Способ и устройство для горячего запечатывания нескольких слоев слоистого материала - RU2662001C2
Код документа: RU2662001C2
Чертежи









Описание
Изобретение относится к способу и устройству для горячего запечатывания нескольких слоев слоистого материала согласно ограничительным частям пп. 1 и 8 формулы изобретения, причем слоистый материал включает в себя несущий слой из электрически непроводящего материала и запечатывающий слой из термопластического материала по меньшей мере на одной поверхности слоистого материала.
Для упаковок жидких продуктов питания в качестве упаковочного материала часто используют слоистые материалы, которые включают в себя несущий слой из электрически непроводящего материала, прежде всего бумаги или картона, и запечатывающий слой из термопластического материала, прежде всего термопластического пластика, такого как, например, полиэтилен или полипропилен. Термопластический материал является непроницаемым для жидкости и устойчивым по отношению к жирным веществам и кислотам. Кроме того, термопластический материал может быть подвергнут горячему запечатыванию, в рамках которой обращенные друг к другу запечатывающие слои термопластического материала укладывают друг против друга и, посредством приложения тепла, сваривают при одновременном прижимании друг к другу нескольких слоев слоистого материала в области запечатывания.
Тепло для горячего запечатывания к располагающимся внутри запечатывающим слоям подводят через слои слоистого материала снаружи. При потребности в малых продолжительностях запечатывания в современных разливочных машинах достаточный приток тепла может стать причиной затруднений.
Когда слоистый материал имеет металлическое покрытие, прежде всего алюминиевый слой, тепло для горячего запечатывания может вырабатываться посредством индукции, для чего в зажимной балке для сжимания слоев слоистого материала монтируют катушки, которые индуцируют электрические токи в металлическом слое слоистого материала и нагревают его. Посредством теплопередачи тепло от нагретого металлического слоя передается на смежные слои из термопластического материала, которые под воздействием тепла переходят в расплавленно-жидкое состояние.
Все в большей мере находят применение слоистые материалы для упаковок, которые имеют свойства газонепроницаемости и сохранения ароматов также и без металлического слоя. Поэтому имеется потребность эффективной выработки тепла в слоистом материале для горячего запечатывания также без металлического слоя. DE 2324810 предлагает создавать тепло посредством диэлектрических потерь, которые возникают при подвергании слоистого материала в области запечатывания воздействию высокочастотного электрического переменного поля с частотой от 300 до 600 МГц. Нагрев от потерь основывается, прежде всего, на ориентационной поляризации молекул с дипольными свойствами в электрически непроводящем материале несущего слоя слоистого материала. Наряду с ориентационной поляризацией, в электрическом переменном поле происходят ионная и электронная поляризация.
Для нагревания слои слоистого материала в области запечатывания между электродом и контрэлектродом подвергаются воздействию высокочастотного переменного поля. Оба электрода образуют конденсатор, причем электрически непроводящий материал слоистых материалов образует диэлектрик.
Процесс горячего запечатывания в высокочастотном электрическом переменном поле задается через параметры продолжительности запечатывания, давления прижима на слои в области запечатывания, свойств материала запечатываемого слоистого материала, величины обращенных друг другу поверхностей электрода и контрэлектрода, расстояния между поверхностями, а также мощности электропитания высокой частоты.
В качестве свойств материала значимыми являются, прежде всего, относительная диэлектрическая проницаемость, а также коэффициент потерь слоистого материала. Относительная диэлектрическая проницаемость слоистого материала показывает, во сколько раз больше является емкость образованного посредством электрода и контрэлектрода конденсатора, когда промежуток между электродами вместо воздуха заполнен слоистым материалом в качестве диэлектрика. Коэффициент потерь tanα также является физическим свойством материала слоистого материала. Для достижения достаточного тепловыделения посредством диэлектрических потерь, коэффициент потерь tanα должен иметь порядок величины >0,01.
Когда число слоев слоистого материала в области запечатывания варьируется, горячее запечатывание в высокочастотном электрическом переменном поле является проблематичным. Если, например, выполненные в виде картонных коробок с остроконечным верхом упаковки для напитков для заделывания остроконечного верха по окончании процесса заполнения подвергают горячему запечатыванию, то при использовании обычных выкроек упаковки, в нижней части области запечатывания расположены четыре, и даже пять слоев слоистого материала в области перекрывания, в то время как лишь два слоя слоистого материала расположены напротив друг друга в верхней части области запечатывания. При заданной малой продолжительности запечатывания у таких картонных коробок с остроконечным верхом может наблюдаться недостаточное горячее запечатывание в нижней части области запечатывания и/или перегрев в верхней части области запечатывания. Вследствие чего заделка упаковки может оказаться неплотной, что не является приемлемым, принимая во внимание сохраняемость фасуемого продукта.
Исходя из этого уровня техники, в основе изобретения лежит задача создания способа и устройства для горячего запечатывания нескольких слоев слоистого материала в высокочастотном электрическом переменном поле, в рамках которого предотвращают проблемы вследствие слишком большого или малого теплоподвода к запечатываемым слоям слоистого материала.
Решение этой задачи основывается на той предпосылке, что в интересах достижения малых продолжительностей такта параметры процесса горячего запечатывания, такие как давление прижима, продолжительность запечатывания, а также расстояние и величина обращенных друг другу поверхностей электродов для создания высокочастотного электрического переменного поля являются практически неизменяемыми. Продолжительность запечатывания для заделывания упаковки является настолько малой, насколько возможно, а давление прижима настолько высоким, насколько возможно. Область запечатывания и тем самым величина и расстояние электродов в значительной степени задается через расположение и число запечатываемых слоев слоистого материала, например в области остроконечного верха упаковки.
Для предотвращения при всем этом проблем вследствие количественно ошибочного теплоподвода в рамках способа ранее упомянутой разновидности предлагается, что электрическое переменное поле создают в первой частичной области в составе области запечатывания с помощью первого подведения электропитания высокой частоты, а по меньшей мере в одной второй частичной области в составе области запечатывания - с помощью второго подведения электропитания высокой частоты с отличной от первого мощностью таким образом, что получается различное распределение тепла на частичных областях области запечатывания. Различное распределение тепла в частичных областях позволяет целенаправленное приспосабливание к требуемому в соответствующих частичных областях количеству тепла. Частичные области расположены, например, в вертикальном направлении друг над другом, а в горизонтальном направлении раздельно друг от друга.
Для обеспечения возможности создания электрического переменного поля в частичных областях области запечатывания с различными мощностями, устройство для горячего запечатывания ранее упомянутой разновидности имеет первый запечатывающий элемент, который имеет по меньшей мере один первый и по меньшей мере один второй электрод, второй запечатывающий элемент, который имеет по меньшей мере один контрэлектрод, одну расположенную между электродом и по меньшей мере одним контрэлектродом область запечатывания для горячего запечатывания слоев слоистого материала, привод для создания относительного друг к другу перемещения запечатывающих элементов, а также для создания прижимной силы на слоях слоистого материала в области запечатывания, а также высокочастотное электропитание, которое выполнено таким образом, что величина прикладываемого к первому электроду и по меньшей мере к одному контрэлектроду напряжения отличается от величины прикладываемого ко второму электроду и по меньшей мере к одному контрэлектроду напряжения. Для получения различных значений мощности, высокочастотное электропитание также может быть выполнено таким образом, что величина прикладываемой к первому электроду и по меньшей мере к одному контрэлектроду частоты отличается от величины прикладываемой ко второму электроду и по меньшей мере к одному контрэлектроду частоты.
Различное распределение тепла в частичных областях области запечатывания может требоваться в тех случаях, когда в первой и во второй частичной области должно подвергаться горячему запечатыванию различное число слоев слоистого материала, как это случается, например, при горячем запечатывании картонных коробок с остроконечным верхом для напитков. Кроме того, потребность в различном распределении тепла может получаться в частичных областях области запечатывания из того, что подвергаемые горячему запечатыванию слоистые материалы имеют в частичных областях различную толщину.
Различные мощности для создания электрического переменного поля в частичных областях области запечатывания, предпочтительно, задают в зависимости от числа и/или толщины слоев слоистого материала, которые подвергаются горячему запечатыванию в соответствующей частичной области. В частичной области, в которой горячее запечатывание должно производиться сквозь большее число слоев слоистого материала, нуждаются в более высокой мощности для создания переменного поля, чем в частичной области, в которой горячее запечатывание должно производиться сквозь менее значительное число слоев слоистого материала.
Управление мощностью для создания электрического переменного поля в соответствующей частичной области может задаваться не только в зависимости от числа и/или толщины слоев, но, сверх того, в зависимости от регистрируемой в каждой частичной области во время горячего запечатывания температуры. Температура в области горячего запечатывания является решающим фактором для растапливания запечатывающего слоя (слоев). Посредством целенаправленных измерений температуры в частичных областях можно еще более точно управлять мощностью для создания электрического переменного поля, и улучшать тем самым качество горячего запечатывания во всей области запечатывания.
Во время горячего запечатывания толщина запечатываемых слоистых материалов уменьшается. Для предотвращения вследствие уменьшения толщины изменения параметра запечатывания «давление прижима» силу для сжимания слоев слоистого материала во время горячего запечатывания в предпочтительном варианте осуществления изобретения поддерживают постоянной. Для этого привод зажимных балок оснащают регулировкой усилия.
Высокочастотное электрическое переменное поле в области запечатывания создают только в течение короткого промежутка продолжительности процесса горячего запечатывания. Во время фаз допрессовки и охлаждения в области запечатывания более не создают никакого электрического переменного поля.
Для предотвращения различного нагревания вследствие неравномерного давления прижима в частичных областях области запечатывания, слои слоистого материала, предпочтительно, сжимают в каждой частичной области в составе области запечатывания с согласованным давлением прижима. Для создания согласованного давления прижима при постоянной прижимной силе во всех областях запечатывания расстояния между подвергаемыми воздействию силы электродами могут отличаться друг от друга в частичных областях области запечатывания. В частичных областях, в которых горячему запечатыванию подвергается большее число слоев слоистого материала, расстояние между электродом и контрэлектродом является большим, чем в частичных областях области запечатывания, в которых горячему запечатыванию подвергается менее значительное число слоев.
Для создания необходимого тепла запечатывания в течение короткого времени высокочастотное электрическое переменное поле, предпочтительно, создают в диапазоне частот между 3 МГц и 300 МГц. Как правило, в вышеупомянутом диапазоне частот применяются стандартные частоты 13,56 МГц, 27,12 МГц и 40,68 МГц. Три вышеупомянутые частоты зарезервированы для промышленных, научных и медицинских целей. Использование располагающихся выше стандартной частоты 40,68 МГц частот является целесообразным, прежде всего, для материалов с низким коэффициентом потерь, что позволяет, тем не менее, предоставлять в распоряжение мощность, необходимую для быстрой горячего запечатывания.
Необходимое для выполнения способа высокочастотное электропитания выполнено при данной частоте таким образом, что величина прикладываемого к первому электроду и по меньшей мере к одному контрэлектроду напряжения высокой частоты отличается от величины прикладываемого ко второму электроду и по меньшей мере к одному контрэлектроду напряжения высокой частоты. Результатом этого являются различные мощности создаваемых электрических переменных полей в частичных областях области запечатывания. Для создания различных мощностей, как уже ранее упомянуто, величина прикладываемого к первому электроду и по меньшей мере к одному контрэлектроду частоты также может отличаться от величины прикладываемой ко второму электроду и по меньшей мере к одному контрэлектроду частоты.
Высокочастотное электропитание имеет генератор высокой частоты для выработки высокочастотного напряжения. Высокочастотный генератор электропроводящим образом соединен посредством, предпочтительно, имеющих малые потери, экранированных проводников с каждым контрэлектродом во втором запечатывающем элементе и с каждым первым или каждым вторым электродом в первом запечатывающем элементе. В качестве имеющих малые потери, экранированных проводников используют, прежде всего, коаксиальные кабели с импедансом 50 Ом. Импеданс состоит как из омического сопротивление, так и из реактивного сопротивления, которое зависит от частоты генератора высокой частоты. В технике высокой частоты преимущественно применяется импеданс 50 Ом. Этот импеданс считается хорошим компромиссом между передаваемой мощностью высокой частоты и незначительным затуханием. По этой причине генератор высокой частоты, предпочтительно, имеет также полное выходное сопротивление 50 Ом. С помощью согласующего компонента импеданс нагрузки, образованный электродами и запечатываемыми слоями слоистого материала, приспосабливают к выходному импедансу генератора высокой частоты.
Если генератор высокой частоты электропитания высокой частоты электропроводящим образом соединен с первым электродом, величина прикладываемого ко второму электроду и по меньшей мере к одному контрэлектроду напряжения высокой частоты может быть уменьшена посредством того, что второй электрод соединяется с первым электродом через емкость.
Если генератор высокой частоты электропитания высокой частоты электропроводящим образом соединен со вторым электродом, величина прикладываемого ко второму электроду и по меньшей мере к одному контрэлектроду напряжения высокой частоты может быть увеличена посредством того, что первый электрод индуктивно соединен со вторым электродом.
В третьем варианте осуществления электропитания высокой частоты генератор высокой частоты подходит для создания по меньшей мере двух отличающихся друг от друга по величине высокочастотных напряжений, причем выход генератора высокой частоты электропроводящим образом соединен по меньшей мере с одним контрэлектродом, выход с более низким напряжением высокой частоты электропроводящим образом соединен со вторым электродом, а выход с более высоким напряжением высокой частоты электропроводящим образом соединен с первым электродом.
В одном варианте осуществления изобретения отдельный контрэлектрод расположен напротив каждого электрода первого запечатывающего элемента таким образом, что в каждом случае две равные по площади поверхности электродов расположены на расстоянии и параллельно друг другу.
В одном варианте осуществления изобретения размещаемая для накладывания по меньшей мере на один слоистый материал частичная область поверхности первого и/или второго электрода и/или контрэлектрода имеет негладкую поверхностную структуру. Такое структурирование может быть выполнено, например, в форме вертикальной бороздчатости частичной области электродов. Структурирование имеет механический и электрический эффекты. В механическом аспекте, структурирование приводит к тому, что материал запечатываемых слоистых материалов проникает в углубления структурирования, прежде всего в бороздки. В электрическом аспекте, структурирование приводит к локальному усилению создаваемого переменного поля. Частичные области поверхности электрода структурируются, прежде всего, в том случае, когда в частичной области в составе области запечатывания нуждаются в локальном дополнительном повышении мощности для горячего запечатывания, например, пяти вместо четырех слоев слоистого материала. Посредством механического эффекта структурирования в значительной степени избегают локального увеличения прижимной силы вследствие большего числа слоев.
Первый и второй запечатывающие элементы для сжимания слоев слоистого материала в каждом случае включают в себя одну зажимную балку. Предпочтительно, одна из зажимных балок является статической, а другая зажимная балка выполнена в виде подвижной относительно статической зажимной балки.
Предпочтительно, первый и второй электроды расположены по вертикали друг над другом, а по горизонтали раздельно друг от друга. Предпочтительно, верхний электрод простирается в направлении контрэлектрода далее, нежели расположенный под ним электрод, что позволяет выравнивать различия в числе запечатываемых слоев слоистого материала.
В первом запечатывающем элементе несколько первых и несколько вторых электродов могут быть расположены таким образом, что одновременно могут подвергаться запечатыванию несколько картонных коробок с остроконечным верхом.
В последующем, изобретение разъясняется более подробно посредством чертежей, на которых показано на:
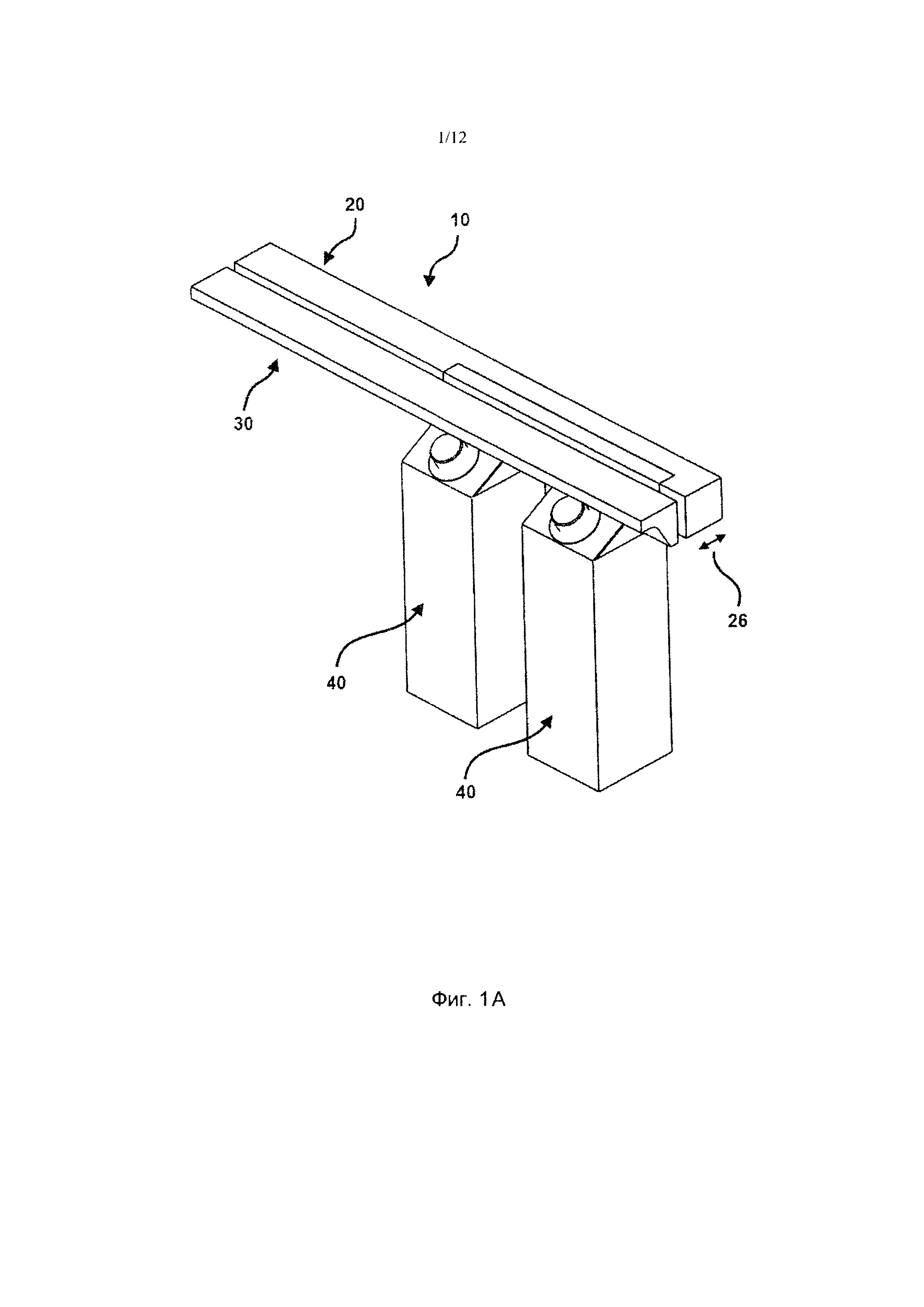
фиг. 1А - перспективный вид первого и второго запечатывающих элементов устройства для горячего запечатывания нескольких слоев слоистого материала картонной коробки с остроконечным верхом,
фиг. 1Б - вид сбоку на запечатывающие элементы согласно фиг. 1А,
фиг. 1В - перспективный вид первого запечатывающего элемента для иллюстрации расположения электродов,
фиг. 1Г - перспективный вид первого и второго запечатывающего элемента под другим углом зрения,
фиг. 2А - перспективный вид первого и второго запечатывающего элемента по второму варианту осуществления устройства для горячего запечатывания нескольких слоев слоистого материала картонной коробки с остроконечным верхом,
фиг. 2Б - вид сбоку на запечатывающие элементы согласно фиг.2А,
фиг. 3 - подробный вид нижнего электрода для запечатывающего элемента при вертикальном структурировании,
фиг. 4 - частичное представление вида в плане двух противоположных электродов при вертикальном структурировании,
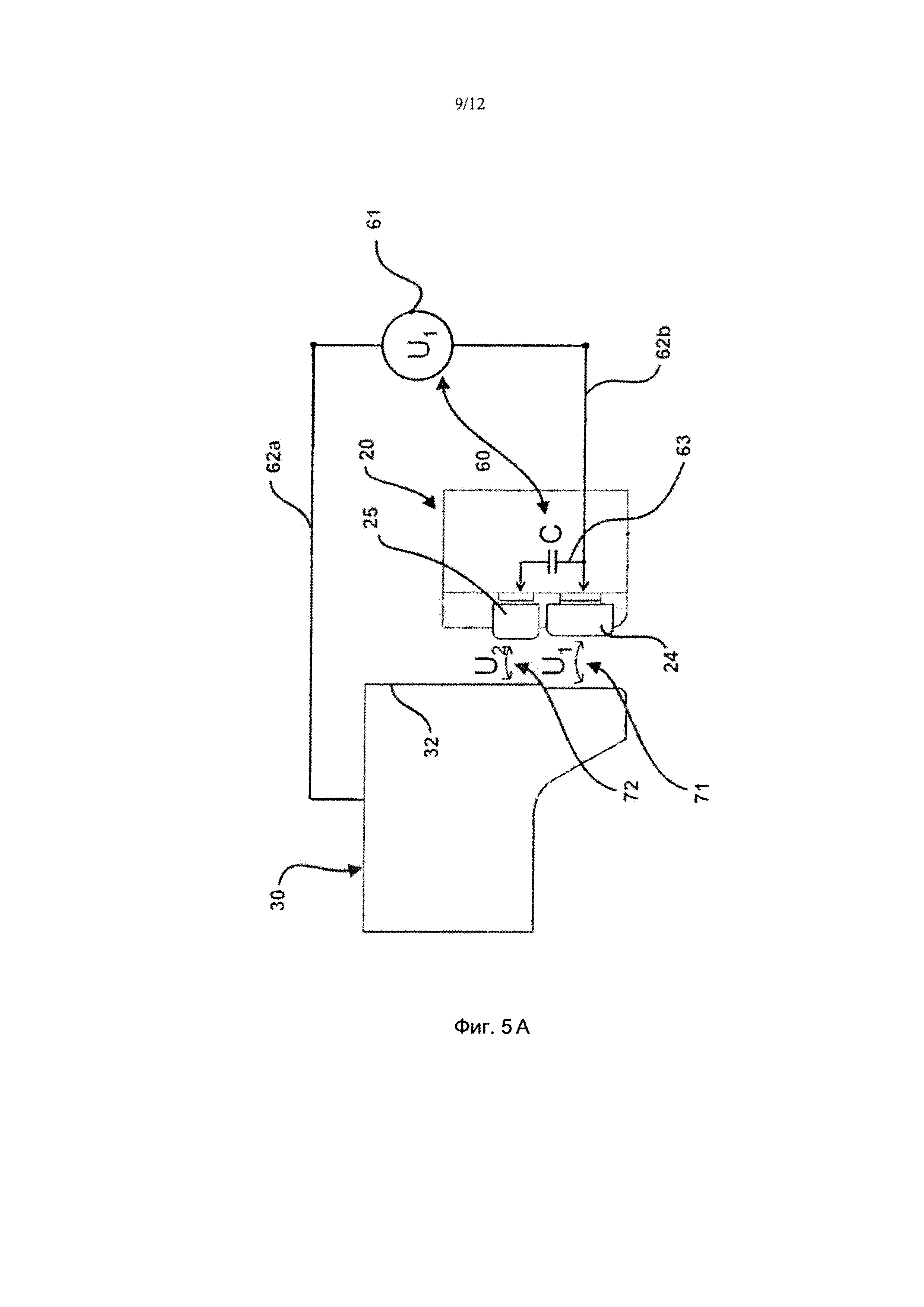
фиг. 5А-В - различные варианты осуществления электропитания высокой частоты устройства согласно изобретению,
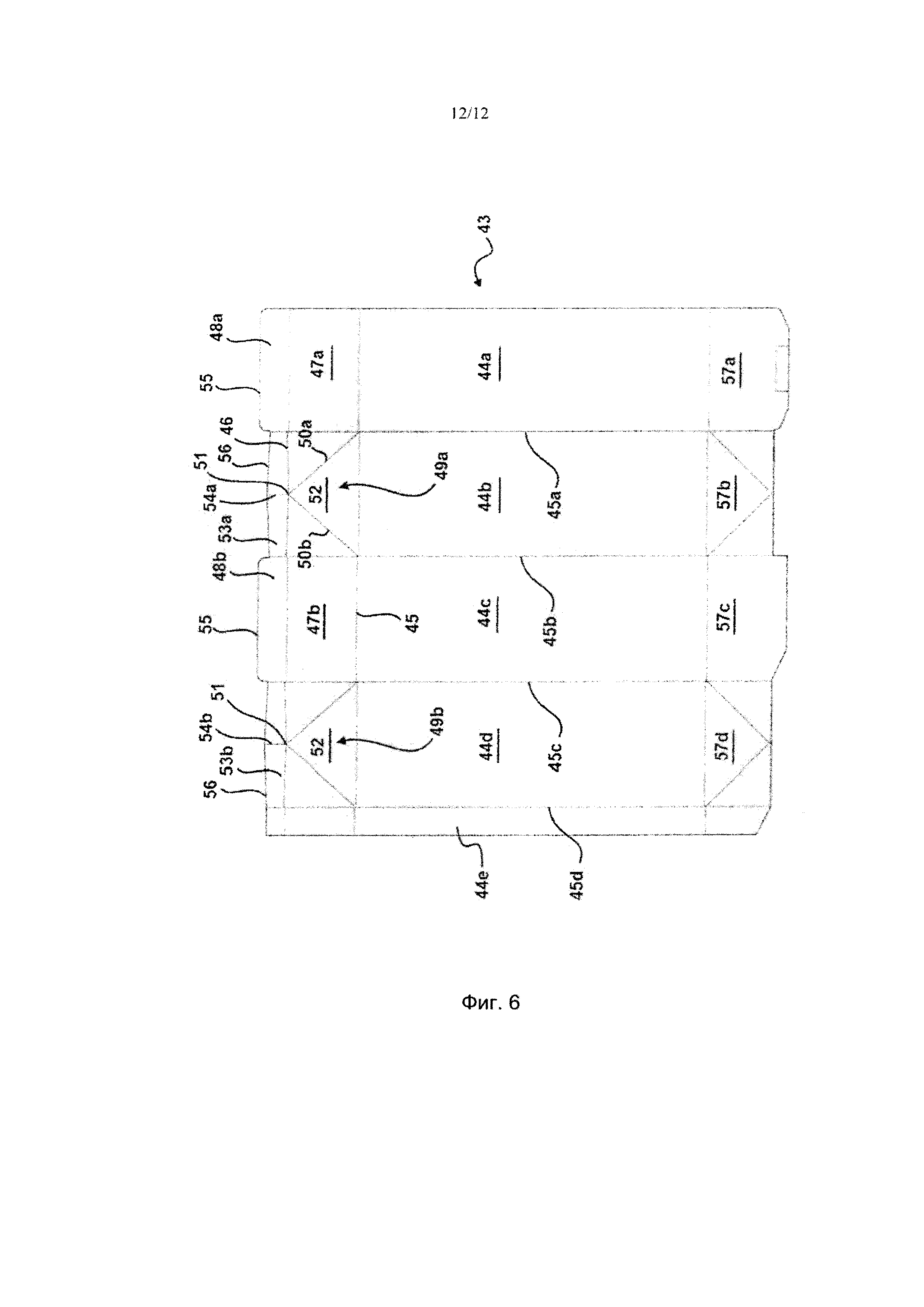
фиг. 6 - выкройка упаковки для изготовления картонной коробки с остроконечным верхом.
Лишь частично представленное на фиг. 1 устройство 10 для горячего запечатывания нескольких слоев слоистого материала имеет первый, подвижный запечатывающий элемент 20 и второй, противоположный первому запечатывающему элементу 20 статический запечатывающий элемент 30.
Как показано на фиг. 1В, первый запечатывающий элемент 20 включает в себя прямоугольную в поперечном сечении, удлиненную зажимную балку 21, выполненную, например, из нержавеющей стали, в которую вставлено, на правой половине фиг. 1В, крепление 22 из электрически изолирующего материала. В креплении 22 расположены две пары 23 электродов рядом друг с другом в продольном направлении зажимной балки 21. Каждая пара 23 электродов образуется нижним, первым, электродом 24 и расположенным над ним верхним, вторым, электродом 25. Кроме того, между электродами 24, 25 и креплением 22 может быть расположена не представленная на чертеже изолирующая пластина. Такая изолирующая пластина защищает крепление 22 от коротких замыканий и облегчает обслуживание первого запечатывающего элемента 10. Крепление 22 состоит, например, из полиэфирэфиркетонового (ПЭЭК) материала.
В качестве привода для создания относительного перемещения 26 первого запечатывающего элемента 20 по отношению к статическому второму запечатывающему элементу 30, а также для получения прижимной силы, подходит, прежде всего, линейный привод, который выполнен таким образом, что первый запечатывающий элемент 20 является подвижным в направлении ко второму запечатывающему элементу 30, а также от второго запечатывающего элемента 30. Подлежит рассмотрению, прежде всего, приводимый в действие рабочей средой привод, прежде всего пневматический цилиндр. Второй запечатывающий элемент 30 образован удлиненным телом 31, выполненным из материала с хорошей электропроводимостью, например, из нержавеющей стали. Тело 31, в своей совокупности, образует контрэлектрод 32 для первого и второго электродов 24, 25 первого запечатывающего элемента 20. Удлиненное тело 31 имеет на его нижней стороне выемку 33, которая при горячем запечатывании остроконечного верха картонной коробки 40 с остроконечным верхом создает пространство для расположенного у остроконечного верха 41 заделочного элемента 42.
Фиг. 2А и 2Б показывают второй, статический запечатывающий элемент 30, который, в отличие от второго запечатывающего элемента 30 согласно варианту осуществления согласно фиг.1, имеет не только лишь один контрэлектрод 32, но две пары 34 контрэлектродов, которые расположены в изолирующем креплении 39 зажимной балки. Каждая пара 34 контрэлектродов имеет нижний, первый контрэлектрод 35 и верхний, второй контрэлектрод 36. Как, прежде всего, показано на фиг.2Б, первые и вторые контрэлектроды 35, 36, а также первые и вторые электроды 24, 25 расположены симметрично таким образом, что каждой вертикальной поверхности первого и второго электродов 24, 25 противолежит равновеликая вертикальная поверхность первого или же второго контрэлектрода 35, 36.
Для выравнивания давления прижима в области 70 запечатывания на все слои слоистого материала, верхние, вторые электроды 25 выступают дальше в направлении второго запечатывающего элемента 30. В одном варианте осуществления согласно фиг. 2 вторые контрэлектроды 36 в составе пар 34 контрэлектродов выступают дальше в направлении первого запечатывающего элемента 20.
Между электродами 24, 25 и по меньшей мере одним контрэлектродом 32, 35, 36 находится область 70 запечатывания, выполненная для горячего запечатывания нескольких слоев слоистого материала. Для подведения тепла в запечатывающий слой слоистого материала после сжатия нескольких слоев слоистого материала в области 70 запечатывания требуется высокочастотное электропитание 60 (ср. фиг. 5), которое снабжает электроды 24, 25 и каждый из контрэлектродов 32, 34, 35 напряжением высокой частоты.
Фиг. 5А показывает высокочастотное электропитание 60 с генератором 61 высокой частоты для создания напряжения высокой частоты, который соединен с единственным контрэлектродом 32 через первый электрический проводник 62а, и с первым электродом 24 - через второй электрический проводник 62b. Кроме того, высокочастотное электропитание 60 имеет емкостную связь 63 в форме конденсатора между первым электродом 24 и вторым электродом 25. Таким образом, электрическое переменное поле создают в первой частичной области 71 области 70 запечатывания с более высоким напряжением U1 и тем самым с более высокой высокочастотной мощностью, а во второй частичной области 72 области 70 запечатывания - с менее значительным напряжением U2 и тем самым с менее значительной мощностью таким образом, что в частичных областях 71, 72 области 70 запечатывания возникает различное распределение тепла. Во второй частичной области 72, как показано, прежде всего, на фиг. 1Б, горячему запечатыванию подвергается менее значительное число слоев слоистого материала, чем в первой частичной области 71 области запечатывания.
Фиг. 5Б показывает альтернативный вариант осуществления высокочастотного электропитания 60 с генератором 61 высокой частоты для создания напряжения высокой частоты, который соединен с единственным контрэлектродом 32 через первый электрический проводник 62а, и со вторым электродом 25 - через второй электрический проводник 62b. Кроме того, высокочастотное электропитание 60 имеет индуктивную связь 64 в форме катушки между вторым электродом 25 и первым электродом 24. Таким образом, электрическое переменное поле создают в первой частичной области 71 области 70 запечатывания с менее высоким напряжением U1 высокочастотного генератора и тем самым с менее высокой высокочастотной мощностью, а во второй частичной области 72 области 70 запечатывания - с более значительным напряжением U2 и тем самым с более значительной мощностью таким образом, что получается различное распределение тепла в частичных областях 71, 72 области 70 запечатывания.
Фиг. 5В показывает другой вариант осуществления высокочастотного электропитания 60, которое имеет генератор 65 высокой частоты для создания двух отличных друг от друга по величине напряжений (U1, U2) высокой частоты. Выходная клемма 66, которая подводит более низкое напряжение U2, электропроводящим образом соединена через проводник 68а непосредственно со вторым электродом 25, а выходная клемма 67, которая подводит более высокое напряжение U1 - через проводник 68b непосредственно с первым электродом 24 первого запечатывающего элемента 20. Контрэлектрод 32 соединен через проводник 62а с выходными клеммами 69 генератора 65 высокой частоты.
В варианте осуществления изобретения каждый первый электрод 24, а в варианте осуществления согласно фиг.2А дополнительно каждый первый контрэлектрод 35, имеет размещаемую для накладывания на слоистые материалы частичную область 27, 37 поверхности первого электрода 24 или же первого контрэлектрода 35, которая снабжена отчетливо распознаваемой, прежде всего на фиг. 3, вертикальной бороздчатой структурой 28, 38. Частичные области 27, 37 первого электрода 24 и первого контрэлектрода 35 лежат напротив друг друга равным по площади образом. Бороздчатые структуры 28, 38 создают локальное повышение концентрации поля электрического переменного поля в первой частичной области 71. Предпочтительно, бороздчатые структуры 28, 38 соотнесены с ориентацией волокон слоистого материала.
Бороздчатые структуры 28, 38 расположены на первом электроде 24 или же на первом контрэлектроде 35 таким образом, что при сжимании слоев слоистого материала в области 70 запечатывания всегда остается остаточное расстояние 29 между лежащими напротив друг друга структурированными частичными областями 27, 37, как это показано на фиг. 4. Минимальное расстояние 29 обеспечивает отсутствие повреждений слоев слоистого материала при сжимании. Прежде всего, для слоистого материала с картоном в качестве несущего материала имеется опасность срезания и разрыва волокон картона.
Способ согласно изобретению может быть, прежде всего, использован для горячего запечатывания остроконечного верха картонной коробки 40 с остроконечным верхом для приема жидких продуктов питания. Поэтому, сначала при помощи фиг. 6 более подробно разъясняется построение выкройки 43 для упаковочной коробки для изготовления такой картонной коробки 40 с остроконечным верхом.
Четыре стенки 44a-d упаковочной коробки сварены друг с другом по одной из четырех вертикальных кромок 45a-d излома в узкой области 44е перекрывания, и имеют верхнюю горизонтально простирающуюся основную кромку 45 излома, а также расположенную поверх основной кромки 45 излома горизонтально простирающуюся кромку 46 излома остроконечного верха. Области противоположных стенок 44а, 44с сложенной упаковочной коробки между основной кромкой 45 излома и кромкой 46 излома остроконечного верха образуют скат 47а, b крышки остроконечного верха 41. Обе области противоположных стенок 44а, 44b поверх кромки 46 излома остроконечного верха образуют две запечатывающих пластины 48а, 48b.
Области других противоположных стенок 44b, 44d между основной кромкой 45 излома и кромкой 46 излома остроконечного верха образуют обе торцовые поверхности 49а, 49b остроконечного верха 41. Каждая торцовая поверхность 49а, b имеет две диагонально простирающиеся кромки 50а, b излома, которые от основной кромки 45 излома сходятся в располагающейся на кромке 46 излома остроконечного верха точке 51 и ограничивают пазуху 52. Обе области противоположных стенок 44b, 44d поверх кромки 46 излома остроконечного верха образуют два торцовых запечатывающих участка 53а, b. Каждый из обоих запечатывающих участков 53а, b разделяется вертикально простирающейся кромкой 54а, b излома остроконечного верха на две равновеликие части. Верхний горизонтально простирающийся край 55 обеих запечатывающих пластин 48а, b выступает за верхний горизонтально простирающийся край 56 обоих запечатывающих участков 53а, b.
В области 44е перекрывания уже сваренная со стенкой 44а выкройка подводится в виде плоско сложенной упаковочной коробки к накопителю заливочной машины для жидких продуктов питания. После изъятия плоско сложенной упаковочной коробки из накопителя, упаковочная коробка водружается на прямоугольную в поперечном сечении оправку. После формирования днища коробки из нижних поверхностей 57а-b, стерилизации открытой сверху картонной коробки с остроконечным верхом, а также последующего наполнения фасуемым продуктом, наполненная картонная коробка с остроконечным верхом поступает в область действия устройства 10 для заделывания остроконечного верха 41 посредством горячего запечатывания.
Запечатывающие пластины 48а, b и лежащие в каждом случае напротив них обе части запечатывающих участков 53а, b подвергаются сжатию между запечатывающими элементами 20, 30 в области 70 запечатывания. Обе пазухи 52 торцовых поверхностей 49а, b остроконечного верха 41 заворачиваются вовнутрь вокруг основной кромки 45 излома. При этом слоистый материал для изготовления картонной коробки 40 с остроконечным верхом лежит в выступающей за верхний край 56 запечатывающих участков 53а, b части запечатывающих пластин 48а, b в два слоя, в части запечатывающих участков 53 a, b между кромкой 46 излома остроконечного верха и верхним краем 56 - в четыре слоя, а в области 44е перекрывания между кромкой 46 излома остроконечного верха и верхним краем 46 - в пять слоев.
Два слоя слоистого материала находятся во второй частичной области 72 области 70 запечатывания. Четыре или же пять слоев находятся в первой частичной области 71 области 70 запечатывания.
За счет расположения двух пар 23 электродов в первом запечатывающем элементе 20, две расположенные рядом друг с другом в продольном направлении запечатывающих элементов 20, 30 картонные коробки 40 с остроконечным верхом могут одновременно подвергаться горячему запечатыванию в ходе одного рабочего цикла.
Электрическое переменное поле в первой частичной области 71 области 70 запечатывания создают с более высокой мощностью, чем электрическое переменное поле во второй частичной области 72 области 70 запечатывания, в которой лишь два слоя лежат друг на друге. Пять слоев слоистого материала в первой частичной области 71 сжимаются структурированными частичными областями 37, 38 электродов 24, 35, и подвергаются при этом горячему запечатыванию с помощью поля локально повышенной концентрации. Альтернативно, в области, в которой находятся пять слоев, может создаваться переменное поле с еще более повышенной по сравнению с первой частичной областью 71, в которой находятся четыре слоя, мощностью, что позволяет целенаправленно подводить туда большее количество тепла.
По окончании процесса горячего запечатывания, заделанные картонные коробки 40 с остроконечным верхом транспортируются цикличным способом посредством не представленного транспортера далее из области 70 запечатывания в направлении 73 подачи (ср. фиг. 1) до тех пор, пока две следующие картонные коробки 40 с остроконечным верхом не окажутся своими остроконечными верхами 41 в области 70 запечатывания между первым и вторым запечатывающими элементами 20, 30. Уже заделанные картонные коробки 40 с остроконечным верхом находятся к этому моменту времени в области 74а, b охлаждения между запечатывающими элементами 20, 30, в которой подвергнутые ранее горячему запечатыванию слои слоистого материала снова сжимаются. Для быстрого теплоотвода в зоне охлаждения могут быть предусмотрены каналы для циркулирующего теплоносителя, которые расположены в первом и/или втором запечатывающем элементе 20, 30.
Кроме того, для поддержания равномерной температуры в области 70 запечатывания могут быть предусмотрены каналы для циркулирующего теплоносителя, которые расположены в первом и/или втором запечатывающем элементе 20, 30.
Тем самым при выработке тепла для процесса горячего запечатывания избегают ненужного выделения тепла от электродов в зажимные балки запечатывающих элементов 20, 30. С этой целью область 70 запечатывания может поддерживаться, например, при постоянной температуре 30°С. Альтернативно, для предварительного нагревания в зажимной балке может располагаться электрический резистивный нагрев. В области охлаждения температура регулируется, например, для поддержания 5°С, что позволяет достигать там быстрого охлаждающего эффекта.
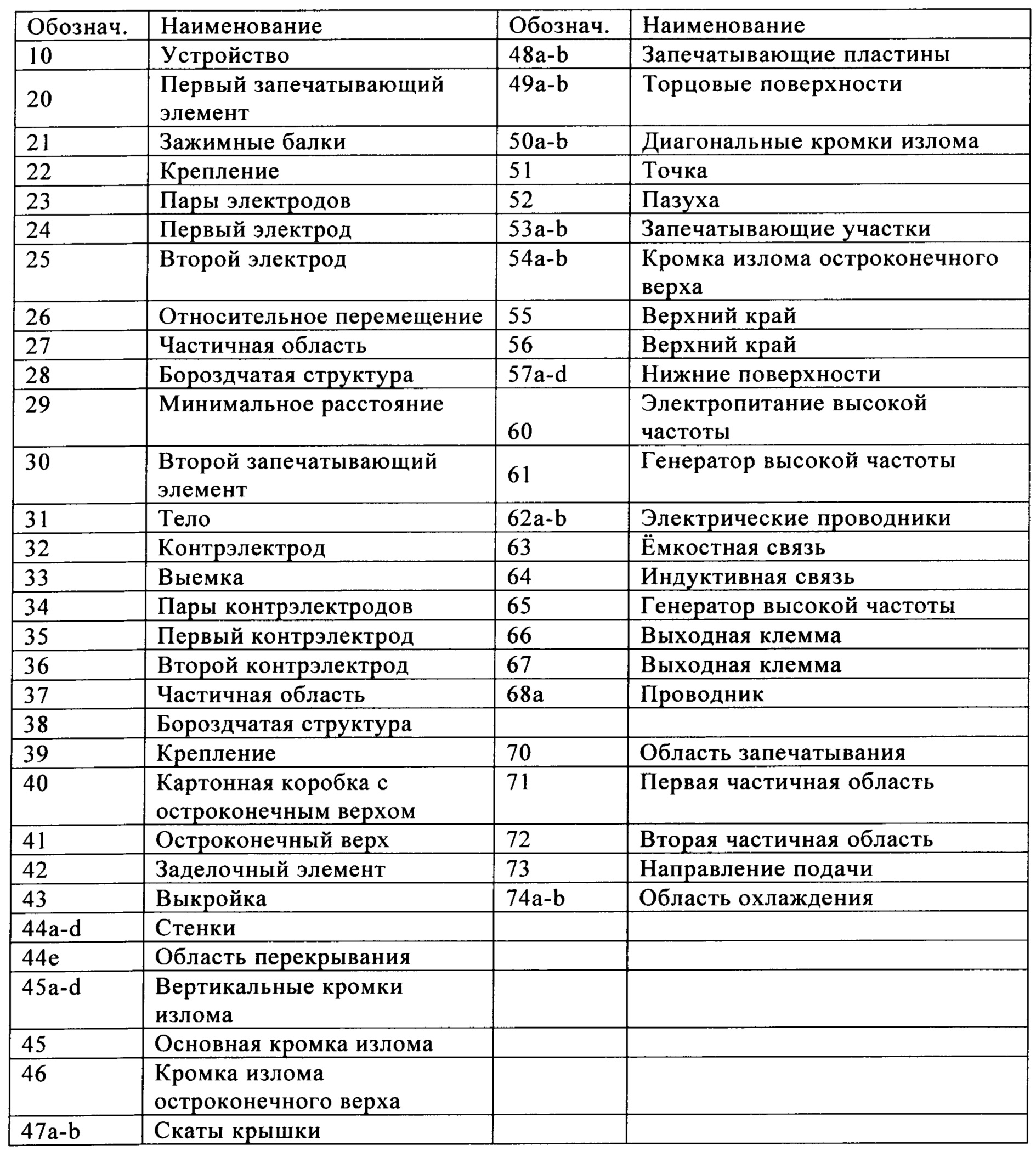
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
Реферат
Группа изобретений относится к способу и устройству для горячего запечатывания нескольких слоев слоистого материала в области запечатывания. Слоистый материал включает в себя несущий слой из электрически непроводящего материала, например картона, и запечатывающий слой из термопластического материала, например полиэтилена, по меньшей мере на одной поверхности слоистого материала. Когда число слоев слоистого материала в области запечатывания варьируется, горячее запечатывание в высокочастотном электрическом переменном поле является проблематичным. Способ и устройство горячего запечатывания нескольких слоев слоистого материала осуществляют в высокочастотном электрическом переменном поле. При этом предотвращают проблемы вследствие слишком большого или малого теплоподвода к запечатываемым слоям слоистого материала. Электрическое переменное поле в первой частичной области запечатывания создают с первой мощностью высокочастотного электропитания, а по меньшей мере в одной второй частичной области области запечатывания - с отличающейся от первой мощности второй мощностью высокочастотного электропитания таким образом, что в частичных областях области запечатывания возникает различное распределение тепла. Различное распределение тепла в частичных областях позволяет целенаправленное приспосабливание к требуемому в соответствующих частичных областях количеству тепла. Технический результат, обеспечиваемый при использовании группы изобретений, заключается в обеспечении горячего запечатывания нескольких слоев слоистого материала в высокочастотном электрическом переменном поле для исключения слишком большого или малого теплоподвода к запечатываемым слоям. 2 н. и 13 з.п. ф-лы, 12 ил.
Комментарии