м2 или более и 35 г/м2 или менее.
Волокна нетканого полотна могут включать различные типы термопластичных смол. Предпочтительно листовой материал помимо нетканого полотна также содержит волокна и смолы, изготовленные из различных типов термопластичных смол.
Термопластичные смолы включают полиолефины, такие как полиэтилен, полипропилен и полибутен, сложные полиэфиры, такие как полиэтилентерефталат и полибутилентерефталат, полиамиды, такие как нейлон 6 и нейлон 66, полиакриловую кислоту, эфиры акриловой и метакриловой кислот, поливинилхлорид и поливинилиденхлорид. Может быть использован один тип этих смол отдельно или смесь двух или более типов этих смол. Также могут быть использованы композитные волокна в компоновке типа ядро-оболочка или бок-о-бок.
Как показано на фиг. 1, композитный лист 10 обладает большим количеством углублений 3, окруженных выступами 5 и в направлении X, и в направлении Y на поверхности первого листа 1. Каждое из углублений 3 содержит соединение 4 сплавлением внизу, и соединение сплавлением обладает сквозным отверстием 14. При просмотре в целом, композитный лист 10 является неровным на поверхности первого листа 1, который содержит углубления 3 и выступы 5 и является волнистым, и на поверхности второго листа 2 композитный лист 10 является плоским или является по существу плоской поверхностью, которая менее волнистая, чем поверхность первого листа 1.
Как показано на фиг. 2, каждое из соединений 4 сплавлением композитного листа 10 обладает по существу прямоугольной формой на виде в плане, которая является вытянутой в направлении Y, и внутри содержит сквозное отверстие 14, которое обладает по существу прямоугольной формой на виде в плане. Другими словами, каждое из соединения 4 сплавлением обладает кольцевой формой, окружающей соответствующее сквозное отверстие 14. Предпочтительно только одно сквозное отверстие 14 сформировано у одного соединения 4 сплавлением, и оно сформировано у соответствующего положения, которое обладает заранее определенным взаимным расположением с соединением 4 сплавлением. Сквозное отверстие 14 может обладать формой на виде в плане, которая аналогична форме соединения 4 сплавлением у наружной периферии или может не обладать аналогичной формой. Предпочтительно сквозное отверстие обладает формой на виде в плане, аналогичной форме соединения сплавлением у наружной периферии.
В соединениях 4 сплавлением смола со свойством термоадгезивности приводит к плавлению по меньшей мере одного из первого листа 1 и второго листа 2, а затем отверждается, тем самым, первый лист 1 и второй лист 2 сплавляются. Когда первый лист 1 и второй лист 2 представляют собой волокнистые листы, такие как нетканое полотно, волокна первого листа 1 и второго листа 2 предпочтительно расплавляются или вдавливаются в расплавленную смолу в местах соединения 4 сплавлением, чтобы волокна нельзя было увидеть, т.е., листы выглядят, как пленки.
Далее предлагается первый вариант осуществления способа изготовления композитного листа по настоящему изобретению.
В первом варианте осуществления композитный лист 10, как указано выше, изготавливается с помощью устройства 20 для изготовления композитного листа, который является первым вариантом осуществления, показанным на фиг. 3.
Как показано на фиг. 3, устройство 20 для изготовления композитного листа включает: узел 30 формирования рельефа, узел 40 ультразвуковой обработки и устройство 6 предварительного подогрева для предварительного подогрева листа до заранее определенной температуры перед приложением ультразвуковых вибраций.
Как показано на фиг. 3, узел 30 формирования рельефа содержит первый и второй валкы 31 и 32 с выступами и углублениями, сцепляющимися друг с другом на их периферийных поверхностях. При вращении этих валков 31 и 32, первый лист 1 вводится в участок 33 сцепления этих валков 31 и 32, чтобы деформировать первый лист 1 с целью получения углублений и выступов, повторяющих углубления и выступы первого валка 31 на его периферийной поверхности.
На фиг. 4 показан увеличенный вид в перспективе основной части первого валка 31. На фиг. 4 показан частичный вид периферийной поверхности первого валка 31.
Первый валок 31 представляет собой сборку из нескольких прямозубых шестерней 31a, 31b, чтобы создать форму валка, и каждая шестерня обладает заданной шириной зубьев. Зубья этих шестерней образуют выступы 35 первого валка 31 на периферийной поверхности, и верхняя поверхность 35c каждого выступа 35 образует оказывающую давление поверхность для сжатия первого и второго листов 1 и 2 в качестве заготовок для соединения вместе с поверхностью 42t на удаленном конце ультразвукового волновода 42 устройства 41 ультразвуковой сварки, описанного далее.
Ширина зубца (длина зубца в осевом направлении) каждой шестерни определяет размер выступов 5 композитного листа 10 в направлении X, и толщина зубца (длина зубца в направлении вращения) каждой шестерни определяет размер выступов 5 композитного листа 10 в направлении Y. Примыкающие шестерни собраны таким образом, что их зубцы смещены на половину шага. В результате этого первый валок 31 обладает выступами и углублениями на его периферийной поверхности. В настоящем варианте осуществления верхняя поверхность 35c каждого выступа 35 представляет собой прямоугольник с длинной стороной вдоль направления вращения первого валка 31 и короткой стороной вдоль осевого направления первого валка 31. Такая форма верхней поверхности 35c, которая длиннее в направлении вращения, предпочтительна, поскольку она позволяет увеличить время, когда один из выступов 35 первого валка 31 контактирует с поверхностью 42t на удаленном конце ультразвукового волновода 42 и, таким образом, позволяет легко повысить температуру.
Дно впадины каждой шестерни первого валка 31 соответствует углублениям на периферийной поверхности первого валка 31. Дно впадины каждой шестерни содержит всасывающие отверстия 34 внизу. Всасывающие отверстия 34 ведут к источнику всасывания (не показан), такому как воздуходувка или вакуумный насос, и управление ими осуществляется таким образом, чтобы всасывание выполнялось от зацепляющей части 33 первого валка 31 и второго валка 32 к месту, где соединяются первый лист 1 и второй лист 2. При такой компоновке деформированный первый лист 1 с углублениями и выступами за счет сцепления между первым валком 31 и вторым валком 32 остается деформированным с формой, повторяющей углубления и выступы первого валка 31 благодаря силе всасывания от всасывающих отверстий 34, пока он не достигнет места, где соединяются первый лист 1 и второй лист 2, и узел 36 применения устройства ультразвуковой сварки для приложения ультразвуковых вибраций.
Как показано на фиг. 4, в этом случае примыкающие шестерни предпочтительно смонтированы с заранее определенным зазором G между ними, чтобы первый лист 1 был деформирован с повторением формы на периферийной поверхности первого валка 31 без наложения чрезмерного растягивающего усилия или эффекта разрезания зацепляющей части 33 этих валков 31 и 32 в отношении первого листа 1.
Второй валок 32 содержит углубления и выступы на периферийной поверхности для сцепления с углублениями и выступами на периферийной поверхности первого валка 31. Второй валок 32 обладает конструкцией, аналогичной первому валку 31, за исключением того, что второй валок не содержит всасывающих отверстий 34. При вращении первого и второго валков 31 и 32 со взаимно сцепляющимися углублениями и выступами, первый лист 1 вводится в зацепляющую часть 33 этих валков 31 и 32, тем самым, первый лист 1 может быть деформирован для появления углублений и выступов. У зацепляющей части 33 выступы второго валка 32 толкают первый лист 1 в нескольких местах в углубления на периферийной поверхности первого валка 31, чтобы эти проталкиваемые части образовывали выступы 5 полученного композитного листа 10. В то время как второй валок 32 содержит несколько выступов на периферийной поверхности для введения в углубления первого валка 31, второй валок 32 необязательно содержит выступы, соответствующие всем углублениям на первом валке 31.
Как показано на фиг. 3, узел 40 ультразвуковой обработки содержит устройство 41 ультразвуковой сварки с ультразвуковым волноводом 42. После наложения второго листа 2 на деформированный первый лист 1 с углублениями и выступами, узел ультразвуковой обработки зажимает эти листы между выступами первого валка 31 и ультразвуковым волноводом 42 и прикладывает ультразвуковые вибрации частично для формирования соединения 4 сплавлением со сквозным отверстием 14.
Как показано на фиг. 3 и 5, устройство 41 ультразвуковой сварки содержит генератор ультразвуковых волн (не показан), преобразователь 43 частоты, усилитель 44 и ультразвуковой волновод 42. Генератор ультразвуковых волн (не показан) электрически соединен с преобразователем 43 частоты, чтобы преобразователь 43 частоты принимал электрический сигнал высокого напряжения и с длиной волны на частоте от примерно 15 до 50 кГц, которая генерируется генератором ультразвуковых волн. Генератор ультразвуковых волн (не показан) смонтирован на подвижном основании 45 или вне подвижного основания 45.
Преобразователь 43 частоты внутри содержит электрическое устройство, такое как пьезоэлектрический элемент, для преобразования входного электрического сигнала от генератора ультразвуковых волн в механические вибрации. Усилитель 44 регулирует, предпочтительно усиливает амплитуду механических вибраций, испускаемых преобразователем 43 частоты для их передачи на ультразвуковой волновод 42. Ультразвуковой волновод 42 изготовлен из массивного металла, такого как сплав алюминия или сплав титана, и предназначен для резонирования точно на рабочей частоте. Ультразвуковые вибрации, переданные от усилителя 44 на ультразвуковой волновод 42, усиливаются или ослабляются также внутри ультразвукового волновода 42 и прикладываются к первому и второму листу 1 и 2 в качестве заготовок. Такое устройство ультразвуковой сварки 41 может представлять собой сборку имеющихся в продаже ультразвукового волновода, преобразователя частоты, усилителя и генератора ультразвуковых волн.
Устройство 41 ультразвуковой сварки зафиксировано на подвижном основании 45. Следовательно, просвет между поверхностью 42t на удаленном конце ультразвукового волновода 42 и верхними поверхностями 35c выступов 35 первого валка 31, а также усилие надавливания на слои из первого и второго листов 1 и 2 регулируются перемещением подвижного основания 45 к или от периферийной поверхности первого валка 31.
При сдавлении первого и второго листов, зажатых между верхними поверхностями 35c выступов 35 первого валка 31 и поверхностью 42t удаленного конца ультразвукового волновода 42 устройства ультразвуковой сварки 41, ультразвуковые вибрации прикладываются к первому и второму листам 1 и 2 в качестве заготовок, тем самым, части первого листа 1, расположенные на верхних поверхностях 35c выступов 35 соединяются сплавлением со вторым листом 2 для формирования соединений 4 сплавлением, и формируются сквозные отверстия 14, проникающие через оба листа 1 и 2, окруженные расплавленными частями.
В предпочтительном варианте осуществления устройство 20 для изготовления композитного листа содержит устройство 6 предварительного нагрева с нагревателем 61, расположенным в первом валке 31. Более конкретно, устройство предварительного нагрева содержит нагревательное средство, такое как нагреватель 61, расположенный в первом валке 31, средство измерения температуры (не показано), которое позволяет измерять температуру листа до приложения ультразвуковых вибраций, и регулятор температуры (не показан) для регулировки температуры нагревателя 61 в соответствии с результатом измерения средства измерения температуры. Температура для нагревания периферийной поверхности первого валка 31 нагревателем 61 регулируется в соответствии с результатом измерения средства измерения температуры, тем самым температура первого листа 1 непосредственно перед приложением ультразвуковых вибраций может регулироваться точно до нужной температуры.
В предпочтительном варианте осуществления нагреватель 61 введен в первый валок 31 вдоль осевого направления. Несколько нагревателей 61 могут быть расположены вокруг вращающегося вала первого валка 31 и в непосредственной близости от периферийной поверхности и могут быть расположены с промежутком друг от друга в направлении по окружности. Температура для нагревания периферийной поверхности первого валка 31 нагревателем 61 регулируется непоказанным регулятором температуры, так что температура первого листа 1, вводимого в узел 36 применения для приложения ультразвуковых вибраций, может удерживаться на уровне температур в пределах заранее определенного диапазона во время использования устройства 20 для изготовления композитного листа.
Предпочтительно устройство 6 предварительного нагрева содержит нагревательное средство, которое позволяет применять тепловую энергию для цели снаружи, чтобы нагреть цель. Примеры нагревательных средств включают патронный нагревательный элемент с нагреваемой электрически проволокой, и может быть использован любой тип известных нагревательных средств без ограничения.
Устройство ультразвуковой сварки прикладывает ультразвуковые вибрации к заготовке, чтобы генерировать теплоту у заготовки для ее плавления и соединения сплавлением, и нагревательное средство в этом описании не содержит устройства ультразвуковой сварки.
Как показано на фиг. 3, в способе изготовления по первому варианту осуществления настоящего изобретения первый лист 1, подаваемый от рулона материала (не показан), вводится в зацепляющую часть 33 первого и второго валков 31 и 32, в то время как эти валки 31 и 32 вращаются, чтобы деформировать первый лист для появления углублений и выступов (этап формирования рельефа). Затем деформированный первый лист 1 с углублениями и выступами транспортируется, при этом удерживаясь на первом валке 31, и второй лист 2, подаваемый от другого рулона материала (не показан), отличающегося от рулона первого листа 1, накладывается с транспортируемым первым листом 1 (этап наложения). Затем наложенные листы 1 и 2 зажимаются между выступами 35 первого валка 31 и ультразвуковым волноводом 42 устройства ультразвуковой сварки, и ультразвуковые вибрации подаются на эти листы (этап ультразвуковой обработки). На этапе ультразвуковой обработки формируются соединения 4 сплавлением со сквозными отверстиями 14 во время приложения ультразвуковых вибраций.
В способе изготовления по первому варианту осуществления перед приложением ультразвуковых вибраций по меньшей мере один из первого листа 1 и второго листа 2 предпочтительно нагревается до температуры ниже точки плавления листа, но не ниже температуры на 50°C ниже точки плавления. То есть, перед приложением ультразвуковых вибраций предпочтительно выполняется одно из следующего (1) и (2), или и то, и другое:
(1) нагревание первого листа 1 до температуры ниже точки плавления первого листа 1, но не ниже температуры на 50°C ниже точки плавления; и
(2) нагревание второго листа 2 до температуры ниже точки плавления второго листа 2, но не ниже температуры на 50°C ниже точки плавления.
Предпочтительно первый лист 1 нагревается до температуры, ниже точки плавления первого листа 1, но не ниже температуры на 50°C ниже точки плавления, и второй лист 2 нагревается до температуры ниже точки плавления второго листа 2, но не ниже температуры на 50°C ниже точки плавления.
Для регулировки температуры первого листа 1 при температуре ниже точки плавления первого листа 1, но не ниже температуры, на 50°C ниже точки плавления, температура первого листа 1 на первом валке 31 измеряется между зацепляющей частью 33 первого и второго валков 31 и 32 и узлом 36 применения устройства ультразвуковой сварки для приложения ультразвуковых вибраций, и температуру на периферийной поверхности первого валка 31 регулируется таким образом, чтобы результат измерений попадал в указанный диапазон, например, как указано выше. Для предварительного подогрева первого листа 1 до температуры в пределах указанного диапазона могут быть использованы различные способы вместо регулировки температуры периферийной поверхности первого валка 31 для попадания в пределы указанного диапазона температур нагревателем, расположенным в первом валке 31. Например, нагреватель, выпускное отверстие для горячего воздуха или устройство испускания излучения в дальней ИК-области спектра может быть расположено в непосредственной близости от периферийной поверхности первого валка 31 для регулировки температуры первого валка 31 на периферийной поверхности до или после обеспечения контакта первого листа 1 с валком. Второй валок 32 для контакта с первым листом 1 у зацепляющей части 33 может быть нагрет, и температура первого листа 1 может регулироваться посредством регулировки температуры периферийной поверхности второго валка. Нагретый валок может быть приведен в контакт с первым листом 1 до приведения в контакт с первым валком 31, такой лист может проходить через пространство, в котором поддерживаются высокие температуры, или горячий воздух может выдуваться к такому листу.
С другой стороны, для регулировки температуры второго листа 2 при температуре ниже точки плавления второго листа 2, но выше температуры на 50°C ниже температуры плавления, способ предпочтительно позволяет измерить температуру второго листа после соединения с первым листом 1 с помощью средства измерения температуры, расположенного вдоль пути транспортировки второго листа, и регулировать температуру нагревательного средства (не показано) для второго листа, расположенного вдоль пути транспортировки второго листа, чтобы результат измерения попадал в пределы указанного диапазона, как установлено выше. Нагревательное средство второго листа может быть контактного типа, которое приводит нагретый валок в контакт с листом, или неконтактного типа, которое пропускает лист через пространство, в котором поддерживаются высокие температуры, выдувает горячий воздух на лист или выдувает горячий воздух, чтобы он проходил через лист, или воздействует на лист инфракрасным излучением.
Точки плавления первого листа 1 и второго листа 2 могут быть измерены следующим способом.
Например, точки плавления могут быть измерены с помощью дифференциального сканирующего калориметра (DSC) PYRIS Diamond DSC, производимого компанией Perkin-Elmer Co., Ltd. Точки плавления могут быть получены по пиковым значениям данных измерений. Когда первый лист 1 или второй лист 2 является волокнистым листом, таким как нетканое полотно, и является композитным листом, содержащим несколько компонентов волокна, как в компоновках ядро в оболочке или бок-о-бок, точка плавления листа является точкой плавления при самой низкой температуре среди нескольких точек плавления, измеренных посредством DSC.
Таким образом, в способе изготовления композитного листа по первому варианту осуществления эти наложенные первый и второй листы 1 и 2 зажаты между выступами первого валка 31 и ультразвуковым волноводом 42 устройства ультразвуковой сварки, и к листам прикладываются ультразвуковые вибрации для формирования соединений 4 сплавлением со сквозными отверстиями 14. В способе изготовления композитного листа по первому варианту осуществления по меньшей мере один из первого листа 1 и второго листа 2 предпочтительно предварительно нагревается при температуре в указанном диапазоне, как установлено выше, чтобы лист не расплавлялся, а затем прикладываются ультразвуковые вибрации к обоим листам 1 и 2, один из которых или оба предварительно нагреты. На этапе применения ультразвуковых вибраций условия для приложения ультразвуковых вибраций, такие как длина волны или интенсивность применяемых ультразвуковых вибраций или давление, прикладываемое к обоим листам 1 и 2, регулируются таким образом, чтобы ультразвуковые вибрации расплавляли оба листа 1 и 2 для формирования соединений 4 сплавлением, и формируются сквозные отверстия 14, проникающие через оба листа 1 и 2, чтобы они были окружены расплавленными частями.
Таким образом, по способу изготовления композитного листа по первому варианту осуществления, посредством предварительного нагрева по меньшей мере одного из первого листа 1 и второго листа 2, предпочтительно обоих листов, нагревательным средством, таким как нагреватель, при высокой температуре, но чтобы лист не расплавлялся, а затем надавливания на листы между выступами 35 первого валка 31 и ультразвуковым волноводом 42 устройства ультразвуковой сварки и приложения ультразвуковых вибраций для формирования соединений 4 сплавлением со сквозными отверстиями 14, соединения 4 сплавлением со сквозными отверстиями 14 могут быть сформированы более точно, чем в случае без предварительного нагрева обоих листов 1 и 2, что позволяет исключить проблемы, такие как прилипание расплавленной смолы к средству транспортировки или листу, захваченному вокруг транспортировочного ролика, что может возникнуть, когда оба листа 1 и 2 предварительно нагреты до температуры, превышающей точки плавления. Следовательно, затраты на обслуживание устройства могут быть малы.
Соединения 4 сплавлением и сквозные отверстия 14 могут быть сформированы одновременно между выступами 35 первого валка 31 и ультразвуковым волноводом 42 устройства ультразвуковой сварки, и, таким образом, способ позволяет избежать смещения между соединениями 4 сплавлением и сквозными отверстиями 14.
Композитный лист 10, изготовленный по способу по первому варианту осуществления, содержит углубления и выступы и соединения 4 сплавлением со сквозными отверстиями 14 на дне углублений и, таким образом, может давать комфортное ощущение для кожи при использовании и может предотвращать распространение жидкости вдоль поверхности листа и может обладать свойствами обеспечения прохождения воздуха насквозь без помех и высокой капиллярности для жидкости.
Композитный лист 10 с такими свойствами предпочтительно используется в качестве верхнего слоя впитывающего изделия, и использование композитного листа 10 не ограничивается таким верхним слоем.
Для достижения одного или более преимуществ, как указано выше, более надежно, способ и устройство для изготовления композитного листа по настоящему изобретению предпочтительно обладают следующими вариантами:
(1) предпочтительно первый лист 1 предварительно нагревается до температуры не ниже температуры на 50°C ниже точки плавления первого листа и ниже точки плавления, и более предпочтительно предварительно нагревается до температуры не ниже температуры на 20°C ниже точки плавления первого листа 1, и не выше температуры на 5°C ниже точки плавления.
(2) предпочтительно второй лист 2 предварительно нагревается до температуры не ниже температуры на 50°C ниже точки плавления второго листа 2 и ниже точки плавления, и более предпочтительно предварительно нагревается до температуры не ниже температуры на 20°C ниже точки плавления второго листа 2 и не выше температуры на 5°C ниже точки плавления.
Для простого формирования сквозных отверстий 14 температура предварительного нагрева первого листа 1 и второго листа 2 предпочтительно составляет 100°C или выше и более предпочтительно 130°C или выше. Для предотвращения приклеивания листа к средству транспортировки или захвата листа вокруг транспортировочного ролика температура предварительного нагрева составляет предпочтительно 150°C или ниже и более предпочтительно 145°C или ниже.
Для простого формирования соединений 4 сплавлением и сквозных отверстий 14 усилие надавливания, приложенное к первому и второму листам 1 и 2, зажатым между верхними поверхностями 35c выступов 35 первого валка 31 и поверхностью 42t на удаленном конце ультразвукового волновода 42, предпочтительно составляет 10 Н/мм или более и более предпочтительно 15 Н/мм или более, или предпочтительно составляет 150 Н/мм или менее и более предпочтительно 120 Н/мм или менее. Усилие надавливания предпочтительно составляет 10 Н/мм или более и 150 Н/мм или менее и более предпочтительно 15 Н/мм или более и 120 Н/мм или менее.
В настоящем документе усилие надавливания означает линейное давление, которое указывает значение (давление на единицу длины), полученное делением усилия надавливания (Н) ультразвукового волновода 42 на общую величину (не включая углубления первого валка 31) ширины зубца (направление X) выступов 35, которая соответствует контакту с ультразвуковым волноводом 42.
Для простого формирования соединений 4 сплавлением и сквозных отверстий 14 частота приложенных ультразвуковых вибраций предпочтительно составляет 15 кГц или более и более предпочтительно 20 кГц или более или предпочтительно составляет 50 кГц или менее и более предпочтительно 40 кГц или менее. Частота предпочтительно составляет 15 кГц или более и 50 кГц или менее и более предпочтительно 20 кГц или более и 40 кГц или менее.
[Способ измерения частоты]
Смещение волновода на удаленном конце измеряется, например, лазерным измерителем смещения. Частота может быть измерена заданием частоты измерений 200 кГц или более и точности 1 мкм или более.
Для простого формирования соединений сплавлением и сквозных отверстий амплитуда приложенных ультразвуковых вибраций предпочтительно составляет 20 мкм или более и более предпочтительно 25 мкм или более или предпочтительно составляет 50 мкм или менее и более предпочтительно 40 мкм или менее. Амплитуда предпочтительно составляет 20 мкм или более и 50 мкм или менее и более предпочтительно 25 мкм или более и 40 мкм или менее.
[Способ измерения амплитуды]
Смещение волновода на удаленном конце измеряется с помощью, например, лазерного измерителя смещения. Амплитуда может быть измерена заданием частоты измерений 200 кГц или более и точности 1 мкм или более.
Далее предлагаются второй и третий варианты осуществления способа изготовления композитного листа по настоящему изобретению.
Во втором варианте осуществления композитный лист 10, как указано выше, изготавливается с помощью устройства для изготовления композитного листа, который является вторым вариантом осуществления с основной частью, показанной на фиг. 6.
Устройство для изготовления композитного листа по второму варианту осуществления отличается от устройства 20 для изготовления композитного листа, описанного выше, только тем, что оно включает средство для нагревания ультразвукового волновода 42 устройства 41 ультразвуковой сварки вместо нагревателя 61 (устройство предварительного нагревания), расположенное в первом валке 31. Более конкретно, устройство для изготовления композитного листа по второму варианту осуществления включает нагреватель 62, смонтированный на ультразвуковом волноводе 42, который является средством для нагревания ультразвукового волновода 42.
Способ изготовления композитного листа по второму варианту осуществления позволяет регулировать температуру ультразвукового волновода 42, который нагревается нагревателем 62, чтобы поднять температуру второго листа 2 непосредственно перед приложением ультразвуковых вибраций, до температуры ниже точки плавления листа 2 и не ниже температуры на 50°C ниже точки плавления, и прикладывать ультразвуковые вибрации к первому и второму листам 1 и 2, зажатым между выступами 35 первого валка 31 и ультразвуковым волноводом 42 устройства ультразвуковой сварки, при этом сохраняя температуру неизменной.
В такой компоновке нагревания ультразвукового волновода 42 нагревательным средством, таким как нагреватель 62, трудно измерить температуры листов, нагреваемых устройством предварительного нагрева, поскольку первый и второй листы 1 и 2, принимающие ультразвуковые вибрации от устройства ультразвуковой сварки, генерируют теплоту. Чтобы решить эту проблему, когда один или оба из первого и второго листов 1 и 2 предварительно нагреваются нагретым ультразвуковым волноводом 42, в течение 30 минут выполняется только нагревание без генерирования ультразвуковых вибраций. Затем измеряется температура поверхности 42t на удаленном конце ультразвукового волновода, и результат измерения используется, как температура листа(ов), нагреваемых устройством предварительного нагрева.
Второй вариант осуществления аналогичен первому варианту осуществления, если не указано иного, и, таким образом, при необходимости применимо описание для первого варианта осуществления.
В третьем варианте осуществления композитный лист 10, как указано выше, изготавливается с помощью устройства для изготовления композитного листа, которое представляет собой третий вариант осуществления с основной частью, показанной на фиг. 7.
Устройство для изготовления композитного листа по третьему варианту осуществления не содержит устройства предварительного нагрева, чтобы перед применением ультразвуковых вибраций нагреть по меньшей мере один из первого листа и второго листа до заранее определенной температуры. Вместо этого устройство содержит элемент 7 со свойством аккумулирования тепла (далее с настоящем документе называется аккумулирующий теплоту элемент) у части на удаленном конце ультразвукового волновода 42.
Аналогично способу изготовления по первому варианту осуществления, в способе изготовления композитного листа по третьему варианту осуществления первый лист 1 вводится в зацепляющую часть 33 первого и второго валков 31 и 32, чтобы деформировать первый лист для получения углублений и выступов. Затем деформированный первый лист 1 с углублениями и выступами транспортируется к узлу 36 приложения ультразвуковых вибраций, при этом первый лист 1 удерживается на первом валке 31. Второй лист 2 накладывается на транспортируемый первый лист 1, а затем эти наложенные первый и второй листы 1 и 2 зажимаются между выступами 35 первого валка 31 и поверхностью 42t на удаленном конце ультразвукового волновода 42, и узел 36 приложения ультразвуковых вибраций прикладывает ультразвуковые вибрации к листам.
Как показано на фиг. 7, в способе изготовления по третьему варианту осуществления эти ультразвуковые вибрации прикладываются, когда аккумулирующий теплоту элемент 7 расположен у части удаленного конца ультразвукового волновода 42.
В способе изготовления по третьему варианту осуществления температура части удаленного конца ультразвукового волновода 42 с аккумулирующим теплоту элементом 7 не выше точек плавления первого и второго листов 1 и 2 непосредственно после начала работы устройства для изготовления композитного листа. По ходу работы аккумулирующий теплоту элемент 7 сохраняет тепло первого и второго листов 1 и 2, генерируемое за счет ультразвуковых вибраций, и, таким образом температура аккумулирующего теплоту элемента 7 повышается до точек плавления или более первого и второго листов 1 и 2. Когда температура аккумулирующего теплоту элемента 7 становится равна или выше точек плавления первого листа 1 и второго листа 2, способ позволяет регулировать условия приложения ультразвуковых вибраций, такие как длина волны или интенсивность приложенных ультразвуковых вибраций или давление, приложенное к обоим листам 1 и 2, чтобы приложенные ультразвуковые вибрации расплавляли оба листа 1 и 2, и были сформированы сквозные отверстия 14, проникающие через оба листа 1 и 2, окруженные расплавленными частями. Это позволяет сформировать соединения 4 сплавлением со сквозными отверстиями 14 точно и позволяет предотвратить появление таких проблем, как приклеивание расплавленной смолы, которая представляет собой расплавленный лист, к средству транспортировки листа, захваченного вокруг транспортировочного ролика. Следовательно, затраты на обслуживание устройства могут быть малы.
Соединения 4 сплавлением и сквозные отверстия 14 могут быть сформированы одновременно между выступами 35 первого валка 31 и ультразвукового волновода 42 устройства ультразвуковой сварки, и, таким образом, способ позволяет избежать смещения между соединениями 4 сплавлением и сквозными отверстиями 14.
Аккумулирующий теплоту элемент 7 обладает теплопроводностью, которая по меньшей мере ниже теплопроводности металла ультразвукового волновода 42.
Предпочтительно аккумулирующий теплоту элемент 7 обладает теплопроводностью, измеренной по следующему способу, которая составляет 2,0 Вт/(м⋅К) или менее. Для меньшей диссипации теплоты для ультразвукового волновода или для воздуха теплопроводность аккумулирующего теплоту элемента составляет предпочтительно 2,0 Вт/(м⋅К) или менее, и более предпочтительно 1,0 Вт/(м⋅К) или менее. Для эффективного нагревания листа теплопроводность предпочтительно составляет 0,1 Вт/(м⋅К) или более и более предпочтительно 0,5 Вт/(м⋅К) или более. Предпочтительно теплопроводность составляет 0,1 Вт/(м⋅К) или более и 2,0 Вт/(м⋅К) или менее, и более предпочтительно 0,5 Вт/(м⋅К) или более и 1,0 Вт/(м⋅К) или менее.
[Способ измерения теплопроводности]
Теплопроводность аккумулирующего теплоту элемента 7 измеряется с помощью устройства для измерения теплопроводности.
Предпочтительно используется аккумулирующий теплоту элемент 7, который обладает термостойкостью. Температура термостойкости аккумулирующего теплоту элемента 7 предпочтительно составляет 150°C или более, более предпочтительно 200°C или более, и даже более предпочтительно 250°C или более. Верхний предел температуры термостойкости не указан, и температура термостойкости составляет, например, 1500°C или менее.
Аккумулирующий теплоту элемент 7 может содержать основную часть, обладающую свойством аккумулирования тепла, и адгезивный слой для присоединения основной части к ультразвуковому волноводу. В этом случае теплопроводность аккумулирующего теплоту элемента измеряется для части без учета части адгезива. Для такого аккумулирующего теплоту элемента, могут быть использованы имеющиеся в продаже изделия, такие как ʺадгезивная лента со стеклянным абразивом, изготавливаемая компанией Nitto Denko Corporation, и термостойкая и изолирующая полиимидная адгезивная лента, изготавливаемая компанией Nitto Denko Corporation.
Основная часть аккумулирующего теплоту элемента 7, обладающая свойством аккумулирования теплоты, может быть изготовлена из таких материалов, как стекло и полиимид. Из них полиимид предпочтительнее, поскольку он умеренно сохраняет теплоту и является высоко термостойким. Аккумулирующий теплоту элемент 7 может представлять собой лист с однослойной структурой или многослойный материал из двух или более листов, изготовленных из одного и того же или различных материалов.
Предпочтительно аккумулирующий теплоту элемент 7 обладает продолговатой формой, которая длиннее в осевом направлении первого валка 31 аналогично поверхности удаленного конца ультразвукового волновода 42, которая также длинная в этом направлении. Для предотвращения захвата листа при приложении ультразвуковых вибраций, аккумулирующий теплоту элемент 7 предпочтительно содержит часть, покрывающую угол 42a поверхности 42t удаленного конца ультразвукового волновода 42, расположенный выше по ходу потока (слева на фиг. 7) в направлении перемещения листа в дополнение к части, покрывающей поверхность удаленного конца ультразвукового волновода 42, и предпочтительно содержит часть, покрывающую угол 42b поверхности 42t удаленного конца ультразвукового волновода 42, расположенный ниже по ходу потока (справа на фиг. 7) в направлении перемещения листа, как показано на фиг. 7.
Использование полиимида для основной части аккумулирующего теплоту элемента 7 также предпочтительно, поскольку он обладает высоким сопротивлением истиранию и термическому воздействию и представляет собой синтетическую смолу со свойством генерирования теплоты при приложении ультразвуковых вибраций.
С той же точки зрения основная часть аккумулирующего теплоту элемента 7 и слой 42h синтетической смолы ультразвукового волновода 42, показанные на фиг. 8(a), предпочтительно изготовлены из синтетических смол, таких как полиимид, полибензимидазол, полиэфирэфиркетон, полифениленсульфид, полиэфиримид и полиамид-имид, которые обладают твердостью по шкале Роквелла R120 или более и R140 или менее и температурой термостойкости 150°C или более и 500°C или менее. Более предпочтительно они могут быть изготовлены из синтетической смолы, такой как полиимид и полибензимидазол, которые обладают твердостью по шкале Роквелла R125 или более и R140 или менее и температурой термостойкости 280°C или более и 400°C или менее.
В настоящем документе твердость по шкале Роквелла - это значение, измеренное в соответствии с ASTM D785, и температура термостойкости - это значение, измеренное в соответствии с ASTM D648.
Слой синтетической смолы части на удаленном конце ультразвукового волновода 42 обладает температурой термостойкости, которая предпочтительно составляет 150°C или более и более предпочтительно 280°C или более, или предпочтительно 500°C или менее и более предпочтительно 400°C или менее. Предпочтительно температурой термостойкости составляет 150°C или более и 500°C или менее, и более предпочтительно 280°C или более и 400°C или менее.
Слой синтетической смолы части на удаленном конце ультразвукового волновода 42 обладает твердостью по шкале Роквелла, которая предпочтительно составляет R120 или более и более предпочтительно R125 или более или предпочтительно R140 или менее. Предпочтительно твердость по шкале Роквелла составляет R120 или более и R140 или менее и более предпочтительно R125 или более и R140 или менее.
На фиг. 8(a) показан другой пример ультразвукового волновода 42 с аккумулирующим теплоту элементом 7 у части на удаленном конце. На фиг. 8(a) в кружке C2 показано в увеличенном виде поперечное сечение кружка C1.
Как показано на фиг. 8(b), ультразвуковой волновод 42 по фиг. 8(a) содержит соединительный слой 42f с пустотами 42e, продолжающимися от одной стороны 42d поверхности 42t удаленного конца до внутренней части, которые сформированы термическим напылением на поверхность 42t удаленного конца основной части 42c ультразвукового волновода 42, изготовленного из металла, такого как сплав алюминия или сплав титана. Ультразвуковой волновод дополнительно содержит слой 42h синтетической смолы со свойством аккумулирования теплоты, который зафиксирован на боковой стороне одной поверхности 42d соединительного слоя 42f, как показано на фиг. 8(a). Термическое напыление покрытий - это способ обработки поверхности для нагревания части термически напыленного материала, такого как металлы и керамика, для расплавления или по существу расплавления, и ускорения частиц, чтобы они сталкивались с поверхностью подложки на высокой скорости, чтобы сформировать покрытие на поверхности подложки. Хотя синтетическая смола, такая как полиимид, в качестве материала слоя синтетической смолы 42h со свойством аккумулирования теплоты, может обладать высоким сопротивлением истиранию и термическим сопротивлением, нельзя добиться достаточной прочности фиксации, когда такая смола непосредственно зафиксирована на основной части. Ультразвуковой волновод по настоящему варианту осуществления содержит слой 42h такой синтетической смолы, как полиимид, со свойством аккумулирования теплоты на поверхности 42t удаленного конца основной части 42c ультразвукового волновода 42, изготовленного из такого металла, как сплав титана, посредством соединительного слоя 42f, сформированного термическим напылением, и, таким образом, может обладать достаточной прочностью для простой фиксации. Следует отметить, что когда прочность фиксации недостаточна, во время изготовления композитного листа 10 может возникнуть такая проблема, как отслаивание слоя синтетической смолы 42h.
Соединительный слой 42f может быть изготовлен из любого материала, при условии, что его можно напылять термически, и он может давать вклад в повышение прочности фиксации слоя 42h синтетической смолы со свойством аккумулирования теплоты. Предпочтительно используется керамика, такая как карбид вольфрама, карбид циркония и хрома, такие сплавы, как алюминий-магний и цинк-алюминий, такие металлы, как алюминий, нержавеющая сталь, титан и молибден, и кермет, который является композитным материалом из металла и керамики, поскольку эти материалы проявляют превосходное связывание с основной частью 42c ультразвукового волновода 42, изготовленного из такого металла, как сплавы титана, и могут обладать высоким сопротивлением истиранию и термостойкостью. Среди них керамика предпочтительна, и карбид вольфрама более предпочтителен, поскольку он позволяет формировать пустоты 42e для повышения прочности слоя 42h синтетической смолы для фиксации.
Предпочтительно, чтобы повысить прочность фиксации слоя 42h синтетической смолы, соединительный слой 42f изготавливают из материала с точкой плавления выше точки плавления синтетической смола слоя 42h синтетической смолы со свойством аккумулирования теплоты, что, таким образом, сохраняет форму пустот 42e при формировании синтетической смолы 42h.
Примеры способа фиксации слоя 42h синтетической смолы со свойством аккумулирования теплоты на соединительном слое 42f включают погружение соединительного слоя 42f в синтетическую смолу, которая расплавлена нагреванием, нанесение синтетической смолы, которая расплавлена нагреванием, на соединительный слой 42f и прижатия пластинчатой размягченной синтетической смолы к соединительному слою 42f.
Толщина Tf (см. фиг. 8(a)) соединительного слоя 42f специально не ограничивается. Например, толщина предпочтительно составляет 10 мкм или более и более предпочтительно 20 мкм или более или предпочтительно 100 мкм или менее и более предпочтительно 50 мкм или менее. Толщина предпочтительно составляет 10 мкм или более и 100 мкм или менее и более предпочтительно 20 мкм или более и 50 мкм или менее.
Толщина Th (см. фиг. 8(a)) слоя 42h синтетической смолы со свойством аккумулирования теплоты не ограничивается специально. Например, толщина предпочтительно составляет 5 мкм или более и более предпочтительно 10 мкм или более или предпочтительно 100 мкм или менее и более предпочтительно 50 мкм или менее. Толщина предпочтительно составляет 5 мкм или более и 100 мкм или менее и более предпочтительно 10 мкм или более и 50 мкм или менее.
Для толщины Tf соединительного слоя 42f, отношение толщины Tf к общей толщине Tt, состоящей из толщины Tf и толщины Th, слоя 42h синтетической смолы составляет предпочтительно 30% или более и более предпочтительно 50% или более или предпочтительно 85% или менее и более предпочтительно 75% или менее, чтобы сохранить прочность фиксации синтетической смолы и не создавать помех для ультразвуковых вибраций и генерирования теплоты. Это отношение предпочтительно составляет 30% или более и 85% или менее и более предпочтительно 50% или более и 75% или менее.
Такое устройство для изготовления композитного листа с аккумулирующим теплоту элементом 7 в качестве третьего варианта осуществления может включать устройство 6 предварительного нагрева устройства для изготовления композитного листа в первом варианте осуществления или средство нагрева ультразвукового волновода 42 устройства для изготовления композитного листа во втором варианте осуществления.
Предпочтительно композитный лист 10, изготовленный по этим вариантам осуществления, обладает следующей структурой.
Толщина H (см. фиг. 1) выступов 5 составляет от 1 до 10 мм и предпочтительно от 3 до 6 мм. Количество выступов 5 на единицу площади (1 см2) композитного листа 10 составляет от 1 до 20 и предпочтительно от 6 до 15. Размер A нижней части выступа 5 в направлении X (см. фиг. 1) составляет от 0,5 до 5,0 мм и предпочтительно от 1,0 до 4,0 мм. Размер B нижней части выступа 5 в направлении Y (см. фиг. 1) составляет от 1,0 до 10 мм и предпочтительно от 2,0 до 7,0 мм.
Отношение размера A нижней части в направлении X к размеру B нижней части в направлении Y (размер A нижней части: размер B нижней части) составляет от 1:1 до 1:10 и предпочтительно от 1:2 до 2:5. Площадь нижней части выступа 5 (размер A нижней части × размер B нижней части) составляет от 0,5 до 50 мм2 и предпочтительно от 2 до 20 мм2.
Предпочтительно каждое соединение 4 сплавлением обладает размером C в направлении X (см. фиг. 1), который составляет от 0,5 до 2 мм и предпочтительно от 0,8 до 1,5 мм, и размером D в направлении Y (см. фиг. 1), который составляет от 1,0 до 5,0 мм и предпочтительно от 1,2 до 3,0 мм. Отношение размера C в направлении X к размеру D в направлении Y (размер C: размер D) составляет от 1:1 до 1:3 и предпочтительно от 2:3 до 2:5.
Каждое соединение 4 сплавлением обладает площадью внутри наружной периферии, которая предпочтительно составляет 0,5 мм2 или более и более предпочтительно 1,0 мм2 или более или предпочтительно 5,0 мм2 или менее и более предпочтительно 4,0 мм2 или менее. Предпочтительно площадь составляет 0,5 мм2 или более и 5,0 мм2 или менее и более предпочтительно 1,0 мм2 или более и 4,0 мм2 или менее. Площадь соединения 4 сплавлением внутри наружной периферии также включает площадь соответствующего сквозного отверстия 14.
Отношение площади сквозного отверстия 14 к площади соответствующего соединения 4 сплавлением внутри наружной периферии составляет предпочтительно 50% или более и более предпочтительно 80% или более или предпочтительно менее 100% и более предпочтительно 95% или менее. Предпочтительно это отношение составляет 50% или более и менее 100% и более предпочтительно 80% или более и 95% или менее.
Композитный лист 10, как указано выше, предпочтительно используется в качестве верхнего слоя впитывающих изделий, таких как одноразовые подгузники, гигиенические прокладки, прокладки на каждый день и прокладки при недержании.
Композитный лист может быть использован для иных целей, чем верхний слой впитывающих изделий.
Композитный лист также используется в качестве другого слоя для впитывающих изделий и может быть использован, например, в качестве слоя, расположенного между верхним слоем и впитывающим элементом, или слоя для формирования вертикальных складок (не допускающие просачивания манжеты), в частности, слоя, формирующего внутреннюю сторону складок. Также обнаружена возможность использования в других применениях помимо впитывающих изделий, например, в качестве тряпки для чистки, в частности, в основном для впитывания жидкости, или косметической простыни для тела. При применении в качестве тряпки для чистки выступы хорошо соответствуют очищаемой поверхности, которая не является гладкой. Следовательно, лист предпочтительно используется с первой стороной нетканого полотна в контакте с очищаемой поверхностью. При применении в качестве косметической простыни выступы также соответствуют коже пользователя и оказывают массажное воздействие и могут впитывать излишек нанесенных косметических средств (нанесенных отдельно) или пот, и, таким образом, лист предпочтительно используется с первой стороной нетканого полотна в контакте с кожей.
Следует понимать, что способ и устройство для изготовления композитного листа по настоящему изобретению не ограничиваются описанными выше вариантами осуществления, и при необходимости могут быть внесены различные изменения и модификации.
Например, композитный лист 10, как указано выше, содержит соединение сплавлением у каждого углубления. Однако композитный лист по настоящему изобретению может содержать несколько соединений сплавлением у одного углубления. Выступ 5 композитного листа 10, как указано выше, представляет собой усеченную четырехстороннюю пирамиду, и он может быть полусферическим. Смещение выступов 5 и соединений 4 сплавлением в направлении X по отношению к выступам и соединениям сплавлением в примыкающей линии необязательно составляет половину шага и может составлять, например 1/3 или 1/4 шага. Выступы 5 и соединения 4 сплавлением соседних линий могут быть не смещены в направлении X.
Соединения сплавлением и сквозные отверстия могут обладать овальной или круглой формой или формой многоугольника (например, квадрата, прямоугольника, треугольника или ромба) со скругленными углами на виде в плане.
Готовый композитный лист 10 может обладать выступами и соединениями сплавлением с формой, показанной на фиг. 4 или 5 документа JP 2016-116582 A, или может иметь выступы и соединения сплавлением в форме, показанной на фиг. 3 документа JP 2016-116583 A. Вместо структуры со всеми соединениями сплавлением композитного листа с соответствующими сквозными отверстиями, только часть соединений сплавлением композитного листа может иметь сквозные отверстия. Например, один или оба из первого и второго листов предварительно нагреваются в центральной области в направлении по ширине непрерывного композитного листа для формирования соединений сплавлением со сквозными отверстиями. В противоположность этому предварительное нагревание не выполняется для областей расположенных сбоку и в промежутках от центральной области и первого, и второго листов, чтобы сформировать соединения сплавлением без сквозных отверстий.
По упомянутому выше варианту осуществления (режиму) настоящего изобретения способы и устройство для изготовления композитного листа будут подробно описаны далее.
<1> Способ изготовления композитного листа, содержащего большое количество частей с соединением сплавлением, в котором первый лист и второй лист соединены сплавлением, первый лист с выступами, выступающими к противоположной стороне второго листа по меньшей мере частично в местах, отличающихся от мест соединения сплавлением, способ включает:
этап формирования рельефа с введением первого листа в зацепляющую часть первого валка и второго валка, каждый из которых обладает выступами и углублениями, сцепляющимися друг с другом на периферийных поверхностях во время вращения обоих первого и второго валков, чтобы деформировать первый лист для получения углублений и выступов;
этап наложения транспортируемого деформированного первого листа с углублениями и выступами, при этом первый лист удерживается на первом валке, и наложения второго листа на транспортируемый первый лист; и
этап ультразвуковой обработки зажатых наложенных первого и второго листов между выступами первого валка и ультразвуковым волноводом устройства ультразвуковой сварки для приложения ультразвуковых вибраций к листам,
причем на этапе ультразвуковой обработки соединения сплавлением формируются при приложении ультразвуковых вибраций.
<2> Способ изготовления композитного листа по п. <1>, в котором ультразвуковой волновод нагревается до заранее определенной температуры, и на этапе ультразвуковой обработки по меньшей мере один из первого листа и второго листа нагревается во время приложения ультразвуковых вибраций.
<3> Способ изготовления композитного листа по п. <1> или <2>, в котором первый валок нагревается до заранее определенной температуры, и перед приложением ультразвуковых вибраций по меньшей мере нагревается один из первого листа и второго листа.
<4> Способ изготовления композитного листа по любому из пп. <1>-<3>, в котором перед приложением ультразвуковых вибраций по меньшей мере один из первого листа и второго листа нагревается непосредственно до заранее определенной температуры.
<5> Способ изготовления композитного листа по любому из пп. <2>-<4>, в котором заранее определенная температура ниже, чем точка плавления нагреваемого первого листа или второго листа и не ниже температуры на 50°C ниже точки плавления.
<6> Способ изготовления композитного листа по любому из пп. <1>-<5>, в котором на этапе ультразвуковой обработки ультразвуковые вибрации прикладываются, когда элемент со свойством аккумулирования теплоты расположен у части удаленного конца ультразвукового волновода, чтобы сформировать соединения сплавлением со сквозными отверстиями во время применения ультразвуковых вибраций.
<7> Способ изготовления композитного листа по п. <6>, в котором элемент со свойством аккумулирования теплоты обладает теплопроводностью ниже теплопроводности материала ультразвукового волновода.
<8> Способ изготовления композитного листа по п. <6> или <7>, в котором элемент со свойством аккумулирования теплоты обладает теплопроводностью 2,0 Вт/(м⋅К) или менее, предпочтительно 1,0 Вт/(м⋅К) или менее или 0,1 Вт/(м⋅К) или более, предпочтительно 0,5 Вт/(м⋅К) или более, предпочтительно 0,1 Вт/(м⋅К) или более и 2,0 Вт/(м⋅К) или менее и более предпочтительно 0,5 Вт/(м⋅К) или более и 1,0 Вт/(м⋅К) или менее.
<9> Способ изготовления композитного листа по любому из пп. <6>-<8>, в котором элемент со свойством аккумулирования теплоты является термостойким, и
элемент со свойством аккумулирования теплоты обладает температурой термостойкости 150°C или более и предпочтительно 200°C или более, более предпочтительно 250°C или более, и предел температуры термостойкости элемента со свойством аккумулирования теплоты составляет 1500°C или менее.
<10> Способ изготовления композитного листа по любому из пп. <6>-<9>, в котором элемент со свойством аккумулирования теплоты включает стекло или полиимид.
<11> Способ изготовления композитного листа по любому из пп. <6>-<10>, в котором элемент со свойством аккумулирования теплоты содержит часть, которая покрывает поверхность удаленного конца ультразвукового волновода, а также часть, которая покрывает угол поверхности удаленного конца ультразвукового волновода, расположенный выше по ходу потока в направлении движения листа.
<12> Способ изготовления композитного листа по п. <11>, в котором элемент со свойством аккумулирования теплоты дополнительно содержит часть, которая покрывает угол поверхности удаленного конца ультразвукового волновода, расположенный ниже по ходу потока в направлении движения листа.
<13> Способ изготовления композитного листа по любому из пп. <1>-<12>, в котором усилие надавливания, приложенное к первому и второму листам, зажатым между верхними поверхностями выступов первого валка и поверхностью удаленного конца ультразвукового волновода, составляет 10 Н/мм или более, предпочтительно 15 Н/мм или более или 150 Н/мм или менее, предпочтительно 120 Н/мм или менее или предпочтительно 10 Н/мм или более и 150 Н/мм или менее или более предпочтительно 15 Н/мм или более и 120 Н/мм или менее.
<14> Способ изготовления композитного листа по любому из пп. <1>-<13>, в котором приложенные ультразвуковые вибрации обладают частотой 15 кГц или более, предпочтительно 20 кГц или более или 50 кГц или менее, предпочтительно 40 кГц или менее или от 15 до 50 кГц, предпочтительно от 20 до 40 кГц.
<15> Способ изготовления композитного листа по любому из пп. <1>-<14>, в котором приложенные ультразвуковые вибрации обладают амплитудой 20 мкм или более, предпочтительно 25 мкм или более или 50 мкм или менее, предпочтительно 40 мкм или менее или от 20 до 50 мкм, предпочтительно от 25 до 40 мкм.
<16> Способ изготовления композитного листа по любому из пп. <1>-<15>, в котором композитный лист используется в качестве верхнего слоя впитывающих изделий, таких как одноразовые подгузники, гигиенические прокладки, прокладки на каждый день и прокладки при недержании.
<17> Устройство для изготовления композитного листа, содержащее большое количество частей, соединенных сплавлением, в котором первый лист и второй лист соединены сплавлением, первый лист с выступами, выступающими к противоположной стороне второго листа по меньшей мере частично в местах, отличающихся от мест соединения сплавлением, устройство содержит:
узел формирования рельефа, содержащий первый валок и второй валок, оба с выступами и углублениями, сцепляющимися друг с другом на периферийных поверхностях, узел формирования рельефа предназначен, чтобы деформировать первый лист, вводимый в зацепляющую часть первого и второго валков, для формирования углублений и выступов; и
узел ультразвуковой обработки, содержащий устройство ультразвуковой сварки и предназначенный для наложения второго листа с деформированным первым листом с углублениями и выступами и зажатия наложенных первого и второго листов между выступами первого валка и ультразвуковым волноводом устройства ультразвуковой сварки для частичного приложения ультразвуковых вибраций к листам и формирования соединений сплавлением со сквозными отверстиями.
<18> Устройство для изготовления композитного листа по п. <17>, в котором устройство дополнительно содержит средство для нагревания ультразвукового волновода.
<19> Устройство для изготовления композитного листа по п. <17> или <18>, в котором устройство дополнительно содержит устройство предварительного нагрева по меньшей мере одного из первого листа и второго листа до заранее определенной температуры перед приложением ультразвуковых вибраций.
<20> Устройство для изготовления композитного листа по п. <19>, в котором устройство предварительного нагрева представляет собой нагреватель, расположенный в первом валке.
<21> Устройство для изготовления композитного листа по п. <19> или <20>, в котором устройство предварительного нагрева нагревает первый лист до температуры ниже точки плавления первого листа и не ниже температуры на 50°C ниже его точки плавления.
<22> Устройство для изготовления композитного листа по любому из пп. <19>-<21>, в котором устройство предварительного нагрева предварительно нагревает первый лист до температуры не ниже температуры на 20°C ниже точки плавления первого листа и не выше температуры на 5°C ниже его точки плавления.
<23> Устройство для изготовления композитного листа по любому из пп. <17>-<22>, в котором ультразвуковой волновод содержит элемент со свойством аккумулирования теплоты у части на удаленном конце.
<24> Устройство для изготовления композитного листа по п. <23>, в котором элемент со свойством аккумулирования теплоты обладает теплопроводностью ниже теплопроводности материала ультразвукового волновода.
<25> Устройство для изготовления композитного листа по п. <23> или <24>, в котором элемент со свойством аккумулирования теплоты обладает теплопроводностью 2,0 Вт/(м⋅К) или менее, предпочтительно 1,0 Вт/(м⋅К) или менее или 0,1 Вт/(м⋅К) или более, предпочтительно 0,5 Вт/(м⋅К) или более или предпочтительно от 0,1 до 2,0 Вт/(м⋅К), предпочтительно от 0,5 до 1,0 Вт/(м⋅К).
<26> Устройство для изготовления композитного листа по любому из пп. <23>-<25>, в котором элемент со свойством аккумулирования теплоты является термостойким, и
элемент со свойством аккумулирования теплоты обладает температурой термостойкости 150°C или более, предпочтительно 200°C или более, более предпочтительно 250°C или более, и предел температуры термостойкости элемента со свойством аккумулирования теплоты составляет 1500°C или менее.
<27> Устройство для изготовления композитного листа по любому из пп. <23>-<26>, в котором элемент со свойством аккумулирования теплоты содержит часть, которая покрывает поверхность удаленного конца ультразвукового волновода, а также часть, которая покрывает угол поверхности удаленного конца ультразвукового волновода, расположенный выше по ходу потока в направлении движения листа.
<28> Устройство для изготовления композитного листа по п. <27>, в котором элемент со свойством аккумулирования теплоты дополнительно содержит часть, которая покрывает угол поверхности удаленного конца ультразвукового волновода, расположенный ниже по ходу потока в направлении движения листа.
<29> Устройство для изготовления композитного листа по любому из пп. <23>-<28>, в котором элемент со свойством аккумулирования теплоты включает стекло или полиимид.
<30> Устройство для изготовления композитного листа по любому из пп. <23>-<29>, в котором ультразвуковой волновод содержит, у части на удаленном конце, слой синтетической смолы, который является термостойким, в качестве элемента со свойствами аккумулирования теплоты.
<31> Устройство для изготовления композитного листа по п. <30>, в котором слой синтетической смолы обладает температурой термостойкости 150°C или более, предпочтительно 280°C или более или 500°C или менее, предпочтительно 400°C или менее или от 150°C до 500°C, предпочтительно от 280°C до 400°C.
<32> Устройство для изготовления композитного листа по любому из пп. <23>-<31>, в котором ультразвуковой волновод содержит, у части на удаленном конце, слой синтетической смолы, который обладает сопротивлением к истиранию, в качестве элемента со свойствами аккумулирования теплоты.
<33> Устройство для изготовления композитного листа по п. <32>, в котором слой синтетической смолы обладает твердостью по шкале Роквелла R120 или более, предпочтительно R125 или более и R140 или менее или от R120 до R140, предпочтительно от R125 до R140.
<34> Устройство для изготовления композитного листа по любому из пп. <30>-<33>, в котором слой синтетической смолы зафиксирован на поверхности удаленного конца основной части ультразвукового волновода, изготовленного из металла, посредством соединительного слоя, сформированного термическим напылением.
<35> Устройство для изготовления композитного листа по любому из пп. <17>-<34>, в котором усилие надавливания, приложенное к первому и второму листам, зажатым между выступами первого валка и ультразвуковым волноводом, составляет 10 Н/мм или более, предпочтительно 15 Н/мм или более или 150 Н/мм или менее, предпочтительно 120 Н/мм или менее или от 10 до 150 Н/мм, предпочтительно от 15 до 120 Н/мм.
<36> Устройство для изготовления композитного листа по любому из пп. <17>-<35>, в котором приложенные ультразвуковые вибрации обладают частотой 15 кГц или более, предпочтительно 20 кГц или более или 50 кГц или менее, предпочтительно 40 кГц или менее или от 15 до 50 кГц, предпочтительно от 20 до 40 кГц.
<37> Устройство для изготовления композитного листа по любому из пп. <17>-<36>, в котором приложенные ультразвуковые вибрации обладают амплитудой 20 мкм или более, предпочтительно 25 мкм или более или 50 мкм или менее, предпочтительно 40 мкм или менее или от 20 до 50 мкм, предпочтительно от 25 до 40 мкм.
<38> Устройство для изготовления композитного листа по любому из пп. <17>-<37>, в котором композитный лист используется в качестве верхнего слоя впитывающих изделий, таких как одноразовые подгузники, гигиенические прокладки, прокладки на каждый день и прокладки при недержании.
Промышленная применимость
Способ изготовления композитного листа по настоящему изобретению позволяет легко формировать соединения сплавлением со сквозными отверстиями и практически не приводит к смещению соединений сплавлением от сквозных отверстий, а также позволяет снизить затраты на обслуживание устройства.
Устройство для изготовления композитного листа по настоящему изобретению позволяет легко формировать соединения сплавлением со сквозными отверстиями и практически не приводит к смещению соединений сплавлением от сквозных отверстий, а также позволяет снизить затраты на обслуживание.
Реферат
Изобретение относится к способу и устройству для изготовления композитного листа. Способ включает этап введения первого листа в зацепляющую часть первого валка и второго валка с выступами и углублениями, сцепляющимися друг с другом на периферийных поверхностях, чтобы деформировать первый лист для получения углублений и выступов при вращении обоих валков. Способ включает этап транспортировки деформированного первого листа с углублениями и выступами при удержании первого листа на первом валке и наложения второго листа с первым листом во время транспортировки. Способ также включает этап зажатия наложенных первого и второго листов между выступами первого валка и ультразвуковым волноводом устройства ультразвуковой сварки для приложения ультразвуковых вибраций к листам. В этом способе соединения сплавлением со сквозными отверстиями формируются во время приложения ультразвуковых вибраций. Изобретение обеспечивает снижение затрат на обслуживание устройства. 2 н. и 29 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Композитный лист
Композитный лист и способ его изготовления
Способ изготовления композитного элемента
Комментарии