Способ флексографической печати, включающий возможность печати по влажному слою - RU2517015C2
Код документа: RU2517015C2
Чертежи





Описание
Область техники, к которой относится изобретение
Данное изобретение относится к способу флексографической печати, включающему возможность печати по влажному слою, который делает возможным контролируемое гелеобразование, основанное на осаждении полимера или его сегментов в рецептурах типографских красок, вызывая образование геля, характеризующегося механической прочностью, подходящей для обеспечения требуемого захвата краски в способе флексографической печати по влажному слою. Данное контролируемое осаждение осуществляют в результате непрерывного контроля параметра растворимости Хансена системы типографской краски. Способ печати по влажному слою возможен с использованием или без использования промежуточного высушивания на воздухе при значительно уменьшенном или нулевом выделении ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ (ЛОС), значительно уменьшенном использовании энергии и наличии одной стадии конечного отверждения под действием излучения УФ или ЭП. Изобретение также относится к типографской краске и печатающему аппарату для реализации способа. Способ также является подходящим для типографской печати.
Уровень техники
Флексографическая печать стала основным способом печати при получении гибких упаковок для пищевых и непищевых продуктов, в особенности в Северной и Южной Америке, и приблизительно составляют половину производства глубокой печати в Европе.
В Азии и на Среднем Востоке доля флексографической печати все более возрастает, поскольку качество ее продолжает улучшаться, и в настоящее время легко достигают возможности печати символов азиатских языков.
С момента изобретения флексографической печати в нее было внесено множество усовершенствований, подобных анилоксовым валикам, которые увеличивают воспроизводимости накатывания краски, и введению закрытой камеры для накатывания краски, которая уменьшает воздействие летучих растворителей, присутствующих в типографской краске, и сохраняет стабильную вязкость типографской краски в течение продолжительных периодов времени. Само собой разумеется, что за последние 10 лет фотополимеры внесли один из наибольших вкладов в качество, а за ними последовало прямое лазерное гравирование. Это стимулировало разработку лучших типографских красок, и одно из наиболее важных свойств данных лучших типографских красок составляет насыщенность их цвета.
Между качеством печати и разрешением растрирования, растрированием анилоксового валика и объемом типографской краски, в частности, насыщенностью цвета типографской краски, наблюдается взаимосвязь. Для улучшения качества печати обязательным является также и увеличение используемого растрирования. При глубокой и офсетной печати используют от 150 до 200 строк на один дюйм (от 59,1 до 78,7 строки на один сантиметр), в то время как при растрировании традиционной флексографической печати требуются диапазоны от 100 до 140 строк на один дюйм (от 39,4 до 55,1 строки на один сантиметр). Возможность избегать проникновения наименьших растровых точек на форме в ячейки анилоксового валика определяет взаимосвязь между растрированием форм и растрированием анилоксового валика, поскольку для анилоксового валика данное соотношение является приблизительно в 6-8 раз большим, чем для форм.
Для печати при 200 строках на один дюйм (78,7 строки на один сантиметр) необходимо иметь анилоксовый валик при 1200-1600 строках на один дюйм (472,4-629,9 строки на один сантиметр), а по мере увеличения строк анилоксового валика объем транспортируемых типографских красок быстро уменьшается даже и при использовании новой технологии лазерного гравирования ИАГ для доставки большего объема на анилоксовые валики, при этом все еще сохраняются потребности в более насыщенных типографских красках для достижения указанных интенсивностей цвета при печати.
Приведенная ниже таблица 1 демонстрирует таблицу для стандартного анилоксового валика, доступную в настоящее время для флексографической печати.
Уменьшенный объем при высоком растрировании анилоксового валика, как это продемонстрировано выше, представляет собой одно из больших ограничений для типографских красок традиционной флексографической печати, композиция которых содержит от 50% до 70% растворителя, что ухудшает возможность увеличения загрузки пигмента в типографскую краску и, следовательно, насыщенности цвета типографской краски.
При увеличении достижения высоких интенсивностей цветов, требуемых в способе флексографической печати, необходимо отметить трудность транспонирования на подложку всей типографской краски, имеющейся на анилоксовом валике, поскольку слой типографской краски частично остается на анилоксовом валике и на поверхностях печатной формы.
Высокий уровень содержания летучих органических соединений (ЛОС) и насыщенность цвета низкой интенсивности представляют собой две основные проблемы при флексографической печати, составляя задачу, требующую решения: получение типографской краски лучшего качества, а также разработка экологически безопасной типографской краски для способа флексографической печати.
Патент США 5690028 относится к вязкой радиационно-сшиваемой типографской краске и уменьшению вязкости типографской краски в результате ее нагревания перед нанесением. После нанесения слой типографской краски охлаждается, и вязкость увеличивается еще раз до величины, достаточной для создания опоры при проведении печати поверх другим цветом и обеспечения достаточного захвата краски. Основной недостаток патента США 5690028, заключается в трудности контроля температуры типографской краски и обеспечения отсутствия каких-либо значительных вариаций в ходе реализации способа печати.
Решать данные проблемы многими различными способами пытались другие изобретения. В патенте США 6772683, включенном в настоящий документ посредством ссылки, предлагается использовать маловязкие типографские краски для флексографической печати, которые содержат разбавители, регулирующие вязкость, при проведении печати «по сырому» наносимыми впоследствии слоями типографской краски, контролируя время между нанесением слоев типографской краски. Однако, время, необходимое для испарения растворителя, является чрезмерно продолжительным.
Патент США 7479511 описывает рецептуру на водной основе, используя в основном те же самые концепции, что и вышеупомянутый документ US 6772683, для слоев типографской краски поверх которых может быть проведена печать, а также фокусируется на подвижности реакционноспособных материалов внутри конечной нанесенной пленки, поскольку отсутствие подвижности молекул может привести к низкой степени превращения по завершении процесса отверждения.
В дополнение к этому, для гарантии необходимой подвижности системы в целях достижения требуемой степени превращения в патенте США 7479511 используют определенное удерживание воды. Надлежащее количество воды представляет собой компромисс между минимальным уровнем удерживания и способностью выдерживать процесс печати поверх при флексографической печати.
В документе PCT/US2005/012603 предлагается слоистый материал, имеющий два и более слоя, которые могут быть отверждаемыми под действием высокоускоренных частиц, таких как электронный пучок. Слоистый материал включает подложку, рецептуру типографской краски по меньшей мере на части подложки. Рецептура типографской краски включает типографскую краску и мономер, отверждаемый в результате проведения свободно-радикальной или катионной полимеризации, и лак, содержащий по меньшей мере один мономер, отверждаемый в результате проведения свободно-радикальной или катионной полимеризации.
В обсуждавшихся выше решениях требуется внесение больших капиталовложений для добавления установок ультрафиолетового излучения (УФ) и излучения электронного пучка (ЭП), и даже стоимость типографских красок высока в сопоставлении со стоимостью традиционных типографских красок, содержащих растворитель. Данные патенты базируются в точности на том же самом принципе, который действует и в традиционной системе на основе растворителя, поскольку промежуточное высушивание в флексографических машинах с центральным раскатным цилиндром не является достаточно интенсивным для получения в результате полностью высушенного слоя типографской краски.
Свидетельство того, что высушивание между секциями в способе флексографической печати не способно обеспечить полное высушивание типографской краски, получено в непрерывно осуществляемом исследовании низкоклейких смол для содержащих растворитель типографских красок для флексографической печати, поскольку клейкость неполностью высушенной типографской краски создает проблемы в способе печати, в том числе, помимо прочего, в связи с захватом краски и припудриванием формы.
С другой стороны, повышенная вязкость обсуждавшихся выше типографских красок в результате приводит к трудности достижения полного превращения всех реакционноспособных материалов вследствие низкой подвижности, создаваемой высокой вязкостью, - проблемы, которую документ US 7479511 пытается разрешить в результате сохранения определенного количества воды вплоть до момента прохождения типографской краски через систему отверждения (ЭП или УФ) и в результате реализации сложного баланса присутствия воды.
Одна цель данного изобретения заключается в создании системы и способа флексографической печати совместно с осуществляемым поверх способом цветной печати в отсутствие растворителя или при пониженном количестве растворителей и в создании типографских красок, которые характеризуются повышенной насыщенностью цвета и демонстрируют хорошую адгезию к основным подложкам, в настоящее время имеющимся на рынке.
Еще одна цель данного изобретения заключается в создании композиций типографских красок, которые возможно использовать при печати по влажному слою и которые отверждаются только по окончании процесса, то есть при выходе из печатной машины, под действием ультрафиолетового излучения (УФ) или излучения электронного пучка (ЭП).
Сущность изобретения
Цель изобретения достигается созданием способа флексографической печати, включающего гелеобразование типографской краски сразу после нанесения на подложку, при этом упомянутый способ характеризуется двумя важными принципами: гелеобразование или образование геля типографской краски на подложке и использование параметра растворимости Хансена для достижения данного гелеобразования. Данный способ является способом цветной печати, наносимой поверх, который использует пониженный уровень содержания ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ (ЛОС), что означает «пониженное количество растворителей». Кроме того, предложены типографские краски, которые характеризуются повышенной насыщенностью цвета и демонстрируют хорошую адгезию к основным подложкам, в настоящее время имеющимся на рынке.
В данном способе изменений параметра Хансена типографской краски добиваются при использовании печатной машины, которая способна изменять рецептуру типографской краски и ее растворимость при использовании устройств, которые контролируют физико-химические характеристики типографской краски, например, в каждом слое типографской краски перед нанесением на подложку и при использовании только конечного отверждения многослойной пленки типографской краски под действием надлежащего излучения (УФ/ЭП). Устройства, отвечающие за контроль физико-химических характеристик типографской краски, известны в современном уровне техники и обычно встречаются у специалистов флексографической печати.
Настоящее изобретение также описывает типографскую краску флексографической печати, отверждаемую под действием излучения УФ/ЭП, которая представляет собой гель, образованный из полимера и комбинации жидкостей, в основном состоящих из радиационно-отверждаемых мономеров и/или олигомеров, разбавителей, красителей, добавок и/или фотоинициаторов и необязательно небольших количеств нереакционноспособного растворителя. Данные соединения объединяют для создания системы, обладающей способностью подвергаться гелеобразованию во время так называемой фазы высушивания способа флексографической печати. Контролируемый гель представляет собой результат образования сетки из полимерных цепей или осаждения сегментов полимера с образованием такой сетки вследствие недостаточной растворяющей способности у жидких сред. Это возможно осуществить при использовании параметра растворимости Хансена, как это обсуждается в последующем изложении.
Краткое описание чертежей
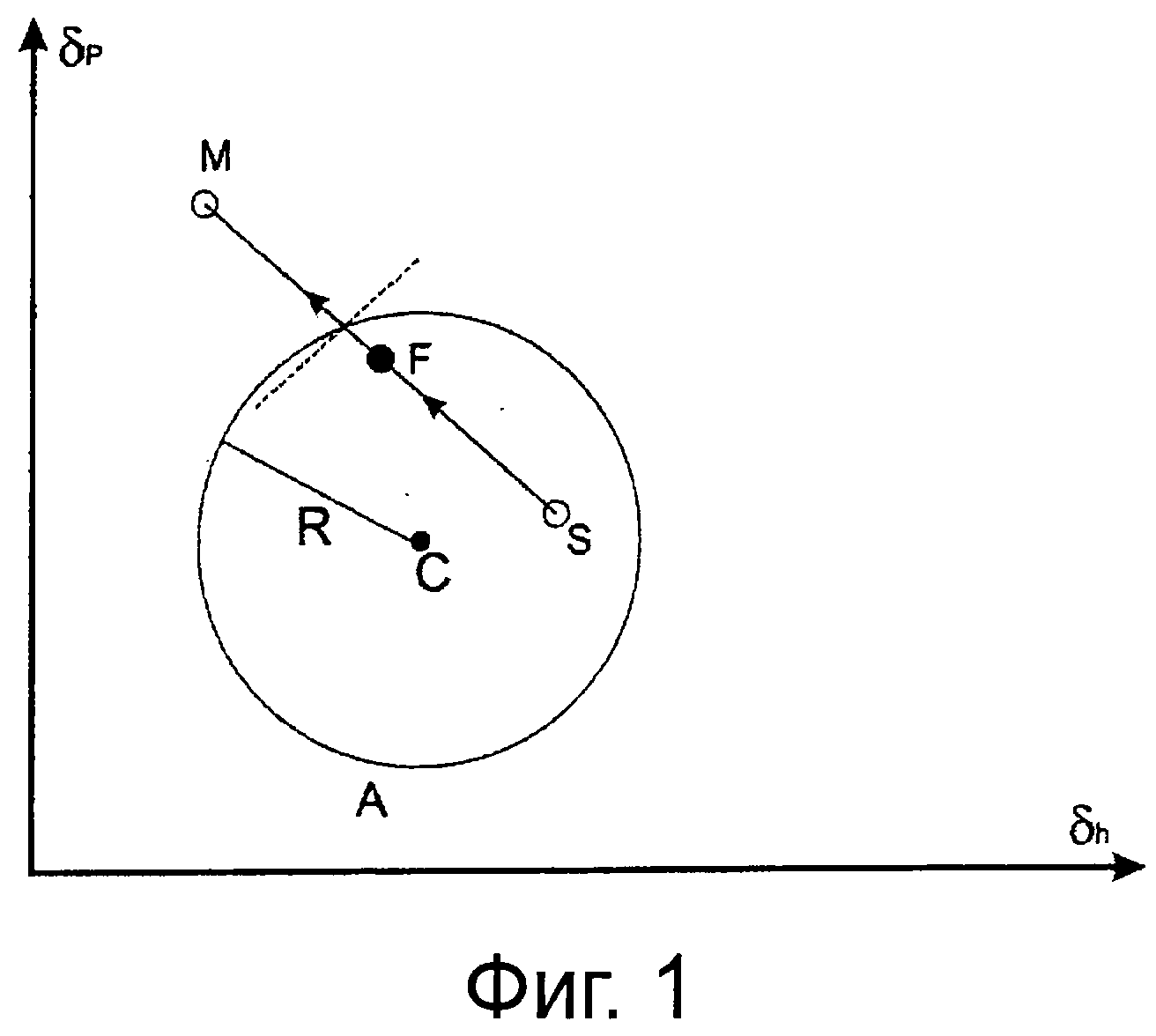
Фиг.1 и фиг.2 демонстрируют схематическое представление для разъяснения теоретической концепции изменения и/или контроля параметра растворимости Хансена, которая обосновывает настоящее изобретение.
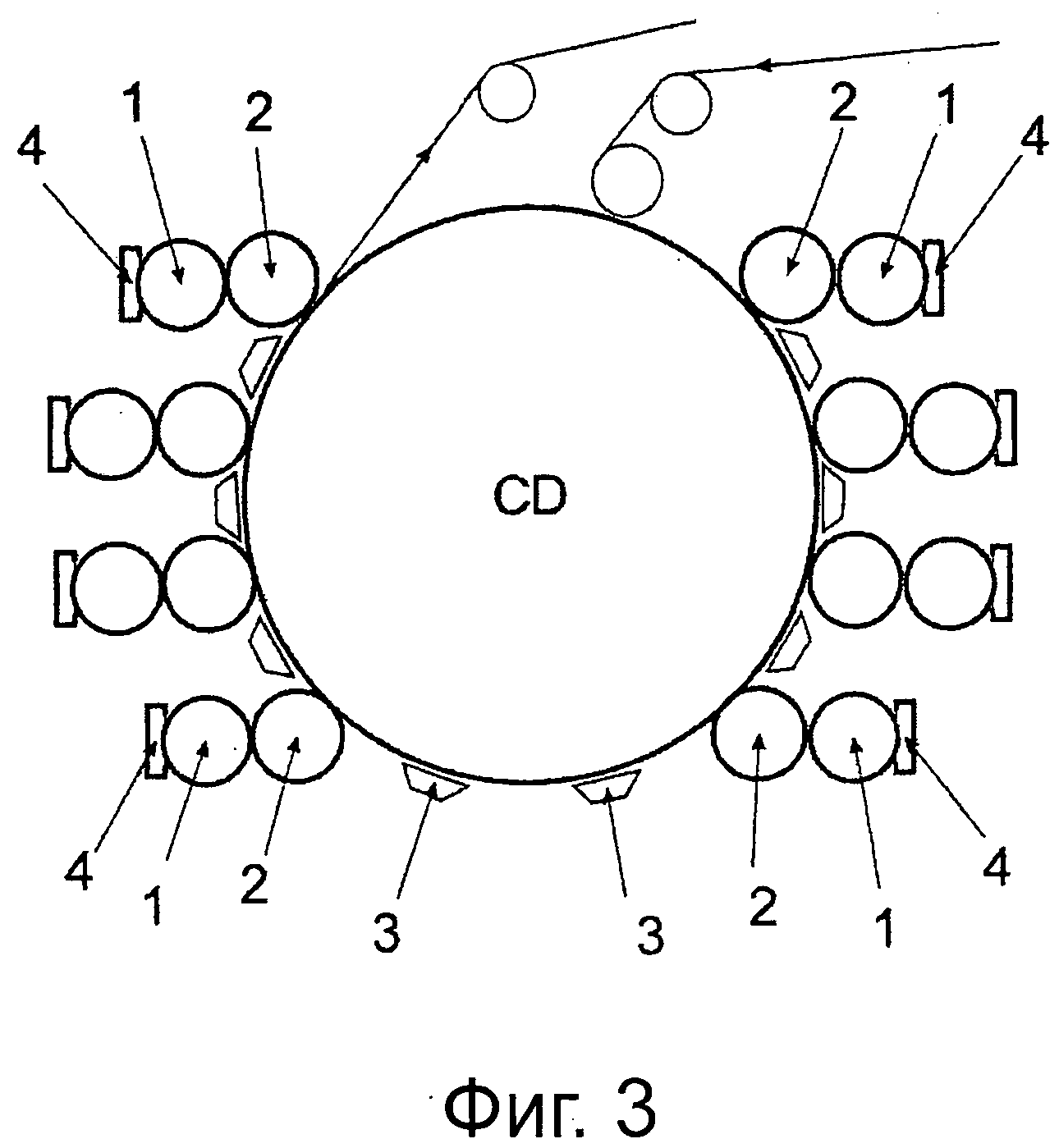
Фиг.3 демонстрирует схематическое представление традиционной флексографической печатной машины.
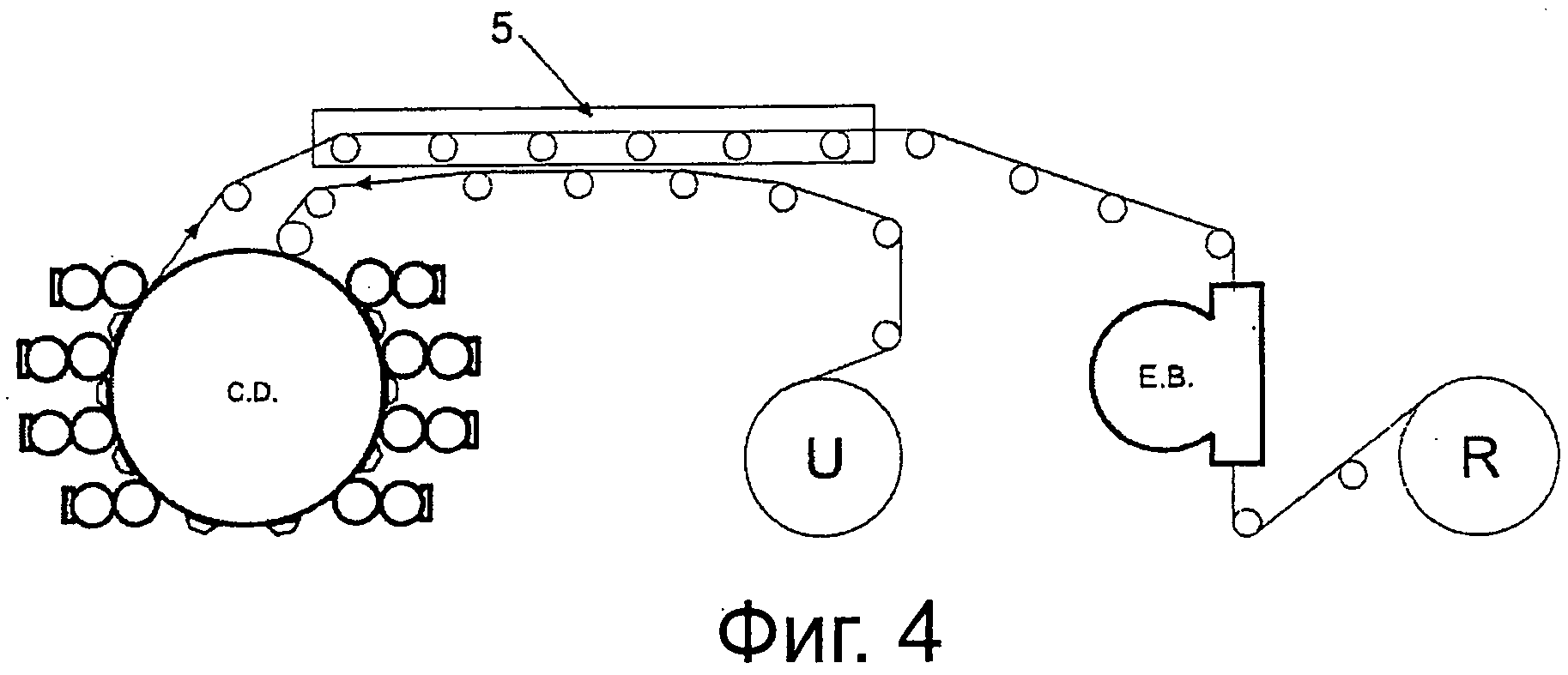
Фиг.4 демонстрирует флексографическую печатную машину, включающую возможность использования ЭП.
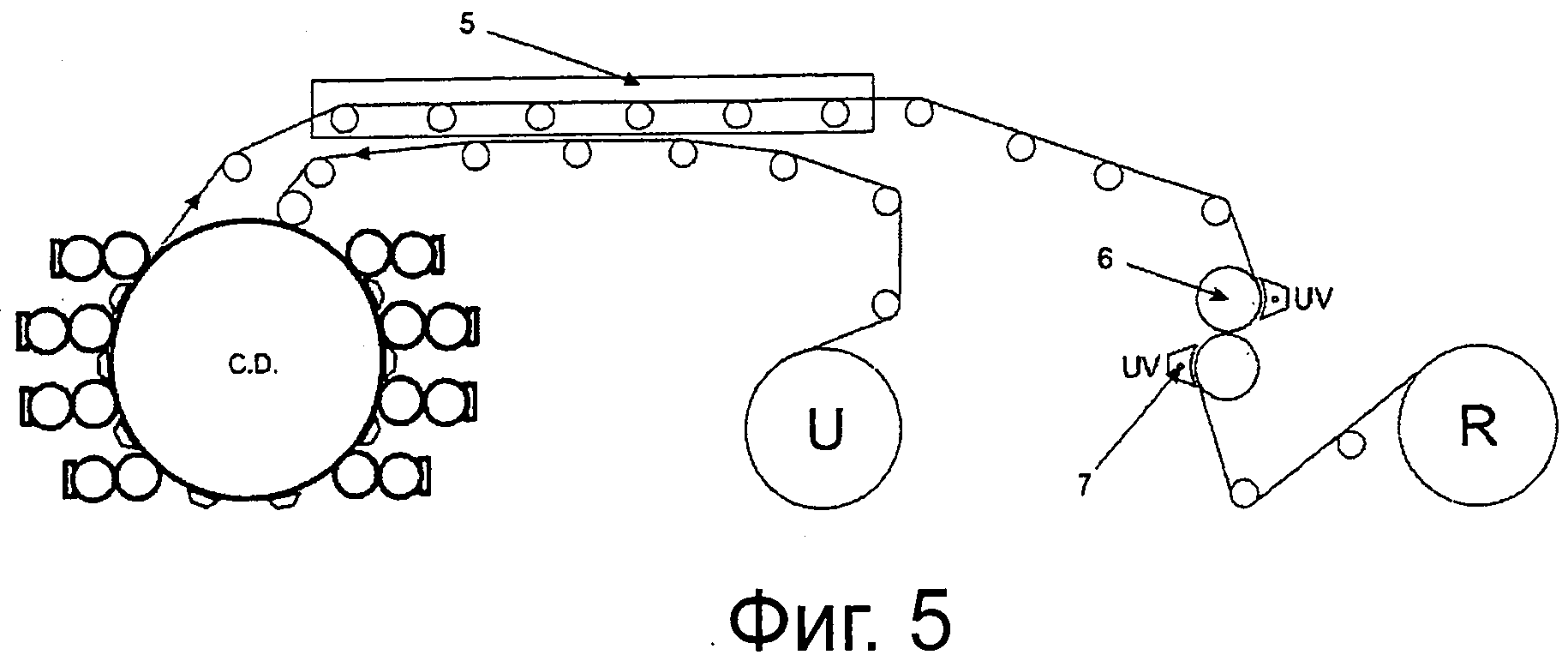
Фиг.5 демонстрирует флексографическую печатную машину, включающую возможность использования УФ.
Фиг.6 демонстрирует микрофотографию сетки геля, образованной поливиниловым спиртом в воде, при наличии характеристических каркасов полимера и большого объема свободного пространства, заполненного жидкостью. Фиг.6 также демонстрирует наноразмерную структуру полимерной сетки гидрогеля. Масштабная метка (внизу справа) представляет 0,2 микрометра. L.Pakstis and Pochan; From Science News, Volume 161, No. 21, May 25, 2002, p.323.
Фиг.7 схематически демонстрирует диаграмму параметров растворимости Хансена, включающую позиции некоторых предпочтительных мономеров, таких как ГДДА (1,6-гександиолдиакрилат), ТМПТА (триметилолпропантриакрилат), ТРПГДА (трипропиленгликольдиакрилат), и некоторых из наиболее подходящих растворителей, таких как гликолевые простые и сложные эфиры.
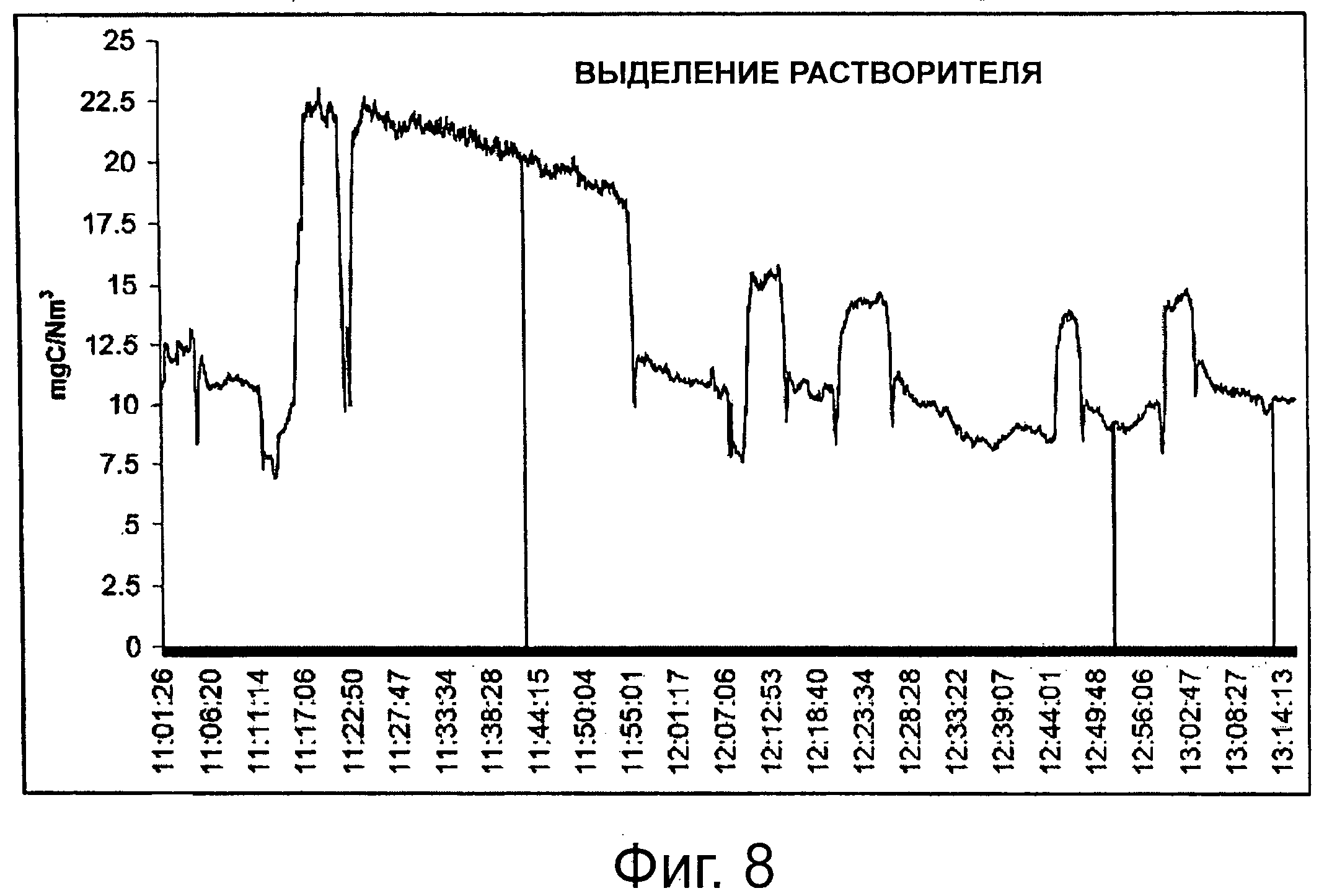
Фиг.8 представляет собой диаграмму оценки уровня содержания ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ во время прогона печати и демонстрирует низкий уровень содержания ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ настоящего изобретения при пиковом значении для ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ, меньшем, чем 25 мг С/нм3 (миллиграммы углерода на один нормальный кубический метр воздуха).
Фиг. от 9 до 11 демонстрируют различные возможности по конструкции системы накатывания краски при флексографической печати, способной использовать подвергшиеся гелеобразованию типографские краски флексографической печати.
Фигура 12 демонстрирует график зависимости твердости геля от концентрации гелеобразующего вещества для поливинилбутираля (Butvar В76).
Подробное описание изобретения
В данном описании изобретения будут использованы следующие далее определения.
Вязкость определяют как сопротивление текучей среды (жидкости или газа) изменению формы или перемещению соседних частей друг по отношению к другу. Вязкость обозначает понятие, противоположное течению. Величина, обратная вязкости, представляет собой текучесть - меру легкости течения. Мелассы, например, имеют вязкость, большую, чем у воды. Вследствие перемещения части текучей среды, которую заставляют двигаться вдоль соседних частей, вязкость может восприниматься как внутреннее трение между молекулами; такое трение противостоит развитию различий скоростей в текучей среде.
Для множества текучих сред тангенциальное или сдвиговое напряжение, которое вызывает течение, прямо пропорционально скорости сдвиговой деформации или скорости деформации, которая получается в результате. Другими словами, сдвиговое напряжение, поделенное на скорость сдвиговой деформации, для заданной текучей среды при фиксированной температуре представляет собой константу. Данная константа называется динамической или абсолютной вязкостью, а зачастую просто вязкостью. В публикации (Encyclopedia Britannica) L.Z.Rogovina in Polymer Science Series С ISSN 1811-2382 (Print) 1555-614X (Online) DOI 10.1134/S1811238208010050 of 2008 предлагается следующее далее определение геля: «гель представляет собой твердое вещество, образованное по меньшей мере из двух компонентов, один из которых (полимер) образует трехмерную сетку благодаря формированию ковалентных или нековалентных связей (химические и физические гели, соответственно) в среде другого компонента (жидкости), где для обеспечения наличия эластичных свойств геля достаточным является минимальное количество жидкости, хотя оно может превышать количество полимера от десятков до сотен раз. Необходимо отметить то, что при высокой плотности сетки или при высокой жесткости полимерных цепей возможно образование хрупких гелей. Общий признак физических гелей заключается в существовании предела текучести».
Тот же самый автор в 1974 году опубликовал также следующее далее определение геля: «Гелем считается система полимер-растворитель, в которой полимер, присутствующий с очень низкой концентрацией, образует вполне стабильную трехмерную сетку в растворителе. Рассмотрению подвергаются свойства гелей, у которых сетка образуется как химическими, так и физическими связями; внимание в основном уделяется второй группе гелей, у которых вариация температуры приводит к обратимому переходу между гелем и раствором». (L. Z. Rogovina et al 191A Russ. Chem. Rev. 43 503-523 DOI: 10.1070/RC1974v043n06ABEH001821).
Определение параметра растворимости Хансена, встречающееся в Википедии, является простым, но полным и точным.
Параметры растворимости Хансена, также называемые принципом обратной растворяющей способности, разработал Чарльз Хансен в качестве способа предсказания растворимости одного материала в другом и образования раствора. Они базируются на идее о том, что подобное растворяется в подобном, где одну молекулу определяют как «подобную» другой, если она образует связь сама с собой подобным образом.
Говоря конкретно, каждой молекуле приписываются три параметра Хансена, каждый из которых в общем случае измеряют в МПа0,5:
- δd- энергия дисперсионных связей между молекулами;
- δр - энергия полярных связей между молекулами;
- δh - энергия водородных связей между молекулами.
Данные три параметра могут рассматриваться в качестве координат для точки в трех размерностях, также известных под наименованием пространства Хансена. Чем ближе будут две молекулы в данном трехмерном пространстве, тем более вероятным будет их растворение друг в друге. Для определения попадания параметров двух молекул (обычно растворителя и полимера) в пределы досягаемости друг друга растворяемому веществу придается величина, называемая радиусом взаимодействия (R0). Данная величина определяет радиус сферы в пространстве Хансена, а ее центр представляет собой три параметра Хансена. Для вычисления расстояния (Ra) между параметрами Хансена в пространстве Хансена используется следующая далее формула:
Объединение данной величины с радиусом взаимодействия дает относительную разницу энергии (ОРЭ) системы:
ОРЭ=Ra/R0.
При ОРЭ<1 молекулы являются подобными и будут растворяться. При ОРЭ=1 система будет растворяться частично, при ОРЭ>1 система растворяться не будет.
Обобщая различия между данными концепциями, необходимо определить то, что гель представляет собой двухфазную систему, образованную твердой фазой сетки, набухшей в жидкой фазе, а не одну фазу вязкой гомогенной жидкости. Собственно говоря, основным различием между двумя явлениями является образование двух фаз благодаря переходу второго порядка в момент гелеобразования вместо перехода первого порядка при увеличении вязкости.
Также одно очень важное различие между гелем и вязкими жидкостями заключается в том, что гель не характеризуется какой-либо определенной вязкостью, поскольку гель не обнаруживает значения предела текучести вплоть до разрушения геля и после того без какого-либо изменения рецептуры или температуры, а только при изменении приложенной скорости сдвига, гель характеризуется бесконечными вязкостями, что делает невозможным определение точной вязкости.
Печать «по сырому» или печать типографскими красками по влажному слою представляют собой способ печати, при котором первый слой типографской краски, осажденный в первой секции накатывания краски, не является сухим при нанесении поверх первого слоя второго слоя типографской краски во второй секции накатывания краски. Печать «по сырому» описывается, например, в публикации US 2003/0154871.
Первая цель изобретения предлагает способ флексографической печати, который включает следующие далее стадии:
a) печать на подложке первого слоя радиационно-отверждаемой типографской краски, подходящей для флексографической печати по влажному слою, при этом упомянутая типографская краска содержит комбинацию из одного или нескольких нереакционноспособных полимеров и необязательно одного или нескольких нереакционноспособных растворителей совместно по меньшей мере с одним реакционноспособным мономером и/или олигомером, пигментами и добавками, при этом упомянутый полимер (полимеры) является только частично растворимым в упомянутых мономере (мономерах) и/или олигомере (олигомерах) или растворимым после добавления нереакционноспособных растворителей;
b) переведение упомянутого напечатанного первого слоя типографской краски в гелеобразное состояние, при этом упомянутый слой гелеобразной типографской краски характеризуется прочностью, достаточной для выдерживания проведения последующих стадий печати;
c) последующую печать второго слоя типографской краски в жидком состоянии поверх по меньшей мере части упомянутого подвергшегося гелеобразованию первого слоя типографской краски, при этом упомянутый второй слой типографской краски при печати превращается в слой геля;
d) печать всех последовательных слоев типографских красок после стадий от а) до с) вплоть до того момента, когда на подложку будут нанесены все краски;
e) одновременное отверждение всех слоев типографских красок по окончании процесса при использовании излучения ЭП или УФ.
Осуществления требуемой нанесенной поверх многослойной печати в данном способе достигают благодаря гелеобразованию в каждом нанесенном слое перед нанесением последующего слоя при конечном отверждении многослойной пленки типографской краски под действием надлежащего излучения (УФ/ЭП). Данный механизм полностью отличается от обычного увеличения вязкости у жидкости, что имеет место во всех способах традиционной флексографической печати, а также используется в предшествующем уровне техники, описанном в обсуждавшихся выше патентах.
Контроль процесса гелеобразования лучше всего может быть проведен в случае регулирования и/или изменения параметра растворимости Хансена среды таким образом, чтобы система типографской краски стала неспособной сохранять выбранный полимер, или сегменты в выбранном полимере, в истинно растворенном состоянии, то есть, скажем, в растворе. Конечный результат данной контролируемой нерастворимости представляет собой осаждение полимера или сегмента полимера, ведущее к образованию набухшего геля, имеющего точки контакта, где полимеры или сегменты полимеров встречают друг друга. Данные полимерные структуры «соединяются» друг с другом, теряя способность оставаться в жидкости, где имеет место контролируемая нерастворимость. Другими словами, нерастворимые полимерные структуры ищут друг друга, характеризуясь подобными/идентичными параметрами растворимости Хансена. Они неспособны оставаться в жидкости, где параметры растворимости Хансена слишком сильно отличаются друг от друга для обеспечения наличия раствора, как это более, подробно обсуждается в последующем изложении.
Способ контролируемого гелеобразования создает сетку полимерных цепей, которая напоминает систему, подобную твердому веществу, по отношению к усилиям, которые действуют в способе флексографической печати поверх слоя. Данная относительная прочность представляет собой причину успешности способа печати поверх влажного слоя. Каждый подвергшийся гелеобразованию слой обладает самонесущей способностью, а также способностью без проблем воспринимать последующие слои краски.
Реализацию способа осаждения или гелеобразования можно контролировать, например, даже в случае испарения только небольшой части присутствующего нереакционноспособного растворителя. Некоторые полимеры образованы из отдельных блоков или сегментов, которые связаны в одну большую молекулу. В случае нерастворимости некоторых из сегментов полимера в мономерах и олигомерах, которые образуют по меньшей мере часть среды «растворителя» типографской краски, в то время как другие сегменты полимера будут действительно растворимыми в них, может оказаться, что система подвергшаяся гелеобразованию, физически связанная воедино нерастворимыми сегментами, сможет действовать без использования нереакционноспособных растворителей или при использовании их ограниченных количеств. В таких случаях только сдвиговые усилия могут превратить такие обратимые гели в жидкости, при этом гель на печатной поверхности быстро образуется повторно. Одним примером такой системы является сложный полиэфир (или сложный полиэфир, модифицированный маслом), который также содержит блоки или сегменты полиамида. Отличающиеся характеристики растворимости частей сложного полиэфира в сопоставлении с тем, что имеет место для частей полиамида, делают возможным гелеобразование, основанное на взаимной нерастворимости полиамидных частей в жидкости, которая действительно растворяет сложный полиэфир. В принципе также мог бы быть образован и обратный гель в результате растворения сегментов полиамида и осаждения сегментов сложного полиэфира, но жидкости, необходимые для этого, являются неподходящими с точки зрения охраны окружающей среды и практического применения по сравнению с теми, которые требуются для растворения сложного полиэфира. Полимеры, обладающие двойственной природой данного типа, также могут сделать возможной потребность в чрезвычайно малых количествах нереакционноспособных растворителей для получения требуемых гелей.
Для подвергшихся гелеобразованию пленок, полученных способом данного изобретения, печать поверх может быть проведена намного быстрее и намного легче по сравнению с тем, что имеет место для пленок, полученных по механизму увеличения вязкости предшествующего уровня техники; им придаются превосходные свойства захвата краски, которые в общем случае являются намного лучшими, чем в случае свойств печати «по сырому», получаемых при офсетной печати.
Во время осаждения полимеры в среде создают сетку, что в результате приводит к образованию системы, подобной твердому веществу, по отношению к усилиям, которые будут действовать в способе флексографической печати при печати поверх, и создает возможность реализации упомянутого способа печати поверх - то есть, способность нести и принимать другие слои красок на слоях, полученных при предварительной печати. В способе флексографической печати гель образуется мгновенно при нанесении в виде очень тонкого слоя при использовании типографских красок, характеризующихся очень высокими насыщенностями цвета. Нанесенный слой при флексографической печати в среднем варьируется в диапазоне от 0,3 до 2,5 микрона; благодаря действию поверхностной энергии подложки и ранее нанесенных слоев типографской краски (в случае наличия таковых) гелеобразование в способе печати может считаться мгновенным гел еобразованием.
Прочность геля предпочтительно выражают и идентифицируют, придавая гелю значение твердости в надлежащей шкале, такой как шкала Шора 00, при проведении измерения в соответствии с документом ASTM D2240-05 Standard Test Method for Rubber Property для свежеобразованного геля перед отверждением геля. В лабораторных условиях для измерения твердости геля требуется получение достаточно большого образца типографской краски (несколько сотен граммов) также и вследствие размера склерометра.
Данная флексографическая печать включает гелеобразование типографской краски сразу после нанесения на подложку при совершенно отличном подходе к разрешению компромисса между печатью «по сырому» и степенью отверждения. Решение проблемы заключается в полностью отличном состоянии системы, то есть система представляет собой гель, а не концентрированный раствор. По сравнению с современным уровнем техники, настоящее изобретение предлагает два важных принципа и отличия: гелеобразование или образование геля типографской краски на подложке и использование параметра растворимости Хансена для достижения данного гелеобразования.
В дополнение к этому, все перемешивание, проводимое во время фазы печати, прекращается после нанесения типографской краски на подложку, что создает существенное содействие гелеобразованию в нанесенном слое типографской краски.
Гелеобразное состояние основными исследователями материалов определяется как состояние, подобное состоянию твердого вещества, которое характеризуется огромной степенью подвижности жидкостей внутри системы, а также состояние, которое может быть возвращено в состояние жидкости под действием определенной величины тепла того же самого порядка, как и то, которое образуется в момент отверждения по экзотермической реакции.
Движение, вызываемое сдвиговыми усилиями, например, также может превращать гели в жидкости, в особенности в случае если полимер, образующий гель, содержит блоки или сегменты, которые являются нерастворимыми в жидкой фазе, в то время как некоторые другие части полимера будут истинно растворимыми в жидкой фазе. Сдвиговые усилия могут оказаться достаточными для растягивания подвергшихся гелеобразованию сегментов друг от друга, что позволяет им еще раз повторно образовывать гель, когда внешние сдвиговые усилия больше уже не будут действовать. Данная ситуация также может быть использована для получения типографских красок, демонстрирующих качество и эксплуатационные характеристики, подобные тем, которыми обладают типографские краски, содержащие пониженные количества нереакционноспособного летучего растворителя. В любом случае у типографских красок требуется контроль параметров растворимости Хансена, как это обсуждается в последующем изложении.
Изобретение относится к способу флексографической печати, включающему возможность печати по влажному слою (печати «по сырому»), основанному на гелеобразовании или временном растворении геля типографских красок флексографической печати в результате контроля параметра растворимости Хансена системы типографской краски. Механизм получения желательного захвата краски при печати по влажному слою основывается на гелеобразовании в нанесенной типографской краске при использовании контролируемого физико-химического механизма осаждения полимера. Это может быть осуществлено благодаря контролю параметра растворимости Хансена, например, в результате нагревания или в результате испарения нереакционноспособного и летучего растворителя, после чего остается жидкость, которая не растворяет заданный полимер или его сегменты.
Данный способ флексографической печати, включающий возможность печати по влажному слою, основан на контролируемом осаждении, приводящем к гелеобразованию рецептур типографских красок, в результате изменения параметра растворимости Хансена системы типографской краски при воздействии теплом на использующуюся типографскую краску с использованием или без использования промежуточного высушивания на воздухе и конечном отверждении под действием радиационных способов. В способе могут быть использованы радиационно-отверждаемые типографские краски, которые отверждают только после нанесения на подложку всех цветов. Типографская краска флексографической печати при ее нанесении на конечную подложку характеризуется вязкостью, меньшей, чем 4000 сПз, предпочтительно меньшей, чем 2500 сПз, а наиболее предпочтительно меньшей, чем 1000 сПз.
Данное изобретение анализирует то, что может быть определено обратной растворяющей способностью, обеспечивая контроль или изменение параметра растворимости Хансена среды таким образом, чтобы получить определенную модифицированную степень растворяющей способности или сольватации для выбранного полимера в целях получения гелеобразного, или подобного твердому, слоя типографской краски, характеризующейся достаточными прочностью и жесткостью для обеспечения реализации способа флексографической печати при печати поверх или способа типографской печати.
Большое преимущество данного принципа заключается в возможности получения данного явления при очень низком уровне содержания растворителя благодаря принципу действия параметров растворимости Хансена. Выбор полимера и жидкостей, которые будут составлять конечную рецептуру, может быть сделан таким образом, чтобы получить параметры растворимости Хансена несовместимой реакционноспособной жидкости в геле непосредственно на границе растворимости полимера или обеспечить только самую малую степень сольватации заданных сегментов полимера. Очень небольшие изменения количества надлежащего растворителя или величины модифицирования параметра растворимости реакционноспособной жидкости, характеризующихся надлежащими параметрами растворимости Хансена, могут регулировать переход состояния от жидкости к гелю или наоборот.
Настоящее изобретение, основанное на гелеобразовании типографской краски во время процесса печати, а именно, между двумя соседними секциями накатывания краски, делает возможной успешную практическую реализацию способа печати поверх. Как можно видеть на фиг.6, в настоящем изобретении используют как подвижность маловязкой жидкости по всему огромному свободному пространству в сетке полимерного геля, так и разрушение геля во время отверждения. Данное разрушение геля вызывается действием тепла, образующегося по экзотермической химической реакции во время отверждения. Как хорошо известно, физические гели являются очень чувствительными к воздействию тепла. Пленка еще раз становится жидкостью или подобной жидкости и может стекаться в единое целое с образованием прочного отвержденного отпечатка. Области растворимости, продемонстрированные на фиг.1, 2 и 7, увеличиваются при большей температуре, и жидкости, характеризующиеся параметрами растворимости Хансена непосредственно вне границы растворимости при комнатной температуре, при повышенной температуре становятся хорошими растворителями. В настоящем изобретении данный эффект способствует требуемому разжижению геля при повышенных температурах. Данная концепция положена в основу создания типографской краски, которая представляет собой второй вариант осуществления изобретения, где подвергшуюся гелеобразованию типографскую краску первоначально получают непосредственно вне границы растворимости при комнатной температуре.
Высокая подвижность реакционноспособных компонентов в геле во время процесса отверждения и после разжижения геля при увеличении температуры в фазе отверждения обеспечивает достижение наивысшей степени химического превращения в отсутствие каких-либо дополнительных контроля или аппарата.
В данном способе флексографической печати используют флексографическую печатную машину, которая включает обсуждавшиеся выше средства нагревания или воздействия сдвиговыми усилиями в отношении подвергшейся гелеобразованию типографской краски, то есть, гелеобразная типографская краска, которая является подходящей для изменения в результате перемешивания или нагревания с переходом от гелеобразного состояния к текучей типографской краске при менее, чем 4000, а предпочтительно менее, чем 2500 сПз, для обеспечения возможности нанесения системой накатывания краски, имеющейся во флексографической печатной машине.
Одна дополнительная цель настоящего изобретения заключается во флексографической печатной машине, которая включает средства нагревания и/или средства перемешивания или приложения воздействия сдвиговых усилий к типографской краске перед нанесением упомянутой типографской краски на конечную подложку.
Флексографическая печатная машина, соответствующая изобретению, включает обсуждавшиеся выше средства нагревания или воздействия сдвиговыми усилиями в отношении подвергшейся гелеобразованию типографской краски, то есть, гелеобразная типографская краска, которая является подходящей для изменения в результате использования перемешивания или нагревания с переходом от гелеобразного состояния к текучей типографской краске при менее, чем 4000, а предпочтительно менее, чем 2500 сПз, для обеспечения возможности нанесения системой накатывания краски, имеющейся во флексографической печатной машине.
Как продемонстрировано на фигурах, упомянутая машина включает средства переноса типографской краски, в том числе анилоксовые валики и печатные формы, кроме того, включая средства очищения для удаления избыточной типографской краски, нанесенной поверх анилоксовых валиков, таким образом, чтобы оставить типографскую краску только внутри ячеек анилоксового валика, подобно ракельному ножу, используемому в системе глубокой или обычной флексографической печати, при наличии или в отсутствие закрытой камеры.
Фиг. от 9 до 12 демонстрируют возможные конструкции новой флексографической печатной машины, хотя не исключаются и другие конструкции, данные конструкции покрывают разумный диапазон возможностей и демонстрируют легкий путь адаптации к особенностям флексографической печатной машины таким образом, чтобы сделать использование подвергшейся гелеобразованию типографской краски более легким, чем в случае традиционных типографских красок флексографической печати, содержащих растворитель, подобных серии IroFlex™ от компании Toyo Inks и FlexiRange™ от компании FlintGroup.
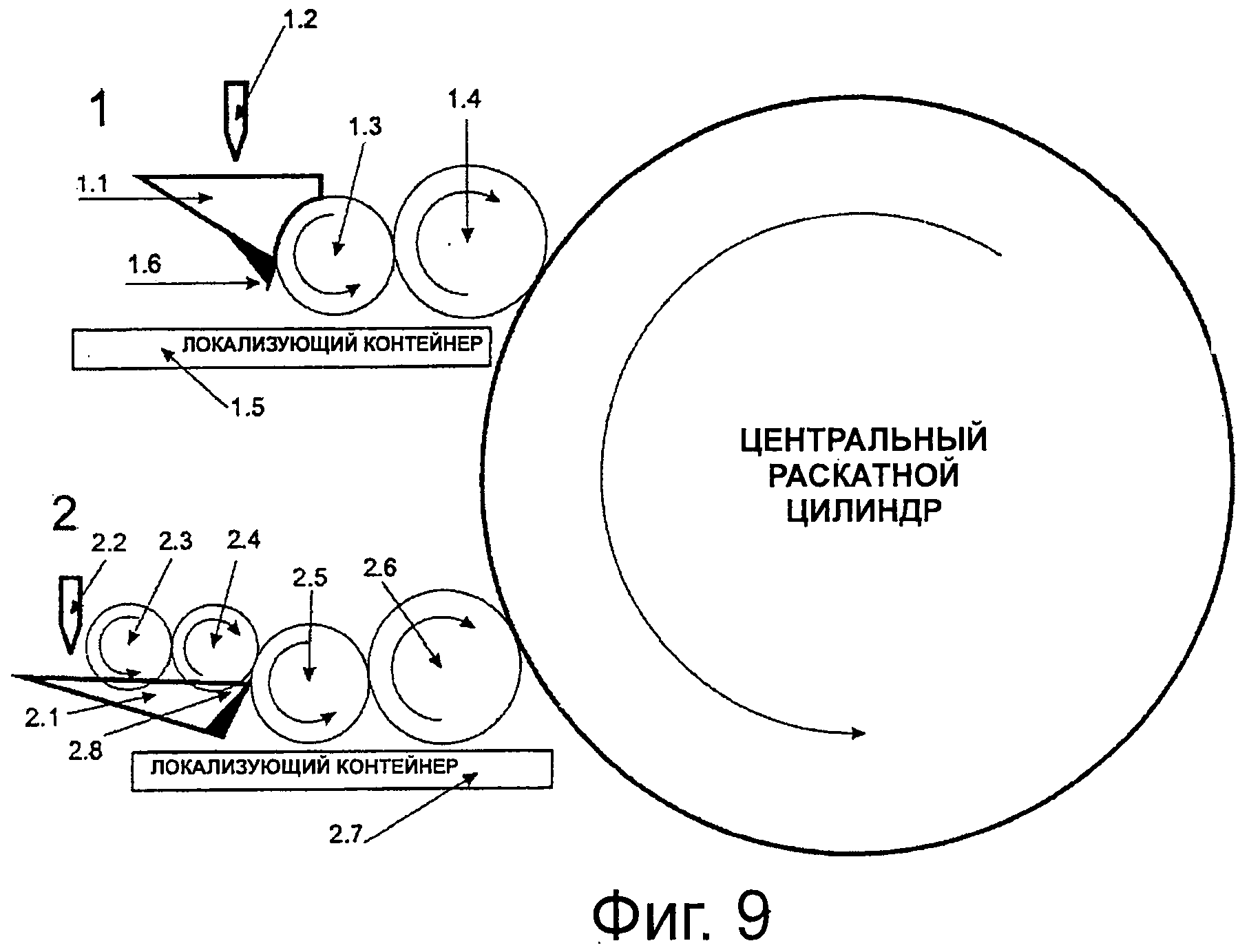
Говоря более конкретно, фиг.9 демонстрирует флексографическую печатную машину, включающую центральный раскатной цилиндр и две различных системы подачи с номерами позиций 1 и 2. Под номером позиции 1 представлена система (1.2) автоматической или ручной подачи, осуществляющая подачу в лоток (1.1) типографской краски, который подает типографскую краску непосредственно на анилоксовый валик (1.3), очищаемый ракельным ножом (1.6), за чем следует накатывание краски на форму на формном цилиндре (1.4), а с формы типографскую краску наносят на подложку. Ниже всей системы накатывания краски располагается локализующий контейнер (1.5) во избежание загрязнения другого цвета в случае разбрызгивания.
В дополнение к этому, на фиг.9 под номером позиции 2 продемонстрирована флексографическая печатная машина, включающая систему (2.2) автоматической или ручной подачи, осуществляющую подачу в лоток (2.1) типографской краски, который подает типографскую краску на дозирующий валик (2.3) для уменьшения количества типографской краски, переносимой на валик (2.4) накатывания краски, а от валика накатывания краски на анилоксовый валик (2.5), очищаемый ракельным ножом (2.8), за чем следует накатывание краски на форму на формном цилиндре (2.6), а с формы типографскую краску наносят на подложку (не показана). Ниже всей системы накатывания краски располагается локализующий контейнер (2.7) во избежание загрязнения другого цвета в случае разбрызгивания.
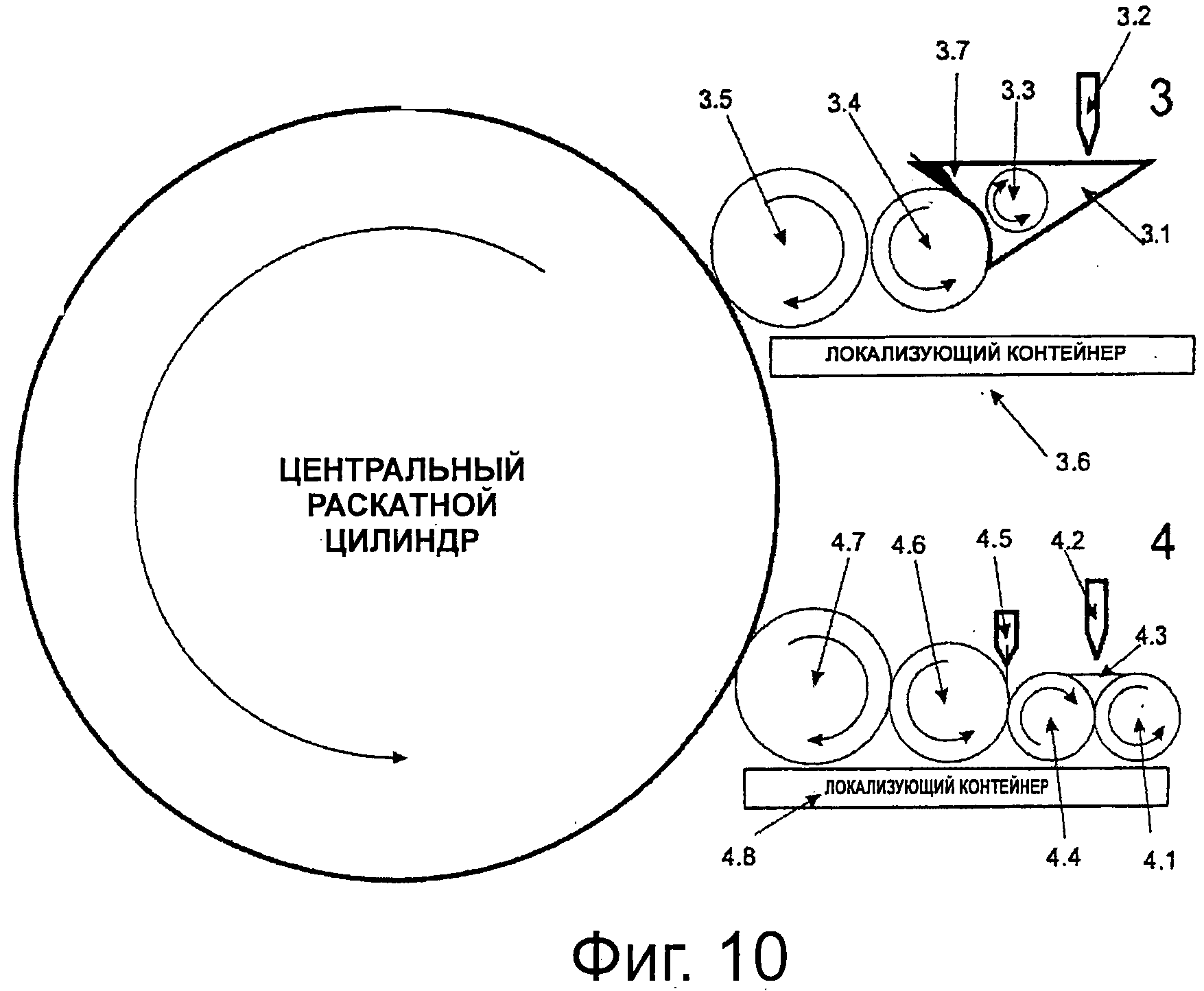
Фиг.10 демонстрирует две другие возможные конструкции системы накатывания краски для работы с подвергшейся гелеобразованию типографской краской. Под номером позиции 3 продемонстрирована система (3.2) подачи, осуществляющая подачу в лоток (3.1) типографской краски, который подает типографскую краску непосредственно на анилоксовый валик (3.4) после контроля количества типографской краски, наносимой на анилоксовый валик, дозирующим валиком (3.3), после этого избыток типографской краски очищают ракельным ножом (3.7), а затем оставшуюся типографскую краску на анилоксовом валике наносят на формный цилиндр (3.5) и с формы типографскую форму наносят на подложку. Ниже всей системы накатывания краски располагается локализующий контейнер (3.6) для локализации разбрызганной типографской краски и во избежание загрязнения другого цвета в случае разбрызгивания.
Номер поз.4 на фигуре 10 представляет другую систему накатывания краски в отсутствие обычного лотка типографской краски, замененного системой, подобной той, которую применяют в сфере ламинирующих устройств без использования растворителя, где резервуар (4.3) подвергшейся гелеобразованию типографской краски, куда осуществляют автоматическую или ручную подачу системой (4.2) подачи, формируют благодаря действию низкоскоростного дозирующего валика (4.1) и среднескоростного дозирующего валика (4.4), которые наносят количество типографской краски, достаточное для полного покрытия анилоксового валика (4.6), очищаемого от данного избытка типографской краски ракельным ножом (4.5) в целях нанесения в виде очень тонкого слоя на печатную форму, присоединенную к формному цилиндру (4.7), а после этого, в заключение, переноса на подложку. Как и в других примерах, для предотвращения загрязнения цвета в случае разбрызгивания типографской краски должен быть использован локализующий контейнер (4.8).
Как продемонстрировано на фиг.3, 4, 5, 9, 10 и 11, упомянутая машина включает средства переноса типографской краски, в том числе анилоксовые валики и печатные формы, кроме того, включая средства очищения для удаления избыточной типографской краски, нанесенной поверх анилоксовых валиков, таким образом, чтобы оставить типографскую краску только внутри ячеек анилоксового валика, подобно ракельному ножу, используемому в системе глубокой или обычной флексографической печати, при наличии или в отсутствие закрытой камеры.
После печати температуру еще раз уменьшают до требуемого диапазона, а перемешивание прекращают, что еще раз переводит типографскую краску в гелеобразное состояние. Напечатанные слои типографской краски на поверхности подложки переходят в гелеобразное состояние, и все данные слои демонстрируют достаточную жесткость для обеспечения печати «по сырому» поступающими последующими цветами вплоть до нанесения всех цветов, а после этого подвергаются воздействию радиационной энергии для инициирования отверждения/полимеризации отверждаемых компонентов типографской краски. Данному варианту осуществления свойственно преимущество, заключающееся в создании типографской краски флексографической печати, которая не содержит органических растворителей, то есть, не содержит ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ. Такая характеристика имеет первостепенную важность с точки зрения экономики способа печати и его аппарата.
В современной технологии флексографической печати используют от 6 до 12 последовательных цветов для достижения конечного результата, но очень редко бывает так, что один поверх другого наносят более, чем 4 или 5 цветов, поскольку проблемы с захватом краски становятся более значительными в более толстых слоях типографской краски, даже в случае традиционных типографских красок, содержащих растворитель.
Фиг.3 демонстрирует традиционную флексографическую печатную машину, где представлены центральный раскатной цилиндр (ЦРЦ), анилоксовые цилиндры (1), формные цилиндры (2), сушильные устройства (3) и инкапсулированные ракельные ножи (4).
Как упоминалось раньше, настоящее изобретение может быть реализовано без какого-либо модифицирования машинного оборудования за исключением добавления установки отверждения под действием ЭП или УФ в конце процесса, если таковая еще не присутствует, при выходе подложки из конечного сушильного туннеля (5), как это продемонстрировано на фиг.4 для возможности использования ЭП и на фиг.5 для возможности использования УФ.
В соответствии с фиг.4, подложку перемещают от размоточного устройства (РУ) к центральному раскатному цилиндру (ЦРЦ), а после этого к конечному сушильному туннелю (5) и затем к устройству обработки электронным пучком (ЭП) и к перемоточному устройству (ПУ). Подобный путь имеет место и в ситуации, продемонстрированной на фиг.5. В данном случае подложка после прохождения через конечный сушильный туннель (5) достигает охлаждающих цилиндров (6) и устройств обработки ультрафиолетовым излучением (УФ) в виде ламп и рефлекторов, а после этого перемоточного устройства (ПУ).
Основная проблема использования данных типографских красок в особенности в способе флексографической печати заключается в управлении типографской краской в гелеобразном состоянии, поскольку нагревание типографской краски требует затрат времени, а система перекачивания традиционных флексографических печатных машин является очень чувствительной к присутствию высоковязких типографских красок в системе.
Кроме того, продление трубок, которые проводят типографскую краску через систему накатывания краски, представляет собой источник проблем и трудностей для печатников. Для решения данных проблем и вследствие возможности наличия рецептур типографских красок, не содержащих ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ, решение может быть связано с использованием другой системы накатывания краски флексографической печати, без системы ракельного ножа.
Изобретение также описывает подвергнутую гелеобразованию типографскую краску флексографической печати, отверждаемую под действием излучения УФ/ЭП, которая содержит полимер и комбинацию жидкостей, в основном состоящих из радиационно-отверждаемых мономеров и/или олигомеров, добавок, фотоинициаторов и необязательно небольших количеств нереакционноспособного растворителя, причем упомянутый полимер исполняет функцию гелеобразующего вещества.
Все компоненты, используемые в данной типографской краске, характеризуются параметрами растворимости Хансена, и данная типографская краска флексографической печати обычно представляет собой гель, демонстрирующий требуемые физические характеристики, который в ходе реализации способа печати переходит в жидкое состояние, обычно благодаря механическому или термическому воздействию, становясь жидкостью, характеризующейся вязкостью, подходящей для использования при флексографической печати, (например, меньшей, чем 4000, а наиболее предпочтительно меньшей, чем 2500 сПз), и который возвращается в гелеобразное состояние после нанесения на конечную подложку.
Для тех рецептур типографских красок, которые содержат растворитель в целях регулирования параметра растворимости, время испарения растворителя в количестве, достаточном для образования гелеобразного состояния, является достаточным также для проведения измерения правильной прочности геля, но поскольку гель образуется даже при частичном удалении растворителя, наилучшие измерения проводятся после удаления растворителя, например, после достижения постоянной массы образца для обеспечения полного удаления растворителя, а предпочтительно не раньше, чем по истечении 15 минут после достижения температурой полученного состава температуры помещения.
В случае рецептур типографской краски, не содержащей растворитель, для образования геля в образцах в несколько сотен граммов при постоянном и стабильном измерении обычно требуется 30 минут.
Во-первых, изобретение предлагает типографскую каску в пределах параметров растворимости Хансена с нереакционноспособным растворителем, который по меньшей мере частично испаряется для получения требуемого геля, который обычно представляет собой гель, демонстрирующий требуемые физические характеристики и в ходе реализации способа печати переходит в жидкое состояние, обычно благодаря механическому или термическому воздействию в случае неиспользования нереакционноспособного растворителя.
При все еще использовании растворителя в рецептуре типографской краски изобретение создает по меньшей мере два больших улучшения по сравнению с содержащими растворитель традиционными типографскими красками флексографической печати:
- очень насыщенные типографские краски, характеризующиеся вязкостью, меньшей, чем 2500 сПз, легко получают вследствие характеристик выбранных мономеров и олигомеров, которые способны использоваться при печати по влажному слою и обладать способностью воспринимать большую загрузку пигмента;
- полученные типографские краски могут характеризоваться пониженным уровнем содержания ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ, даже меньшим, чем 15% от совокупного состава по сравнению с типографскими красками рецептур предшествующего уровня техники, содержащими растворители при высоком уровне содержания твердого вещества, которые используют в своей композиции приблизительно 50% ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ.
Комбинация данных двух характеристик - типографские краски, характеризующиеся очень насыщенным цветом, и низкий уровень содержания ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ - придает типографской краске способность удовлетворять европейские и американские предписания по ЛЕТУЧИМ ОРГАНИЧЕСКИМ СОЕДИНЕНИЯМ и загрязнению окружающей среды без какой-либо предварительной или заключительной обработки воздуха или отходов. Данные меры уменьшают стоимость конечных продуктов, улучшают качество типографской краски и вносят свой вклад в защиту окружающей среды.
При добавлении к композиции типографской краски растворителя основные критерии по выбору растворителя могут быть обобщены следующим образом:
a) выбранный растворитель должен демонстрировать стабильность в среде (например, избегают спиртов и гликолей, которые в течение короткого периода времени могли бы претерпевать переэтерификацию с образованием токсичных акрилатов);
b) нереакционноспособный растворитель, подходящий для использования в данном изобретении, должен быть выбран из тех, которые по возможности являются наиболее безопасными для человека, характеризуясь низким раздражением кожи и органов дыхания, а также совместимыми с конечным назначением типографской краски (например, гибкая упаковка для пищевых продуктов);
c) для сведения к минимуму количества добавленного нереакционноспособного растворителя предпочтительные варианты выбора будут характеризоваться параметрами растворимости Хансена, по возможности более далекими от параметров растворимости Хансена составленной рецептуры конечной смеси. Параметры растворимости Хансена смесей рассчитывают из усреднения по массе (или по объему) параметров растворимости Хансена индивидуальных компонентов. Воздействие заданного компонента на данное среднее значение при одной и той же концентрации будет более значительным в случае большего удаления его параметров растворимости Хансена от конечного среднего значения. Это создает потенциал для значительно пониженных уровней содержания нереакционноспособного растворителя;
d) параметры растворимости Хансена и концентрация любого нереакционноспособного растворителя, который может присутствовать, должны приводить к конечной позиции на диаграммах растворимости Хансена, таких как те, которые продемонстрированы на фиг.1, 2 и 7, которое располагается непосредственно в пределах области, определенной радиусом растворимости полимера. После этого его испарение будет приводить к требуемому гелеобразованию, поскольку тогда параметры растворимости Хансена остающейся жидкости сдвигаются к позиции непосредственно вне границы, определяющей растворимость полимера. Это приводит к описывавшемуся выше гелеобразованию;
e) на диаграммах параметров растворимости Хансена, таких как те, которые продемонстрированы на фиг.1, 2 и 7, линия, соединяющая усредненные параметры растворимости Хансена жидкостей в составленной рецептуре типографской краски и параметры растворимости Хансена любого выбранного растворителя в рецептуре, предпочтительно должна проходить через центр растворимости полимера, поскольку это наиболее чувствительная точка для эффективного разрушения геля, что в результате приводит к получению маловязкой типографской краски, применимой при флексографической печати при наличии у рецептуры вязкости, меньшей, чем 4000 сПз, а предпочтительно меньшей, чем 2500 сПз и наиболее предпочтительно меньшей, чем 1000 сПз;
f) температура кипения любого выбранного нереакционноспособного растворителя, который может присутствовать в рецептуре, предпочтительно является меньшей, чем температура кипения любого из присутствующих мономеров, для обеспечения его испарения без какой-либо ощутимой утраты мономеров.
Что касается выбора растворителей для практической реализации данного изобретения, то предпочтительными растворителями являются те, которые характеризуются относительными скоростями испарения в диапазоне от средней до низкой, предпочтительно от 5 до 100 в шкале относительной скорости испарения при задании скорости испарения н-бутилацетата равной 100. Растворитель должен характеризоваться очень низкой токсичностью и подходящими параметрами растворимости Хансена по отношению к большинству мономеров и олигомеров, использующих УФ/ЭП, для контроля описывавшегося выше гелевого способа.
В соответствии с установленными критериями выбора надлежащих нереакционноспособных растворителей для практической реализации настоящего изобретения предпочтительные растворители включают нижеследующее, но не ограничиваются только этим: пропиленгликольмонометиловый эфир, дипропиленгликольмонометиловый эфир, ацетат пропиленгликольмонометилового эфира, н-пропилпропионат, н-бутилпропионат, н-пентилпропионат, пропиленгликольдиацетат, диэтилкарбонат и диметилкарбонат.Использование нереакционноспособных растворителей, характеризующихся относительными скоростями испарения в диапазоне от средней до низкой, таких как пропиленгликольмонометиловый эфир или дипропиленгликольмонометиловый эфир, также улучшает стабильность типографской краски в машине, что делает возможными вплоть до 72 часов печати без какого-либо вмешательства операторов для регулирования вязкости. Это означает также и сохранение в течение данного периода времени постоянства стандарта отпечатка, что, в свою очередь, говорит об очень стабильном способе флексографической печати.
Предпочтительный нереакционноспособный растворитель, используемый в настоящей системе, может растворять, а может и не растворять полимер непосредственно. Это связано с тем, что используемые мономеры, олигомеры и нереакционноспособные растворители могут характеризоваться параметрами растворимости Хансена вне области/объема растворимости полимера, продемонстрированных на фиг.1, 2 и 7. Это возможно, поскольку именно их смеси должны характеризоваться надлежащими параметрами растворимости Хансена, обеспечивающими описываемый в настоящем изобретении контроль способа печати.
Однако для контроля образования геля обязательным является то, чтобы среда после частичного или полного испарения любого нереакционноспособного растворителя в рецептуре представляла бы собой нерастворитель для полимера или заданных сегментов полимера.
При отсутствии в настоящей типографской краске какого-либо растворителя, то есть, типографской краской флексографической печати является типографская краска, не содержащая ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ; радиационно-отверждаемая типографская краска, претерпевающая фазовый переход, содержит неотверждаемое гелеобразующее вещество, состоящее из нижеследующего или включающее его: блок-полимер, частично нерастворимый в реакционной среде при комнатных температурах в диапазоне от приблизительно 15°C до приблизительно 35°C.
Типографская краска, не содержащая ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ, данного изобретения должна содержать следующие далее компоненты: отверждаемое гелеобразующее вещество, состоящее из нижеследующего или включающее его: блок-полимер, частично нерастворимый в реакционной среде при комнатных температурах в диапазоне от приблизительно 15°C до приблизительно 35°C, включающей дополнительные отверждаемые мономеры и олигомеры, а также отверждаемые или нереакционноспособные полимеры и добавки, промотирующие гелеобразование, выбираемые таким образом, чтобы предотвратить образование однофазной типографской краски при комнатной температуре в стандартных условиях, добавки и типографская краска необязательно могут содержать небольшое количество растворителя.
Обобщенно можно сказать, что способ предлагает получение твердой пленки подвергшейся гелеобразованию радиационно-отверждаемой типографской краски при использовании рецептуры, содержащей частично растворимый полимер, где частично растворимый полимер содержит блоки или сегменты, которые являются нерастворимыми в жидкой среде типографской краски, образованной радиационно-отверждаемыми олигомерами и мономерами. Данные нерастворимые сегменты или блоки соединяются с образованием соединительных связей в геле таким образом, что данное гелеобразное состояние будет разжижаться в результате перемешивания, нагревания или комбинирования обоих вариантов воздействия, что, таким образом, обеспечивает проведение печати пленкой жидкой типографской краски. Напечатанная жидкая типографская краска возвращается в гелеобразное состояние после печати и устранения перемешивания и, таким образом, может оказаться в состоянии, подобном состоянию конечных пленок в приведенной выше позиции а). Такие пленки могут выдерживать физические воздействия, встречающиеся во время печати, а также обеспечивать захват краски, необходимый для способов многослойной печати по влажному слою, в частности, флексографической и типографской печати.
Известные органические гелеобразующие вещества, которые являются подходящими для превращения не содержащей ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ радиационно-отверждаемой типографской краски в гель при комнатной температуре, при этом упомянутый гель является легко разрушаемым при использовании температуры, перемешивания или комбинации обоих вариантов воздействия, создают возможность получения системы и надлежащих рецептур типографских красок, обеспечивающих устранение ограничений, которые все еще делают обязательным содержание в составах для способа печати по влажному слою при флексографической печати нереакционноспособных разбавителей, и в то же самое время позволяют избегать использования высоковязких типографских красок в типографской печатной машине, где требуется большее давление, и встречается больше трудностей для печати.
Предпочтительно гелеобразующее вещество образует в среде типографской краски подобное твердому гелеобразное состояние при температурах, меньших, чем температура, при которой типографскую краску будут печатать и использовать в системе накатывания краски, и данный подобный твердому гель основывается на образовании физического геля, который содержит две фазы, одну из которых составляет сетка, образованная неполностью растворенным полимером в результате взаимодействий нековалентного связывания, таких как водородная связь, ван-дер-ваальсовые взаимодействия, ароматические несвязывающие взаимодействия, ионная или координационная связь, дисперсионные силы Лондона и тому подобное, а вторую фазу составляет жидкая среда внутри полостей полимерной сетки.
При использовании физических сил, таких как температура или механическое перемешивание, гель настоящего изобретения может быть возвращен в состояние жидкости, содержащей только одну фазу, близкой к системе золя и характеризующейся желательной вязкостью для выбранного способа печати.
Типографская краска флексографической печати, претерпевающая фазовый переход, соответствующая настоящему изобретению, включает фотоинициатор, если намечаемый способ отверждения желательно реализовать под действием ультрафиолетового излучения как при свободно-радикальном, так и при катионном отверждении.
Фотоинициатор, подходящий для использования в настоящем изобретении, включает нижеследующее, но не ограничивается только этим: 2,4,6-триметилбензоилдифенилфосфиноксид; бис(2,4,6-триметилбензоил)фенилфосфиноксид; 2-метил-1-(4-метилтио)фенил-2-(4-морфолинил)-1-пропанон; 2-бензил-2-диметиламино-1-(4-морфолинофенил)бутанон-1; 2-диметиламино-2-(4-метилбензил)-1-(4-морфолин-4-ил фенил)бутанон; дифенил(2,4,6-триметилбензоил)фосфиноксид; этиловый сложный эфир 2,4,6-триметилбензоилфенилфосфоновой кислоты; олиго(2-гидрокси-2-метил-1-(4-(1-метилвинил)фенил)пропанон); 2-гидрокси-2-метил-1-фенил-1-пропанон; бензилдиметилкеталь и их смеси.
В высшей степени рекомендуется использование аминовых синергистов, таких как этил-4-диметиламинобензоат и 2-этилгексил-4-диметиламинобензоат, вследствие их воздействия на общую скорость отверждения.
Количество фотоинициатора находится в диапазоне от приблизительно 0,5 до приблизительно 25%, предпочтительно от приблизительно 1 до приблизительно 10 мас.%, в расчете на типографскую краску. Вышеупомянутые замечания, касающиеся фотоинициаторов, применимы также и к первому варианту осуществления, то есть к обсуждавшейся выше типографской краске, содержащей пониженное количество растворителя.
Требуемая вязкость является меньшей, чем приблизительно 4000 сПз в условиях нанесения (температура и перемешивание), предпочтительно меньшей, чем 2500 сПз, а наиболее предпочтительно меньшей, чем приблизительно 1000 сПз, а твердость составляет, по меньшей мере, 4 по Шору 00 в соответствии с документом ASTM D2240-05 Standard Test Method for Rubber Property.
Температура, обеспечивающая переход между обоими состояниями - гелем и жидкостью, является меньшей, чем 80°C, а предпочтительно меньшей, чем 40°C, то есть, в случае требуемой конечной температуры, равной комнатной температуре 28°C, температура нанесения должна быть меньшей, чем 108°C, а предпочтительно меньшей, чем 68°C.
Легкий способ обеспечения уменьшения температуры заключается в охлаждении центрального раскатного цилиндра флексографической печати и цилиндра противодавления в типографской печатной машине. Поскольку подложка окружает данные цилиндры, температура нанесенной краски уменьшается быстрее, что приводит к гелеобразованию.
Типографская краска, не содержащая ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ, не содержит растворителей, а содержит только мономеры, олигомеры, полимер (который исполняет функцию гелеобразующего вещества) и добавки. Это формирует радиационно-отверждаемую среду, которая образована из одного или нескольких. представителей, выбираемых из акрилатов сложных полиэфиров, эпоксиакрилатов, акриловых акрилатов и полиуретанакрилатов, триметилолпропантриакрилата (ТМПТА), трипропиленгликольдиакрилата (ТРПГДА), 1,6-гександиолдиакрилата (ГДДА), N-винилпирролидона (NBH), N-метилпирролидона (NMH) и тому подобного.
Выбор подходящих полимеров для практической реализации данного изобретения требует осторожности. Выбор в действительности ограничивается потребностью в наличии полимера, характеризующегося наличием границы растворимости, что может быть с выгодой использовано. Конечная жидкая рецептура типографской краски должна характеризоваться параметрами растворимости Хансена вблизи данной границы при наличии контроля того, как параметры растворимости Хансена могут изменяться во время процесса печати. В число наиболее адаптируемых полимеров попадают поливинилбутирали и некоторые полимеры или сополимеры метилметакрилата или других акриловых сополимеров.
При отсутствии в настоящей типографской краске какого-либо растворителя, то есть, типографской краской флексографической печати является типографская краска, не содержащая ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ; радиационно-отверждаемая типографская краска, претерпевающая фазовый переход, содержит неотверждаемое гелеобразующее вещество, состоящее из нижеследующего или включающее его: блок полимер, частично нерастворимый в реакционной среде при комнатных температурах в диапазоне от приблизительно 15°C до приблизительно 35°C.
Использование композитного гелеобразующего вещества, например, частично растворимого полимера, позволяет типографской краске образовывать гелеобразное состояние, характеризующееся твердостью, равной по меньшей мере 4 по Шору 00 в соответствии с документом ASTM D2240-05 Standard Test Method for Rubber Property при температурах в диапазоне от приблизительно 15°C до приблизительно 35°C. Для получения текучести, требуемой при использовании в способе флексографической печати, типографскую краску нагревают или перемешивают (то есть, к типографской краске прикладывают воздействие сдвиговых усилий) или и нагревают, и перемешивают для того, чтобы разрушить гелеобразное состояние, и типографская краска приобрела бы достаточную текучесть (то есть вязкость, меньшую, чем 4000 сПз, а предпочтительно меньшую, чем 2500 сПз и наиболее предпочтительно меньшую, чем 1000 сПз) для пригодности к использованию в системе печати способом, используемым для конечной подложки.
Процесс гелеобразования в случае настоящего изобретения строго ограничивают физическими связями при использовании, как упоминалось выше, очень низкого уровня содержания полимера в диапазоне от 0,1% до 10% в среде из более, чем 50% жидкости конечной рецептуры, где основная часть образована из реакционноспособных нелетучих мономера или мономеров и олигомеров, предпочтительно имеющих низкую вязкость, которые обязательно характеризуются надлежащими параметрами растворимости Хансена.
Одно очень важное свойство гелей, которое относится к двум основным концепциям настоящего патента (гелеобразование и параметры растворимости Хансена), заключается во влиянии растворяющей способности среды на прочность геля, полученную благодаря степени образования сетки, которая придает более или менее жесткую структуру геля (твердость) и липкость (клейкость). В среде, характеризующейся очень плохой растворимостью полимера, полимерные молекулы рассредоточиваются в среде в виде сетки, а не скучиваются друг с другом, как это вкратце разъяснялось выше.
Это создает очень прочную структуру геля, образуемую полимерной сеткой, содержащей в себе жидкую фазу.
Выбор полимера и рецептуры композиции типографской краски проводят, избегая фазового разделения (жидкость-твердое вещество) при образовании системы геля. Требуется обеспечить тщательный баланс параметров растворимости Хансена.
Полимерная сетка, образованная в геле, должна содержать относительно большое количество жидкости внутри сетки, что означает необходимость сохранения между вытянутыми полимерными цепями и жидкостью определенного уровня притяжения, иногда называемого сольватацией. Поэтому, как можно видеть, образование надлежащего типа геля связано с другой важной концепцией настоящего изобретения - контролем параметров растворимости Хансена для получения надлежащей степени прочности геля в надлежащее время.
Как было установлено, гелями типографских красок, подходящими для использования в настоящем изобретении и способными выдерживать последующую печать и обеспечивать проведение печати «по сырому», являются те, которые характеризуются твердостью, равной по меньшей мере 4 по Шору 00 в соответствии с документом ASTM D2240-05 Standard Test Method for Rubber Property, Durometer Hardness. Смотрите страницу интернета http://www.astm.org и документ ASTM Volume 09.01 Rubber, Natural and Synthetic - General Test Methods; Carbon Black. Предпочтительная твердость составляет по меньшей мере 7 по Шору 00, а наиболее предпочтительно по меньшей мере 10 по Шору 00. Верхний предел выбирается в соответствии с конечным вариантом использования и предпочтительно (но необязательно) составляет 50 по Шору 00, а более предпочтительно 25 по Шору 00. Твердость геля полученного образца измеряют по истечении 15 минут после достижения подвергшейся гелеобразованию типографской краской постоянной массы, то есть, после полного испарения растворителя, при комнатной температуре (то есть, в диапазоне от 15 до 35°C). В случае рецептур типографских красок, не содержащих растворителей, твердость геля полученного образца измеряют по истечении 30 минут после гелеобразования при комнатной температуре (то есть, в диапазоне от 15 до 35°C).
Предпочтительные полимеры включают нижеследующее, но не ограничиваются только этим: Butvar® В76, Butvar® В79, Butvar® В90, Butvar® B98, полученные в компании Solutia, Inc., Elvacite® 2013, Elvacite® 2016, Elvacite® 2046, полученные в компании Lucite International, Inc.. Другими подходящими полимерами являются дендритные полимеры, содержащие различные сегменты полимера; одним примером данного типа полимеров является Boltorn® U3000, полученный в компании Perstorp.
Количество полимеров в конечной композиции типографской краски перед ее гелеобразованием находится в диапазоне от 0,5% до 15% (масс./масс.) в расчете на совокупную композицию типографской краски, предпочтительно от 1% до 5 мас.% в расчете на совокупную рецептуру типографской краски.
Для составления рецептур дополнительных композиций типографских красок, соответствующих настоящему изобретению, могут быть определены параметры растворимости Хансена еще очень многих полимеров и мономеров и олигомеров.
Осаждение полимера в радиационно-отверждаемой среде будет действовать подобно действию магнитоэлектрической машины на среду из железных шариков, обеспечивая диффундирование ее поверхностной энергии по всей системе и приводя к гелеобразованию системы. Прохождение осаждения или гелеобразования может быть отрегулировано даже в случае испарения только небольшой части растворителя и может продемонстрировать результаты намного быстрее и интенсивнее по сравнению с увеличением вязкости.
Композиции радиационно-отверждаемых типографских красок, претерпевающих фазовый переход, также содержат отверждаемое эпоксиполиамидное композитное гелеобразующее вещество в количестве в диапазоне от приблизительно 1% до приблизительно 50 мас.% в расчете на типографскую краску, более предпочтительно от приблизительно 5% до приблизительно 25 мас.% в расчете на типографскую краску, а наиболее предпочтительно от приблизительно 7% до приблизительно 15 мас.% в расчете на типографскую краску, хотя данное значение также может находиться и вне данного диапазона.
В соответствии с настоящим изобретением гелеобразование также происходит и для нереакционноспособных полимеров, если это необходимо, но необязательно даже при очень небольшом количестве растворителя, в особенности в зависимости от выбранного полимера. Подходящие процентные содержания данных растворителей могут варьироваться в диапазоне от 1% вплоть до 15% (масс./масс.) в расчете на совокупную композицию типографской краски.
Например, в случае катионно-отверждаемого органического гелеобразующего вещества (например, где отверждаемые функциональные группы включают группы эпокси, винилового простого эфира, аллила, стирола и других винилбензольных производных или оксетана) в связующее типографской краски могут быть включены дополнительные катионно-отверждаемые мономеры или олигомеры.
Катионно-отверждаемые мономеры могут включать, например, циклоалифатический эпоксид, а предпочтительно один или несколько полифункциональных циклоалифатических эпоксидов. Эпоксигруппы могут быть внутренними или концевыми эпоксигруппами, такими как те, которые описываются в документе WO 02/06371, посредством ссылки включенном в настоящий документ. Также могут быть использованы и полифункциональные виниловые простые эфиры.
Дополнительные отверждаемые мономеры и олигомеры, а также отверждаемые или нереакционноспособные полимеры и добавки, промотирующие гелеобразование, выбирают таким образом, чтобы предотвратить образование однофазной типографской краски при комнатной температуре в стандартных условиях.
Критерии выбора мономеров могут быть обобщенно представлены в следующих далее основных аспектах, относящихся к позициям параметров растворимости Хансена на фиг.1, 2 и 7:
a) среднее значение параметра растворимости Хансена конечной комбинации мономер/олигомер (одного или нескольких мономеров) не должно обеспечивать непосредственное растворение выбранного полимера, то есть, точка на фигурах для данной смеси будет находиться вне области полной растворимости полимера;
b) среднее значение параметра растворимости Хансена конечной комбинации мономер/олигомер предпочтительно является близким к границе растворимости полимера для сведения к минимуму количества используемого растворителя и получения дополнительного преимущества в виде разжижения геля при повышенной температуре. То есть точка, представляющая данную смесь, должна быть очень близкой к границе растворимости на фигурах 1, 2 и 7, но находиться непосредственно вне данной области;
c) конечная комбинация мономер/олигомер должна быть выбрана для получения маловязкой типографской краски (при менее чем 4000 сПз, а предпочтительно менее, чем 2500 сПз и наиболее предпочтительно менее, чем 1000 сПз);
d) выбор мономера приспосабливают к конечной области применения, например, только некоторые из радиационно-отверждаемых мономеров допускаются к использованию при получении гибкой упаковки для пищевых продуктов, что означает необходимость соответствия рецептуры гибкой упаковки для пищевых продуктов национальным или региональным предписаниям;
e) температура кипения мономера предпочтительно должна быть большей, чем температура кипения какого-либо нереакционноспособного растворителя, который может присутствовать, для сохранения мономеров в слое типографской краски после испарения нереакционноспособного растворителя.
Выбранные мономеры или олигомеры представлены на диаграмме параметров растворимости Хансена того типа, который продемонстрирован на фиг.1, 2 и 7. Экспериментальные определения, само собой разумеется, являются наиболее надежными и будут приводить к получению наиболее вероятных значений для мономеров в пространстве растворимости, но можно ожидать и незначительного пересмотра данных значений параметров растворимости Хансена.
Использование экспериментального метода сделало возможным определение параметров растворимости Хансена для нескольких мономеров, использующих УФ/ЭП, которые могут быть выгодным образом использованы в рецептурах, соответствующих данному изобретению. Данные значения могут быть выгодным образом использованы, например, на графиках, относящихся к типу, приведенному на фиг.1, 2 и 7, или даже при более усовершенствованной компьютерной обработке в случае доступности таковой.
Предпочтительные радиационно-отверждаемые материалы выбирают, без ограничения, из следующей далее группы: триметилолпропантриакрилат (ТМПТА), 1,6-гександиолдиакрилат (ГДДА), трипропиленгликольдиакрилат (ТРПГДА), этоксилированный (3) триметилолпропантриакрилат (ТМПЗЭОТА), этоксилированный (6) триметилолпропантриакрилат (ТМП6ЭОТА), этоксилированный (9) триметилолпропантриакрилат (ТМП9ЭОТА), пропоксилированный (6) триметилолпропантриакрилат (ТМП6ПОТА), пропоксилированный (3) глицерилтриакрилат (ГЗПОТА), дитриметилолпропантриакрилат (ДТМПТА), дипропиленгликольдиакрилат (ДПГДА), этоксилированный (5) пентаэритриттетраакрилат (ППТТА), пропоксилированный (2) неопентилгликольдиакрилат (НПГ2ПОДА), этоксилированный (2) 1,6-гександиолдиакрилат (ГД2ЭОДА).
Количество мономеров в конечной композиции типографской краски перед ее гелеобразованием находится в диапазоне от 0% до 80% (масс./масс.) в расчете на совокупную композицию типографской краски, предпочтительно, от 30% до 50% (масс.) в расчете на совокупную рецептуру типографской краски.
Добавление мономеров является полезным, поскольку комбинация мономеров, олигомеров и нереакционноспособных растворителей делает возможным непрерывный контроль параметров растворимости Хансена состава и придает хорошую растворяющую способность выбранным полимерам, что в результате приводит к получению низкой вязкости и высокого уровня содержания твердого вещества. Поскольку мономеры не будут испаряться совместно с растворителем вследствие их более высокой температуры кипения, и поскольку они не будут присутствовать в отвержденной типографской краске как таковые, вступив в реакцию с образованием сшитой типографской краски во время конечного отверждения, они будут включены в твердое вещество.
В случае использования вместо мономеров олигомеров нереакционноспособный полимер должен быть несовместимым с выбранными олигомерами и характеризоваться очень низкой вязкостью для обеспечения получения рецептуры типографской краски с требуемой вязкостью, предпочтительно в диапазоне от 1000 сПз до 2500 сПз. Предпочтительное процентное содержание олигомеров находится в диапазоне от 45% до 60 мас.% в расчете на совокупную рецептуры.
Рекомендованные олигомеры, примешиваемые или не примешиваемые совместно с мономерами, включают нижеследующее, но не ограничиваются только этим: маловязкий эпоксиакрилат, аминакрилат, акрилат сложного полиэфира, акрилат эпоксидированного соевого масла. Олигомеры присутствуют в количестве в диапазоне от 0 до 80% (масс./масс.) в расчете на совокупную композицию типографской краски; совокупное количество олигомеров и мономеров предпочтительно находится в диапазоне от 10% до 35% (масс./масс.) в расчете на совокупную композицию типографской краски.
В данном изобретении добавки к типографской краске могут представлять собой разбавители, красители, стабилизаторные добавки, выравнивающие добавки, диспергирующие добавки и/или синергетические добавки.
Материал реакционноспособных разбавителей к типографской краске предпочтительно добавляют в количествах, например, в диапазоне от 0 до приблизительно 80 мас.%, предпочтительно от приблизительно 1 до приблизительно 80 мас.%, более предпочтительно от приблизительно 35 до приблизительно 70 мас.%, от типографской краски.
Подходящие красители для системы включают все основные органические пигменты, соответствующие следующему далее неограничивающему перечню: Yellow 3, Yellow 12, Yellow 13, Yellow 17, Yellow 74, Yellow 83, Yellow 114, Yellow 121, Yellow 139, Yellow 176, Orange 5, Orange 13, Orange 34, Red 2, Red 53.1, Red 48.2, Red 112, Red 170, Red 268, Red 57.1, Red 148, Red 184, Red 122, Blue 15.0, Blue 15.3, Blue 15.4, Violet 19, Violet 23, Green 7, Green 36 и Black 7. Для белых типографских красок обязательным является использование неорганических пигментов, подобных диоксиду титана, а для некоторых областей применения желательными являются некоторые железосодержащие пигменты.
В составе важную роль играют добавки, в особенности для достижения высокой загрузки пигмента при низкой вязкости и для улучшения некоторых конечных свойств, подобных смачиваемости подложек из пластиков, стойкости к царапанию, борьба с пенообразованием и тому подобное.
Основные рекомендованные добавки включают нижеследующее, но не ограничиваются только этим: Вук 019™, Вук 023™, Вук 361™, Вук 3510™, Disperbyk 163™, Dysperbyk 168™ (изготовленные в компании Byk Chemie), Foamex N™, Airex 900™, Tegorad 2100™, Tegorad 2500™, Tego Dispers 651™, Tego Dispers 685™, Tego Dispers 710™ (изготовленные в компании Tego Chemie), Solsperse 5000™, Solsperse 22000™, Solsperse 32000™, Solsperse 39000™ (изготовленные в компании Noveon), DC 57™, DC 190™, DC 200/500™ (изготовленные в компании Dow Corning), Genorad 21™ (изготовленная в компании Rahn), Omnistab 510™ (изготовленная в компании IGM Resins).
Количество красителей и добавок находится в обычном диапазоне современного уровня техники. Однако тип и количество красителя будут оказывать воздействие на твердость геля.
Исходя из концепции, раскрытой в настоящем изобретении, составители рецептур современного уровня техники могут реализовать множество вариаций составов, относящихся к типу, описываемому в настоящем документе. Существует большое количество вариантов выбора нереакционноспособных растворителей, смол, растворимых в растворителе, мономеров и олигомеров, которые обеспечивают соответствие притязаниям данного изобретения. Кроме того, в настоящее время неизвестны параметры растворимости Хансена для множества других мономеров и олигомеров. Получение таких данных будет способствовать разработке рецептур типографских красок, попадающих в объем данного изобретения, без необходимости прибегать к проведению многочисленных экспериментов.
Данное изобретение также делает возможной создание рецептур типографских красок, характеризующихся очень насыщенным цветом, что, в свою очередь, позволяет проводить удовлетворительное нанесение более тонких пленок типографской краски. Такие типографские краски для включения хорошо диспергированных и стабилизированных пигментов в целях получения типографских красок, характеризующихся прозрачностью, глянцем и чистым цветом, требуют использования полимера совместно с мономерами и/или олигомерами. Количество нанесенной типографской краски таково, что получают тонкий слой типографской краски: чем более тонким будет слой типографской краски, тем более жестким будет данный слой, поскольку он будет ближе к твердому состоянию, а также к существенно более жесткому основанию для других слоев типографских красок, которые будут отпечатаны поверх него.
Рецептуры типографских красок, составленные в соответствии с данным изобретением, могут быть использованы в традиционных флексографических печатных машинах, также включающих обычный анилоксовый цилиндр и ракельный нож, но анилоксовый цилиндр желательно улучшить до достижения приблизительно 480 строк/см и менее, чем 2,5 см3/м2 (1200 строк на один дюйм и 1,6 МКМ) в отношении четырех основных цветов и 250 строка/см - 5,5 см3/м2 (600 строк на один дюйм и 3,5 МКМ) для белого и черного цветов при использовании толстого ракельного ножа или ракельного ножа, подобного Superhoned® Gold от компании Allison Systems Corp..
В соответствии с одним аспектом изобретения для достижения печати «по сырому» во всех пробных условиях, в особенности в случае максимального захвата красок, меньшего, чем 300% (максимум 3×100%) для красок при печати поверх), для обеспечения полного удаления всех растворителей из высушенной пленки используют небольшое количество вдутого воздуха. Это уменьшает возможность сохранения остаточных запаха или растворителя, в особенности при применении для упаковывания пищевых продуктов.
Обычно подходящим для данной цели является холодный воздух. Это будет значительно уменьшать использование энергии и вносить свой вклад в уменьшение выделения CO2 в окружающую среду, поскольку можно будет избежать использования газосжигающих сушилок. Это становится возможным благодаря использованию гелевой методики изобретения и разрушению геля под действием тепла реакции, образующегося во время самого процесса отверждения, так что какое-либо внешнее тепло не требуется.
Кроме того, в случае тонкого слоя типографской краски испарение какого-либо остаточного нереакционноспособного растворителя будет происходить намного легче, что говорит о пониженных потребностях в тепле, а также более быстром высушивании. Это может привести к отсутствию необходимости использования какого-либо источника внешнего тепла, в частности, поскольку физический гель разжижается под действием тепла, образующегося по реакции полимеризации во время стадии отверждения способа изобретения; данное тепло реакции является достаточным для испарения какого-либо присутствующего нереакционноспособного растворителя.
Как отмечалось выше, выделение ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ (ЛОС) в окружающую среду в способе изобретения является очень низким и меньше, чем в известных способах печати, поскольку изобретение в результате приводит к получению типографских красок, характеризующихся чрезвычайно высоким уровнем содержания твердого вещества, при очень низких уровнях содержания нереакционноспособных растворителей, которые требуют меньшего внимания печатников, а также демонстрируют очень хорошие эксплуатационные характеристики в сопоставлении с любыми другими типографскими красками, использующими УФ/ЭП или растворитель/воду.
В следующей далее таблице 2 представлены сравнительные результаты для одних и тех же рабочих условий.
Приведенная выше таблица 2 демонстрирует сравнение выделения растворителя в окружающую среду, имеющего место для рецептуры, использующей УФ/ЭП в соответствии с настоящим изобретением и обычной типографской краской, содержащей растворитель. Выделение ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ в окружающую среду в 15 раз меньше в случае типографских красок изобретения, использующих УФ/ЭП, по сравнению с типографской краской, содержащей растворитель.
Фиг.1 схематически демонстрирует концепцию настоящего изобретения, основанную на параметре растворимости Хансена. На фиг.1 используют δp-параметр растворимости Хансена, связанный с полярным взаимодействием - в зависимости от δh-параметра растворимости Хансена, связанного с водородной связью. Все хорошие растворители для полимера определяют область растворимости (сферу растворимости, поскольку имеются три параметра растворимости Хансена). Это схематически представлено кругом А, имеющим центр С и радиус R. Все жидкости, либо реакционноспособные, либо нет, такие как растворитель (S), в пределах круга будут растворять полимер, в то время как мономер (М) этого не сделает вследствие его расположения вне сферы растворимости.
На фиг.2 используется тот же самый тип графика, как и на фиг.1, для демонстрации изменения параметров растворимости Хансена типографской краски после испарения нереакционноспособного растворителя S. Как можно видеть при сопоставлении данных фигур, средние параметры растворимости Хансена жидкостей (F) в типографской краске смещаются от положения внутри круга непосредственно после их поставки к положению вне круга после удаления какого-либо нереакционноспособного растворителя. После этого происходит требуемое гелеобразование.
Как упоминалось ранее, в заданных случаях может оказаться возможным использование полимера, содержащего специальные сегменты, которые являются нерастворимыми в жидкости поставляемой типографской краски, при наличии исходного гелеобразования. Данный гель легко может быть разрушен под действием сдвиговых усилий в способе печати с образованием жидкости, которую можно перемещать в печатном оборудовании, как это описывалось выше. После этого гель повторно образуется между стадиями, на которых в способе печати по влажному слою наносят различные краски. После нанесения типографской краски какие-либо значащие сдвиговые усилия отсутствуют, так что гель будет быстро образован снова.
Как описывалось многими авторами-специалистами в соответствующей области техники, такими как Van Kevelen и Hoftyzer (Van Krevelen, D.W.; Hoftyzer, P.J. Properties of Polymers. Correlation wth Chemical Structure; Elsevier: NY, 1972), Hansen (Hansen, Charles (2000). Hansen Solubility Parameters: A user's handbook. Boca Raton, Fla: CRC Press) и Hoy (K.L.Hoy, The Hoy tables of solubility parameters, Union Carbide Corp., 1985), комбинация двух соединений в подходящем количестве в результате может привести к получению теоретического нового одного растворителя. В настоящей ситуации составленная рецептура растворителя F (50% мономера М и 50% растворителя S) в результате приводит к получению средней точки на линии, которая соединяет как S, так и М. Вследствие нахождения «нового растворителя» внутри области растворимости он может растворять смолу на основе растворителя А. С другой стороны, мономер М является высокомолекулярным и имеет высокую температуру кипения, и после печати по способу флексографической печати растворитель S, который является намного более летучим, чем мономер М, начинает испаряться. Как следствие точка, которая представляет на графике составленную рецептуру растворителя F, перемещается в направлении «оставшегося растворителя». Фиг.2 демонстрирует новую позицию составленной рецептуры растворителя F после испарения 50% растворителя S и отсутствия испарения мономера М.
Процесс продолжается вплоть до точки, в которой отсутствует остававшийся растворитель S, и составленная рецептура растворителя F совпадает с мономером М, поскольку это будет уникальное настоящее соединение. Но задолго до возникновения данной ситуации составленная рецептура растворителя F будет находиться вне области растворимости смолы на основе растворителя А, и после этого смола на основе растворителя А будет осаждаться в среде мономера М, придавая типографской краске консистенцию геля, которая является достаточной для обеспечения проведения процесса печати поверх. Эксперименты демонстрируют типографскую краску, характеризующуюся захватом краски в диапазоне от «хорошего» до «отличного».
Образование подходящей сетки геля в типографской краске после ее нанесения и перед нанесением последующих типографских красок других цветов и радиационным отверждением совокупного композитного слоистого отпечатка, включает следующие далее стадии:
a) составление рецептуры системы радиационно-отверждаемой типографской краски, подходящей для флексографической печати по влажному слою, в результате объединения нереакционноспособных полимеров и при необходимости небольших количеств нереакционноспособных растворителей с реакционноспособными мономерами и олигомерами;
b) обеспечение возможности печати по влажному слою по новому механизму, известному под наименованием контроля параметра растворимости Хансена, в результате испарения какого-либо нереакционноспособного растворителя, что приводит к осаждению нереакционноспособного полимера с образованием геля, характеризующегося прочностью, достаточной для обеспечения последующего способа цветной печати поверх, или в альтернативном варианте в результате регулирования параметров растворимости Хансена реакционноспособными мономерами и олигомерами только таким образом, чтобы полимер, содержащий как растворимые, так и нерастворимые сегменты, в смеси реакционноспособных мономеров и олигомеров в отсутствие какого-либо нереакционноспособного растворителя мог бы достичь подходящей прочности геля в результате осаждения нерастворимых сегментов, при понимании того, что воздействие сдвиговых усилий во время нанесения типографской краски будет обратимо делать ее жидкостью, таким образом, обеспечивая ее легкие нанесение и отверждение;
c) нанесение всех последующих красок для завершения процесса флексографической печати, при этом упомянутые краски получают на основании. вышеупомянутого нового механизма;
d) одновременное отверждение всех слоев типографской краски в совокупности по окончании процесса при использовании излучения ЭП или УФ.
Данный новый механизм является чрезвычайно полезным и может значительно уменьшить или, может быть, даже исключить летучий нереакционноспособный растворитель в рецептуре.
Подобие моментов, требующих внимания при эксплуатации, между данным семейством типографских красок и обычными типографскими красками, содержащими растворитель, также обеспечивает легкую адаптацию печатников к новой технологии.
Для упрощения вычислений и представления дисперсионный параметр Хансена для реакционно-способных мономеров в данных случаях не рассматривался, поскольку он в достаточной степени подобен дисперсионному параметру Хансена других компонентов в системе, при этом все они являются линейными по структуре и не содержат галогенов или других более крупных атомов, относящихся к тому типу, который увеличивает дисперсионный параметр.
Иллюстративные примеры некоторых рецептур, полученных в соответствии с настоящим изобретением, приведены ниже. Однако данные примеры не могут восприниматься в качестве ограничения. Ясным образом включенными в объем данного изобретения считаются и альтернативы или вариации, попадающие в объем формулы изобретения.
Приведенная ниже таблица 3 обобщенно представляет параметры растворимости Хансена некоторых обычных материалов исходного сырья на рынке, включая те, которые выбирают для следующих далее примеров рецептур.
ПРИМЕР 1: Типографская краска, содержащая небольшое количество растворителя
Состав А относится к рецептуре типографской краски, отверждаемой под действием ЭП, составленной в соответствии с настоящим изобретением и предназначенной для применения в сфере непищевых продуктов, которая содержит только 5% растворителя и 0,5% полимера (поливинилбутираля - Butvar® В76): состав А продемонстрирован в приведенной ниже таблице 4.
Производство осуществляли в устройстве Comexi FW 1508 при производительности 350 м/мин с использованием только холодного воздуха в устройствах высушивания между секциями и проводили отверждение при 20 кГр в устройстве EZCure-IDF™, произведенном в компании ESI (Energy Sciences Inc. - Уилмингтон, Массачусетс).
Печатный материал подвергали испытанию в соответствии с методом испытания на адгезию при использовании липкой ленты, а результаты приведены в представленной ниже таблице 5:
Настоящая рецептура демонстрирует следующие далее значения для захвата краски, где достигнутые значения, полученные в изобретении, сопоставляют с минимальными значениями, полученными в соответствии с известным способом офсетной печати.
Ясно, что прочность геля, достигаемая для вышеупомянутой рецептуры, была недостаточна для обеспечения минимального требуемого значения для захвата краски для всех цветов, даже в случае достижения для некоторых цветов значений, несколько больших, чем минимальные, имеют место невоспроизводимость и потенциальные проблемы, которые могут возникать во время прогонов печати.
Для оценки вышеупомянутой рецептуры в следующей далее таблице 6 рассчитали все вариации параметра растворимости Хансена до и после утраты растворителя в 5% от рецептуры и разработали следующий далее состав А:
После удаления всех других компонентов рецептуры и ограничения состава соединениями, которые будет образовывать среду солюбилизации, состав А формирует жидкий состав соединений А1, где ТМПТА составляет 83,6%, ГДДА составляет 8,25%, и 5% растворителей в совокупном составе становятся 8,2% от жидкой среды.
Вариация параметра растворимости Хансена для начального состава А1 (до испарения растворителя) и состава А2 (после испарения растворителя) приведена ниже:
Вследствие недостаточного захвата краски в предшествующем примере провели надлежащее исследование поведения геля и твердость определили как одно из свойств, которые лучше всего представляют сам гель.
В целях считывания показаний по твердости геля для каждого из основных цветов (желтый, пурпурный, бирюзовый и черный) получали рецептуры, содержащие 5%, 4%, 3%, 2%, 1% поливинилбутираля (Butvar В76) в расчете на массу совокупных нелетучих компонентов, и проводили измерения в соответствии с документом ASTM D2240-05 «Standard Test Method for Rubber Property» при использовании склерометра Shore 00 Durometer, произведенного в компании Woltest Company - Rua Francesco Mosto, 55 - Sao Paulo - 05220-005 - SP - Brazil. Данный метод испытания основывается на проникновении специфического типа индентора при вдавливании в материал в специфических условиях; это эмпирическое испытание.
Для каждых цвета и концентрации получали 150 г совокупного состава и добивались гелеобразования в контейнере, оставляя поверхность свободной и плоской для размещения головки для считывания показаний склерометра Shore 00 Durometer и получения правильного результата измерения.
Данный тип склерометра обычно используют при проведении измерений для очень мягких полимерных пеноматериалов, таких как пенополиуретан, использующихся в подушках и матрасе, и правильным считанным показанием считается показание, полученное при стабилизации значений в последовательности из, по меньшей мере, 3 последовательных считанных показаний. Испытание проводят для геля после испарения достаточного количества растворителя в целях изменения параметра растворимости Хансена и обеспечения гелеобразования типографской краски в случаях присутствия в рецептуре растворителя для регулирования параметра растворимости Хансена или после истечения достаточного периода времени в случаях рецептуры, не содержащей растворителя.
Показания по твердости считывают по истечении 15 минут после достижения постоянной массы образца, что означает утрату образцом практически всего растворителя и достижение наивысшей твердости подвергшейся гелеобразованию типографской краски.
Как было установлено, данная возможность считывания показаний по твердости геля представляет собой очень важное физическое различие между типографскими красками изобретения и известными типографскими красками, которые основаны на увеличении вязкости при испарении растворителя. Собственно говоря, все попытки считывания показаний для очень высоковязких типографских красок офсетной печати не завершились успехом для всех типов краски, поскольку даже при определении значения твердости при первом считывании показаний последовательность из считанных показаний не стабилизируется при уменьшении значения каждый раз при повторении его измерения вплоть до точки, когда считывание показаний больше уже было невозможно вследствие утопления склерометра в вязкой типографской краске. Это обуславливается тем, что вязкая типографская краска не образует подвергшегося гелеобразованию основания для считывания показаний.
Показания твердости геля на фиг.12 вполне удовлетворительно объясняют достигнутые результаты, когда только желтая типографская краска имела достаточную консистенцию для обеспечения процесса печати поверх. Собственно говоря, как было установлено, твердость геля также зависит от типа использующегося пигмента; та же самая композиция может обеспечить получение геля, характеризующегося достаточной твердостью, при использовании желтого пигмента, и недостаточно твердого геля при использовании черного пигмента, как это обсуждается в последующем изложении.
В случае модифицирования композиции состава А за счет включения большего количества полимера значения для захвата краски радикально улучшались, как это продемонстрировано в следующем далее примере 2.
Зависимость твердости геля от концентрации гелеобразующего вещества для поливинилбутираля (Butvar В76) является в достаточной степени линейной для выбранного интервала процентного содержания, но при уменьшении твердости ниже 5-6 по Шору 00 невозможно считать ее показания, поскольку текстура и консистенция геля не могут создать опору для устройства измерения, которое имеет тенденцию к утоплению в типографской краске. Как было установлено в результате проведения эмпирических испытаний, ниже данного нижнего предельного значения, то есть, 4 по Шору 00, прочность геля больше уже не может обеспечить реализацию способа флексографической печати при печати поверх.
Отличающееся поведение черных типографских красок может быть объяснено следующим образом. Типичные пигменты на основе технического углерода характеризуются параметрами растворимости Хансена, такими что они легко адсорбируют обычные растворители и/или полимеры. Это легко может оказать воздействие на параметры растворимости Хансена жидкой фазы в типографских красках. Абсорбирование полимеров, в частности, приводит к быстрому увеличению вязкости, поскольку молекулярная масса технического углерода, скажем, при наличии двух адсорбированных молекул полимера приблизительно в два раза превышает молекулярную массу индивидуальных молекул полимера. Воздействие на вязкость удвоенной молекулярной массы является большим, чем воздействие двух индивидуальных молекул полимера.
Данные по наиболее часто встречающимся маркам технического углерода приводят к следующим далее параметрам растворимости Хансена для технического углерода: δР: 6 (МПа) и δН: 5,5 (МПа), что переводит совокупный параметр растворимости Хансена в область эксплуатационных характеристик растворимости поливинилбутираля (Butvar В76).
Поскольку использование черного цвета во всех испытаниях при печати запрограммированно соответствовало последнему цвету при печати, недостаточная твердость геля воздействия на результаты не оказывала. Для устранения проблем с захватом краски у первой рецептуры и при использовании информации, полученной из оценки твердости, получили новый состав, содержащий 2,5% поливинилбутираля во всех красках, следующим образом:
ПРИМЕР 2: Типографская краска, содержащая повышенное количество полимера
В примере 2 количество полимера увеличили, что означает увеличение плотности сетки полимера и величины изменения параметра растворимости Хансена, для обеспечения достаточной дистанции между жидким и гелеобразным состояниями, что позволяет избегать гелеобразования типографской краски в системе накатывания краски. Таблица 7 демонстрирует состав В.
Производство осуществляли в устройстве Comexi FW 1508 при производительности 350 м/мин с использованием только холодного воздуха в устройствах высушивания между секциями и проводили отверждение при 20 кГр в устройстве EZCure-IDF™, произведенном в компании ESI (Energy Sciences Inc. - Уилмингтон, Массачусетс).
Печатный материал подвергали испытанию на адгезию, а результаты приведены в представленной ниже таблице 8:
Основная вариация между прежним составом и данным (состав В) заключается в увеличении количества полимера (поливинилбутираля - Butvar® В76) от 0,5 до 2,0% и количества растворителя от 5% до 10%.
При исследовании новой рецептуры было ясно то, что количество нереакционноспособного растворителя в составе А было недостаточным для перемещения параметра растворимости Хансена конечной жидкой смеси к точке, расположенной в достаточной степени внутри области растворимости ПВБ, для обеспечения надлежащей солюбилизации. Это не было настолько ясным в первом составе вследствие количества ПВБ в составе.
Уровень содержания растворителя, необходимый для регулирования минимального уровня солюбилизации, пересчитали на 17%» от жидкого соединения (10% от совокупного состава В) вместо 8,2% от жидкой рецептуры или 5% от совокупного состава для состава А. Приведенная ниже таблица 9 представляет новую ситуацию по параметрам растворимости Хансена для состава В1 (до испарения растворителя) и В2 (после испарения растворителя):
Результаты по захвату краски в данном случае намного улучшились, как можно видеть по следующим далее значениям:
Как демонстрируют приведенные выше данные, значения для захвата краски довольно сильно превышают значения для минимального желательного захвата краски, а также продемонстрировали большую стабильность во время прогона печати, даже при эксплуатации с большим количеством остановок. Это наихудший сценарий для испытания на стабильность захвата краски.
Параметры растворимости Хансена в составе В1 демонстрируют хорошую растворяющую способность по полимеру (ПВБ), что обеспечивает надлежащую солюбилизацию при отсутствии какой-либо ощутимой тенденции к гелеобразованию. После испарения растворителя даже при использовании только холодного воздуха и вплоть до 350 м/мин в устройстве Comexi FW 1508 значения для захвата краски считались исключительно приемлемыми и стабильными. Изменения параметров растворимости Хансена представлены ниже:
ПРИМЕР 3: Композиция, одобренная для упаковывания пищевых продуктов
При использовании того же самого общего принципа составления рецептуры, но с использованием только мономера, одобренного Управлением США по контролю за лекарственными препаратами и пищевыми продуктами для упаковывания пищевых продуктов, предшествующие рецептуры изменили в результате замены ГДДА на ТРПГДА (трипропиленгликольдиакрилат).
В обоих случаях использование ГДДА и/или ТРПГДА относится к переведению ТМПТА по возможности ближе к границе растворимости материала Butvar® В76 в целях по возможности большего уменьшения уровня содержания метоксипропанола (Dowanol РМ) в типографской краске, поскольку после его испарения возникает неблагоприятное воздействие ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ на атмосферу. Приведенная ниже таблица 10 демонстрирует состав С:
Производство осуществляли в устройстве Comexi FW 1508 при производительности 350 м/мин с использованием только холодного воздуха в устройствах высушивания между секциями и проводили отверждение при 20 кГр в устройстве EZCure-IDF™, произведенном в компании ESI (Energy Sciences Inc. - Уилмингтон, Массачусетс).
Печатный материал подвергали испытанию на адгезию, а результаты приведены в представленной ниже таблице 11:
Если переходить к оценке параметров растворимости Хансена, то приведенная ниже таблица 12 демонстрирует их изменение до и после испарения растворителя:
С1 представляет параметры растворимости Хансена до испарения растворителя, а
С2 представляет параметры растворимости Хансена после испарения растворителя. Изменения параметров растворимости Хансена представлены ниже:
Поведение при захвате краски, которого достигали, также было достаточно хорошим для способа флексографической печати, как это представлено в следующих далее результатах:
Исходя из концепции, описывающейся в настоящем изобретении, составители рецептур красок современного уровня техники могут реализовать множество вариаций составов, относящихся к типу, описывающемуся в настоящем документе. Существует большое количество вариантов выбора нереакционноспособных растворителей, смол, растворимых в растворителе, мономеров и олигомеров, которые обеспечивают соответствие притязаниям данного изобретения. Кроме того, в настоящее время неизвестны параметры растворимости Хансена для множества других мономеров и олигомеров. Получение таких данных будет способствовать разработке рецептур типографских красок, попадающих в объем данного изобретения, без необходимости прибегать к проведению многочисленных экспериментов.
Реферат
Изобретение относится к способу флексографической печати, включающему возможность печати по влажному слою и основанному на контролируемом осаждении полимера или сегментов полимера, которое приводит к гелеобразованию соединений типографской краски благодаря контролю параметра растворимости системы типографской краски. Механизм получения требуемого захвата краски при печати по влажному слою заключается в образовании и/или присутствии геля в нанесенной пленке типографской краски благодаря контролируемому физико-химическому механизму осаждения смолы. Этого добиваются либо в результате контролируемого изменения параметра растворимости Хансена жидкости в типографской краске вследствие испарения некоторой или всей части нереакционноспособного и летучего растворителя, либо в альтернативном варианте в результате использования полимера, содержащего два различных и отдельных сегмента, один из которых является растворимым в смеси мономер/олигомер, а другой из которых - нет. Нерастворимые сегменты образуют обратимый гель, который разжижается с образованием жидкости под действием сдвига в процессе нанесения, что делает возможным нанесение жидкой типографской краски. При этом гель повторно образуется в нанесенной пленке типографской краски таким образом и с такой прочностью, чтобы сделать возможной печать поверх по способу флексографической печати по влажному слою. 4 н. и 23 з.п. ф-лы, 12 ил., 12 табл., 3 прим.
Формула
a) печать на подложке первого слоя радиационно-отверждаемой типографской краски, подходящей для флексографической печати по влажному слою, при этом упомянутая типографская краска содержит комбинацию из одного или нескольких нереакционноспособных полимеров и необязательно одного или нескольких нереакционноспособных растворителей по меньшей мере с одним реакционноспособным мономером и/или олигомером, пигментами и добавками, причем упомянутый полимер только частично растворим в упомянутом мономере и/или олигомере или растворим в упомянутом мономере и/или олигомере после добавления нереакционноспособных растворителей;
b) перевод упомянутого напечатанного первого слоя типографской краски в гелеобразное состояние, при этом упомянутый слой гелеобразной типографской краски характеризуется прочностью, достаточной для проведения последующих стадий печати;
с) после печать второго слоя типографской краски в жидком состоянии поверх по меньшей мере части упомянутого подвергшегося гелеобразованию первого слоя типографской краски, при этом упомянутый второй слой типографской краски при печати превращается в слой геля;
d) последовательную печать всех слоев типографских красок, осуществляемую после стадий от а) до с) до нанесения на подложку всех красок;
e) одновременное отверждение всех слоев типографских красок при использовании излучения электронного пучка (ЭП) или ультрафиолетового пучка (УФ).
триметилолпропантриакрилат (ТМПТА), 1,6-гександиолдиакрилат (ГДДА),
трипропиленгликольдиакрилат (ТРПГДА), этоксилированный (3)
триметилолпропантриакрилат (ТМПЗЭОТА), этоксилированный (6)
триметилолпропантриакрилат (ТМП6ЭОТА), этоксилированный (9)
триметилолпропантриакрилат (ТМП9ЭОТА), пропоксилированный (6)
триметилолпропантриакрилат (ТМП6ПОТА), пропоксилированный (3)
глицерилтриакрилат (ГЗПОТА), дитриметилолпропантриакрилат (ДТМПТА),
дипропиленгликольдиакрилат (ДПГДА), этоксилированный (5) пентаэритриттетраакрилат (ППТТА), пропоксилированный (2) неопентилгликольдиакрилат (НПГ2ПОДА), этоксилированный (2) 1,6-гександиолдиакрилат (ГД2ЭОДА); циклоалифатический эпоксид, одного или нескольких представителей, выбранных из полифункциональных циклоалифатических эпоксидов и полифункциональных виниловых простых эфиров, и тому подобное.
Комментарии