Способ и устройство для изготовления объемных предметов - RU2201351C2
Код документа: RU2201351C2
Чертежи




Описание
Изобретение относится к способу, а также к устройству для изготовления объемных предметов, к примеру, таких как модели, матрицы, формы и иные аналогичные изделия.
В частности, настоящее изобретение может быть применено в качестве способа изготовления объемных предметов посредством склеивания друг с другом большого количества сравнительно тонких слоев, очертания каждого из которых соответствуют контуру тонкого среза изготавливаемого предмета. Такие способы представляют особенно большой интерес в настоящее время, потому что они позволяют воспользоваться тем преимуществом, которое предоставляют получившие в наши дни широкое развитие компьютерные технологии автоматизированного проектирования (АПР), а также компьютерные технологии автоматизированного производства (АПР). Например, в описании изобретения к патенту США 5071503 раскрывается одна такая технология, в соответствии с которой каждый отдельный слой представляет собой предварительно формуемый лист, который наклеивается на частично изготовленный предмет с нанесением клеящего вещества на участки, определяющие собой очертания изготавливаемого изделия и находящиеся внутри его контура на соответствующем листе, благодаря чему части листа, находящиеся вне этого контура, легко затем отделяются.
Цель настоящего изобретения заключается в создании принципиально нового способа, а также устройства, которые обеспечивали бы получение определенных преимуществ по сравнению с известными технологиями и техническими средствами, к примеру, такими, какие раскрываются в описании изобретения к противопоставленному выше патенту.
В соответствии с одной из отличительных особенностей настоящего изобретения предлагается способ изготовления объемного предмета, составляемого из большого количества тонких, предварительно формуемых листов, каждый из которых приклеивается с противоположных своих сторон к прилегающим к нему соседним листам, находящимся по противоположные стороны от него, причем каждый лист обрезается по контуру, соответствующему очертаниям слоя, представляемого в изготавливаемом предмете указанным листом, отличающийся тем, что с одной стороны каждого листа перед обрезанием его по соответствующему контуру и приклеиванием к прилегающему к нему с этой стороны соседнему листу наносится покрытие из препятствующего склеиванию вещества, которое не заходит на поверхность обрабатываемого листа, очерчиваемую контуром соответствующего слоя внутри изготавливаемого предмета, представляемого этим листом, благодаря чему после обрезания соответствующего листа и приклеивания его к прилегающему к нему с этой стороны соседнему листу только лишь та поверхность листа, которая находится в пределах соответствующего контура, приклеивается к прилегающему к указанному листу с этой стороны соседнему листу, что позволяет отделить оставшуюся не приклеенной часть соответствующего листа, находящуюся за пределами указанного контура, от прилегающего к этому листу соседнего листа и от изготавливаемого объемного предмета.
Таким образом, принимая во внимание тот факт, что способ, осуществляемый в соответствии с противопоставленным выше патентом, предусматривает нанесение клеящего вещества на отдельно выбираемые поверхности, находящиеся в пределах контура, определяемого очертаниями соответствующего слоя изготавливаемого изделия, следует отметить, что настоящим изобретением предусматривается наносить препятствующее склеиванию вещество на отдельно выбираемые поверхности, находящиеся за пределами, очерченными указанным контуром.
Листы могут иметь на одной своей поверхности клеящее вещество, наносимое на нее предварительно в виде покрытия, либо они могут каждый в отдельности обмазываться клеящим веществом, наносимым в виде покрытия на одну их поверхность одновременно с нанесением препятствующего склеиванию вещества на противоположную их поверхность. Таким образом, способ, осуществляемый в соответствии с настоящим изобретением, значительно легче поддается реализации, потому что он требует точного контроля за распределением по поверхности не самого клеящего вещества, а совсем другого вещества, препятствующего склеиванию, что гораздо легче можно осуществить по причине разной природы этих двух веществ. Кроме того, поскольку те части предварительно отформованных листов, которые не должны будут затем стать частью изготавливаемого предмета (т.е., отходы производства), не склеиваются друг с другом, то их легко будет потом удалить с изготавливаемого предмета.
В соответствии с другими отличительными признаками, характерными для рассматриваемых в приведенном ниже описании предпочтительных вариантов осуществления настоящего изобретения, листы по отдельности подаются на горизонтальный стол и укладываются в стопу на этом столе, который последовательно опускается вниз по мере того, как на него один за другим поступают указанные листы. Каждый такой лист обмазан препятствующим склеиванию веществом, наносимым в виде покрытия на верхнюю его поверхность за пределами соответствующего ему контура, а нижняя его поверхность обмазана клеящим веществом, причем обмазывание листа этими веществами производится во время подачи его на горизонтальный стол перед укладкой его на верх стопы, уже сложенной на столе из поданных туда ранее других таких листов.
В одном из рассматриваемых в приведенном ниже описании предпочтительных вариантов осуществления настоящего изобретения каждый отдельный лист обмазывается препятствующим склеиванию веществом, наносимым в виде покрытия на верхнюю его поверхность при помощи соответствующего аппликатора, предназначенного для нанесения покрытий из такого вещества, управление работой которого осуществляется таким образом, чтобы препятствующее склеиванию вещество наносилось за пределами контура, соответствующего данному листу, в процессе перемещения этого листа. Во втором из рассматриваемых в приведенном ниже описании предпочтительных вариантов осуществления настоящего изобретения каждый лист обмазывается препятствующим склеиванию веществом, наносимым в виде покрытия на верхнюю его поверхность при помощи соответствующего перемещающегося аппликатора, предназначенного для нанесения покрытий из такого вещества, управление работой которого осуществляется таким образом, чтобы препятствующее склеиванию вещество наносилось за пределами контура, соответствующего данному листу, при неподвижном положении самого листа.
Кроме того, настоящим изобретением предусматривается также создание устройства для изготовления пространственных предметов, принцип действия которого основывается на использовании рассмотренных технологических приемов.
Другие отличительные признаки и преимущества настоящего изобретения будут очевидны из описания.
Сущность изобретения поясняется в приведенном описании, которое ведется только лишь на отдельных примерах
его
осуществления со ссылками на прилагаемые чертежи, на которых:
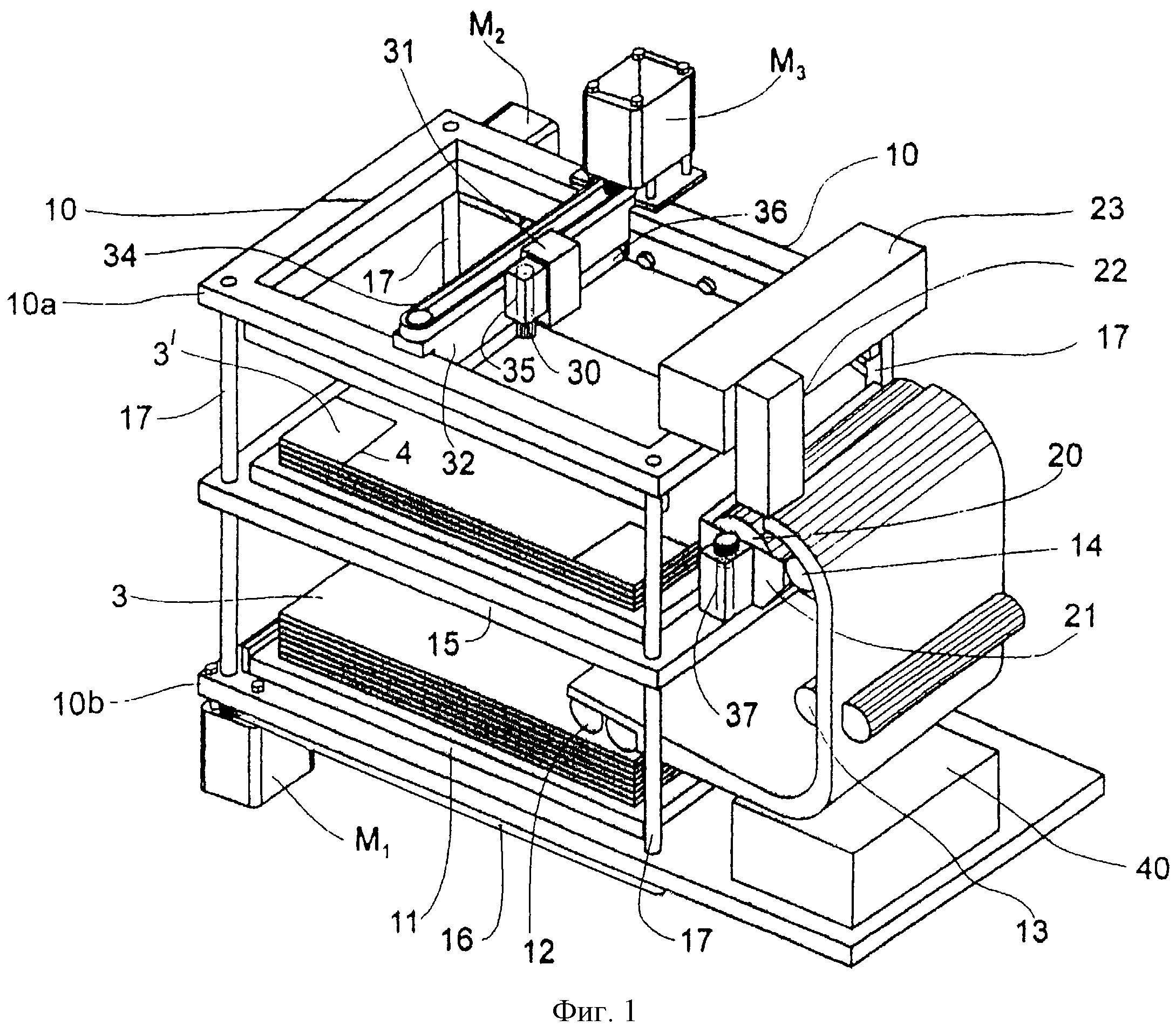
Фиг. 1 представляет собой пространственное изображение, иллюстрирующее один из вариантов исполнения устройства, конструкция
которого выполнена в соответствии с настоящим изобретением;
Фиг. 2 - пространственное изображение, иллюстрирующее то же самое устройство, что и представленное на фиг.1, показывающее его с
противоположной стороны;
Фиг. 3а-3с - схематические изображения, иллюстрирующие процесс изготовления объемного предмета в соответствии со способом, предложенным в настоящем изобретении, и с
применением устройства, показанного на фиг.1 и 2;
Фиг. 4 и 5 - пространственные изображения, аналогичные представленным соответственно на фиг. 1 и 2, но иллюстрирующие второй из
рассматриваемых вариантов исполнения устройства, конструкция которого выполнена в соответствии с настоящим изобретением.
Устройство, изображенное на фиг. 1 и 2, применяется для изготовления объемного предмета 2, к примеру, такого, какое иллюстрируется на фиг.3, из большого количества тонких, предварительно формуемых листов 3, склеиваемых друг с другом, причем каждый такой лист обрезается по контуру 4, соответствующему очертаниям слоя, представляемого им в изготавливаемом предмете. Листы 3 после их обрезания по соответствующим контурам 4 и склеивания их друг с другом обозначены позицией 3' на фиг.1 и 2. Отходы производства, остающиеся после изъятия из такой заготовки изготовленного объемного предмета 2, обозначены позицией 5 на фиг.3.
Устройство, показанное на фиг.1 и 2, содержит станину 10, включающую в свой состав верхнюю секцию 10а и нижнюю секцию 10b. Предварительно отформованные листы 3, используемые при изготовлении указанного объемного предмета 2, должны быть уложены в вертикальную стопу на горизонтальном основании 11, закрепленном в нижней секции 10b станины. Каждый лист 3 затем подается с верха стопы на основании 11 при помощи подающих роликов 12, 13, 14 в верхнюю секцию 10а станины 10, где и укладывается на стол 15, на котором слой за слоем осуществляется наращивание изготавливаемого объемного предмета 2.
Стол 15 приводится в движение в вертикальном направлении при помощи электродвигателя M1 и бесконечного ремня 16, надетого таким образом, чтобы осуществлять вращение четырех винтов 17, установленных на цапфах соответственно между верхней и нижней секциями 10а, 10b станины и пропущенных через резьбовые отверстия, выполненные в каждом из четырех углов стола 15.
В верхней секции 10а станины 10 имеется соответствующий аппликатор 20, предназначенный для нанесения покрытий из клеящего вещества, при помощи которого клеящее вещество, поступающее из емкости 21, наносится ровным слоем на нижнюю сторону каждого листа 3 во время подачи его в верхнюю секцию 10а станины 10.
Кроме того, имеется также и второй аппликатор 22, расположенный на верхнем конце станины 10 и предназначенный для нанесения покрытия из препятствующего склеиванию вещества на верхнюю сторону каждого листа 3 во время подачи его в верхнюю секцию 10а станины, нависающую над столом 15. Аппликатор 22 производит обмазывание верхней поверхности каждого листа 3 веществом, препятствующим склеиванию, и эта операция осуществляется таким образом, чтобы препятствующее склеиванию вещество покрывало собой целиком всю верхнюю поверхность листа за исключением той его части, которая находится в пределах контура 4, определяемого очертаниями соответствующего слоя готового объемного предмета 2, представляемого соответствующим листом.
В примере, иллюстрируемом на фиг.1 и 2, аппликатор 22, предназначенный для нанесения покрытий из препятствующего склеиванию вещества, представляет собой печатающую головку, которая выполнена с обеспечением возможности ее перемещаться вдоль одной из ортогональных осей (поперечной оси) в процессе подачи листа вдоль другой ортогональной оси (продольной оси), в результате чего аппликатор охватывает полностью всю верхнюю поверхность листа. В качестве аппликатора 22, предназначенного для нанесения покрытий из препятствующего склеиванию вещества, может быть применена печатающая головка любого пригодного для использования с этой целью типа, к примеру, такая как применяемая в струйном принтере, заряжаемом жидкой краской, в печатающем устройстве ударного типа, в лазерном принтере или же в каком-либо ином аналогичном устройстве. При помощи этого аппликатора на отдельно выбираемые участки верхней поверхности каждого предварительно отформованного листа 3 наносится какой-либо материал - жидкий или твердый, который служит в качестве препятствующего склеиванию вещества по отношению к клеящему веществу, уже нанесенному при предварительной обработке им при помощи аппликатора 20 на нижнюю поверхность этого листа, благодаря чему укладываемый затем поверх этого листа следующий лист не приклеится к лежащему под ним листу по тем поверхностям соприкосновения с ним, на которых имеется препятствующее склеиванию вещество, но при этом обеспечено будет надежное приклеивание там, где препятствующее склеиванию вещество отсутствует.
Действием аппликатора 22 управляют элементы, находящиеся внутри его корпуса 23, обеспечивая нанесение препятствующего склеиванию вещества по типу негативного изображения по отношению к контуру 4, определяемому очертаниями соответствующего слоя готового объемного предмета 2. Это означает, что препятствующее склеиванию вещество наносится таким образом, чтобы им покрыты были все поверхности предварительно отформованного листа 3, за исключением тех его поверхностей, которые находятся в пределах контура 4, определяемого очертаниями соответствующего слоя готового предмета. Таким образом, каждый укладываемый поверх другого лист 3 будет приклеиваться к находящемуся под ним ближайшему соседнему листу 3 только лишь в пределах контура 4 того слоя, который определяется указанным накладываемым поверх листом, и не будет приклеиваться к находящемуся снизу листу за пределами этого контура.
Устройство, иллюстрируемое на фиг.1 и 2, дополнительно содержит режущий инструмент 30, управление действием которого производится таким образом, чтобы с его помощью производилось обрезание лишнего материала листа по контуру 4, определяемому очертаниями соответствующего слоя готового предмета 2. Режущий инструмент 30 смонтирован на головке 31, перемещаемой при помощи каретки 32. Каретка 32 приводится в движение в продольном направлении относительно станины 10 при помощи электродвигателя М2 и бесконечного ремня 33 (фиг. 2), а головка 31 приводится в движение поперечно по каретке 32 при помощи другого электродвигателя М3 с бесконечным ремнем 34. Кроме того, головка 30 с режущим инструментом выполнена также и с обеспечением возможности перемещаться в вертикальном направлении при помощи соленоида 35, установленного на головке 31, выдвигаясь при этом в рабочее положение, в котором производится обрезание расположенного под головкой листа 3, либо убираясь в нерабочее положение, в котором обрезание не происходит. Предусматривается наличие прижимного ролика 36, который плотно прижимает лист во время его обрезания к ранее обработанным таким же листам, лежащим на столе 15.
Клеевой аппликатор 20 также снабжен соленоидом 37 для обеспечения перемещения этого клеевого аппликатора в рабочее или нерабочее положение. Например, клеевой аппликатор будет перемещен в нерабочее положение в момент подачи первого листа 3, чтобы предотвратить приклеивание этого листа к столу 15.
Показанное на иллюстрациях устройство дополнительно включает в свой состав также и блок управления, обозначенный в целом позицией 40 и предназначенный для управления работой электродвигателей M1, M2 и М3, аппликатора 20 для нанесения клеящего вещества, аппликатора 22 для нанесения препятствующего склеиванию вещества, режущего инструмента 30, а также обоих соленоидов 35 и 37, причем этот блок управления обеспечивает работу рассматриваемого устройства, действующего следующим образом.
Некое множество предварительно отформованных прямоугольных листов 3, которые предполагается использовать при изготовлении соответствующего объемного предмета 2, например такого, какой показан на фиг.3а, должно быть уложено в вертикальную стопу на пластине основания 11 рассматриваемого устройства, расположенной в нижней секции 10b его станины, и каждый такой лист по отдельности подается затем в верхнюю секцию 10а этой станины таким образом, чтобы занять там свое положение поверх стола 15, на котором слой за слоем осуществляется постепенное наращивание изготавливаемого объемного предмета 2. В начальном состоянии рассматриваемого устройства стол 15 занимает свое крайнее верхнее положение, и по мере укладывания каждого очередного слоя на формируемый предмет с приданием этому слою соответствующих очертаний происходит перемещение этого стола в вертикальном направлении вниз, последовательно осуществляемое при помощи электродвигателя M1, приводного ремня 16 и ходовых винтов 17 таким образом, чтобы обеспечить возможность размещения следующего, вновь укладываемого слоя на изготавливаемом предмете.
Во время подачи каждого очередного листа 3, за исключением первого листа, контактирующего со столом 15, при помощи подающих роликов 12, 13 и 14 в верхнюю секцию 10а станины 10 рассматриваемого устройства происходит обмазывание полностью всей поверхности листа с нижней его стороны клеящим веществом, наносимым при помощи клеевого аппликатора 20, а его верхняя сторона избирательно обмазывается препятствующим склеиванию веществом, которое не прилипает к клеящему веществу и наносится в соответствующих местах при помощи аппликатора 22. Клеевой слой, нанесенный аппликатором 20, покрывает полностью всю нижнюю поверхность соответствующего листа, в то время как препятствующее склеиванию вещество, наносимое при помощи аппликатора 22, покрывает лишь ту часть верхней поверхности этого листа, которая не находится в пределах контура 4, соответствующего очертаниям слоя, представляемого этим листом в уже готовом объемном предмете. Например, если соответствующий слой, формируемый данным листом в конечном объемном изделии, имеет квадратный контур, прямоугольный лист 3, определяющий этот слой, будет покрываться защитным веществом только в той части его поверхности, которая не входит в квадрат, определяющий соответствующий слой в конечном изделии, т.е. поверхность внутри квадрата не будет покрываться препятствующим склеиванию веществом.
Следует понимать, что данные по контурам всех отдельных слоев в готовом предмете, которые в процессе его изготовления должны быть получены из предварительно отформованных листов 3, предполагается хранить в формате автоматизированного проектирования (АПР) или автоматизированного производства (АПР), либо в самом блоке управления 40, либо в отдельном запоминающем устройстве с обеспечением доступа к нему блока управления для обеспечения осуществления им соответствующих операций управления работой аппликатора 22, предназначенного для нанесения покрытий из препятствующего склеиванию вещества, а также режущего инструмента 30 во время проведения обработки соответствующего листа 3.
После того как соответствующий лист 3 будет помещен на верх стопы, находящейся на столе 15, будучи при этом полностью покрыт по всей своей нижней поверхности клеящим веществом и избирательно покрыт в соответствующих местах своей верхней поверхности препятствующим склеиванию веществом, наносимым за пределами контура, определенного для этого листа, согласно приведенному описанию в действие вступает режущий инструмент 30, работой которого управляет также блок управления 40, обрезая при этом лист по линии контура 4, определенного для соответствующего листа. Обеспечивая осуществление этой операции, блок управления 40 приводит в действие оба электродвигателя М2 и М3 привода режущего инструмента 30, управляя при этом их работой таким образом, чтобы происходило перемещение режущего инструмента 30 по двум ортогональным осям, а также включает и выключает соленоид 35, перемещающий режущий инструмент 30 в свое рабочее положение, в котором производится обрезание, и выводящий его из этого положения.
Таким образом, слой за слоем осуществляется постепенное наращивание объемного предмета 2, изготавливаемого на столе 15, причем каждый из этих слоев представляет собой соответствующий срез всего этого предмета в целом. Когда все эти слои будут соответствующим образом уложены каждый на свое место, происходит склеивание каждого из этих слоев с прилегающими к нему по обе стороны соседними слоями, но только на тех их участках, которые не имеют покрытия из препятствующего склеиванию вещества. Следовательно, после того как все листы, предназначенные для изготовления из них всего объемного предмета 2 в целом, будут соответствующим образом обрезаны и наложены друг на друга, склеивание листов вместе между собой произойдет только в местах соприкосновения друг с другом их поверхностей, находящихся в пределах контура 4, представляющего собой соответствующее поперечное сечение в готовом объемном предмете, что позволяет легко отделить остальные, не склеившиеся между собой части листов, находящиеся за пределами такого контура, от указанного объемного предмета. Эта операция показана на фиг.3а-3с, на которых видно, что исходная стопа листов обозначена позицией 3, объемный предмет, получаемый из этой стопы, обозначен позицией 2, а части этих листов, не вошедшие в состав склеиваемых друг с другом поверхностей, ограничиваемых соответствующими контурами, обозначены позицией 5.
На фиг.4 изображено устройство, во многом аналогичное представленному на фиг. 1 и 2. Для того чтобы облегчить понимание последующего изложения те части устройства, изображенного на фиг.4, которые одинаковы с соответствующими частями устройства, представленного на фиг.1 и 2, обозначаются одними и теми же номерами позиций.
Основное отличие устройства, изображенного на фиг.4, состоит в том, что аппликатор, предназначенный для нанесения покрытий из препятствующего склеиванию вещества, который обозначен позицией 22' на фиг.4, устанавливается на одной и той же головке 31' вместе с режущим инструментом 30. Поэтому в устройстве, изображенном на фиг.4, лист 3 остается неподвижным не только во время обрезания его по контуру при помощи режущего инструмента 30, но также и во время нанесения на него препятствующего склеиванию вещества при помощи аппликатора 22'. Таким образом, аппликатор 22', предназначенный для нанесения покрытий из препятствующего склеиванию вещества, также приводится в движение как в продольном, так и в поперечном направлениях по отношению к листу 3 для того, чтобы обеспечить возможность избирательного нанесения препятствующего склеиванию вещества на верхнюю поверхность соответствующего листа согласно приведенному описанию, ведущемуся со ссылками на фиг.1 и 2.
По существу во всех остальных отношениях конструкция и принцип действия устройства, изображенного на фиг. 4, соответствуют приведенному описанию, ведущемуся применительно к устройству, представленному на фиг.1 и 2.
Листы 3 могут быть выполнены из любого приемлемого для использования с такой целью пластического материала, например из поливинил-хлорида, эпоксидной смолы, пластмассы на основе нейлона и т.д. Они должны будут иметь соответствующую толщину, выбираемую в зависимости от той точности, которую требуется получить для готового предмета, изготовленного при помощи рассматриваемого устройства. Предпочтительно было бы предусмотреть, чтобы листы 3 имели толщину порядка 0,1 мм, при которой потребовалось бы приблизительно 100 таких листов для получения в результате соответствующей их обработки каждого одного сантиметра высоты изготавливаемого объемного предмета.
В качестве вещества, препятствующего склеиванию, может быть применен любой приемлемый для использования с этой целью материал, который не липнет к применяемому клеящему веществу. В качестве одного из примеров можно указать на применение воскового состава в качестве такого вещества, препятствующего склеиванию.
Тогда как для устройства, изображенного на прилагаемых чертежах, предусматривается нанесение клеящего состава на нижнюю поверхность каждого листа во время соответствующей его обработки в этом устройстве, следует понимать, что предварительно формуемые листы могут также предварительно быть покрыты клеящим веществом до того, как будут загружены в рассматриваемое устройство. В соответствии с замыслом предполагается также, что предварительно формуемые листы могут склеиваться вместе друг с другом благодаря применению соответствующего растворителя, наносимого на нижнюю поверхность соответствующего листа, в результате чего происходит его размягчение, что способствует приклеиванию его к находящемуся под ним листу по всей поверхности за исключением тех мест, в которых верхняя поверхность соответствующего листа избирательно покрыта была веществом, препятствующим склеиванию.
Дополнительно предполагается также, что можно отказаться от применения клеящего вещества, обеспечив вместо этого соединение самих листов друг с другом под воздействием тепла и/или давления, за исключением тех мест на их поверхностях, которые избирательно покрыты были веществом, препятствующим такому их соединению, причем в этом случае подводимое тепло и/или давление воздействуют сразу на всю стопу листов в целом. Режущий инструмент 30 может быть подвергнут нагреванию. Склеивание листов между собой может осуществляться перед тем как будет применен режущий инструмент для обрезания листов по контуру, во время такого обрезания или же после него. Вещество, препятствующее склеиванию, может быть подкрашено в соответствующий цвет, который желательно получить для изготовленного таким способом предмета, а наноситься это вещество на соответствующие поверхности может с применением любого из известных способов, например электростатическим способом, при помощи лазера, термографического печатающего устройства и т.д. Кроме того, аппликатор, предназначенный для нанесения покрытий из клеящего вещества, может быть также установлен и таким образом, чтобы обеспечивалась при этом возможность перемещения его вдоль одной из осей (например, поперечной), в то время как предварительно отформованный лист, обрабатываемый с его помощью, перемещается вдоль другой оси.
Помимо этого, вещество, препятствующее склеиванию, может наноситься непосредственно поверх клея либо перед тем, как с этой же стороны данный лист будет обмазан клеем, причем в этих случаях аппликатор 22, предназначенный для нанесения покрытий из препятствующего склеиванию вещества, должен будет устанавливаться с той же самой стороны, с какой находится аппликатор 20, предназначенный для нанесения покрытий из клеящего вещества. Дополнительно к этому лист может быть предварительно полностью покрыт по всей своей поверхности веществом, препятствующим склеиванию, причем такое вещество впоследствии будет удаляться с той части соответствующего листа, которую предстоит приклеивать, и в этом случае вместо соответствующего аппликатора, обозначенного позицией 22 на фиг. 1, должен быть применен так называемый "счищающий" узел, предназначенный для удаления вещества, препятствующего склеиванию, с той части соответствующего листа, где наличие его нежелательно, каким-либо механическим способом, посредством применения каких-либо химических веществ, при помощи лазера и т.д. К тому же клей может наноситься на верхнюю поверхность листа, а препятствующее склеиванию вещество - на нижнюю его поверхность, а не наоборот, как указывается в приведенном описании.
В альтернативном варианте осуществления настоящего изобретения вместо того, чтобы использовать клеящее вещество, поступающее из аппликатора 20, предназначенного для нанесения покрытий из клеящего вещества, которое обеспечит приклеивание обрабатываемого таким образом листа к примыкающему к нему соседнему листу по всей его поверхности, за исключением участков, на которых будет находиться препятствующее склеиванию вещество, нанесенное на эти участки при помощи соответствующего аппликатора 22, можно обеспечить нанесение при помощи аппликатора 20 на этот же лист такого клеящего вещества, характеристики которого обеспечат приклеивание указанного листа к примыкающему к нему соседнему листу только на тех участках его поверхности, на которых будет находиться соответствующее активирующее вещество, нанесенное на них при помощи аппликатора 22. В этом варианте осуществления настоящего изобретения активирующее вещество наносится только лишь на ту часть поверхности листа, которая находится в пределах контура 4, благодаря чему примыкающие к нему соседние листы приклеятся только в пределах ограниченного этим контуром участка, на который нанесено было активирующее вещество.
Согласно альтернативному варианту устройство включает горизонтальный стол, механизм подачи, предназначенный для подачи и укладки в стопу указанных листов на упомянутый горизонтальный стол, узел привода, предназначенный для последовательного опускания упомянутого стола вниз по мере того, как на него один за другим поступают упомянутые листы, клеевой аппликатор для нанесения клеевого вещества, имеющего такие характеристики, которые позволяют ему приклеиваться к листу только на тех поверхностях, которые покрыты активирующим веществом, аппликатор активирующего вещества для нанесения покрытия на одну сторону каждого листа перед обрезанием по соответствующему контуру и склеиванием со следующим соседним листом на этой стороне, активирующее вещество покрывает только ту поверхность листа, которая находится внутри контура слоя, представляемого этим листом внутри указанного предмета, таким образом, после того, как соответствующий лист обрезан и приложен к следующему прилегающему листу только поверхность листа внутри соответствующего контура приклеивается к указанному следующему прилегающему листу, позволяя остальной несвязанной части соответствующего листа, которая находится вне контура, отделяться от следующего прилегающего листа и от объемного предмета.
Предпочтительно расположение упомянутого аппликатора, предназначенного для нанесения покрытий из активирующего вещества, таким образом, чтобы обеспечивать нанесение упомянутого активирующего вещества на верхнюю поверхность упомянутых листов.
Механизм подачи имеет такую конструкцию, чтобы раздельно подавать указанные листы и укладывать их в стопу на указанном горизонтальном столе.
Очевидны будут также и многие другие изменения, дополнения и варианты применения, не выходящие за рамки настоящего изобретения.
Реферат
Изобретение относится к способу и устройству для изготовления объемных предметов, например, таких как модели, матрицы, формы и иные аналогичные изделия. В способе изготовления объемный предмет составляется из большого количества тонких предварительно формуемых листов, каждый из которых приклеивается к прилегающим к нему соседним листам, находящимся с противоположных сторон от него. Каждый лист обрезается по контуру, соответствующему очертаниям слоя, представляемого в изготавливаемом предмете указанным листом. Способ предусматривает избирательное применение с одной стороны каждого листа вещества, препятствующего склеиванию, которое препятствует возникновению связи между прилегающими друг к другу соседними листами. Препятствующее склеиванию вещество избирательно применяется таким образом, чтобы после того, как лист приклеится к прилегающему к нему с этой стороны соседнему листу, приклеенной к нему окажется только та часть поверхности, которая находится в пределах соответствующего ему контура. Остальная часть листа, находящаяся за пределами указанного контура, останется легко отделимой от изготавливаемого пространственного предмета. Описано также устройство для осуществления способа. Изобретение позволяет легко удалять от изготавливаемого предмета не склеенные друг с другом части, не являющиеся частью предмета. 3 с. и 22 з.п.ф-лы, 5 ил.
Комментарии