Запечатанный корпус упаковки, способ и устройство для его производства - RU2565272C2
Код документа: RU2565272C2
Чертежи








Описание
Область техники
[0001] Настоящее изобретение относится к запечатанному корпусу упаковки, способу и устройству для его производства.
Уровень техники
[0002] Использование синтетических полимерных пленок для запечатанных корпусов упаковки, содержащих ветчину, сосиски, сыр, сладкое желе или бобы, уиро и тому подобные, широко известно. Запечатанные корпуса упаковки образуют из полосы синтетической полимерной пленки, перемещаемой и сгибаемой в трубчатую форму, так что оба боковых краевых участка перекрываются и накладываются один на другой, перекрывающийся участок сваривают с образованием трубчатой пленки, трубчатую пленку заполняют содержимым, а затем верхний и нижний концы упаковки герметизируют (запечатывают) с использованием автоматической заполняющей и упаковочной машины (например, ADP (зарегистрированный товарный знак), фирмы Asahi Kasei Chemicals Corporation).
[0003] В некоторых случаях произведенные запечатанные корпусы упаковки требуется подвергать термообработке, например стерилизации в автоклаве. В то же время, если запечатанные участки не имеют достаточной воздухонепроницаемости, то запечатанный корпус упаковки может не выдержать вызванного нагреванием расширения содержимого и, таким образом, разрушится (автоклавный разрыв). В то же время, с точки зрения стойкости при хранении воздухонепроницаемость запечатанных участков является необходимым условием.
[0004] Для закрывания концов («завязывания») указанной трубчатой пленки известен способ, в котором на трубчатую пленку в требуемом месте накладывают клипсы из металлической проволоки (например, алюминиевой) или синтетическую полимерную ленту. В патентной публикации 1-3 раскрыт способ, в котором оба конца трубчатой пленки закрывают («завязывают») с использованием ленты, выполненной из синтетического полимера (например, винилиденхлорид или олефиновый полимер). В частности, в патентной публикации 1 раскрыт способ, в котором ленту размещают на незаполненных участках, образованных путем сжатия содержимого в трубчатой пленке в направлении, пересекающем продольное направление трубчатой пленки, указанную ленту приваривают к трубчатой пленке и незаполненные участки поперечно запечатываются.
[0005] В патентной публикации 2 раскрыт способ запечатывания, в котором незаполненный участок, образованный сжатием содержимого в трубчатой пленке, сужается в направлении, пересекающем плоскую поверхность, вокруг суженного незаполненного участка размещают ленту и незаполненный участок, на котором размещена лента, запечатывают («сваривают») вместе с лентой в поперечном направлении (первое запечатывание), ленту запечатывают в направлении, пересекающем шов первого запечатывания (второе запечатывание), и ленту приваривают в направлении, пересекающем шов первого запечатывания на противоположной стороне суженного незаполненного участка, к шву второго запечатывания (третье запечатывание).
[0006] В патентной публикации 3 раскрыт способ закрывания концов упаковки, в котором незаполненный участок образуют сжатием содержимого в трубчатой пленке в направлении, пересекающем плоскую поверхность, два отрезка ленты укладывают так, чтобы охватить суженный незаполненный участок, затем незаполненный участок, на который уложена лента, сваривают вместе с двумя частями ленты в поперечном направлении (первое запечатывание), указанные две части ленты сваривают в направлении, пересекающем шов первого запечатывания (второе запечатывание), при этом указанные две части ленты сваривают в направлении, пересекающем шов первого запечатывания на противоположной стороне суженного незаполненного участка к шву второго запечатывания (третье запечатывание).
Список ссылок
Патентная литература
[0007] [Патентная публикация 1] не прошедшая экспертизу заявка Японии № 2005-231639
[Патентная публикация 2] не прошедшая экспертизу заявка Японии № 2006-069647
[Патентная публикация 3] не прошедшая экспертизу заявка Японии № 2006-069648
Сущность изобретения
Проблемы уровня техники и задачи изобретения
[0008] Однако при осуществлении вышеуказанных способов возможны случаи, когда тепло, прикладываемое для сварки и сплавления суженного незаполненного участка и ленты, передается на манжету запечатанного корпуса, которая расположена вблизи указанного суженного участка. Приложенного тепла достаточно для сплавления ленты и полимерной пленки. Таким образом, возможны случаи, когда тепло, передаваемое указанной манжете указанного запечатанного корпуса упаковки, сплавляет указанную полимерную пленку вблизи указанного суженного участка, что вызывает такие недостатки, как возникновение точечных отверстий («дырочек»).
[0009] Кроме того, в способах по Патентным публикациям 2 и 3 запечатывание на ленте, расположенной на суженном незаполненном участке, требуется выполнять несколько раз. Это вызывает увеличение количества стадий и их усложнение, таким образом, затрудняя повышение скорости производства запечатанных корпусов упаковки.
[0010] Настоящее изобретение создано для преодоления вышеуказанных проблем, при этом задача изобретения состоит в обеспечении запечатанного корпуса упаковки, достаточно устойчивого к повреждениям, вызываемым нагреванием во время производственного процесса, и имеющего отличную воздухонепроницаемость. Кроме того, другая задача изобретения состоит в обеспечении производственного способа и производственного устройства, с помощью которых указанный запечатанный корпус упаковки может быть произведен с достаточной эффективностью.
Решение задач изобретения
[0011] Запечатанный корпус упаковки по изобретению включает первый запечатанный участок, образующий трубчатую пленку, полученную путем сгибания полосы синтетической полимерной пленки в трубчатую форму так, чтобы наложить боковые края участков указанной пленки один на другой, и сплавления перекрывающегося участка в продольном направлении указанной пленки, таким образом удерживая содержимое, при этом вторые запечатанные участки образованы на обоих концевых участках указанной трубчатой пленки путем сплавления внутренних поверхностей указанной трубчатой пленки по всей протяженности трубчатой пленки в направлении ширины и на обоих концевых участках трубчатой пленки обеспечены завязывающие элементы, которые завязывают оба суженных концевых участка.
[0012] Запечатанный корпус упаковки может получать не только запечатывающий эффект завязывающего элемента, но также запечатывающий эффект вторых запечатанных участков, обеспеченных по всей протяженности указанной трубчатой пленки в направлении ширины. Следовательно, воздухонепроницаемость запечатанного корпуса упаковки лучше, чем в уровне техники, и могут быть уменьшены такие риски, как вентиляция между внутренней и наружной частями указанного запечатанного корпуса упаковки, утечка воздуха из запечатанного корпуса упаковки и проникновение жидкости в указанный запечатанный корпус упаковки.
[0013] В запечатанном корпусе упаковки по изобретению отношение площади второго запечатанного участка ко всей площади хвостика, выступающего наружу из завязывающего элемента до конца указанной трубчатой пленки, предпочтительно превышает 5%. При этом может быть получена достаточная воздухонепроницаемость.
[0014] Ширина второго запечатанного участка предпочтительно составляет от 0,1 мм до 6,0 мм, с учетом сужения вблизи второго запечатанного участка.
[0015] Второй запечатанный участок предпочтительно, с точки зрения как эффективного сплавления, так и воздухонепроницаемости содержит по меньшей мере одну непрерывную запечатанную линию по всей протяженности трубчатой пленки в направлении ширины. Кроме того, ширина запечатанной линии предпочтительно составляет от 0,1 до 2,0 мм.
[0016] Кроме того, второй запечатанный участок предпочтительно, с точки зрения как эффективного сплавления, так и воздухонепроницаемости образован путем сплавления внутренних поверхностей указанной трубчатой пленки в форме сетки.
[0017] В отношении изобретения следует отметить, что поскольку не требуется прикладывать тепло вблизи места, служащего в качестве манжеты запечатанного корпуса упаковки, тепло обычно не воздействует на указанное место, и, следовательно, предотвращается появление точечных отверстий в манжете запечатанного корпуса упаковки. Кроме того, поскольку второй запечатанный участок может быть образован посредством единственной термообработки, это мало влияет на скорость производства.
[0018] В настоящем изобретении второй запечатанный участок предпочтительно образуют с использованием ультразвукового запечатывания. Запечатывание с использованием ультразвуковых волн позволяет более точно запечатывать желаемые места, и, таким образом, только небольшое количество энергии передается к соседним участкам. Следовательно, возникновение точечных отверстий в манжете указанного запечатанного корпуса упаковки может быть дополнительно сокращено.
[0019] В настоящем изобретении в качестве завязывающего элемента может использоваться синтетическая полимерная нить. В этом случае указанная синтетическая полимерная нить может быть отформована в кольцевую форму путем сварки концевых участков нити. При использовании завязывающего элемента из синтетической полимерной нити не требуется классифицировать указанную нить по материалу, когда указанная упаковка подлежит выбрасыванию после открывания указанного запечатанного корпуса упаковки и потребления содержимого. Кроме того, поскольку не используются металлические элементы, можно проводить детекцию металла при инспекции продукта и при этом выяснить, содержатся ли чужеродные металлические частицы в указанном запечатанном корпусе упаковки или нет.
[0020] Изобретение обеспечивает способ производства запечатанного корпуса упаковки. Предлагаемый способ производства запечатанного корпуса упаковки по изобретению включает стадию сгибания полосы синтетической полимерной пленки для образования перекрывающегося участка, с получением трубчатого корпуса, в котором боковые краевые участки указанной пленки наложены один на другой, первую стадию сварки для сплавления перекрывающегося участка указанного трубчатого корпуса в продольном направлении указанной пленки, образуя при этом первый запечатанный участок и получая трубчатую пленку, стадию заполнения трубчатой пленки содержимым, стадию сжатия посредством приложения давления снаружи к трубчатой пленке, заполненной содержимым, и непрерывного образования плоского участка, ниже которого содержимое сжимается в трубчатой пленке с заданными интервалами, вторую стадию сварки путем приложения тепла к плоскому участку и сплавления внутренних поверхностей трубчатой пленки на всей протяженности трубчатой пленки в направлении ее ширины, при этом образуя второй запечатанный участок, и стадию завязывания, сжимающую (сминающую) трубчатую пленку на втором запечатанном участке или вблизи второго запечатанного участка, при этом образуя суженный участок, и завязывающую указанный суженный участок.
[0021] Согласно способу по изобретению, поскольку оба концевых участка запечатаны с использованием вторых запечатанных участков и завязывающих элементов, можно эффективно производить запечатанный корпус упаковки, имеющий отличную воздухонепроницаемость. Кроме того, поскольку в данном способе не требуется приложения тепла вблизи места, служащего в качестве манжеты указанного запечатанного корпуса упаковки, то тепло обычно не воздействует на указанное место, и, следовательно, подавляется возникновение точечных отверстий в манжете запечатанного корпуса упаковки. Кроме того, поскольку второй запечатанный участок может быть образован посредством единственной термообработки, это мало влияет на скорость производства, и, таким образом, запечатанные корпусы упаковок могут быть выполнены с той же эффективностью, что и в производственных способах уровня техники.
[0022] Изобретение обеспечивает устройство для производства запечатанного корпуса упаковки. Это означает, что устройство для производства запечатанного корпуса упаковки по изобретению включает средство образования перекрывающегося участка путем сгибания полосы синтетической полимерной пленки, при этом образуя трубчатый корпус, в котором боковые краевые участки указанной пленки наложены один на другой, первое сварочное средство для сплавления перекрывающегося участка указанного трубчатого корпуса, образуя при этом первый запечатанный участок и получая трубчатую пленку, средство заполнения трубчатой пленки содержимым, средство сжатия для приложения давления снаружи к трубчатой пленке, заполненной содержимым, и непрерывного образования плоского участка, ниже которого содержимое сжимается в трубчатой пленке с заданными интервалами, второе сварочное средство для приложения тепла к плоскому участку и сплавления внутренних поверхностей трубчатой пленки на всей протяженности трубчатой пленки в направлении ширины, при этом образуя второй запечатанный участок, и завязывающее средство для сужения трубчатой пленки на втором запечатанном участке или вблизи второго запечатанного участка, при этом образуя суженный участок и завязывая указанный суженный участок.
[0023] Согласно изобретению, поскольку оба концевых участка запечатываются с использованием вторых запечатанных участков и завязывающих элементов, можно эффективно производить запечатанный корпус упаковки, имеющий отличную воздухонепроницаемость. Кроме того, поскольку в данном способе не требуется прикладывать тепло вблизи места, служащего в качестве манжеты запечатанного корпуса упаковки, тепло часто не воздействует на указанное место, и, следовательно, предотвращается появление точечных отверстий в манжете запечатанного корпуса упаковки. Кроме того, поскольку второй запечатанный участок может быть образован посредством единственной термообработки, это мало влияет на скорость производства, и, таким образом, запечатанные корпусы упаковок могут быть выполнены с той же эффективностью, что и в производственных способах уровня техники.
Технические результаты изобретения
[0024] Изобретение обеспечивает запечатанный корпус упаковки, достаточно стойкий к повреждениям, вызываемым нагреванием во время производственного процесса, и имеющий отличную воздухонепроницаемость. Кроме того, изобретение обеспечивает производственный способ и производственное устройство, с помощью которых указанный запечатанный корпус упаковки может быть произведен с достаточной эффективностью.
Краткое описание чертежей
[0025]
Фиг.1А - вид сверху варианта выполнения запечатанного корпуса упаковки по изобретению,
Фиг.1В - вид в сечении примера завязывающего элемента.
Фиг.2 - вид сверху варианта выполнения устройства для производства запечатанного корпуса упаковки по изобретению.
Фиг.3 - вид в перспективе варианта выполнения устройства для производства запечатанного корпуса упаковки по изобретению.
Фиг.4 - вид в перспективе примера средства вертикальной ультразвуковой сварки в устройстве для производства запечатанного корпуса упаковки по изобретению.
Фиг.5А - вид сверху примера опоры для ультразвуковой сварки.
Фиг.5В - вид сбоку указанной опоры.
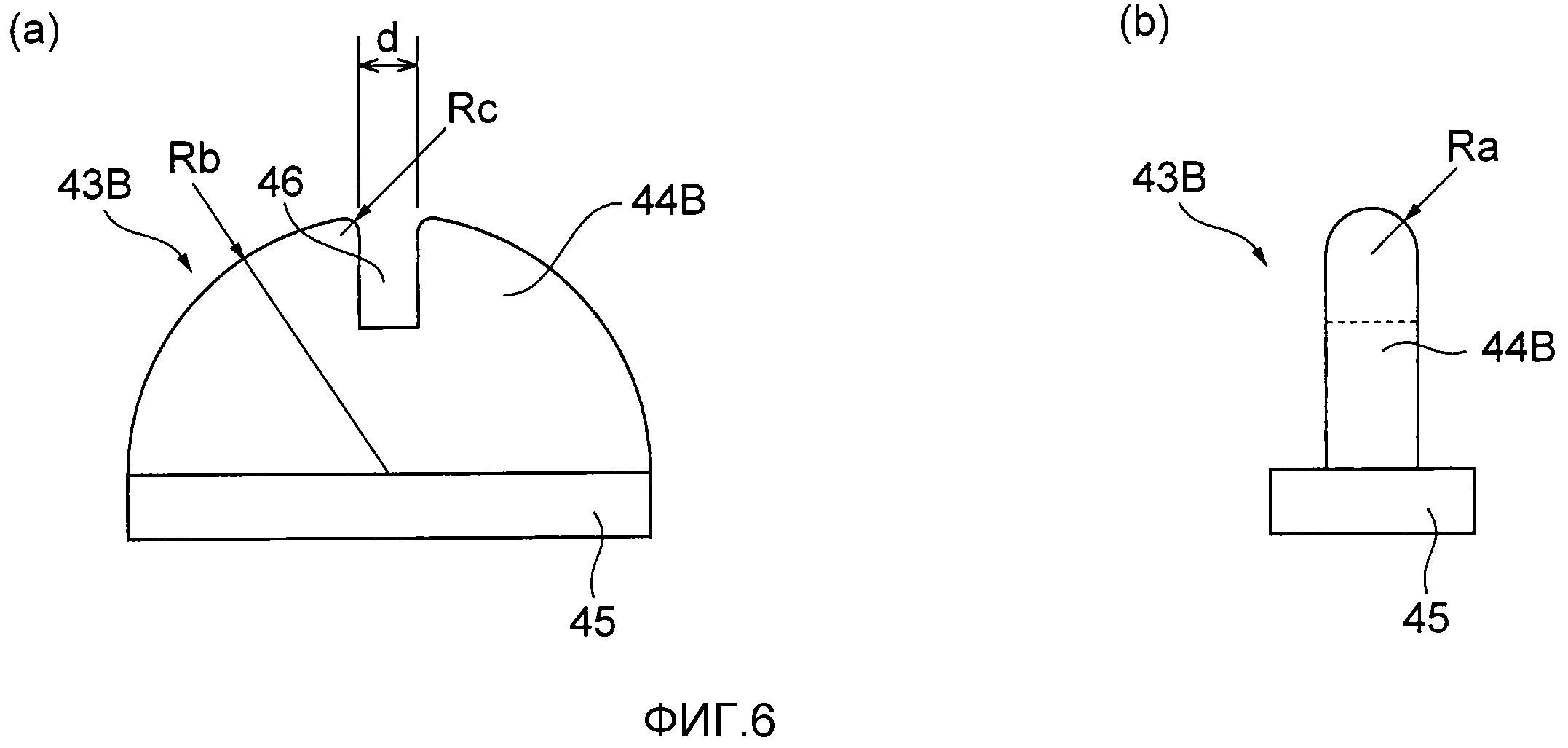
Фиг.6А - вид сверху другого примера опоры для ультразвуковой сварки.
Фиг.6В - вид сбоку указанной опоры.
Фиг.7 - схематичные виды примера средств образования горизонтального сварочного шва (второе сварочное средство) в устройстве для производства запечатанных корпусов упаковки по изобретению.
Фиг.8 - примерные рисунки швов, образуемых средством горизонтального запечатывания в устройстве для производства запечатанных корпусов упаковки по изобретению.
Фиг.9 - примерные рисунки швов, образуемых средством горизонтального запечатывания в устройстве для производства запечатанных корпусов упаковки по изобретению.
Фиг.10 - схематичный вид ультразвуковой сварки с использованием устройства по Фиг.4.
Описание вариантов выполнения
[0026] В дальнейшем варианты выполнения изобретения описаны подробно со ссылкой на сопровождающие чертежи. В то же время, на всех чертежах сходные элементы имеют одни и те же позиции и не описаны повторно. Кроме того, относительное расположение, такое как сверху, снизу, справа и слева, основано на относительном расположении, показанном на чертежах, если не указано иное.
[0027] (Запечатанный корпус упаковки)
На Фиг.1 показан вариант выполнения запечатанного корпуса упаковки по изобретению. На Фиг.1В показан вид в сечении по Ib-Ib на Фиг.1А. запечатанный корпус 1 упаковки, показанный на Фиг.1А, включает вертикально запечатанный участок (первый запечатанный участок) 4, образующий трубчатую пленку 2, полученную путем сгибания полосы синтетической полимерной пленки в трубчатую форму для наложения один на другой боковых краевых участков указанной пленки и сварки перекрывающегося участка 3 в продольном направлении указанной пленки, горизонтально запечатанные участки (вторые запечатанные участки) 6, образованные на обоих концевых участках указанной трубчатой пленки 2, и завязывающие элементы 8, обеспеченные на обоих концевых участках указанной трубчатой пленки 2 и завязывающие оба суженных концевых участка.
[0028] В то же время, в запечатанном корпусе 1 упаковки по Фиг.1А оба концевых участка указанной трубчатой пленки 2 показаны уже завязанными с использованием указанных завязывающих элементов 8, при этом ширина указанного горизонтально запечатанного участка 6 показана меньше ширины указанной трубчатой пленки 2. Однако горизонтально запечатанный участок 6, еще не снабженный указанным завязывающим элементом 8, выполнен по всей протяженности указанной трубчатой пленки 2 в направлении ширины, как показано на Фиг.3. Вертикально запечатанный участок 4 выполнен путем соединения наружной поверхности и внутренней поверхности указанной синтетической полимерной пленки посредством сварки, а указанный горизонтально запечатанный участок 6 выполнен путем соединения внутренних поверхностей указанной трубчатой пленки 2 посредством сварки.
[0029] Синтетическая полимерная пленка, образующая указанную трубчатую пленку, в частности не ограничена, поскольку указанная синтетическая полимерная пленка является термопластичным полимером и ее примеры включают полимеры, образованные из винилиденхлорида/сополимера винилхлорида (VDC/VC), винилиденхлорида/сополимера метилакрилата (VDC/MA), высокопрочный полистирол (HIPS), поливинилиденхлорид (PVDC), поливинилхлорид (PVC), полиамид (РА), полиэтилен (РЕ), поливинилхлорид (РР), сополимер этиленвинилового спирта (EVOH) или тому подобные. Кроме вышеперечисленного, указанная трубчатая пленка 2 предпочтительно выполнена из полимерной пленки на основе полиамида, с точки зрения газонепроницаемости и противодействия возникновению точечных отверстий. В частности, указанная трубчатая пленка 2 более предпочтительно выполнена из пленки, выполненной из полимера на основе сополимера полиамида, включая единицу ароматического диамина, с точки зрения газонепроницаемости. Примерные полимеры на основе сополимизированного полиамида, включающего молекулу ароматического диамина, включают сополимерные полимеры из метаксилендиамина и адипиновой кислоты; сополимерные полимеры из метаксилендиамина, адипиновой кислоты и изофталевой кислоты; и тому подобные.
[0030] Синтетическая полимерная пленка может быть однослойной пленкой или многослойной пленкой, в которой содержится несколько пленок. Для обеспечения различных функций предпочтительно используют многослойную пленку с уплотнительными пленками на одной поверхности и/или обоих поверхностях базовой пленки. В то же время примеры многослойной пленки включают пленки, имеющие адгезивный слой, газонепроницаемый слой или подобный слой, расположенный между соответствующими основными слоями. Этот вид многослойных пленок может быть выполнен с использованием известных способов, например способа коэкструзии, в котором полимерный состав коэкструдируют, а затем охлаждают, образуя при этом ламинированный материал, или способа сухого ламинирования, в котором две или более пленок приклеивают, или способа экструзионного ламинирования, в котором полимерный состав расплавляют и экструдируют на другую пленку, при этом образуя ламинированный материал. Многослойная пленка предпочтительно является пленкой, включающей, по меньшей мере, один слой, имеющий газонепроницаемый слой.
[0031] В случае, когда запечатанный корпус упаковки используют для автоклавирования, а трубчатая пленка 2 должна иметь достаточную прочность и достаточную теплостойкость, чтобы выдержать стерилизационную обработку в автоклаве, то предпочтительно используют многослойную пленку, снабженную полимерными слоями на основе полиолефина, например полиэтиленом или полипропиленом в качестве уплотнительного слоя на одной поверхности и/или обеих поверхностях слоя полимерной пленки на основе полиамида в качестве базовой пленки; или многослойная пленка может быть снабжена свариваемыми слоями из полимерной пленки на основе полипропилена на обеих поверхностях барьерного слоя, выполненного из полимерной пленки на основе полиамида в качестве базовой пленки, с помощью адгезивного полимера на основе полипропилена. В последней многослойной пленке полимер на основе полиамида, являющийся барьерным слоем, имеет свойства кислородонепроницаемости и сопротивляемости возникновению точечных отверстий, а полимер на основе полипропилена, являющийся уплотнительным слоем, имеет свойства термосвариваемости и пароизоляции.
[0032] Ширина (ширина от внутреннего концевого участка 2а трубчатой пленки 2 до наружного концевого участка 2b, образующего свободный концевой участок) перекрывающегося участка 3 должна составлять примерно 5-15 мм. Когда ширина перекрывающегося участка 3 составляет менее 5 мм, вертикально запечатанный участок 4 должен быть выполнен в узком перекрывающемся участке 3 с большой точностью. С другой стороны, когда ширина перекрывающегося участка 3 превышает 15 мм, расход синтетической полимерной пленки имеет тенденцию к увеличению. В то же время, перекрывающийся участок 3 может быть сплавлен по всей ширине или, по меньшей мере, части ширины.
[0033] Вертикально запечатанный участок 4 выполняют путем запечатывания указанного перекрывающегося участка 3 в продольном направлении с использованием известного способа. Конкретные примеры запечатывающего способа включают запечатывание горячим воздухом, высокочастотное запечатывание, ультразвуковое запечатывание и тому подобные способы.
[0034] Примеры содержимого 5 включают текучие продукты, такие как жидкие или тестообразные продукты, например японские маринады, сыр и колбаса.
[0035] Горизонтально запечатанные участки 6 выполняют на обоих концевых участках запечатанного корпуса упаковки в продольном направлении и запечатывают по всей протяженности запечатанного корпуса упаковки в направлении ширины. Способ запечатывания не ограничен конкретными технологиями при условии, что они обеспечивают воздухонепроницаемость. Примеры таких технологий включают запечатывание горячим воздухом, высокочастотное запечатывание, ультразвуковое запечатывание и тому подобные. Ультразвуковое запечатывание особенно предпочтительно, поскольку прикладываемая энергия не так легко протекает в манжету запечатанного корпуса упаковки, или желательные места могут быть запечатаны очень аккуратно. В то же время, оба концевых участка, упомянутых здесь, относятся к концевым участкам на обоих сторонах запечатанного корпуса упаковки в продольном направлении или вблизи его, и в случае, в котором место вблизи обоих концевых участков запечатанного корпуса упаковки в продольном направлении запечатано с использованием горизонтально запечатанных участков 6, есть случаи, в которых концы в продольном направлении могут быть не запечатаны.
[0036] В горизонтально запечатанном участке 6 должна отсутствовать вентиляция через концевой участок между внутренней и наружной частями запечатанного корпуса упаковки. Когда позволяется поступление воздуха снаружи в любом месте, то затрудняется обеспечение воздухонепроницаемости. Горизонтально запечатанный участок 6 предпочтительно выполняют так, чтобы удовлетворить это условие. Например, в качестве конфигурации горизонтально запечатанного участка 6 может использоваться конфигурация, в которой вся поверхность запечатана в направлении ширины по всей протяженности, или конфигурация, в которой концевой участок запечатан в форме сетки по всей его протяженности в направлении ширины запечатанного корпуса упаковки. Форма сетки, упомянутая здесь, относится к такой структуре, в которой промежуточные участки в указанной сетке не сплавлены, а участок, относящийся к участку сетки, сплавлен. В структуре сетки общая площадь, на которой синтетический полимер по существу сплавлен, является небольшой, и вентиляция между смежными промежутками сдерживается участками сетки, и при этом обеспечивается достаточная воздухонепроницаемость. Это означает, что можно обеспечить достаточно герметичное горизонтальное запечатывание при использовании небольшого количества энергии для сварки. Существует тенденция к улучшению воздухонепроницаемости при уменьшении ячеек сетки, увеличении размера сетки и увеличении ее ширины (т.е. протяженности в продольном направлении запечатанного корпуса упаковки) горизонтально запечатанного участка. Кроме того, когда горизонтально запечатанный участок имеет структуру сетки, чередующиеся сплавленные и несплавленные участки облегчают гладкое сжатие горизонтально запечатанного участка в направлении ширины при получении суженного концевого участка, и, таким образом, указанный запечатанный корпус упаковки лучше поддается сужению.
[0037] В отношении области горизонтально запечатанного участка, каждая внутренняя поверхность предпочтительно сплавлена при соотношении сплавленной области в горизонтально запечатанном участке 6 к общей площади хвостика (участка от наружной части завязывающего элемента 8 до конца пленки (т.е. концевого участка или кончика)) более 5% с точки зрения воздухонепроницаемости. Соотношение более предпочтительно в пределах 10-60% с точки зрения воздухонепроницаемости и сужения указанной пленки. Когда соотношение составляет 10% или более, может быть обеспечена достаточная воздухонепроницаемость. Кроме того, когда соотношение составляет менее 60%, указанная пленка может более гладко сжиматься в месте сужения и, таким образом, может быть надежно завязана с использованием завязывающего элемента 8.
[0038] Ширина горизонтально запечатанного участка 6 предпочтительно составляет 0,1-6,0 мм, более предпочтительно, 0,2-4,5 мм, наиболее предпочтительно, 0,3-3,0 мм. Расширение горизонтально запечатанного участка 6 может легко улучшить воздухонепроницаемость, но также может повысить жесткость сплавленных участков, так что существует компромисс между шириной горизонтально запечатанного участка и его сужением. Таким образом, ширина горизонтально запечатанного участка 6 должна соответствующим образом варьировать в зависимости от жесткости и подобных свойств используемых пленок.
[0039] Кроме того, горизонтально запечатанный участок 6 предпочтительно имеет, по меньшей мере, один непрерывный линейный сварной шов по всей протяженности трубчатой пленки в направлении ширины. Когда количество по существу параллельных линейных сварных швов увеличивается, воздухонепроницаемость может быть улучшена; однако, подобно случаю с горизонтально запечатанным участком 6 возможно повышение жесткости сплавленных участков. Ширина сварного шва в горизонтально запечатанном участке 6 предпочтительно составляет 0,1-2,0 мм, более предпочтительно, 0,15-1,8 мм, наиболее предпочтительно, 0,2-1,6 мм. Тем не менее, вышеприведенные характеристики запечатанного участка являются только примерными и другие значения могут быть соответствующим образом использованы в объеме изобретения.
[0040] Завязывающие элементы 8 сжимают оба концевых участка трубчатой пленки 2 с получением суженных участков 7 и завязывают указанные суженные участки 7. Оба упомянутых концевых участка относятся к горизонтально запечатанным участкам 6 или их окрестностям, при этом окрестность горизонтально запечатанного участка 6 означает область, продолжающуюся приблизительно на 10 мм или менее от конца горизонтально запечатанного участка 6.
[0041] В настоящем варианте выполнения завязывающий элемент 8 образован из синтетической полимерной нити. Указанная синтетическая полимерная нить окружает суженный участок 7 и сплавлена на сплавленном участке 8а (по Фиг.1В). В качестве материала синтетической полимерной нити может использоваться РР, полиэтилентерефталат (РЕТ), полиамид (РА), полистирол (PS), полиэтилен (РЕ), полиэтилен высокой плотности (HDPE), винилиденхлорид/сополимер винилхлорида (VDC/VC), винилиденхлорид/ сополимер метилакрилата (VDC/MA), высокопрочный полистирол (HIPS) или тому подобные.
[0042] Сплавленный участок 8а в синтетической полимерной нити предпочтительно образован путем ультразвуковой сварки. Ультразвуковая сварка допускает точную сварку в желательном месте и, следовательно, синтетическую полимерную пленку нелегко повредить. Кроме того, если используется термоусаживаемая синтетическая полимерная нить, то во время сварки или термообработки, например автоклавирования корпуса упаковки, происходит термоусадка нити, и суженный участок 7 сжимается еще плотнее, таким образом улучшая воздухонепроницаемость. Степень термоусадки предпочтительно составляет 5-20%. Кроме того, при установке на упаковку завязывающих элементов 8 синтетические полимерные нити сплавляют отдельно от синтетической полимерной пленки, так что указанными синтетическими полимерными нитями можно завязывать концы упаковки без проблем, независимо от точки плавления или точки размягчения этих полимерных нитей, которая может быть ниже или выше точек плавления или размягчения пленки, из которой выполнена упаковка. С точки зрения термообработки, такой как автоклавирование, точка плавления или размягчения синтетической полимерной нити предпочтительно является такой же или выше точки плавления или размягчения упомянутой пленки, чтобы повысить стойкость к нагреванию завязанных участков.
[0043] В качестве завязывающего элемента, кроме или дополнительно к синтетической полимерной нити, также может использоваться металлическая проволока («клипса»), например, алюминиевая. Однако синтетическая полимерная нить особенно предпочтительна, поскольку ее не требуется классифицировать по материалу и можно осуществлять детекцию металла при инспекции продукта.
[0044] Синтетическая полимерная нить или металлическая проволока предпочтительно имеет диаметр 1-5 мм и длину 6-24 мм. Указанная синтетическая нить или металлическая проволока может быть полой или сплошной. В то же время, указанная синтетическая нить или металлическая проволока предпочтительно имеет достаточную жесткость, которая может быть соответствующим образом выбрана в зависимости от диаметра или длины указанной нити или проволоки и наружной периферической длины запечатанного корпуса упаковки.
[0045] Устройство для производства запечатанного корпуса упаковки
На Фиг.2 и 3 представлены схематичные виды устройства для производства запечатанного корпуса 1 упаковки. Устройство 10 для производства запечатанного корпуса 1 упаковки (далее кратко - «устройство 10»), показанное на чертежах, включает средство 11 подачи пленки, средство 31 образования перекрывающегося участка, заполняющее средство 21, средство 41 вертикального запечатывания (первое сварочное средство), средство 53 горизонтального запечатывания (второе сварочное средство) и завязывающее средство 54 (для завязывания концов упаковки).
[0046] Средство 11 подачи пленки содержит свернутую в рулон 12R полосу синтетической полимерной пленки 12, а также валики 11а и 11b и расположено отдельно от средства 31 образования перекрывающегося участка. Средство 11 подачи пленки непрерывно подает синтетическую полимерную пленку 12 через валики 11а и 11b к средству 31 образования перекрывающегося участка.
[0047] Средство 31 образования перекрывающегося участка принимает синтетическую полимерную пленку 12, подаваемую от средства 11 подачи пленки. Средство 31 образования перекрывающегося участка включает трубообразующий фальцовщик 32, образованный металлическим элементом по существу спиральной формы. Трубообразующий фальцовщик 32 сгибает подаваемую синтетическую полимерную пленку 12 с получением трубчатой пленки 13 с перекрывающимся участком.
[0048] Средство 41 вертикального запечатывания, которое сваривает образованный трубообразующим фальцовщиком 32 перекрывающийся участок трубчатой пленки 13, расположено ниже трубообразующего фальцовщика 32. Указанное средство 41 вертикального запечатывания ничем особо не ограничено, и его примеры включают средства сварки горячим воздухом, высокочастотным излучением и ультразвуком. В качестве примера, для сварки горячим воздухом пригодна следующая конфигурация. Эта конфигурация использует сопло, подающее горячий воздух к перекрывающемуся участку для нагревания этого участка с периферической, наружной стороны трубчатой пленки 13, и внутренний нагревательный элемент, нагревающий перекрывающийся участок с внутренней стороны трубчатой пленки 13, при этом термосваривая указанный перекрывающийся участок и образуя линейно запечатанный участок (сварной шов). Примером высокочастотной сварки является конфигурация, в которой перекрывающийся участок размещают между высокочастотными электродами, создают высокочастотное электрическое поле для колебания молекул, которое генерирует тепло, таким образом сплавляя указанный перекрывающийся участок.
[0049] В варианте выполнения, использование ультразвукового запечатывания в качестве средства вертикального запечатывания является особенно предпочтительным с точки зрения воздухонепроницаемости и легкости открывания трубчатого корпуса упаковки. При ультразвуковой сварке перекрывающийся участок синтетической полимерной пленки размещают между ультразвуковым волноводом и опорой, при этом прикладывают ультразвук для колебания молекул синтетической полимерной пленки, которое генерирует тепло, сваривающее перекрывающийся участок. «Ультразвуковой волновод», упомянутый здесь, представляет собой прижимной элемент на стороне приложения ультразвуковых колебаний, а «опора» представляет собой держатель ультразвукового волновода. При ультразвуковой сварке энергия нагрева пропорциональна амплитуде ультразвуковых волн, усилию сжатия пленки между ультразвуковым волноводом и опорой и длительности обработки. Поскольку вышеуказанные условия можно относительно легко и точно регулировать, прочность запечатывания для превосходного свойства легкого открывания становится легко регулируемой. Таким образом, запечатанный корпус упаковки по варианту выполнения, в котором перекрывающийся участок сплавлен с использованием ультразвуковой сварки, имеет достаточную воздухонепроницаемость и отличную возможность легкого открывания.
[0050] Однако, превосходное свойство легкого открывания, упомянутое здесь, в частности, относится к усилию отслаивания на 180° сплавленного участка шириной 15 мм, которая в настоящем изобретении составляет от 2 до 12 Н (Ньютон) при измерении с использованием способа, описанного ниже. Предпочтительно, усилие отслаивания на 180° составляет от 3 до 8 Н/15 мм ширины. Когда усилие отслаивания на 180° составляет менее 2 Н/15 мм ширины, запечатанный корпус упаковки склонен к разрушению (прорыву) из-за недостаточной сварки при нагревании путем, например, нагревания в автоклаве или тому подобного. С другой стороны, когда усилие отслаивания на 180° превышает 12 Н/15 мм ширины, прочность запечатывания слишком высока и свойство легкого открывания может быть недостаточным. Дополнительно синтетическая полимерная пленка излишне расплавлена, и толщина указанной синтетической полимерной пленки становится тонкой в запечатанном участке, что делает синтетическую полимерную пленку склонной к разрушению в запечатанном участке.
[0051] Способом измерения усилия отслаивания на 180° является следующий способ, основанный на ASTM F-88, Фиг.1 «Нахлесточный шов». Это означает, что испытуемый образец в форме полоски (испытуемый образец имеет сварной шов, перпендикулярный продольному направлению формы полоски на по существу центральном участке указанной полоски относительно ее продольной протяженности) шириной 15 мм и длиной 50 мм, имеющий сплавленный участок на по существу центральном участке относительно его продольной протяженности, вырезанный из запечатанного корпуса упаковки. Усилие отслаивания на 180° испытуемого образца измеряется с использованием универсального измерителя TENSILON (название продукта: RTC-1210, произведен Orientec Co., Ltd.). В это время испытуемый образец удерживают, используя верхний держатель и нижний держатель пленки, позволяющие тянуть пленку в направлениях вверх и вниз от сплавленного участка в качестве базовой точки. Расстояние между держателями пленки устанавливают в 10 мм в начальной стадии измерения, при этом усилие отслаивания на 180° указанного сплавленного участка измеряют (один раз для каждого образца) при скорости растягивания 300 мм/мин и подсчитывают среднее значение из усилий отслаивания на 180°, полученных у десяти испытуемых образцов.
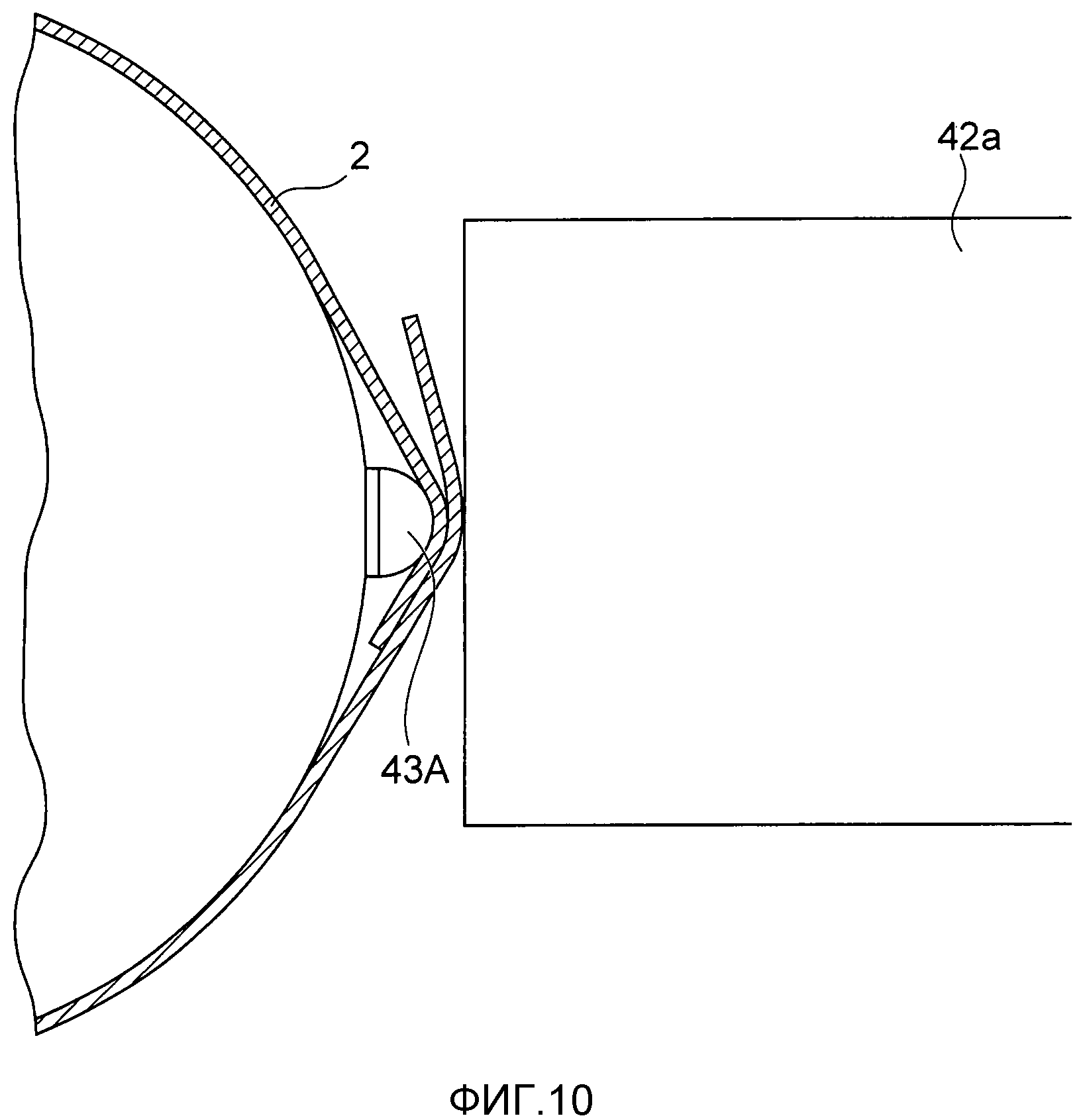
[0052] На Фиг.4 показан схематичный вид устройства в виде средства 41' вертикальной ультразвуковой сварки, являющегося средством образования вертикального шва с использованием ультразвука. Средство 41' вертикальной ультразвуковой сварки сплавляет перекрывающийся участок, образованный с использованием трубообразующего фальцовщика 32, и образует трубчатую пленку 13. Средство 41' вертикальной ультразвуковой сварки включает опору 43А и ультразвуковой волновод 42а, расположенные для контактирования соответственно с внутренней и наружной частью перекрывающегося участка трубчатой полимерной пленки 13. В то же время, ультразвуковой волновод 42а образует средство 42 ультразвукового колебания вместе с усилителем 42b, преобразующим амплитуду энергии колебаний, подаваемой ультразвуковым генератором (не показан). Ультразвуковой генератор прикреплен к концу основания указанного усилителя 42b и обеспечивает ультразвуковые колебания волновода 42а через усилитель 42b. Частоту и амплитуду колебаний ультразвукового генератора регулируют с использованием непоказанного управляющего устройства.
[0053] Опора 43А, показанная на Фиг.5, образована основанием 45 и контактным участком 44А, обеспеченным на основании 45. Материал указанной опоры 43А ничем особенно не ограничен и представляет собой обычно используемый металл. Предпочтителен материал, имеющий устойчивость к стиранию, изнашиванию и тому подобному, такой как SUS304.
[0054] Контактный участок 44А имеет изогнутую поверхность с радиусом Rb изгиба относительно направления ширины на переднем концевом участке, как показано на Фиг.5А, и перекрывающийся участок синтетической полимерной пленки вводят в контакт с этой изогнутой поверхностью. Когда опора имеет указанную форму, контакт с перекрывающимся участком стабилизируется. При этом Rb предпочтительно составляет 3-10 мм. Когда Rb составляет менее 3 мм, сварной шов становится слишком узким, критичность помех увеличивается и стабильность сплавления может оказаться недостаточной. Кроме того, возможно разрушение запечатанного корпуса упаковки во время автоклавной обработки. С другой стороны, когда Rb превышает 10 мм, площадь контакта становится большой, при этом усилие сжатия возрастает, и возможно разрезание пленки.
[0055] Кроме того, если рассмотреть контактный участок 44А в направлении толщины, то указанный контактный участок имеет толщину (радиус изгиба в направлении толщины) Ra и имеет изогнутую форму на переднем конце, как показано на Фиг.5В. Когда контактный участок имеет вышеуказанную форму, контакт с перекрывающимся участком стабилизируется. В то же время, радиус Ra изгиба в направлении толщины предпочтительно составляет 0,5-5 мм. Когда радиус Ra изгиба в направлении толщины составляет менее 0,5 мм, площадь контакта уменьшается, так что перекрывающийся участок может быть приварен даже малым количеством энергии, но изгиб увеличивается так, что возможно разрезание пленки. С другой стороны, когда радиус Ra изгиба в направлении толщины превышает 5 мм, площадь контакта увеличивается и возрастает количество энергии, требуемой для сварки, а скорость обработки может слишком понизиться.
[0056] При ультразвуковой обработке с использованием опоры, показанной на Фиг.5, получают один линейный сварной шов. При этом указанная опора может иметь по меньшей мере один углубленный участок (желоб), продолжающийся в том же направлении, что и продольное направлении перекрывающегося участка на поверхности, приходящей в контакт с указанным перекрывающимся участком из синтетической полимерной пленки. Когда указанная опора имеет углубленный участок, можно обеспечить несколько контактных мест с ультразвуковым волноводом и образовать несколько линейных сварных швов, параллельных друг другу. Когда обеспечивается несколько сварных швов, достигается превосходная воздухонепроницаемость, сохраняя при этом превосходное свойство легкого открывания запечатанного корпуса упаковки.
[0057] Опора 43В, показанная на Фиг.6, образована основанием 45 и контактным участком 44В, образованным на основании 45, и имеет углубленный участок 46 в верхнем участке указанного контактного участка 44В. Указанный контактный участок 44В имеет изогнутую поверхность с радиусом Rb изгиба относительно направлении ширины верхнего участка и углубленный участок 46 с шириной d в верхнем участке, как показано на Фиг.6А. Контактный участок между боковой поверхностью углубленного участка 46 и изогнутой поверхностью в верхнем участке образует изогнутую поверхность с радиусом Rc изгиба. Ширина d углубленного участка 46 предпочтительно составляет 0,1-0,5 мм. Когда ширина составляет менее 0,1 мм, затрудняется одновременное выполнение двух сварных швов, и, с другой стороны, когда ширина превышает 0,5 мм, расстояние между сварными швами возрастает, и, таким образом, увеличивается как ширина запечатываемого участка, так и его площадь. Когда указанный радиус Rc изгиба составляет менее 0,1 мм, сосредотачивается слишком большое давление, при котором возможно разрезание указанной пленки, а, с другой стороны, когда радиус изгиба превышает 0,5 мм, площадь контакта увеличивается, усилие сжатия увеличивается, и, таким образом, возможны такие недостатки, таких как повышенный риск возможность разрезания пленки.
[0058] В случае, когда ультразвуковую сварку осуществляют с использованием опоры 43В, показанной на Фиг.6, контактный участок указанной опоры 43В входит в контакт с ультразвуковым волноводом через синтетическую полимерную пленку в двух линейных областях. В результате запечатанный участок, образованный путем ультразвуковой сварки, образуется в виде двух сварных швов..
[0059] Форма ультразвукового волновода 42а ничем особенно не ограничена, пока его форма обеспечивает ультразвуковое колебание синтетической полимерной пленки при ее контакте с опорой 43А или опорой 43В. Например, металлический элемент может иметь по существу форму колонны, имеющей по существу плоскую контактную поверхность.
[0060] Кроме того, вблизи ультразвукового волновода 42а может быть обеспечено средство 47 охлаждения указанного волновода. Средство 47 охлаждения волновода ничем особенно не ограничено, и его примеры включают вариант, в котором обеспечен вентилятор снаружи ультразвукового волновода 42а, а ультразвуковой волновод охлаждается воздухом, поступающим из вентилятора. После осуществления ультразвуковой сварки указанный ультразвуковой волновод 42 остается нагретым и возможны случаи, когда мощность ультразвуковых волн становится нестабильной, или ультразвуковой генератор ломается. Если ультразвуковую сварку проводят с охлаждением ультразвукового волновода, то можно осуществлять ультразвуковую сварку более стабильным образом.
[0061] В варианте выполнения показано средство 41' вертикальной ультразвуковой сварки, снабженное комплектом из опоры 43А и ультразвукового волновода 42а, при этом указанное средство вертикальной сварки может иметь два или более таких комплектов. Указанные комплекты могут быть расположены с одинаковой ориентацией опор, так что места, в которых соответствующие опоры входят в контакт с синтетической полимерной пленкой, продолжаются в одном направлении, или эти комплекты могут быть расположены с соответствующими опорами в разных ориентациях, так что указанные места продолжаются в разных направлениях. В случае, когда комплекты содержат одинаково ориентированные опоры, может быть выполнен только один сварной шов. Поскольку одно место дважды (или более раз) подвергается ультразвуковой сварке, прочность сварного шва и стабильность запечатывания в продольном направлении дополнительно возрастают. С другой стороны, когда несколько комплектов расположены с опорами в разных ориентациях, образуется несколько сварных швов. При увеличении количества сварных швов улучшается воздухонепроницаемость.
[0062] Кроме того, поскольку ультразвуковая сварка может сплавлять желательные места точным образом и может также обрабатывать только предусмотренные, очень узкие участки, не происходит чрезмерной усадки областей смежных указанному запечатанному участку даже в случае сильно термоусаживающихся пленок, и может обеспечиваться более узкий сплавленный участок (сварной шов). При этом легче сжать и завязать указанный запечатанный корпус упаковки на его концах и риск вентиляции в запечатанных участках может быть сокращен.
[0063] Вертикально запечатанный участок 4 (первый запечатанный участок) запечатанного корпуса упаковки предпочтительно образован из по меньшей мере одного (или более) линейного сплавленного участка, продолжающегося в продольном направлении указанной трубчатой пленки, поскольку предпочтительная воздухонепроницаемость и превосходное свойство легкого открывания могут быть дополнительно улучшены.
[0064] Заполняющее средство 21 включает полое цилиндрическое заполняющее сопло 22, имеющее наружный диаметр меньше внутреннего диаметра трубообразующего фальцовщика 32. Указанное заполняющее сопло 22 входит в трубообразующий фальцовщик 432, продолжается к нижней стороне средства 41 вертикального запечатывания и расположено так, что оси заполняющего сопла 22 и трубообразующего фальцовщика 32 являются по существу выровненными (в одну линию). Поскольку отверстие заполняющего сопла 22 расположено с нижней стороны указанного средства 41 вертикального запечатывания, то трубчатый пленочный элемент 14, полученный средством 41 вертикального запечатывания, можно заполнять содержимым. Подающий насос 23, подающий содержимое в заполняющее сопло 22, соединен с верхним концом указанного заполняющего сопла. Заполняющее средство 21 подает содержимое в заполняющее сопло 22, управляя подающим насосом 23. Примеры содержимого, используемого здесь, включают жидкие или тестообразные продукты или такие продукты, как рыба, мясо, яичная масса, желе, корни арума и японские маринады, хотя содержимое этим не ограничивается.
[0065] Направляющие валки 15а и 15b, направляющие вниз заполненный содержимым трубчатый пленочный элемент 14, расположены с нижней стороны открывного участка указанного заполняющего сопла 22. Указанные направляющие валки 15а и 15b поворачиваются непоказанным приводным механизмом и расположены так, чтобы охватывать трубчатый пленочный элемент 14 с обеих сторон.
[0066] Средство 52 сжатия (для выдавливания содержимого) расположено с нижней стороны указанных направляющих валков 15а и 15b. Средство 52 сжатия включает сжимающие валки 52а и 52b, сжимающие трубчатый пленочный элемент 14 снаружи с заданными интервалами и образующие ниже участок с плоскими поверхностями, из которого выдавлено содержимое. Сжимающие валки 52а и 52b имеют ширину больше ширины уплощенного трубчатого пленочного элемента 14, поддерживаются непоказанными опорными элементами и управляются для сжатия трубчатого пленочного элемента 14 на заданных интервалах.
[0067] Средство 53 горизонтального запечатывания расположено ниже сжимающего средства 52. Средство 53 горизонтального запечатывания включает опору 52а и ультразвуковой волновод 53b, как показано на Фиг.2 и 3. Усилитель и ультразвуковой генератор (оба не показаны) обеспечены в этом порядке на конце основания ультразвукового волновода 53b и ультразвуковым генератором управляют с использованием непоказанного управляющего средства. На Фиг.7А показана форма поверхности опоры 53а для контакта с обрабатываемой заготовкой и на Фиг.7В показана форма поверхности ультразвукового волновода 53b для контакта с обрабатываемой заготовкой. На контактной поверхности указанной опоры 53а обеспечено множество выступов, пересекающихся друг с другом в форме сетки. Контактная поверхность указанного ультразвукового волновода 53b является плоской. При выполнении горизонтальной сварки с использованием ультразвукового волновода и указанной опоры образуется сетчатый горизонтальный сварной шов. В другом варианте выполнения, множество выступов обеспечено на контактной поверхности ультразвукового волновода 53b, пересекающих друг друга в форме сетки, при этом контактная поверхность опоры 53а является плоской.
[0068] На Фиг.8 и 9 показаны примерные рисунки горизонтальных сварных швов в различных вариантах выполнения. На Фиг.8А показан рисунок из двух линий с прямоугольными отверстиями между ними на Фиг.8В показан рисунок из трех линий с прямоугольными отверстиями между ними, и на Фиг.8С показан рисунок из четырех линий с прямоугольными отверстиями между ними. Кроме того, на Фиг.8D показан рисунок шва из двух линий и на Фиг.8Е показан рисунок шва из трех линий. На Фиг.9А показаны линии с круглыми отверстиями в ней, на Фиг.9В показаны две линии с ромбовидными отверстиями между ними, на Фиг.9С - четыре линий с прямоугольными отверстиями между ними, при этом указанные отверстия в среднем слое расположены в смещенных положениях. Указанные рисунки горизонтальных сварных швов иллюстрируют предпочтительные формы швов, поскольку при этом достигается достаточная воздухонепроницаемость, а общее количество энергии, используемой для сварки, является небольшим. Кроме того, чередование сплавленных и не сплавленных участков позволяет гладкое сжатие горизонтально запечатанных участков в направлении ширины для сужения этих участков и обеспечивает их превосходную податливость при сжатии.
[0069] Форма горизонтального запечатывания не ограничивается примерами по Фиг.8 или 9 и сетчатой конфигурацией и поверхность трубчатого пленочного элемента 14 может быть полностью сварена на всей протяженности в направлении ширины. Кроме того, в случае линейного запечатывания трубчатого пленочного элемента 14 по всей его протяженности в направлении ширины, воздухонепроницаемость может быть улучшена путем повышения числа линий. Кроме того, поскольку использование ультразвуковой сварки для средства 53 горизонтального запечатывания показано только в качестве примера, то средство горизонтального запечатывания не ограничено этим, и соответственно можно использовать различные способы, пригодные для запечатывания синтетических полимерных пленок, например, горячим воздухом или высокочастотным излучением.
[0070] Завязывающее средство 54 обеспечено ниже средства 53 горизонтального запечатывания. Завязывающее средство 54 сжимает плоский участок трубчатой пленки с образованием суженного участка 7 и завязывает суженный участок 7 с использованием завязывающего элемента 8.
[0071] Завязывающее средство 54 образует суженный участок 7 перед завязыванием суженного участка завязывающим элементом 8. Способ сужения с использованием завязывающего средства 54 ничем особенно не ограничен и его примеры включают использование двух сходящихся пластин, которые имеют V-образные желоб и расположены так, что V-образные желоба пластин обращены друг к другу, при этом указанные пластины выполнены с возможностью возвратно-поступательного перемещения вдоль плоской поверхности трубчатого пленочного элемента 14, образованной с использованием указанных сжимающих валков, при этом суженный участок образуется при сближении сходящихся пластин друг с другом.
[0072] В отношении места, в котором сужают указанный плоский участок, в варианте выполнения плоский участок сужают так, чтобы суженный участок 7 располагался внутри концевого участка горизонтально запечатанного участка 6. Однако указанное место этим не ограничено и весь горизонтально запечатанный участок 6 может быть сужен. Однако для лучшего внешнего вида готового запечатанного корпуса 1 упаковки, предпочтительно сжимать для сужения такое место, чтобы суженный участок 7 располагался внутри концевого участка горизонтально запечатанного участка 6 в запечатанном корпусе упаковки.
[0073] Завязывающее средство 54 располагает завязывающий элемент 8 на суженном участке 7. В качестве способа завязывания с использованием завязывающего средства 54 можно использовать способ, в котором синтетическую полимерную нить обертывают вокруг указанного суженного участка 7 и сплавляют концевые участки синтетической полимерной нити, или способ, в котором накладывают и обжимают металлическую проволоку (клипсу), например алюминиевую. Однако способ с использованием синтетической полимерной нити предпочтителен, поскольку не требуется классифицировать материал и можно проводить детекцию металла при инспекции продукта.
[0074] Для образования сплавленного участка в синтетической полимерной нити может использоваться тепловая или ультразвуковая сварка. Однако ультразвуковая сварка предпочтительна, поскольку в этом случае сварка может быть выполнена точно в желаемом месте и синтетическую полимерную пленку труднее повредить.
[0075] Непоказанное режущее средство обеспечено с нижней стороны завязывающего средства 54, которое разрезает заполненный содержимым трубчатый пленочный элемент 14 по запечатанному участку, выполненному в нем, таким образом отрезая отдельный запечатанный корпус упаковки.
[0076] Способ получения запечатанного корпуса упаковки
Далее подробно описан способ получения запечатанного корпуса 1 упаковки с использованием устройства 10. Сначала синтетическую полимерную пленку 12 непрерывно подают к средству 31 образования перекрывающегося участка от средства 11 подачи пленки через валки 11а и 11b. Скорость обработки синтетической полимерной пленки 12 составляет обычно приблизительно от 10 м/мин до 60 м/мин и устанавливается в зависимости от типа, толщины и жесткости используемой синтетической полимерной пленки 12, типа или вязкости заполняемого содержимого или тому подобного.
[0077] Синтетическая полимерная пленка 12, подаваемая от средства 11 подачи пленки, направляется от верхнего отверстия трубообразующего фальцовщика 32 к его нижнему отверстию. При прохождении трубообразующего фальцовщика 32 синтетическая полимерная пленка 12 сгибается в трубчатую форму по спиральной структуре трубообразующего фальцовщика и преобразуется в трубчатую пленку 13 с перекрывающимся участком, в котором края синтетической полимерной пленки наложены один на другой (стадия образования перекрывающегося участка). Указанную трубчатую пленку 13 направляют вниз от нижнего отверстия трубообразующего фальцовщика 32.
[0078] Затем перекрывающийся участок запечатывают с использованием средства 41 вертикального запечатывания, образуя при этом трубчатый пленочный элемент 14 (первая стадия сварки). После этого из заполняющего сопла 22 в трубчатый пленочный элемент 14 вводят содержимое (стадия заполнения).
[0079] Использование на первой стадии сварки средства 41' вертикальной ультразвуковой сварки, показанного на Фиг.4, является особенно предпочтительным с точки зрения обеспечения возможности регулировки прочности сварного шва. В варианте выполнения, опору 43А вводят в контакт с перекрывающимся участком с внутренней стороны периферической поверхности, а с другой стороны, ультразвуковой волновод 42а вводят в контакт с перекрывающимся участком с наружной стороны периферической поверхности указанного перекрывающегося участка, как показано на Фиг.10. При обработке перекрывающегося участка ультразвуком от ультразвукового волновода 42а в этом состоянии, в месте между опорой 43А и ультразвуковым волноводом 42а создается нагрев благодаря приложенной энергии и полимер локально расплавляется, и при этом сплавляется перекрывающийся участок синтетической полимерной пленки. Поскольку синтетическую полимерную пленку непрерывно подают в трубообразующий фальцовщик 32, сплавленная область непрерывно удлиняется к верхней стороне указанной синтетической полимерной пленки. В результате, на перекрывающемся участке в продольном направлении образуется линейный сварной шов.
[0080] Поскольку энергия нагревания при ультразвуковой сварке пропорциональна амплитуде ультразвуковых волн, усилию сжатия между ультразвуковым волноводом 42а и опорой 43А и длительности обработки, то прочность сварного шва можно легко регулировать путем непрерывного управления вышеуказанными параметрами, при этом может быть легко получен трубчатый пленочный элемент 14, имеющий превосходную воздухонепроницаемость и свойство легкого открывания.
[0081] При увеличении амплитуды ультразвуковых волн при ультразвуковой сварке энергия нагревания увеличивается, облегчая сплавление перекрывающегося участка. Амплитуда ультразвуковых волн предпочтительно составляет 15 мкм-60 мкм. Когда амплитуда составляет менее 15 мкм, энергии нагревания слишком мало, что может привести к недостаточному сплавлению и после изготовления целостность упаковки может быть нарушена во время, например, автоклавной обработки. С другой стороны, когда амплитуда превышает 60 мкм, энергии нагревания слишком велика, и при этом открывание может быть затруднено. Кроме того, синтетическая полимерная пленка чрезмерно сплавляется, и, таким образом, толщина синтетической полимерной пленки в запечатанном участке уменьшается, так что целостность синтетической полимерной пленки в запечатанном участке может быть нарушена.
[0082] При увеличении усилия сжатия между ультразвуковым волноводом 42а и опорой 43А возрастает энергия нагревания, облегчая сплавление перекрывающегося участка. Усилие сжатия между обоими компонентами предпочтительно составляет 5-70 Н. Когда усилие сжатия составляет менее 5 Н, энергия нагревания слишком мала, что может вызвать недостаточное сплавление и, таким образом, после изготовления упаковки ее целостность может быть нарушена во время, например, автоклавной обработки. С другой стороны, когда усилие сжатия превышает 70 Н, энергия нагревания слишком велика и открывание может быть затруднено. Кроме того, синтетическая полимерная пленка чрезмерно расплавляется, и при этом толщина синтетической полимерной пленки в запечатанном участке уменьшается, так что целостность синтетической полимерной пленки в запечатанном участке может быть нарушена.
[0083] Вышеуказанные параметры ультразвуковой обработки будут соответствующим образом варьировать при изменении толщины и характеристик материала (аморфных/кристаллических и термических свойств, например, точки плавления) указанной пленки или скорости производства упаковки для получения необходимой прочности сварного шва. Постоянный контроль ультразвуковой мощности путем непрерывного управления ультразвуковым контактным сжатием и амплитудой позволяет легко управлять прочностью сварного шва для обеспечения ее постоянства.
[0084] После заполнения содержимого содержимое выдавливают снаружи с использованием сжимающих валков 52а и 52b с заданными интервалами и место, ниже которого содержимое выдавлено, делается плоским (стадия сжатия). После этого часть указанного плоского участка вводят между ультразвуковым волноводом 53b и опорой 53а, подают ультразвуковые колебания при сжатии при постоянном давлении и запечатывают сжатое место, образуя при этом горизонтально запечатанный участок 6 (стадия второй сварки). При выполнении горизонтально запечатанного участка перекрывающийся участок предпочтительно обращен к опоре 53а, как показано на Фиг.7С. Таким образом, воздухонепроницаемость горизонтально запечатанного участка дополнительно улучшается.
[0085] Такие условия, как амплитуда и частота ультразвуковых колебаний, усилие сжатия между ультразвуковым волноводом и опорой и длительность обработки, будут соответствующим образом варьировать в зависимости от толщины и характеристик материала (аморфных/кристаллических и термических свойств, например, точки плавления) обрабатываемой синтетической полимерной пленки, ширины трубчатого пленочного элемента 14, скорости производства упаковки и тому подобного для получения необходимой прочности сварного шва.
[0086] В варианте выполнения, контактная поверхность опоры 53а может быть снабжена множеством выступов, пересекающихся друг с другом в форме сетки, как показано на Фиг.7А. Таким образом, в выполненном горизонтально запечатанном участке 6 участки промежутков в сетке не сплавлены, а сплавлены только участки сетки. Форма контактной поверхности указанной опоры 53а ничем особенно не ограничена и может иметь рисунки, показанные на Фиг.8 и 9, как описано выше.
[0087] После выполнения горизонтально запечатанного участка 6 плоский участок трубчатой пленки сжимают с использованием завязывающего средства 54 с образованием суженного участка 7 и на суженный участок накладывают завязывающий элемент 8 (стадия завязывания). После этого указанную пленку между запечатанными корпусами упаковки, производимыми непрерывно и соединенными друг с другом, разрезают, таким образом получая отдельные запечатанные корпусы 1 упаковки.
[0088] Согласно варианту выполнения, поскольку оба концевых участка запечатаны горизонтально запечатанными участками 6 и завязаны завязывающими элементами 8, могут быть получены запечатанные корпуса 1 упаковки, имеющие превосходную воздухонепроницаемость. Кроме того, благодаря устройству 10 по этому варианту выполнения нагревание в процессе производства вызывает только небольшое воздействие и возникновение дефектов, таких как точечные отверстия, в участке заплечика указанного запечатанного корпуса 1 упаковки может быть успешно предотвращено.
Примеры
[0089] Далее настоящее изобретение подробно описано с использованием сравнительных примеров и примеров по изобретению, не ограничивающих изобретение.
[0090] Пример 1
Запечатанный корпус упаковки получают с использованием устройства, имеющего ту же конфигурацию, что и устройство 10, показанное на Фиг.2 и 3, и следующего способа.
[0091] В качестве синтетической полимерной пленки используют многослойную пленку толщиной 45 мкм, полученную ламинирования полипропилена на обеих поверхностях MXD-нейлоновой пленки посредством адгезивного полипропилена. Указанную многослойную пленку подают к средству образования перекрывающегося участка и сгибают в трубчатую форму, образуя при этом перекрывающийся участок, в котором боковые края пленки наложены один на другой. Затем указанный перекрывающийся участок запечатывают с использованием горячего воздуха, образуя при этом трубчатый пленочный элемент. Запечатывание горячим воздухом производят внутренним нагревателем, обеспеченным с внутренней стороны периферической поверхности указанного трубчатого корпуса и подачей горячего воздуха к наружной стороне периферической поверхности. Температуру внутреннего нагревателя устанавливают в 120°С, при этом температура горячего воздуха составляет 250°С.
[0092] Затем трубчатую пленку заполняют содержимым (измельченное мясо рыбы) с использованием заполняющего средства, а затем с использованием сжимающих валков выполняют плоскую поверхность, ниже которой содержимое выдавлено.
[0093] После выполнения плоской поверхности, ее запечатывают ультразвуковой сваркой, образуя при этом горизонтально запечатанный участок. Условия ультразвуковой сварки следующие: ультразвуковая амплитуда 55 мкм, частота 40 кГц, усилие сжатия между ультразвуковым волноводом и опорой 700 Н, мощность 300 Вт. В качестве опоры используют опору с сетчатой контактной поверхностью, как показано на Фиг.7А.
[0094] Затем плоскую поверхность сжимают, образуя при этом суженный участок. Указанный суженный участок обеспечивают на месте, которое будет расположено на внутренней стороне горизонтально запечатанного участка в готовом запечатанном корпусе упаковки. Затем указанный суженный участок завязывают с использованием клипс из круглой алюминиевой проволоки, имеющей диаметр 2,5 мм и длину 20 мм. После завязывания указанную пленку между запечатанными корпусами упаковки, производимыми непрерывно и соединенными друг с другом, разрезают, таким образом получая отдельные запечатанные корпусы упаковки.
[0095] Пример 2
Запечатанный корпус упаковки выполняют таким же образом, что и в Примере 1, за исключением того, что суженный участок завязывают полипропиленовой нитью вместо алюминиевой проволоки. В настоящем примере (твердые) полипропиленовые нити, имеющие диаметр 2,5 мм, длину 20 мм и круглую форму в поперечном сечении, используют в качестве завязывающих элементов на обоих концевых участках запечатанного корпуса упаковки. Точка плавления синтетической полимерной нити составляет 135°С, а степень термоусадки составляет 10%. После обматывания синтетической полимерной пленки вокруг суженного участка концевые участки указанной синтетической полимерной пленки сплавляют ультразвуковой сваркой.
[0096] Пример 3
Запечатанный корпус упаковки выполняют таким же образом, что и в Примере 1, за исключением того, что перекрывающийся участок выполняют с использованием ультразвуковой сварки вместо запечатывания горячим воздухом. В настоящем примере ультразвуковую сварку производят путем обеспечения опоры с внутренней стороны периферической поверхности трубчатого корпуса для контакта с внутренней стороной периферической поверхности перекрывающегося участка и обеспечения ультразвукового волновода с наружной стороны периферической поверхности для контакта с наружной стороной периферической поверхности перекрывающегося участка. На контактной поверхности опоры обеспечен желоб в продольном направлении перекрывающегося участка, так что на перекрывающемся участке получают два параллельных линейных сварных шва, продолжающихся в продольном направлении. Для запечатывания устанавливают амплитуду ультразвуковых волн 27 мкм, частоту 40 кГц, усилие сжатия между ультразвуковым волноводом и опорой 50 Н и мощность 35 Вт.
[0097] Пример 4
Запечатанный корпус упаковки выполняют таким же образом, что и в Примере 1, за исключением того, что суженный участок завязывают с использованием полипропиленовой нити, как в Примере 2, при этом перекрывающийся участок выполняют с использованием ультразвуковой сварки, как в Примере 3, и горизонтальный запечатанный участок имеет форму двух линий с прямоугольными отверстиями между ними (по Фиг.8А).
[0098] Пример 5
Запечатанный корпус упаковки выполняют таким же образом, что и в Примере 4, за исключением того, что горизонтально запечатанный участок имеет форму трех линий с прямоугольными отверстиями между ними (по Фиг.8В).
[0099] Пример 6
Запечатанный корпус упаковки выполняют таким же образом, что и в Примере 4, за исключением того, что горизонтально запечатанный участок имеет форму двух линий (по Фиг.8D).
[0100] Сравнительный Пример 1
Запечатанный корпус упаковки выполнен при тех же условиях, что и в Примере 1, за исключением того, что горизонтально запечатанные участки не обеспечивают.
[0101] Сравнительный Пример 2
Запечатанный корпус упаковки выполняют по Примеру 1, за исключением того, что в качестве синтетической полимерной пленки используют полимер на основе винилиденхлорида толщиной 40 мкм, а запечатанный участок выполняют с использованием на обоих концевых участках ленты вместо обеспечения горизонтально запечатанных участков и использования завязывающих элементов из алюминиевой проволоки.
[0102] Запечатанный участок, в котором используется лента, выполняют путем сужения незаполненного участка, полученного выдавливанием содержимого в направлении, пересекающем плоскую поверхность, наложения указанной ленты вокруг суженного незаполненного участка, запечатывания незаполненного участка, на который наложена указанная лента, в поперечном направлении вместе с лентой (первое запечатывание), а также запечатывания указанной ленты в направлении, пересекающем первое запечатывание (второе запечатывание), и запечатывания ленты в направлении, пересекающем первое запечатывание на противоположной стороне суженного незаполненного участка до второго запечатывания.
[0103] Используемая лента имеет длину 18 мм, ширину 16 мм и толщину 80 мкм и выполнена из полимера на основе винилхлорида, т.е. из такой же синтетической полимерной пленки, которая использована в настоящем сравнительном примере для получения корпуса упаковки. Запечатывание осуществляют ультразвуковой сваркой, при этом частота колебаний, амплитуда, усилие сжатия и мощность устанавливают 40 кГЦ, 55 мкм, 700 Н и 300 Вт соответственно.
[0104] Сравнительный Пример 3
Запечатанный корпус упаковки выполняют по Примеру 1, за исключением того, что суженные участки сваривают, но не используют завязывающие элементы.
[0105] Примеры 1-6 и Сравнительные Примеры 1-3, полученные как описано выше, оценивали как описано далее. Результаты оценки приведены в Таблице 1.
[0106] Автоклавное разрушение упаковки
1000 полученных запечатанных корпусов упаковки подвергали автоклавной обработке при 120°С в течение 30 минут. После этого подсчитывали количество разрывов (нарушений целостности упаковки), возникших при автоклавировании. В Таблице 1 приведено количество автоклавных разрывов (нарушений целостности упаковки).
[0107] Вентиляция после автоклавирования
Плюсовой контакт тестера проводимости втыкали в центр запечатанного корпуса упаковки, прошедшего автоклавную обработку при 120°С в течение 30 минут, а минусовой контакт этого тестера вместе с запечатанными участками на обоих концах запечатанного корпуса упаковки погружали в 5% солевой раствор, таким образом проверяя наличие электропроводимости у запечатанного корпуса упаковки. В Таблице 1 приведено количество запечатанных корпусов упаковки, которые показали электропроводимость.
[0018] Возникновение морщин при хранении
Запечатанный корпус упаковки, подвергнутый автоклавной обработке при 120°С в течение 30 минут, хранили при температуре 23°С и относительной влажности 60%, а затем визуальной инспекцией проверяли присутствие морщин. В Таблице 1 приведена длительность хранения в днях, после которого возникали морщины.
[0109] Скорость производства
Оценивали скорость производства запечатанных корпусов упаковки в вышеуказанных примерах и сравнительных примерах. В Таблице 1 приведено количество запечатанных корпусов упаковки, полученных за минуту (количество корпусов).
Промышленная применимость
[0111] Изобретение обеспечивает запечатанный корпус упаковки, достаточно устойчивый к повреждениям, вызываемым нагреванием во время производственного процесса, и имеющий превосходную воздухонепроницаемость. Кроме того, изобретение обеспечивает способ и устройство для получения указанного запечатанного корпуса упаковки с достаточной эффективностью.
Список позиций
[0112] 1 - Запечатанный корпус упаковки
2 - Трубчатая пленка
4 - Вертикально запечатанный участок
5 - Содержимое
6 - Горизонтально запечатанный участок
7 - Суженный участок
8 - Завязывающий элемент
10 - Устройство для получения запечатанных корпусов упаковки
11 - Средство подачи пленки
12 - Синтетическая полимерная пленка
13 - Трубчатая пленка
14 - трубчатый корпус
21 - Заполняющее средство
31 - Средство образования перекрывающегося участка
41 - Средство вертикального запечатывания (первое сварочное средство)
41' - Средство вертикальной ультразвуковой сварки (первое сварочное средство с использованием ультразвуковой сварки)
52 - Сжимающее средство
53 - Горизонтальное запечатывающее средство (второе сварочное средство)
54 - Завязывающее средство
Реферат
Способ содержит образование перекрывающегося участка путем сгибания полосы синтетической полимерной пленки с получением трубчатого корпуса, в котором боковые краевые участки пленки наложены один на другой, первую сварку для сплавления перекрывающегося участка корпуса в продольном направлении пленки для образования первого запечатанного участка и получения трубчатого элемента, заполняемого содержимым. Затем осуществляют сжатие с приложением давления снаружи к пленке заполненного трубчатого элемента для непрерывного образования в пленке с заданными интервалами плоского участка, ниже которого содержимое выдавлено. При этом вторую сварку осуществляют с приложением тепла к плоскому участку и сплавлением внутренних поверхностей трубчатого элемента на всей его протяженности в направлении ширины, с образованием второго запечатанного участка, имеющего по меньшей мере один непрерывный линейный сварной шов через всю ширину трубчатой пленки. Ширина сварного шва во втором участке составляет от 0,1 до 0,4 мм, а завязывание осуществляют сжатием трубчатой пленки на втором участке или вблизи него с образованием суженного участка, причем завязывание осуществляют завязывающим элементом. Устройство для осуществления способа содержит средство образования перекрывающегося участка путем сгибания полосы синтетической полимерной пленки с образованием трубчатого корпуса, в котором боковые краевые участки пленки наложены один на другой, первое сварочное средство для сплавления перекрывающегося участка корпуса с образованием первого запечатанного участка и с получением трубчатого элемента, средство заполнения
Формула
стадию образования перекрывающегося участка путем сгибания полосы синтетической полимерной пленки с получением при этом трубчатого корпуса, в котором боковые краевые участки указанной пленки наложены один на другой;
первую стадию сварки для сплавления перекрывающегося участка указанного трубчатого корпуса в продольном направлении пленки, при этом образуя первый запечатанный участок и получая трубчатый пленочный элемент;
стадию заполнения трубчатого пленочного элемента содержимым;
стадию сжатия при приложении давления снаружи к заполненному содержимым трубчатому пленочному элементу пленке и непрерывного образования в трубчатой пленке с заданными интервалами плоского участка, ниже которого содержимое выдавлено;
вторую стадию сварки при приложении тепла к указанному плоскому участку и сплавления внутренних поверхностей трубчатого пленочного элемента на всей его протяженности в направлении ширины, с образованием второго запечатанного участка, имеющего по меньшей мере один непрерывный линейный сварной шов, образованный через всю длину трубчатой пленки в направлении ширины, причем ширина указанного сварного шва во втором запечатанном участке составляет от 0,1 до 0,4 мм; и
стадию завязывания, включающую сжатие трубчатой пленки на втором запечатанном участке или вблизи второго запечатанного участка, с образованием суженного участка, и завязывание
указанного суженного участка завязывающим элементом.
средство образования перекрывающегося участка путем сгибания полосы синтетической полимерной пленки с образованием трубчатого корпуса, в котором боковые краевые участки указанной пленки наложены один на другой;
первое сварочное средство для сплавления перекрывающегося участка указанного трубчатого корпуса с образованием при этом первого запечатанного участка и с получением трубчатого пленочного элемента;
средство заполнения трубчатого пленочного элемента содержимым;
средство сжатия для приложения давления снаружи к заполненному содержимым трубчатому пленочному элементу и непрерывного образования в трубчатой пленке с заданными интервалами плоского участка, ниже которого содержимое выдавлено;
второе сварочное средство для приложения тепла к плоскому участку и сплавления внутренних поверхностей трубчатого пленочного элемента на всей его протяженности в направлении ширины, при этом образуя второй запечатанный участок, имеющий по меньшей мере один непрерывный линейный сварной шов, образованный через всю длину трубчатой пленки в направлении ширины, причем ширина указанного сварного шва во втором запечатанном участке составляет от 0,1 до 0,4 мм; и
завязывающее средство для сжатия трубчатой пленки на втором запечатанном участке или вблизи второго запечатанного участка с образованием суженного участка и для завязывания указанного суженного участка завязывающим элементом.
Комментарии