Установка для непрерывной высокочастотной сварки длинномерных изделий из полимерных материалов - SU1581594A1
Код документа: SU1581594A1
Чертежи
Описание
Изобретение относится к области сварки пластмасс, а именно для сварки изделий из термопластичных материалов токами высокой частоты.
Целью изобретения является улучшение качества изготавливаемых изделий и повышение надежности работы установки.
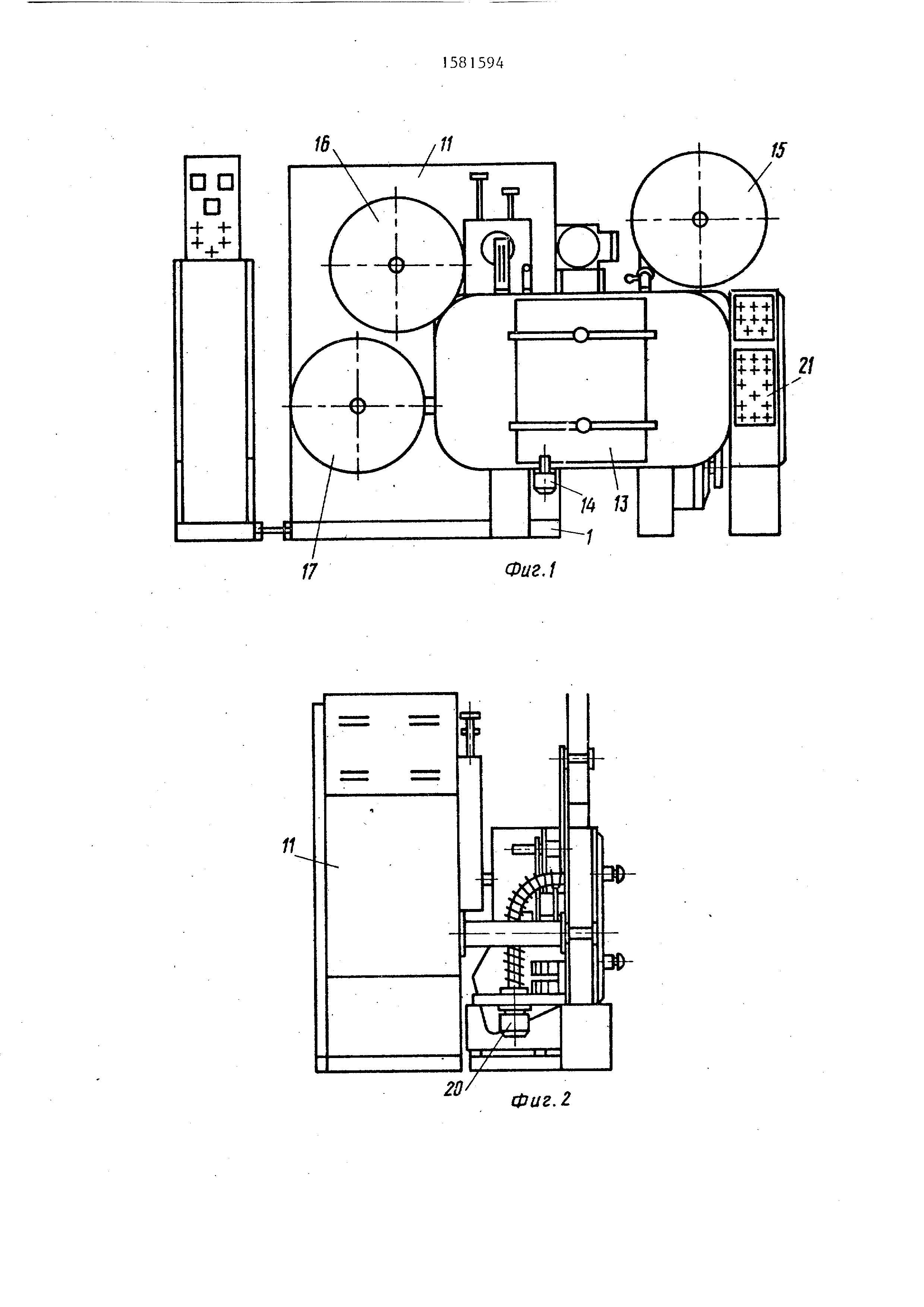
На фиг.1 изображен общий вид установки; на фиг,2 - то. же, вид сбоку;
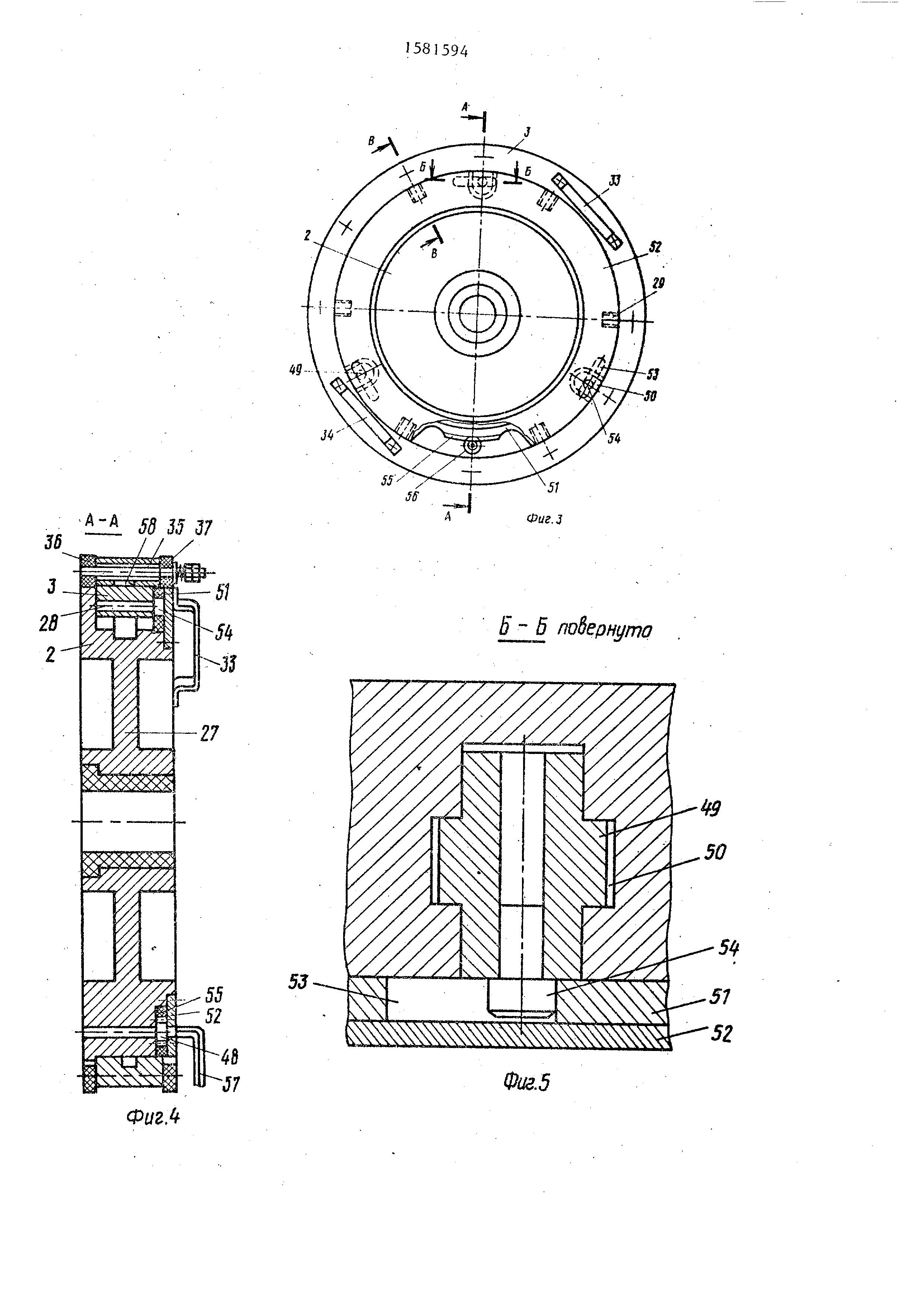
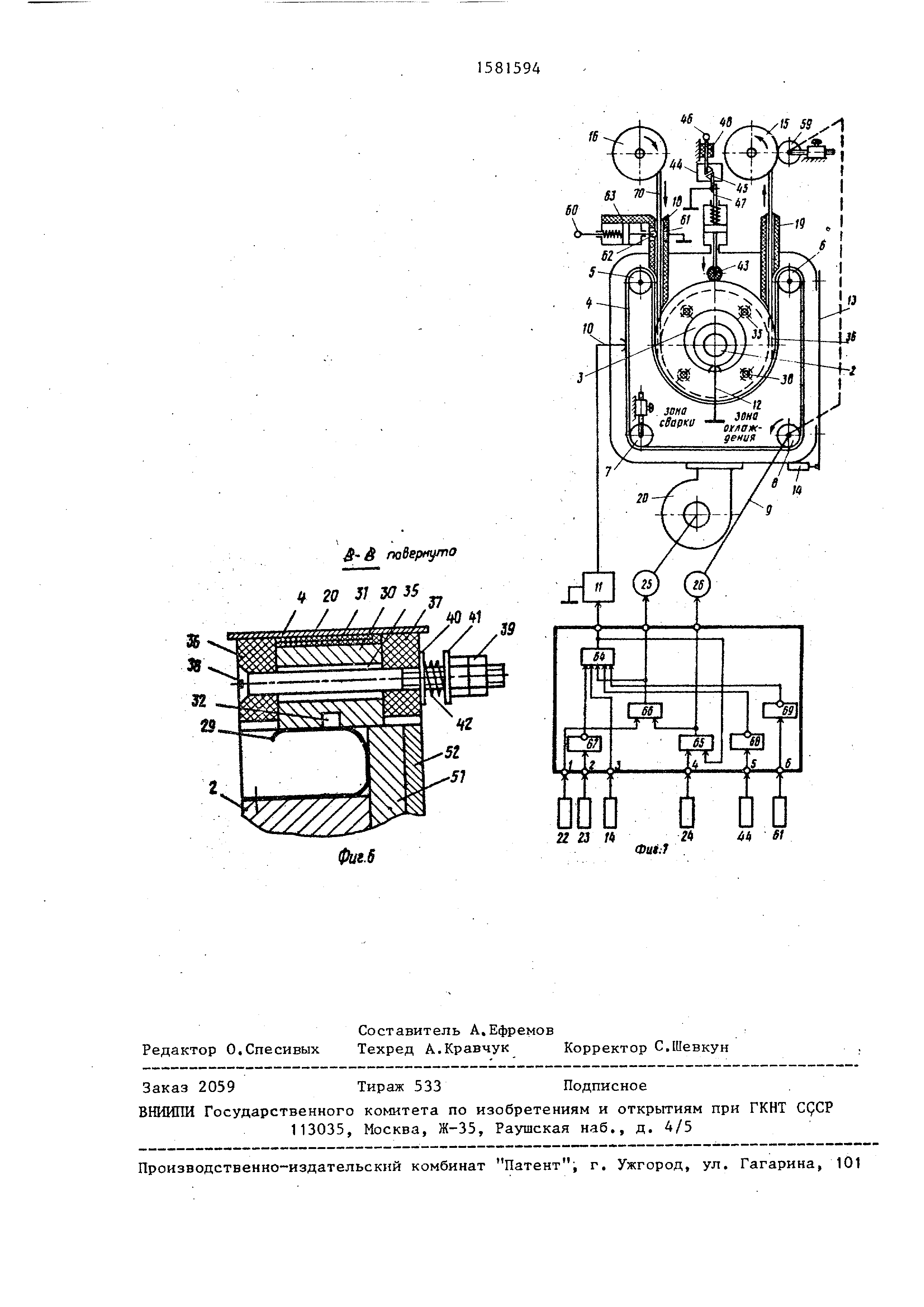
на фиг.З - барабан совместно с быстро- съемным жестким кольцевым электродом и механизмом фиксации; на фиг.4 - то же, разрез А-А на фиг.З; на фиг.5 - расположение кулачка механизма фиксации в ячейке барабана, разрез Б-Б на фиг.З; на фиг.6 - расположение плавающих боковых Ограничителей на жестком кольцевом электроде, разрез В-В
на фиг.З; на фиг.7 - функциональная схема установки.
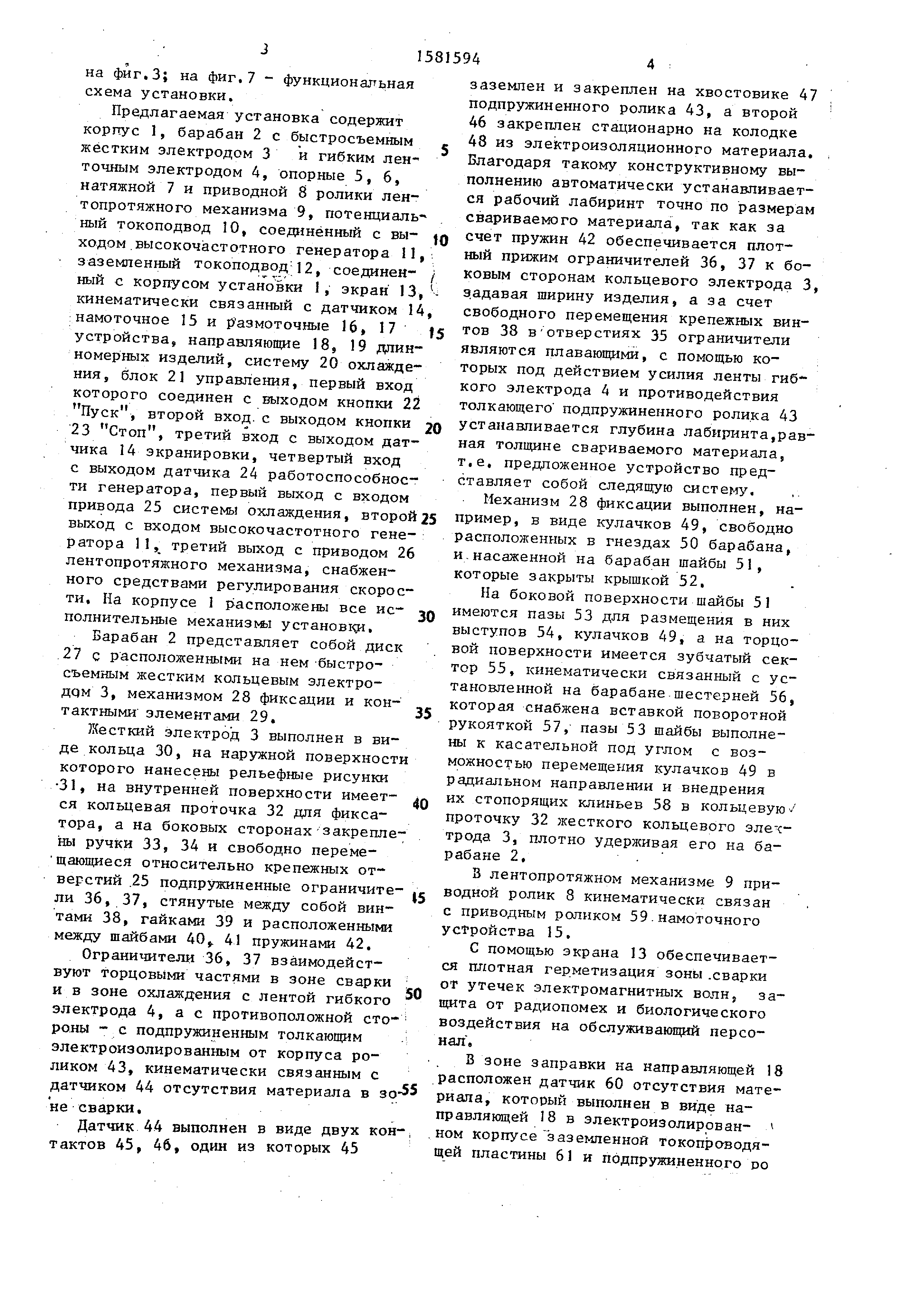
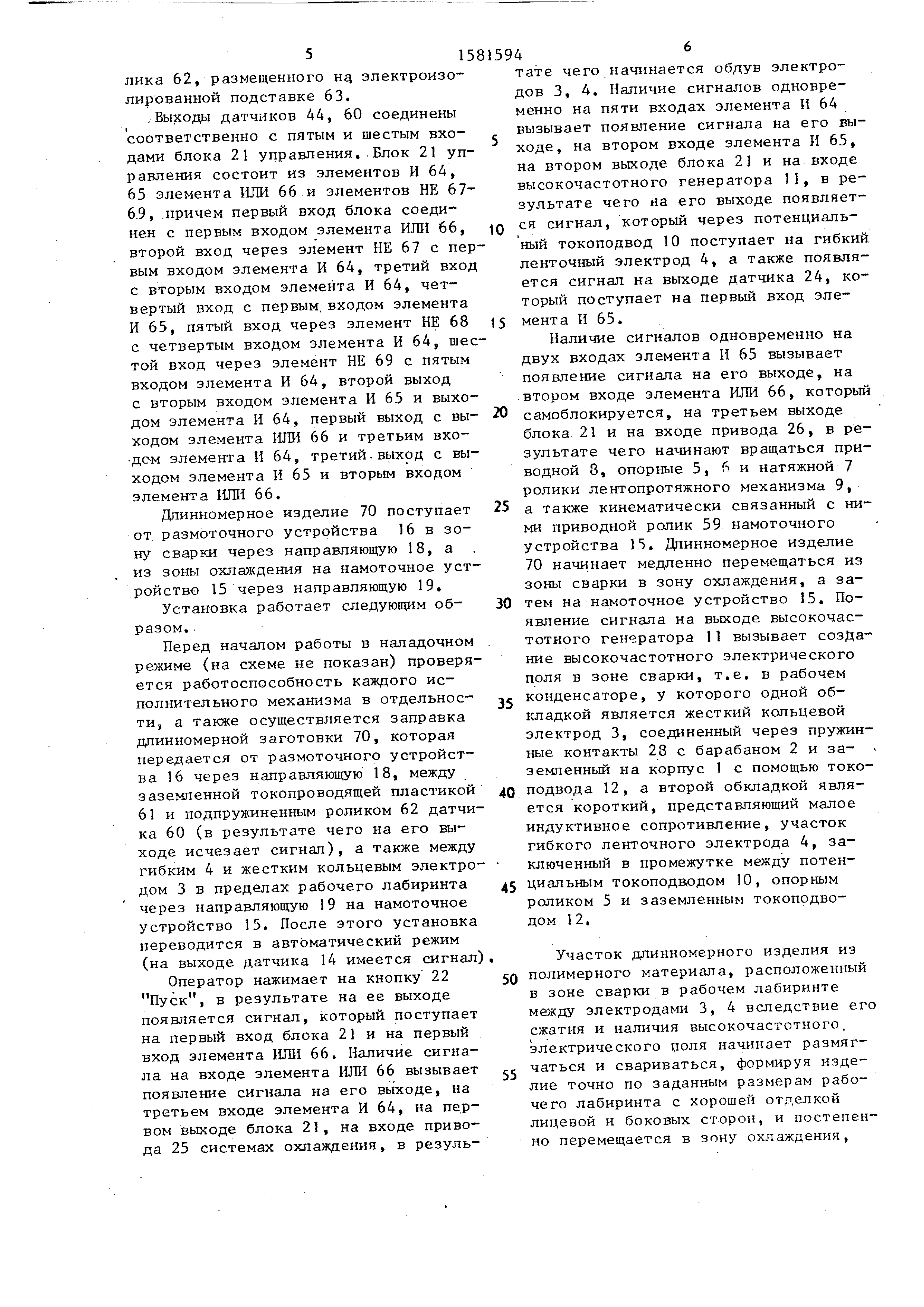
Предлагаемая установка содержит корпус 1, барабан 2 с быстросъемным жестким электродом 3 и гибким ленточным электродом 4, опорные 5, 6, натяжной 7 и приводной 8 ролики лентопротяжного механизма 9, потенциаль ный токоподвод 10, соединенный с выходом высокочастотного генератора II, заземленный токоподвод 12, соединен- / ный с корпусом установки 1, экран 13,1 кинематически связанный с датчиком 14, намоточное 35 и размоточные 16, 17 15 устройства, направляющие 18, 19 длинномерных изделий, систему 20 охлаждения , блок 21 управления, первый вход которого соединен с выходом кнопки 22
заземлен и закреплен на хвостовике 47 подпружиненного ролика 43, а второй 46 закреплен стационарно на колодке 48 из электроизоляционного материала. Благодаря такому конструктивному выполнению автоматически устанавливается рабочий лабиринт точно по размерам свариваемого материала, так как за счет пружин 42 обеспечивается плотный прижим ограничителей 36, 37 к боковым сторонам кольцевого электрода 3, задавая ширину изделия, а за счет свободного перемещения крепежных винтов 38 в отверстиях 35 ограничители являются плавающими, с помощью которых под действием усилия ленты гибкого электрода 4 и противодействия толкающего подпружиненного ролика 43
10
Пуск, второй вход с выходом кнопки 20 Устанавливается глубина лабиринта,рав30
23 Стоп, третий вход с выходом датчика 14 экранировки, четвертый вход с выходом датчика 24 работоспособности генератора, первый выход с входом привода 25 системы охлаждения, второй25 выход с входом высокочастотного генератора 11, третий выход с приводом 26 лентопротяжного механизма, снабженного средствами регулирования скорости . На корпусе 1 расположены все исполнительные механизмы установку.
Барабан 2 представляет собой диск 27 с расположенными на нем быстро- съемным жестким кольцевым электродом 3, механизмом 28 фиксации и контактными элементами 29.
Жесткий электрод 3 выполнен в виде кольца 30, на наружной поверхности которого нанесены рельефные рисунки 31, на внутренней поверхности имеет- Q ся кольцевая проточка 32 для фиксатора , а на боковых сторонах закреплены ручки 33, 34 и свободно перемещающиеся относительно крепежных от35
ная толщине свариваемого материала, т.е. предложенное устройство представляет собой следящую систему.
Механизм 28 фиксации выполнен, например , в виде кулачков 49, свободно расположенных в гнездах 50 барабана, и насаженной на барабан шайбы 51, которые закрыты крышкой 52.
На боковой поверхности шайбы 51 имеются пазы 53 для размещения в них выступов 54, кулачков 49, а на торцовой поверхности имеется зубчатый сектор 55, кинематически связанный с установленной на барабане шестерней 56, которая снабжена вставкой поворотной рукояткой 57, пазы 53 шайбы выполнены к касательной под углом с возможностью перемещения кулачков 49 в радиальном направлении и внедрения их стопорящих клиньев 58 в кольцевую проточку 32 жесткого кольцевого элес- трода 3, плотно удерживая его на барабане 2,
3 лентопротяжном механизме 9 при
5944
заземлен и закреплен на хвостовике 47 подпружиненного ролика 43, а второй 46 закреплен стационарно на колодке 48 из электроизоляционного материала. Благодаря такому конструктивному выполнению автоматически устанавливается рабочий лабиринт точно по размерам свариваемого материала, так как за счет пружин 42 обеспечивается плотный прижим ограничителей 36, 37 к боковым сторонам кольцевого электрода 3, задавая ширину изделия, а за счет свободного перемещения крепежных винтов 38 в отверстиях 35 ограничители являются плавающими, с помощью которых под действием усилия ленты гибкого электрода 4 и противодействия толкающего подпружиненного ролика 43
0
5
Q
5
ная толщине свариваемого материала, т.е. предложенное устройство представляет собой следящую систему.
Механизм 28 фиксации выполнен, например , в виде кулачков 49, свободно расположенных в гнездах 50 барабана, и насаженной на барабан шайбы 51, которые закрыты крышкой 52.
На боковой поверхности шайбы 51 имеются пазы 53 для размещения в них выступов 54, кулачков 49, а на торцовой поверхности имеется зубчатый сектор 55, кинематически связанный с установленной на барабане шестерней 56, которая снабжена вставкой поворотной рукояткой 57, пазы 53 шайбы выполнены к касательной под углом с возможностью перемещения кулачков 49 в радиальном направлении и внедрения их стопорящих клиньев 58 в кольцевую проточку 32 жесткого кольцевого элес- трода 3, плотно удерживая его на барабане 2,
3 лентопротяжном механизме 9 при
Реферат
Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки изделий из термопластичных материалов токами высокой частоты. Цель - улучшение качества изготавливаемых изделий и повышение надежности в работе. Для этого установка для непрерывной высокочастотной сварки снабжена датчиками отсутствия материала в зонах правки и сварки. Датчик отсутствия материала в зоне заправки выполнен в виде расположенной под длинномерным изделием заземленной токопроводящей пластины и над длинномерным изделием - подпружиненного токопроводящего ролика, размещенного на электроизоляционной подставке. Датчик отсутствия материала в зоне сварки выполнен в виде двух контактов, один из которых заземлен и закреплен на хвостовике толкающего ролика, а второй закреплен стационарно на колодке из электроизоляционного материала. Блок управления дополнительно снабжен вторым и третьим элементами НЕ, а первый элемент И дополнительно имеет четвертый и пятый входы, причем четвертый вход первого элемента И соединен через второй элемент НЕ с пятым входом блока, а пятый вход этого же элемента через третий элемент НЕ - с шестым входом блока. 3 з.п.ф-лы, 7 ил.
Формула
Комментарии