Способ и устройство для изготовления штемпеля - RU2294839C2
Код документа: RU2294839C2
Чертежи





Описание
Изобретение относится к способу и устройству для изготовления штемпеля, формной пластины и т.п. с поверхностью, содержащей печатное изображение и изготавливаемой послойным нанесением жидкого и отверждаемого материала на подложку.
Данное изобретение относится к штемпелям и формным пластинам или аналогичным устройствам, служащим для переноса печатного изображения на какой-либо предмет.
Обычно штемпели или формные пластины изготавливают из различных материалов способом съема материала, например при гравировании, фрезеровании и т.п. В современных устройствах съем материала производится также посредством лазера, перемещаемого по пластмассовому блоку. Управляющие данные для обрабатывающего инструмента или лазера, необходимые для получения желаемого клише, в большинстве случаев обеспечиваются компьютером.
Способы изготовления штемпелей, формных пластин и т.п., использующие съем материала, требуют, как правило, относительно больших затрат на удаление снимаемого материала. Кроме того, остающиеся на штемпеле частицы материала могут приводить к неточным и нежелательным результатам печатания. К тому же, загрязнение окружающей среды при осуществлении способов изготовления со съемом материала является относительно высоким, вследствие чего соответствующие устройства необходимо устанавливать в отдельном помещении или, по меньшей мере, снабжать обшивкой.
В патенте US 5731033 А описано средство и способ изготовления штемпеля, в котором жидкий отверждаемый материал наносят от руки на поверхность, содержащую печатное изображение. Такое изготовление штемпеля от руки предназначено для домашнего пользования и наиболее пригодно, в частности, для детских игр. Однако быстрое и простое изготовление штемпелей, а также изготовление точных печатных клише с высокой разрешающей способностью не возможны.
Известны способы изготовления штемпеля, в которых корпус штемпеля выполнен посредством спекания порошкового материала. Такой способ описан, например, в патенте DE 3921623 А1. Недостаток указанного способа спекания, так же как и способа литья, состоит в том, что изготовление необходимой формы, содержащей соответствующее печатное изображение, является трудоемким и дорогостоящим. Таким образом, подобные способы изготовления непригодны для небольших серий штемпелей и т.п.
Известны, наконец, способы изготовления штемпеля, в которых жидкий материал упрочняют посредством целенаправленного облучения светом и удаляют излишний материал, например, с использованием ультразвука. Такой способ описан, например, в патенте DE 19747877 А1. Однако манипулирование жидкими заготовками штемпельных поверхностей является трудоемким, поскольку они не должны подвергаться случайному световому облучению.
Лазерные или фотополимерные способы хотя и обладают преимуществами в отношении возникающих отходов, но являются относительно трудоемкими и дорогими. Другой недостаток известных способов изготовления заключается в том, что при сгорании пластмассы штемпеля и т.п. образуются нежелательные отходящие газы, которые зачастую необходимо отсасывать.
Скорость изготовления известных систем часто также является препятствием для быстрого изготовления печатных клише в особо малых сериях.
Поэтому задача изобретения заключается в создании вышеуказанных способа и устройства для изготовления штемпеля, формной пластины и т.п., которые позволяют обеспечить особенно дешевое, быстрое и простое изготовление печатных изображений в том числе и при малом количестве изделий в штуках.
В отношении способа задача согласно изобретению решается тем, что послойное нанесение жидкого и отверждаемого материала производится способом печатания. Благодаря изготовлению штемпеля, формной пластины и т.п. способом печатания аналогично краско-струйному способу (способу "inkjet") съем материала не требуется, в результате чего излишними становятся устройства для удаления остатков материала и для отсоса образующихся паров и т.п. Не нужны также устройства для защиты окружающей среды от загрязнений. В способе печатания в зависимости от выбираемого жидкого и отверждаемого материала и соответствующей печатающей головки достигается высокая разрешающая способность, что позволяет просто и быстро изготавливать очень тонкие печатные клише. Для получения рельефной структуры, образующей штемпель, формную пластину и т.п., друг на друга накладывают несколько слоев жидкого и отверждаемого материала. С этой целью, по меньшей мере, одну печатающую головку с, по меньшей мере, одним соплом перемещают над подложкой и подают жидкий и отверждаемый материал каплями. Подачей управляют посредством соответствующего клапана согласно данным вычислительной машины. Следующее преимущество состоит в том, что этот способ позволяет относительно дешево изготавливать особенно большие штемпели, формные пластины и т.п. Подложка, на которую наносят поверхность, содержащую печатное изображение, по окончании процесса печатания может быть удалена или же оставлена.
Перед нанесением материала, образующего поверхность, при необходимости на подложку может быть нанесен промежуточный адгезионный слой. Он служит для связи клише, изготавливаемого печатным способом, с подложкой. Материал для связующего состава должен быть согласован с материалом подложки, а также с материалом, применяемым для изготовления печатного изображения.
К материалу, образующему поверхность, перед процессом печатания могут быть примешаны добавки. Эти добавки могут служить для ускорения процесса отверждения или для образования пор для самоокрашивающих штемпелей, так называемых штемпелей "self - ink". Таким образом незадолго до процесса печатания между собой могут смешиваться два или несколько компонентов жидкого и отверждаемого материала.
Для повышения вязкости материала, образующего поверхность, этот материал может подогреваться перед и/или в процессе печатания.
Для обеспечения особенно быстрого изготовления штемпеля, формной пластины и т.п. отверждение материала, образующего поверхность, может быть ускорено в промежутках послойного нанесения. Это может быть осуществлено, например, охлаждением или напылением отвердителей или других химических веществ.
Согласно следующему признаку изобретения предусматривается дозирование количества наносимого материала. Тем самым посредством дозирования могут быть изготовлены особенно тонкие детали в клише штемпеля, формной пластины и т.п.
В случае дозирования наносимого материала можно также уменьшать его количество от слоя к слою, что позволяет получать сужающиеся в поперечном сечении перемычки и тем самым - более тонкий рисунок на штемпеле, не опасаясь при этом поломки перемычек в клише.
В качестве материала, образующего поверхность, предпочтительно применять полимер или жидкий каучук.
Для получения самоокрашивающих штемпелей, так называемых штемпелей "self ink", в качестве материала, образующего поверхность, может быть использован пористый материал. Через возникающие поры чернила под давлением диффундируют на поверхность штемпеля, формной пластины и т.п.
В качестве подложки может применяться гипсовая пластина, которая по окончании процесса изготовления остается связанной с печатным изображением или с которой печатное изображение удаляется перед размещением на штемпеле, формной пластине и т.п.
Также возможно в качестве подложки использовать пленку-основу из пластмассы, которая по окончании процесса изготовления остается на штемпеле, формной пластине и т.п.
Задача согласно изобретению решается также устройством для изготовления штемпеля, формной пластины и т.п. с поверхностью, содержащей печатное изображение, в котором предусмотрено устройство для печатания с, по меньшей мере, одной многократно перемещаемой над поверхностью печатающей головкой с, по меньшей мере, одним соплом для послойного формирования способом печатания поверхности из жидкого и отверждаемого материала. Благодаря предложенному в соответствии с изобретением применению устройства для печатания, в частности устройства для изготовления штемпелей, формных пластин и т.п., аналогичного краско-струйному способу "inkjet", может быть достигнуто особенно дешевое и быстрое изготовление штемпелей, формных пластин и т.п. в том числе и в небольшом количестве штук. Перемещение печатающей головки относительно поверхности штемпеля или формной пластины может осуществляться при этом как путем перемещения печатающей головки, так и путем перемещения подложки, на которой должно быть получено печатное изображение, или путем перемещения обоих элементов. Обычно печатающая головка может перемещаться относительно подложки в горизонтальном и вертикальном направлении.
Если печатающая головка содержит нагревательное устройство, материал, образующий поверхность, перед выпуском может быть нагрет и его вязкость повышена, в результате чего возможна отдача более мелких капелек материала.
Если предусмотрено смесительное устройство для перемешивания материала, образующего поверхность, с одной стороны может быть использован одно- или многокомпонентный материал, который, например, после перемешивания особенно быстро отверждается, или же к материалу могут быть примешаны другие добавки.
Для ускорения процесса отверждения может быть предусмотрено охлаждающее устройство, которое предпочтительно следует за печатающей головкой.
Охлаждающее устройство может быть образовано, например, воздуходувкой и т.п., ускоряющей процесс отверждения материала.
Согласно следующему признаку изобретения предусмотрено дозирующее устройство для дозирования количества отдаваемого материала.
Для управления устройством печатания для изготовления штемпелей, формных пластин и т.п. оно предпочтительно снабжено устройством сопряжения для соединения с вычислительным блоком.
Данное изобретение более подробно поясняется с помощью приложенного чертежа, на котором представлено:
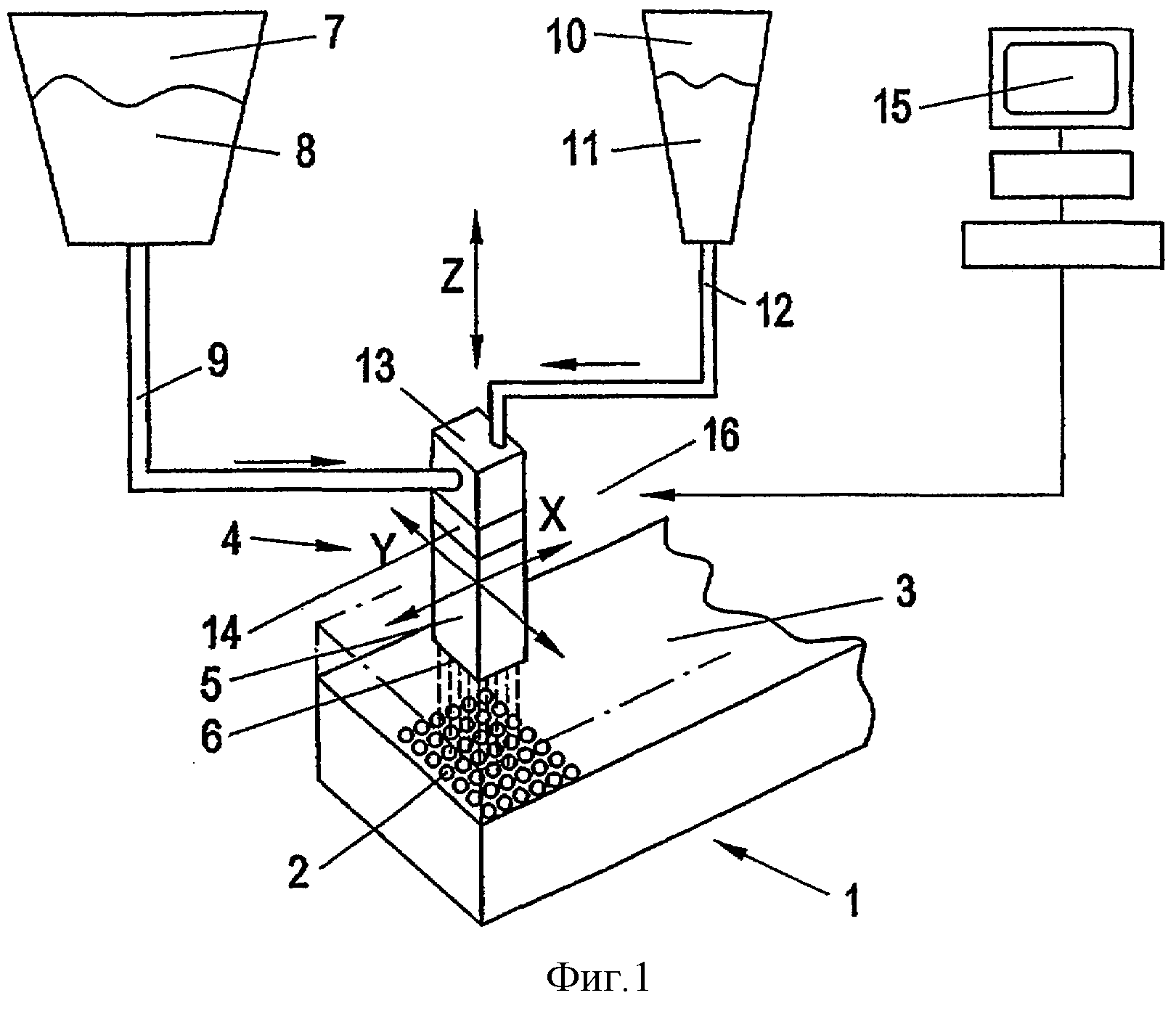
на фиг.1 - схематично в перспективе вид предложенного согласно изобретению устройства для изготовления штемпеля;
на фиг.2 - вид в перспективе, иллюстрирующий возможный характер движения печатающей головки;
на фиг.3 - изображенную в разрезе часть изготовленной согласно изобретению поверхности штемпеля;
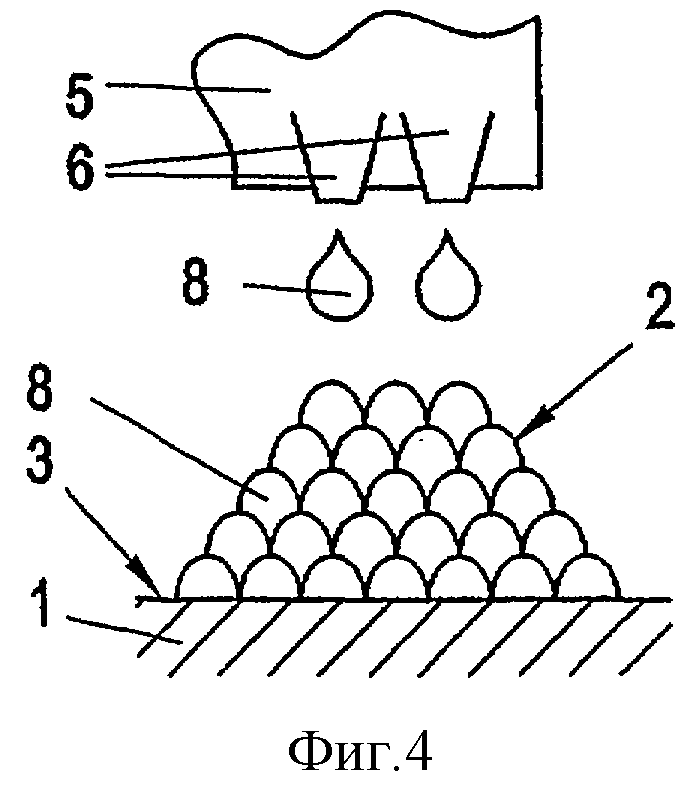
на фиг.4 - вариант изображенной в разрезе части поверхности штемпеля;
на фиг.5 - вид в перспективе части поверхности штемпеля, полученной способом печатания;
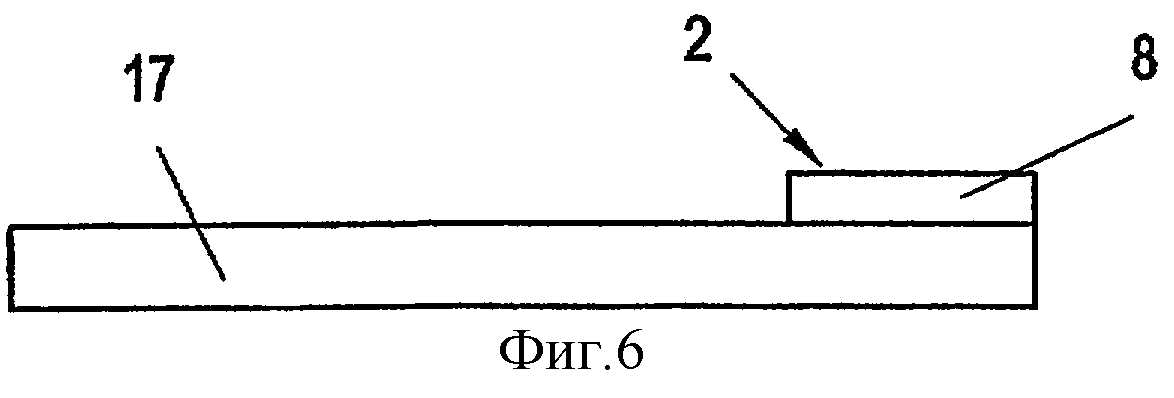
на фиг.6-8 - изображенные в разрезе различные формы выполнения штемпеля, изготовленного способом печатания.
Предложенное в соответствии с изобретением устройство для изготовления штемпеля 1, формной пластины и т.п. с поверхностью 3, содержащей печатное изображение 2, содержит устройство для печатания 4 с, по меньшей мере, одной печатающей головкой 5 с, по меньше мере, одним соплом 6. Печатающая головка 5 установлена с возможностью перемещения над поверхностью 3 предпочтительно в направлениях X, Y и Z. Возможно также выполнение, при котором печатающая головка 5 установлена неподвижно, а штемпель 1 или подложка выполнены подвижными. В емкости 7 содержится материал 8, образующий поверхность 3 штемпеля 1, формной пластины и.т., или, по меньшей мере, компонент материала 8. Через соответствующий питающий трубопровод 9 жидкий материал 8 может подаваться в печатающую головку 5. В случае необходимости в другой емкости 10 может находиться компонент 11 или добавка, подаваемая в печатающую головку 5 по питающему трубопроводу 12. В предусмотренном при необходимости смесительном устройстве 13 материал 8 перемешивается с добавкой 11 перед выпуском из печатающей головки 5. Для повышения вязкости материала 8 последний может подогреваться в нагревательном устройстве 14 в печатающей головке 5 или перед ней. Данные, необходимые для управления отдачей материала из печатающей головки 5 обычно обеспечиваются блоком 15 вычислительной машины, связанным с устройством для печатания 4 посредством устройства сопряжения 16.
Печатающая головка 5 описывает поверхность 3 штемпеля 1 и т.п. в виде, например, меандра, как это показано на фиг.2. Всюду, где согласно данным блока 15 вычислительной машины в соответствии с печатным изображением 2 на поверхности 3 штемпеля 1 должен быть сформирован рельеф, через сопла 6, по меньшей мере, одной печатающей головки 5 по каплям происходит отдача жидкого и отверждаемого материала 8.
Как показано в разрезе на фиг.3, посредством отдачи по каплям жидкого отверждаемого материала 8 на поверхности 3 штемпеля 1 соответственно формируется слой материала 8. Этот процесс повторяется многократно, вследствие чего несколько слоев материала 8 расположены друг над другом и тем самым образуют печатное изображение 2 штемпеля 1. Для ускорения отверждения жидкого материала 8 после его нанесения на поверхность 3 штемпеля 1 можно после нанесения осуществлять, например, охлаждение каждого слоя материала 8. Кроме того, можно, как показано на фиг.3, с целью оптимального формирования слоев смещать печатающую головку 5 от слоя к слою на незначительное расстояние, соответствующее примерно половине ширины капли.
Согласно фиг.4 предусмотрена возможность от слоя к слою уменьшать ширину нанесенного материала 8, что позволяет формировать более тонкие структуры штемпелей и, кроме того, повышать устойчивость образующихся перемычек печатного изображения.
На фиг.5 показан вид в перспективе изготовленного в соответствии с изобретением штемпеля 1, у которого из жидкого и отверждаемого материала 8 способом печатания на поверхности 3 образовано печатное изображение 2.
Фиг.6 показывает в разрезе штемпель 1, у которого материал 8, образующий печатное изображение 2, нанесен способом печатания на подложку в виде стеклянной пластины 17.
Согласно фиг.7 печатное изображение 2 вместе с подложкой из материала 8 нанесено на подложку в виде пластины-основы 18. Пластина-основа 18 в этом случае остается на штемпеле 1 или же формной пластине.
В варианте согласно фиг.8 материал способом печатания нанесен на рабочую пластину 19, которая может быть выполнена, например, из мягкого полимера. Рабочая пластина 19 соединяется с пленкой-основой 20, предназначенной для уменьшения искажений отпечатка.
Для того чтобы за один рабочий прием изготовить несколько штемпелей 1 с одним и тем же печатным изображением 2, несколько печатающих головок 5 могут быть соединены между собой и управляться одним блоком 15 вычислительной машины. Способ для изготовления штемпелей 1, формных пластин и т.п., предложенный согласно изобретению, обеспечивает простое, быстрое и дешевое изготовление штемпелей 1 и т.п., в том числе и в небольшом количестве штук. Кроме того, в предложенном способе не возникает загрязнений, поскольку в противоположность известным способам изготовления не происходит съема материала. Дальнейшей обработки, как, например, отсос снимаемого материала или последующая очистка поверхности штемпеля, не требуется. При использовании специальных материалов для формирования поверхности штемпеля способом печатания можно также изготавливать штемпели с интегрированной штемпельной подушкой, так называемые самоокрашивающие штемпели "self-ink". В таких штемпелях чернила диффундируют через поры материала штемпеля к его поверхности.
Реферат
Изобретение касается способа и устройства для изготовления штемпеля (1), формной пластины и т.п. с поверхностью (3), содержащей печатное изображение (2) и изготавливаемой послойным нанесением жидкого и отверждаемого материала (8) на подложку. Для создания подобного способа изготовления, с помощью которого штемпели можно изготавливать просто и дешево, в том числе и в небольшом количестве штук, предусмотрено устройство для печатания (4) с, по меньшей мере, одной многократно перемещаемой над поверхностью (3) штемпеля (1) печатающей головкой (5) с, по меньшей мере, одним соплом (6) для послойного формирования способом печатания поверхности (3) из жидкого и отверждаемого материала (8), например полимера. 2 н. и 22 з.п. ф-лы, 8 ил.
Комментарии