Устройство плавной регулировки сопла экструдера 3d-принтера, работающего по fdm-технологии - RU178502U1
Код документа: RU178502U1
Чертежи
Описание
Предполагаемая полезная модель относится к оборудованию для изготовления 3D-прототипов деталей из различных полимерных материалов по FDM (Fused Deposition Modeling) технологии. Устройство может быть использовано в любых конструкциях 3D-принтеров, работающих по FDM-технологии с одним, двумя или более экструдерами.
В технике уже известны аналогичные технические решения, сущность которых заключается в том, что печатающая головка (экструдер) 3D-принтера выдавливает на платформу (стол) разогретый полимерный материала. Известен 3D-принтер со сменными печатающими соплами - WO 2015038072, (BIO3D TECHNOLOGIES PTE LTD, SG), B33Y 10/00, от 19.03.2015 г.
Наиболее близкие аналогичные решения раскрыты в следующей патентной документации: CN 203945698, (CHEN LIANG), 19.11.2014 г., - «Раздаточная головка 3D принтера», CN 104149352, (SANYA SIHAI INNOVATIVE ELECTRICAL AND MECHANICAL ENGINEERING CO., LTD, CHEN MINGOJAO), 19.11.2014 г. - «Раздаточная головка 3D-принтера».
Недостатком представленных изобретений является невозможность быстрой и плавной регулировки зазора между соплом экструдера и областью печати (нагревательный стол), по причине жестко связанной конструкции экструдера на резьбовых элементах.
Прототипом устройства плавной регулировки сопла экструдера 3D-принтера является печатающая головка струйного 3D-принтера. Экструдер, который включает основание, на котором закреплен механизм подачи печатающего материала, двигатель, выполненный с возможностью вращения эксцентрика, который приводит в движение единую платформу, клапаны, выполненные с возможностью запирания неактивного экструдера, единую платформу, которая содержит два легкосъемных экструдера с нагревательными элементами, самозапирающийся механизм переключения, выполненный с возможностью позиционирования сопел в рабочем положении, и подпружиненные ролики (патент №171905, МПК B41J 2/00, д.п. 20.06.2017 г.).
К недостаткам прототипа следует отнести технологическую сложность изготовления конструкции с высокой точностью. Поворотные сопла могут находиться на разном уровне от стола при печати, что вызывает низкое качество печати. Регулировка равномерного зазора сразу между двумя соплами и столом за счет резьбы сопел очень трудоемкая операция. Шаг резьбы сменных сопел порой не позволяет достигать одинаковости зазора между соплом и столом точнее 0,1 мм при смене работы сопла.
Преимущество заявляемого устройства заключается в том, что в радиаторе охлаждения экструдера отсутствует крепежная резьба, а термобарьер закрепляется в радиаторе по гладкой цилиндрической скользящей посадке с фиксацией от осевого перемещения стопорным винтом. Такая конструкция позволяет быстро и плавно выставить необходимый зазор между соплом экструдера и столом с помощью калибра. Особую значимость такая конструкция приобретает при печати с двумя экструдерами, где одинаковый зазор между двумя соплами и столом строго обязателен. При этом калибровка зазоров может осуществляться листом бумаги необходимой толщины. Погрешность такой калибровки не превышает 0,05 мм.
Техническим результатом предполагаемой полезной модели является уменьшение времени на настройку оборудования перед началом эксплуатации, увеличение точности калибровки зазоров между соплами экструдеров и столом принтера, что позволит повысить качество печати и исключить дефекты, связанные с разницей зазоров между столом и соплами экструдера.
Технический результат достигается тем, что устройстве плавной регулировки сопла экструдера 3D-принтера, работающего по FDM-технологии, включающем радиатор охлаждения, термобарьер, нагревательный блок, сопло, при этом радиатор охлаждения и термобарьер содержат скользящую посадку по цилиндрической поверхности с фиксацией стопорным винтом.
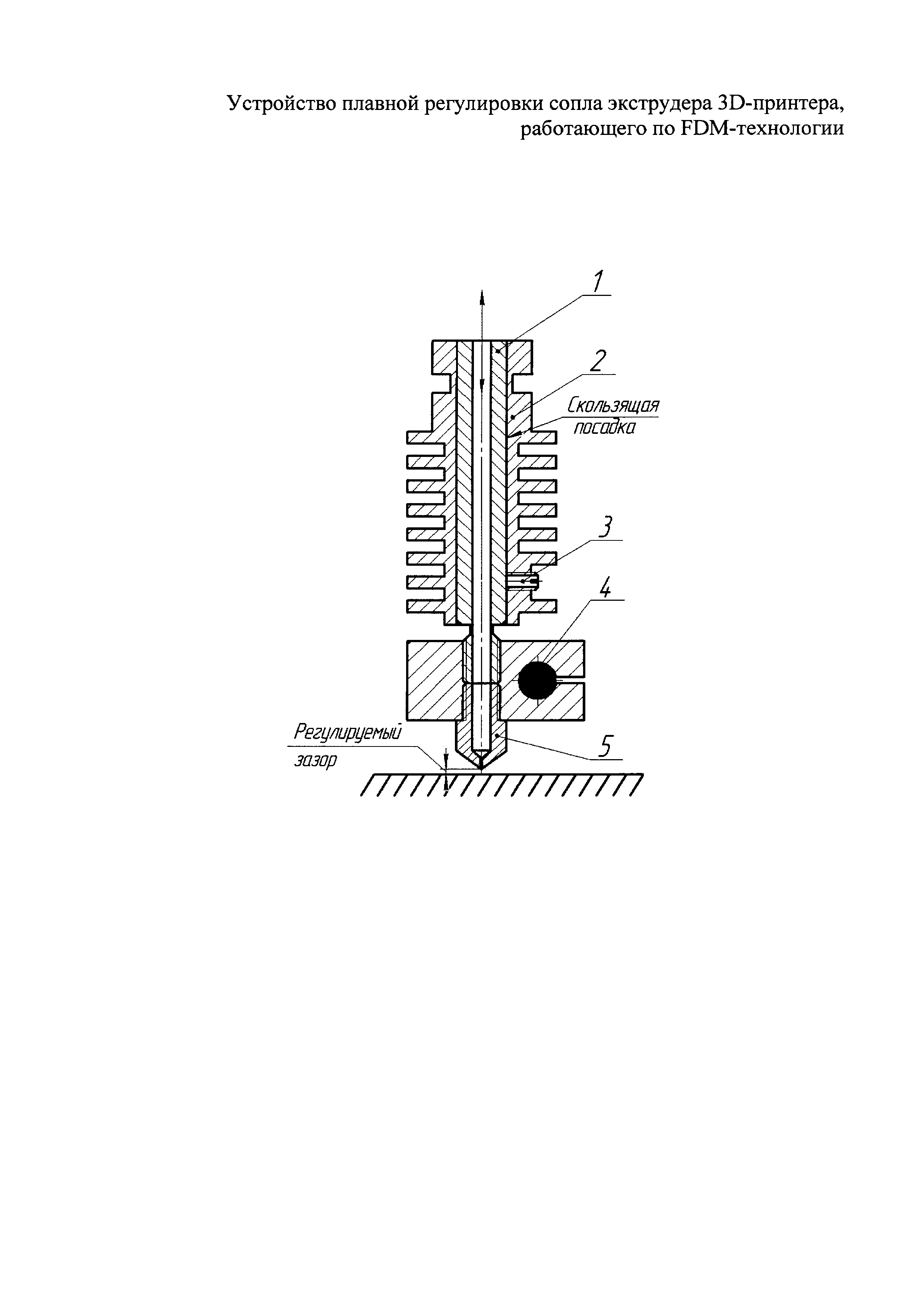
Схема устройства с плавной регулировкой сопла экструдера 3D-принтера представлена на рисунке.
Устройство плавной регулировки сопла экструдера 3D-принтера, работающего по FDM-технологии, включает в себя: термобарьер 1, радиатор охлаждения 2, стопорный винт 3, нагревательный блок 4, сопло 5.
Принцип работы устройства: для создания необходимого зазора между столом принтера и соплом экструдера выкручиваем стопорный винт 3, при этом термобарьер 1 станет подвижным относительно радиатора охлаждения 2. Далее между столом принтера и соплом экструдера вставляется калибровочная пластина, толщина которой равна требуемому зазору, после касания конца сопла пластины термобарьер 1 фиксируется винтом 3 от перемещений относительно радиатора охлаждения 2. При схеме печати с двумя экструдерами и более принцип калибровки на равный зазор аналогичен.
Реферат
Предполагаемая полезная модель относится к оборудованию для изготовления 3D-прототипов деталей из различных полимерных материалов по FDM (Fused Deposition Modeling) технологии. Устройство плавной регулировки сопла экструдера 3D-принтера, работающего по FDM-технологии, включающее радиатор охлаждения, термобарьер, нагревательный блок, сопло, при этом радиатор охлаждения и термобарьер содержат скользящую посадку по цилиндрической поверхности с фиксацией стопорным винтом.

Комментарии