Установка для непрерывной высокочастотной сварки полимерных материалов - SU1516368A1
Код документа: SU1516368A1
Чертежи
Описание
Изобретение относится к сварке пластмасс, а именно к устройствам для соединения термопластичных материалов токами высокой частоты.
Целью изобретения является расширение технологических возможностей
установки и повышение надежности ее в работе.
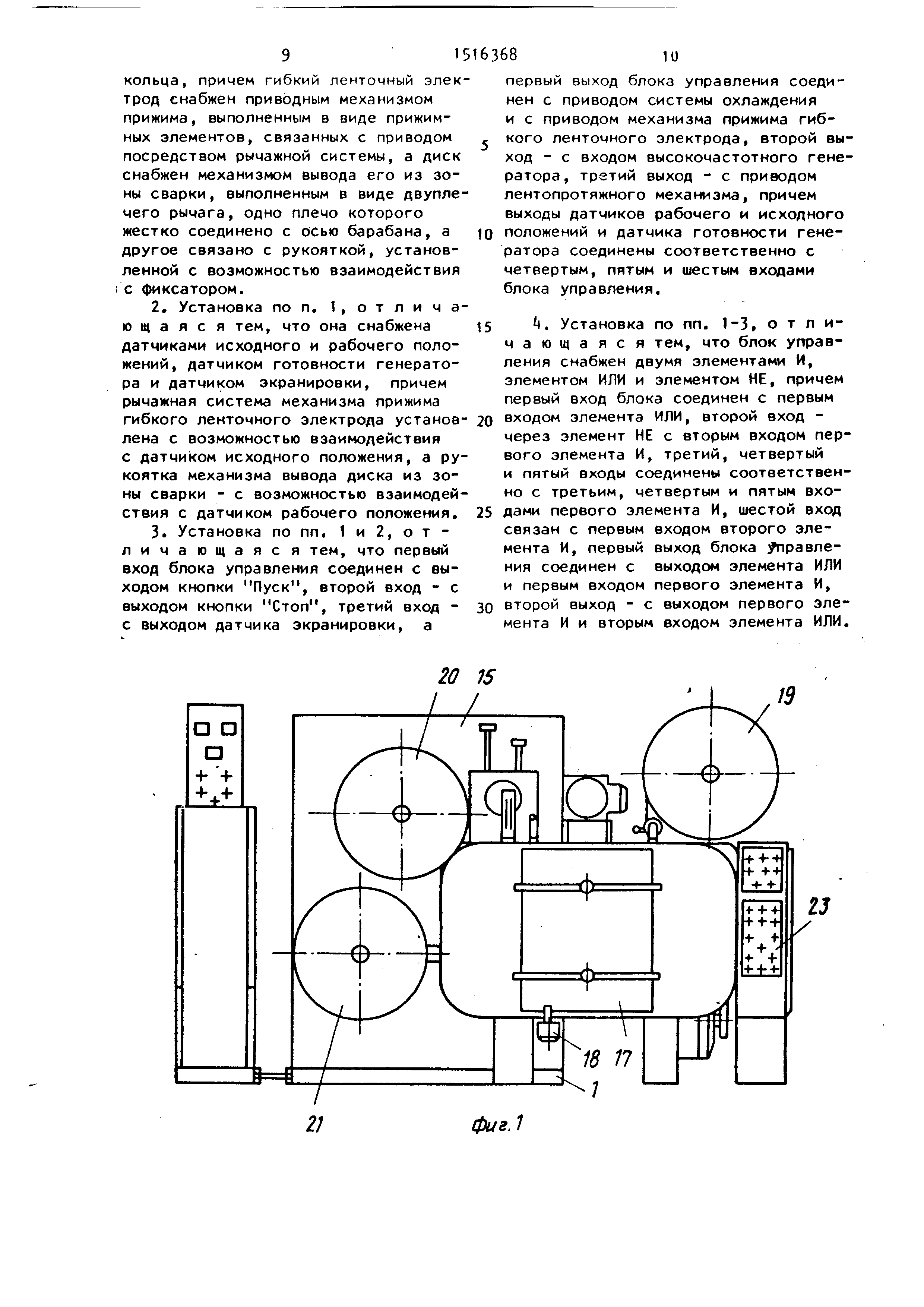
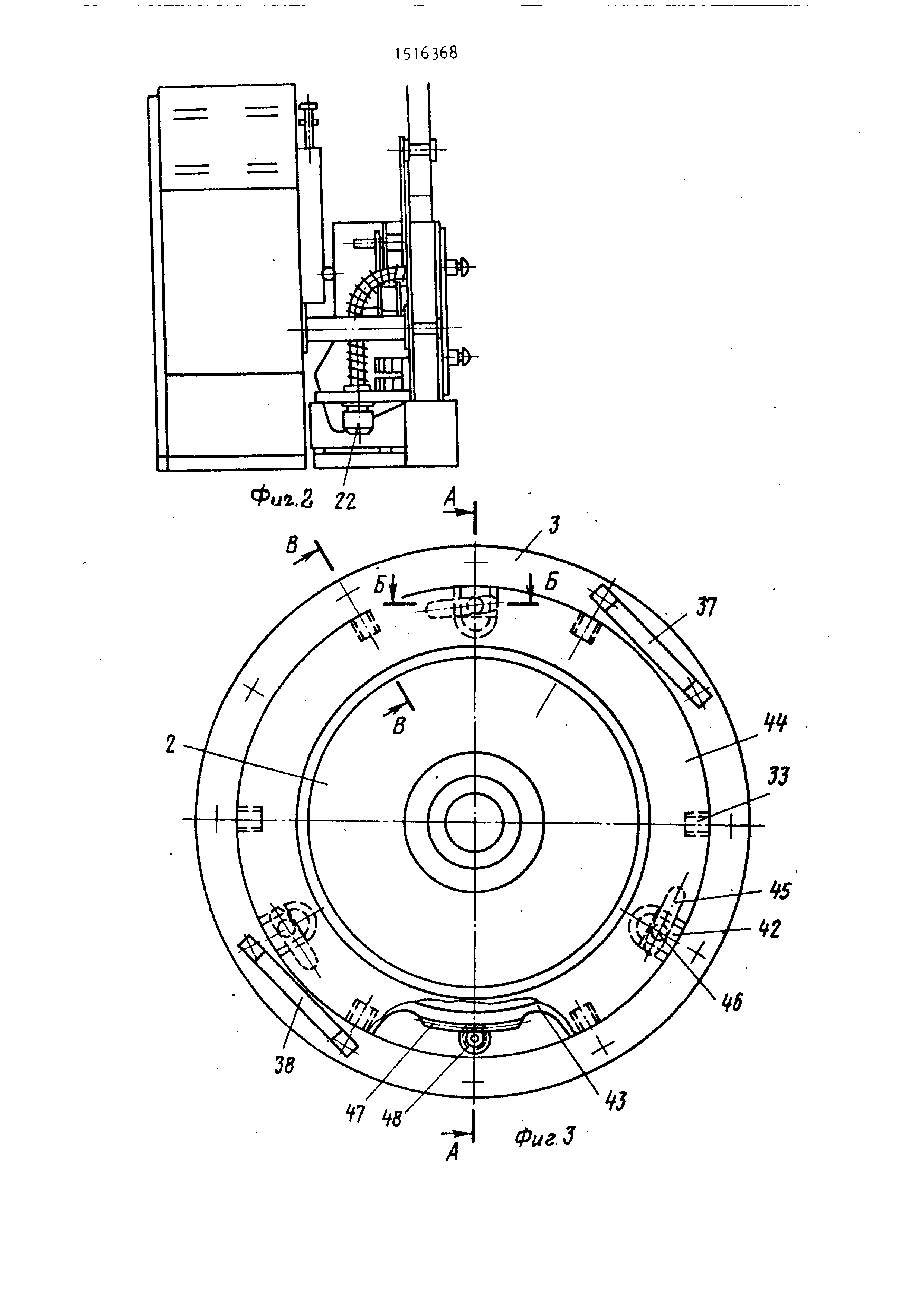
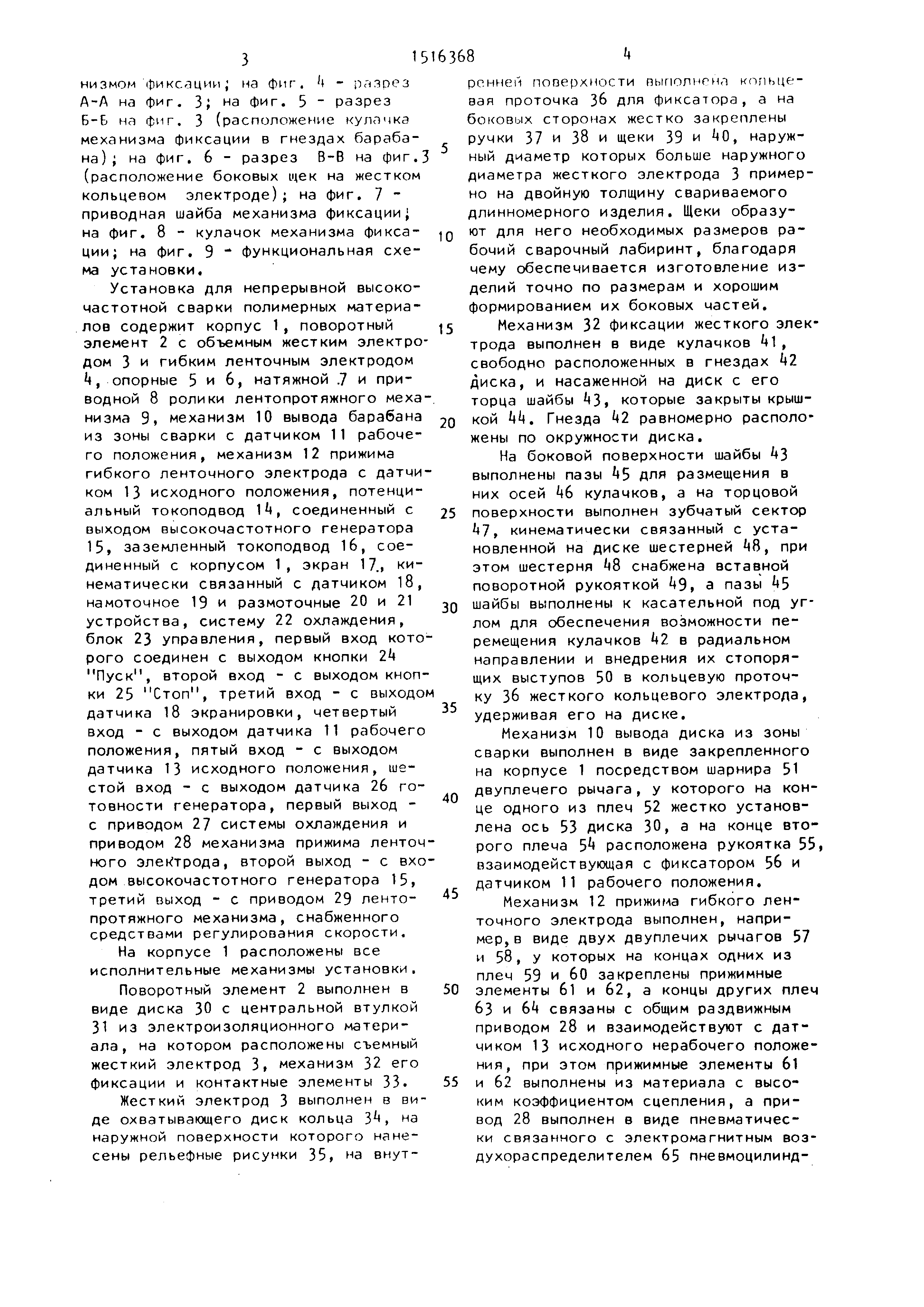
На фиг. 1 схематически изображена установка, общий вид,- на фиг. 2 - то же, вид сбоку; на фиг. 3 - барабан с жестким кольцевым электродом и меха315
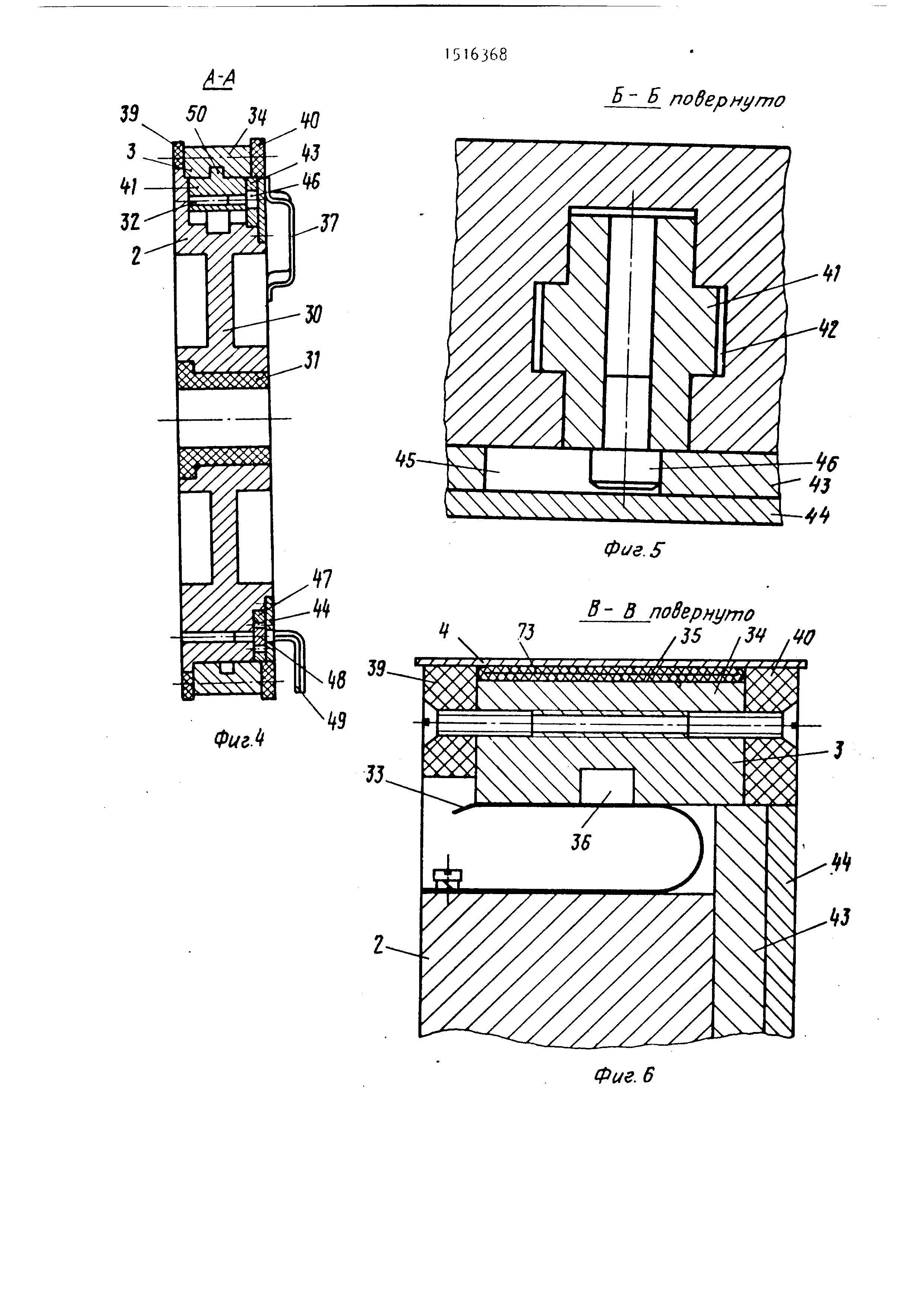
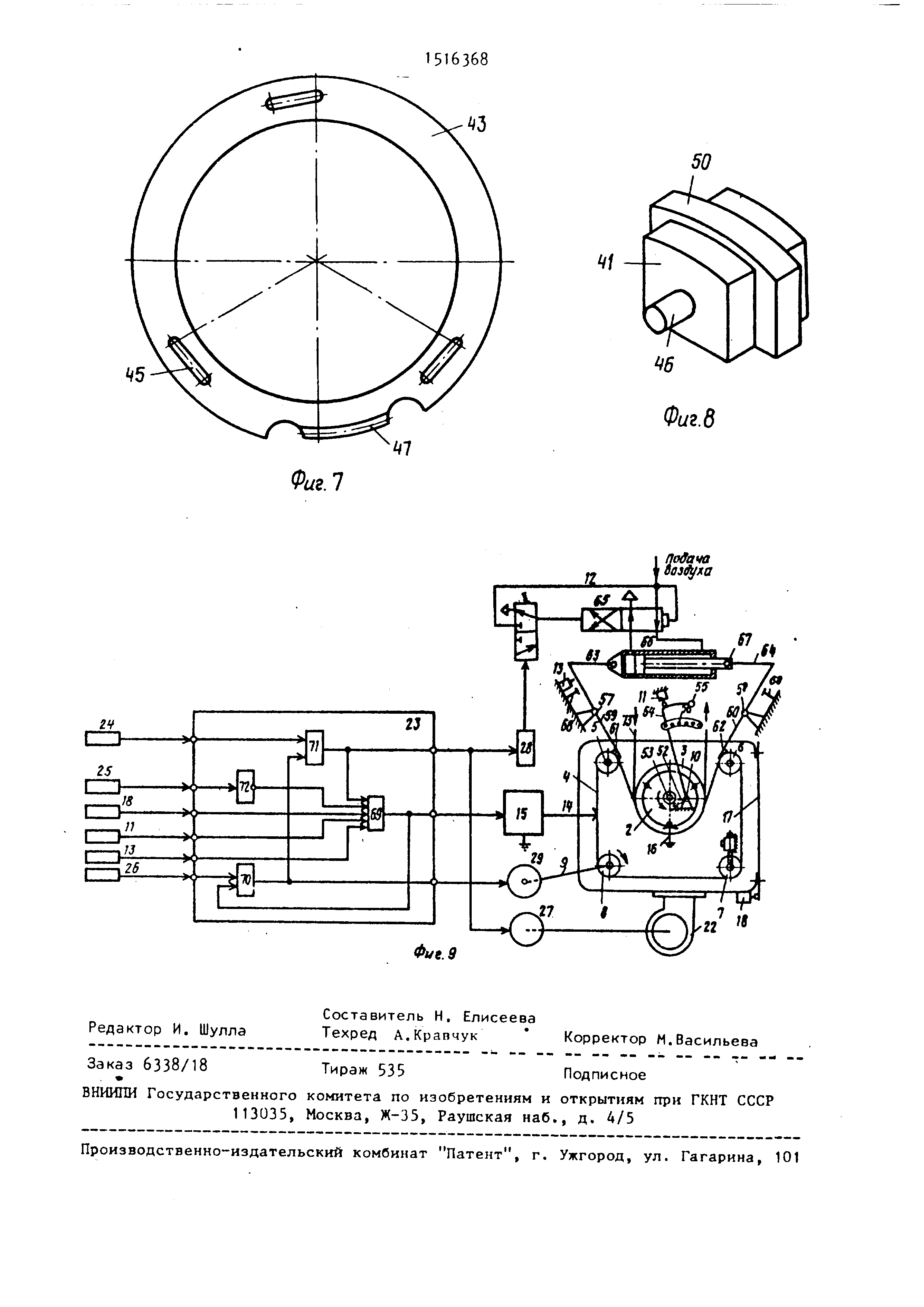
низмом фиксации; на фиг, - разрез А-А на фиг, 3; на фиг. 5 - разрез Б-Б на фиг. 3 (расположение кулачка механизма фиксации в гнездах барабана ); на фиг. 6 - разрез В-В на фиг.З (расположение боковых щек на жестком кольцевом электроде); на фиг. 7 - приводная шайба механизма фиксации; на фиг. 8 - кулачок механизма фиксации; на фиг. 9 - функциональная схема установки.
Установка для непрерывной высокочастотной сварки полимерных материа
лов содержит корпус 1, поворотный элемент 2 с объемным жестким электродом 3 и гибким ленточным электродом 4, опорные 5 и 6, натяжной 7 и приводной 8 ролики лентопротяжного меха низма 9, механизм 10 вывода барабана из зоны сварки с датчиком 11 рабочего положения, механизм 12 прижима гибкого ленточного электрода с датчиком 13 исходного положения, потенциальный токоподвод 1, соединенный с выходом высокочастотного генератора 15, заземленный токоподвод 16, соединенный с корпусом 1, экран 17., кинематически связанный с датчиком 18, намоточное 19 и размоточные 20 и 21 устройства, систему 22 охлаждения, блок 23 управления, первый вход которого соединен с выходом кнопки Пуск, второй вход - с выходом кнопки 25 Стоп, третий вход - с выходо датчика 18 экранировки, четвертый вход - с выходом датчика 11 рабочего положения, пятый вход - с выходом датчика 13 исходного положения, шестой вход - с выходом датчика 2б готовности генератора, первый выход - с приводом 27 системы охлаждения и приводом 28 механизма прижима ленточного электрода, второй выход - с входом высокочастотного генератора 15, третий выход - с приводом 29 лентопротяжного механизма, снабженного средствами регулирования скорости.
На корпусе 1 расположены все исполнительные механизмы установки.
Поворотный элемент 2 выполнен в виде диска 30 с центральной втулкой 31 из электроизоляционного материала , на котором расположены съемный жесткий электрод 3, механизм 32 его фиксации и контактные элементы 33.
Жесткий электрод 3 выполнен в виде охватывающего диск кольца }k, на наружной поверхности которого нанесены рельефные рисунки 35, на внут0
реннее поперхности пыгюлнрнл копьце- вая проточка Зб для фиксатора, а на боковых сторонах жестко закреплены ручки 37 и 38 и щеки 39 и kO, наружный диаметр которых больше наружного диаметра жесткого электрода 3 примерно на двойную толщину свариваемого длинномерного изделия. Щеки образуют для него необходимых размеров рабочий сварочный лабиринт, благодаря чему обеспечивается изготовление изделий точно по размерам и хорошим формированием их боковых частей.
5 Механизм 32 фиксации жесткого электрода выполнен в виде кулачков 41 , свободно расположенных в гнездах 2 диска, и насаженной на диск с его торца шайбы 43, которые закрыты крыш0 кой 4 4. Гнезда 42 равномерно расположены по окружности диска.
На боковой поверхности шайбы 43 выполнены пазы для размещения в них осей 46 кулачков, а на торцовой
5 поверхности выполнен зубчатый сектор 47, кинематически связанный с установленной на диске шестерней 48, при этом шестерня 8 снабжена вставной поворотной рукояткой 49, а пазы 45
0 шайбы выполнены к касательной под углом для обеспечения возможности перемещения кулачков 42 в радиальном направлении и внедрения их стопорящих выступов 50 в кольцевую проточку Зб жесткого кольцевого электрода, удерживая его на диске.
Механизм 10 вывода диска из зоны сварки выполнен в виде закрепленного на корпусе 1 посредством шарнира 51 двуплечего рычага, у которого на конце одного из плеч 52 жестко установлена ось 53 диска 30, а на конце второго плеча расположена рукоятка 53, взаимодействующая с фиксатором 56 и датчиком 11 рабочего положения.
Механизм 12 прижима гибкого ленточного электрода выполнен, например , в виде двух двуплечих рычагов 57 и 58, у которых на концах одних из плеч 59 и 60 закреплены прижимные
0 элементы б1 и 62, а концы других плеч 63 и 64 связаны с общим раздвижным приводом 28 и взаимодействуют с датчиком 13 исходного нерабочего положения , при этом прижимные элементы б1
5 и 62 выполнены из материала с высоким коэффициентом сцепления, а привод 28 выполнен в виде пневматически связанного с электромагнитным воздухораспределителем 65 пневмоцилинд5
0
5
pa bb, корпус которого шарнирно соединен с плечом 63, а шток 67 - с плечом . Механизм 12 снабжен также ограничительными упорами 68.
Установка снабжена открывающимся экраном 17. На размоточных устройствах 20 и 21 находятся заготовки длинномерных изделий, а на намоточном устройстве 19 накапливается изготовленное длинномерное изделие.
Блок 23 управления состоит из элементов И 69 и 70, ИЛИ 71 и НЕ 72, причем первый вход блока соединен с первым входом элемента ИЛИ 71, второй вход - через элемент НЕ 72 с вторым входом элемента И 69, третий, четвертый и пятые входы соответственно - с третьим, четвертым и пятым входами элемента И б9, шестой вход - с первым входом элемента И 70, первы выход - с выходом элемента ИЛИ 71 и первым входом элемента И б9, второй выход - с выходом элемента И б9, и вторым входом элемента И 70, третий выход - с выходом элемента И 70 и вторым входом элемента ИЛИ 71.
Установка работает следующим образом .
Перед началом работы в наладочном режиме (не показано) проверяется работоспособность каждого исполнительного механизма в отдельности, а также осуществляется заправка длинномерной заготовки 73 между жестким 3 и гибким А электродами. После этого установка переводится в автоматический режим (на выходах датчиков 11,18,26 имеются сигналы).
Оператор нажимает на кнопку 2А Пуск, в результате чего на ее выходе появляется сигнал, который поступает на первые входы блока 23 и элемента ИЛИ 71. Наличие сигнала на входе элемента ИЛИ 71 вызывает появление сигнала на его выходе, первом входе элемента И 69, первом выходе блока 23, приводе 27 системы охлаждения и приводе 28 механизма прижима гибкого ленточного электрода, в результате чего начинается обдув электродов 3 ч Ц и включается электромагнит (не показан) воздухораспределителя б5, обеспечивающий подключение поршневой полости пневмоцилиндра 66 к напорной магистрали (не показана), а штоковой полости - с атмосферой. Шток 67 начинает выдвигаться из кор пуса пневмоцилиндра 66, в результа0
0
те чего шарнирно соединенные с ними двуплечие рычаги 57 и 58 начинают поворачиваться, приподнимая прижимные элементы 61 и 62 и освобождая гибкий ленточный электрод А. После окончания освобождения ленточного электрода двуплечие рычаги 57 и 38 вступают во взаимодействие с ограничительными упорами 68 и датчиком 13 исходного положения, в результате чего на его выходе появляется сигнал, который поступает на пятый вход элемента И 69. Наличие сигналов одно- временно на пяти входах элемента Иб9 вызывает появление сигнала на его вы ходе, втором входе элемента И 70 втором выходе блока 23 и входе высокочастотного генератора 15, в результате чего на его выходе появляется сигнал, который через потенциальный токоподвод И поступает на гибкий ленточный электрод , а также появляется сигнал на выходе датчика 26,
5 который поступает на шестой вход блока 23 и первый вход элемента И 70. Появление сигнала на выходе высокочастотного генератора 15 вызывает создание высокочастотного электрического поля в зоне сварки, т.е. в рабочем конденсаторе, у которого одной обкладкой является заземленный жесткий кольцевой электрод 3 а другой - короткий, представляющий малое
5 индуктивное сопротивление, участок гибкого ленточного электрода , заключенный в промежутке между потенциальным токоподводом lA, опорным роликом 5 и заземленным токоподво0 дом 16.
Участок длинномерного изделия 73 из полимерного материала, расположенный в зоне сварки в пределах рабочего конденсатора, вследствие его
5 сжатия в лабиринте (фиг.6) между жестким 3 и гибким i электродами и вслед - ствие наличия высокочастотного электрического поля начинает размягчаться и свариваться, формируя изделие точно по размерам с хорошей отделкой лицевой и боковых сторон.
Наличие одновременно двух сигналов на входах элемента И 70 вызывает появление сигнала на его выходе, вто5 ром (самоблокирующем) входе элемента ИЛИ 71, третьем выходе блока 23 и приводе 29, в результате чего лентопротяжный механизм 9 приводит в движение всю кинематическую цепь,т.е.
0
0
715
начинают вращаться по часовой стрелке приводной 8, натяжной 7, опорные 5 и 6 ролики, а диск 30 - против часовой стрелки, при этом лента гибкого электрода совместно с длинномерным изделием 73 медленно перемещаются, выводя сваренные участки из зоны действия рабочего конденсатора в зону охлаждения и в дальнейшем подавая их на намоточное устройство 19. Режим сварки достигается путем подбора оптимальной скорости в регулируемом приводе перемещения длинномерного изделия и путем подбора оптимальных рабочих параметров в высокочастотном генераторе, а также путем обеспечения интенсивного охлаждения.
Исчезновение сигнала на выходе высокочастотного генератора 15 автоматически приводит к исчезновению сигнала на выходе датчика 2б, шестом входе блока 23, первом входе элемента И 70, втором входе элемента ИЛИ 71 первом входе элемента И б9, первом, втором, третьем выходах блока 23,приводах 27-29 и входе генератора 15. Останавливается лентопротяжный-механизм ,система охлаждения и отключается привод 28, в результате чего воздухораспределитель 65 соединяет што- ковую полость пневмоцилиндра 66 с напорной магистралью, а поршневую полость - с атмосферой, после чего шток 67 и 68 втягивается в корпус пневмоцилиндра , а двуплечие рычаги 57 и 5В поворачиваются, освобождая датчик 13 исходного положения и плотно прижимая прижимные элементы б1 и 62 к ленте гибкого электрода t, надежно автоматически фиксируя их относительно опор ных роликов 5 и 6.
Если же по производственной необходимости появилась потребность на изготовление другого ассортимента изделий, то оператор за счет имеющихся специальных средств с минимальными затратами времени осуществляет замену жесткого кольцевого электрода на новый.
Это осуществляется следующим образом . Отключается электропитание, при этом срабатывает пневмоцилиндр 66 и элементы б1 и 62 зажимают гибкий ленточный электрод на опорных роликах 5 и 6. Затем рукоятка 55 механизма 10 освобождается от фиксатора 56 и путем поворота двуплечего рычага осуществляется вывод диска 30 из зоны
88
сварки, обеспечивая к нему хороший доступ.
В осевое гнездо шестерни встав- ляется поворотная рукоятка 49, с помощью которой производится вра1цение шестерни B вокруг своей оси, при этом кинематически взаимодействую- щий с ней зубчатый сектор 7 поворачивает вокруг своей оси шайбу , которая по ходу вращения за счет расположения в ее косых пазах S осей 46 перемещает кулачки k вниз, выводя их стопорные выступы 50 из проточки 36 жесткого электрода 3. После этого с помощью ручек 37 и 38 жесткий электрод 3 легко снимается с диска 30, а на его место устанавливается новый жесткий электрод для
изготовления изделий другого ассортимента . Крепление и фиксация его на барабане осуществляются в обратном направлении теми же средствами, При включении электропитания пневмоцилиндр 66 отводит прижимные элементы 61 от опорных роликов.
Формула изобретения
1. Установка для непрерывной высокочастотной сварки полимерных материалов , содержащая установленный на поворотном элементе жесткий электрод , гибкий ленточный электрод,лентопротяжный механизм с приводом, потенциальный токопровод, соединенный с выходом высокочастотного генератора , заземленный токоподвод, соединенный с корпусом установки, систему охлаждения с приводом и блок управления, отличающаяся тем, что, с целью расширения технологических возможностей установки и повышения надежности ее .в работе, поворотный элемент выполнен в виде диска с равномерно расположенными по его окружности гнездами, а жесткий электрод - в виде охватывающего диск съемного кольца с кольцевой проточкой на внутренней поверхности, снабженного механизмом его фиксации, выполненным в виде кулачков, расположенных в гнездах диска, и шайбы с пазами для размещения осей кулачков,
установленной на торце барабана с возможностью поворота посредством зубчатого зацепления, а выступы кулачков размещены в кольцевой проточке
кольца, причем гибкий ленточный электрод снабжен приводным механизмом прижима, выполненным в виде прижимных элементов, связанных с приводом посредством рычажной системы, а диск снабжен механизмом вывода его из зоны сварки, выполненным в виде двуплечего рычага, одно плечо которого жестко соединено с осью барабана, а другое связано с рукояткой, установленной с возможностью взаимодействия 1C фиксатором.
51636810
первый выход блока управления соединен с приводом системы охлаждения и с приводом механизма прижима гиб , кого ленточного электрода, второй выход - с входом высокочастотного генератора , третий выход - с приводом лентопротяжного механизма, причем выходы датчиков рабочего и исходного
10 положений и датчика готовности генератора соединены соответственно с четвертым, пятым и шестым входами блока управления.
Реферат
Изобретение относится к сварке пластмасс, а именно к устройствам для соединения термопластичных материалов токами высокой частоты. Цель изобретения - расширение технологических возможностей установки и повышение надежности ее в работе. Для этого поворотный элемент выполнен в виде диска с равномерно расположенными по его окружности гнездами, а жесткий электрод - в виде охватывающего диск съемного кольца с кольцевой проточкой на внутренней поверхности, снабженного механизмом его фиксации. Механизм фиксации кольца выполнен в виде кулачков, расположенных в гнездах диска, и шайбы с пазами для размещения осей кулачков, установленной на торце барабана с возможностью поворота посредством зубчатого зацепления, а выступы кулачков размещены в кольцевой проточке кольца. Гибкий ленточный электрод снабжен приводным механизмом прижима, выполненным в виде прижимных элементов, связанных с приводом посредством рычажной системы. Диск снабжен механизмом вывода его из зоны сварки, выполненным в виде двуплечего рычага, одно плечо которого жестко соединено с осью барабана, а другое связано с рукояткой, установленной с возможностью взаимодействия с фиксатором. Кроме того, установка снабжена датчиками исходного и рабочего положений, датчиком готовности генератора и датчиком экранировки. Рычажная система механизма прижима гибкого ленточного электрода установлена с возможностью взаимодействия с датчиком исходного положения, а рукоятка механизма вывода диска из зоны сварки - с возможностью взаимодействия с датчиком рабочего положения. 3 з.п.ф-лы, 9 ил.
Формула
Комментарии