Способ нанесения защитного покрытия на стеклянную бутыль - SU1071215A3
Код документа: SU1071215A3
Чертежи

Описание
7
ю ел
Изобретение относится к изготовлению защитных покрытий на стеклянную тару, например бутыли.При изготовлении стеклянной тара важно насколько возможно сохранить ее первоначальную прочность и состоя ние.
Известны способы нанесения защитного покрытия на цилиндрические изделия путем изготовления полимерного рукава, наложения его на цилиндричес кую поверхность и нагрева изделия }
Однако способ при нанесении покрытия не исключает складкообразования , что снижает качество /покрытия и ухудшает его внешний вид,
Наиболее близким к предлагаемому является способ нанесения защитного покрытия на тару путем наложения ленточного биакснального ориентированного термоусажйвающегося полимерного материала на покрываемое изделие и его нагрева 2.
Известный способ также не. исключает складкообразования покрытия.
Цель изобретения - исключение складкообразования полимерного материала при нанесении покрытия на бутыль
Поставленная цель достигается тем, что согласно способу нанесения защитного покрытия на стеклянную бутыль путем наложения ленточного биак сиальнр ориентированного термоусажйвающегося полимерного материала на покрываемое изделие и его нагрева, ленточный биаксиально ориентированный термоусаживающийся полимерный материал накладывают в виде предварительно свернутой внахлест цилиндрической заготовки с ориентацией в окружном направлении по меньшей мере в два раза больше, чем в осевом направ лении, причем конец заготовки располагают ниже дна бутыли.
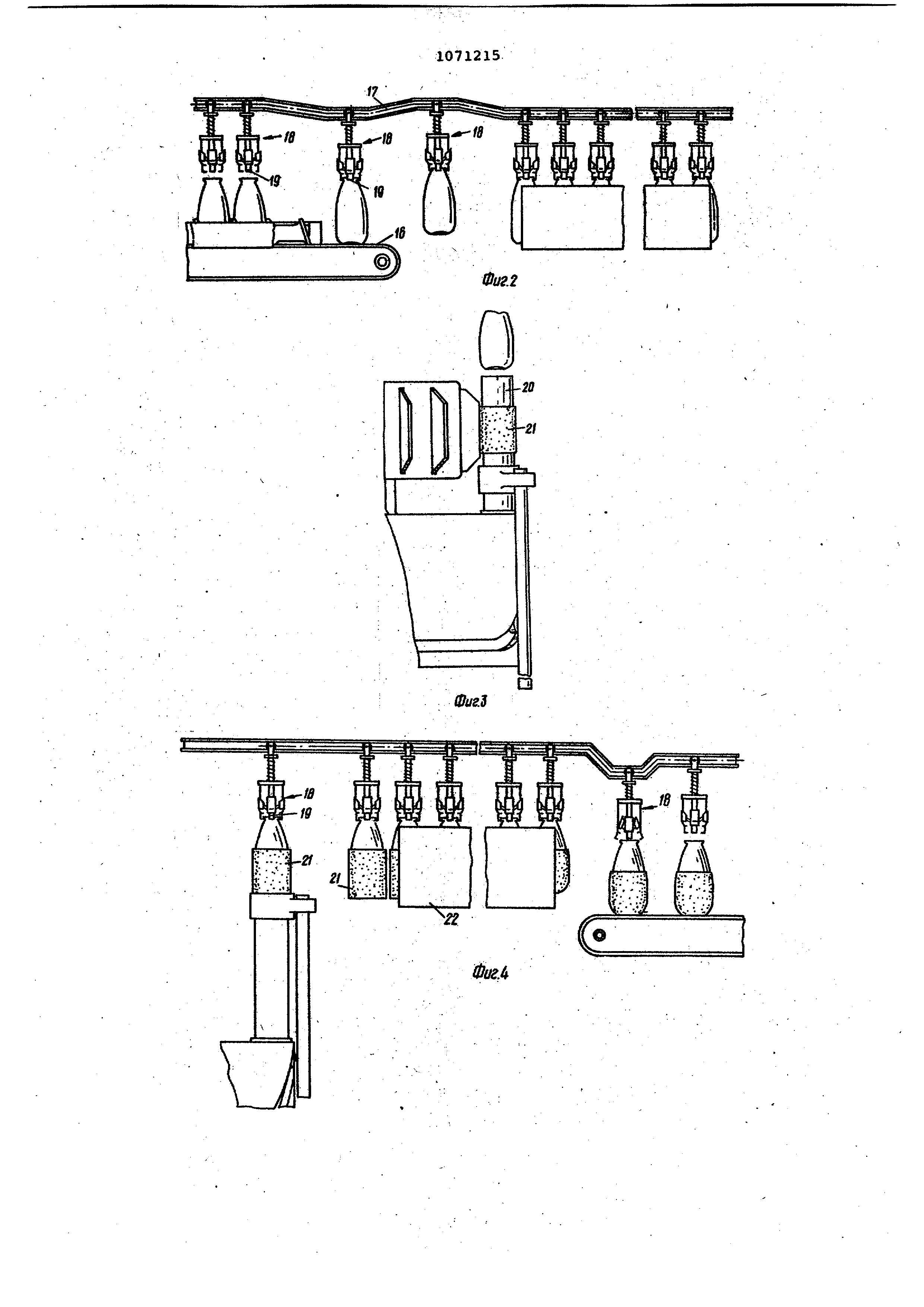
На фиг. 1 показано устройство для изготовления полотна термопластичного покрытия бутыли; на фиг. 2 - устройство для транспортирования бутылей; на фиг. 3 - устройство для намотки заготовки на оправку в виде гильзы; на фиг. 4 - устройство для надевания гильзы на бутыль, транспор тирование ее на нагрев и отбор готорых изделий; на фиг. 5 - расположение гильзы на бутыли; на фиг. 6 готовая бутыль, разрез.
Способ нанесения защитного покрытия на стеклянную бутыль заключается а получении термопластичного вспененного материала, например полистирола , методом экструзии. Полистирол засыпают в бункер 1 (фиг.1) и из головки 2 экструд ра 3 он выходит в виде трубки, разрезаемой с двух сторон на два полотна 4. Полотна 4 проходят систему ориентирующих валков 5-7,калибрующее устройство 8 и посредством направляющих валков
9 - 14, наматываются в рулон 15. Ориентацию полотен 4 осуществляют таким образом, чтобы будущая заготовка, образующая на бутыли покрытие, была ориентирована в окружном н-аправлении по меньшей мере в два раза больше, чем в осевом направлении. Такая ориентация обеспечивает при нагреве заготовки создание в окружном направлении большего усилия обжатия. Кромки ленты обрезают, ширина ленты должна быть кратной размеру по высоте заготовки для получения покрытия бутшш. На рулоны полотен 4 наносят на печат Htax машинах этикетку или любое изображение . Рисунок располагают на ленте с учетом размеров заготовки по длине и ширине. Затем полотна 4 режут по ширине на ленты, ширина которых равна высоте заготовки. Бутыли, подвергаемые обработке, конвейером 16 подают к носителю 17 патронов 18, которые захватывают их губками 19 за горловину, обеспечивая перемеще ,ние каждой бутыли по заданной траектории (фиг. 2).
Бутыли для предварительного нагрева проходят через нагревательный тоннель , содержащий источник тепла, например циркулирующий воздух. Нагрев осуществляют по меньшей мере до температуры 80-150°С (для полистирола до 105°С), причем в каждом конкретном случае температуру выбирают в зависимости от типа материала и толщины заготовки. Нарезанную из ленты заготовку наматывают внахлест на вращающуюся оправку 20 (фиг. 3). Затем полученную цилиндрическую гильзу 21 снимают с оправки 20 и одевают на бутыль, расположенную над ней в патроне 18, положение и cKopoicTb которых синхронизирована с намоткой гильз 21 на оправках 20 (фиг. 4). Гильзу 21 надевают на бутыль таким образом, чтобы часть ее по высоте располагалась ниже дна бутыли (фиг.5) Затем бутыль с гильзой носителем подается в печь 22, в которой вертикально под бутылями циркулирует горячий воздух (фиг. 4). температуру воздуха выбирают в зависимости от типа материала, толщины заготовки и времени нагрева. При нагреве термопластичный материал дает усадку и обжимает бутьшь, а выступающая за дно часть гильзы 21 обтягивает дно, образуя амортизирующее кольцо (фиг.б) Этому способствует наличие различной степени ориентации в окружном и осевом направлениях заготовки. На выходе бутыль прижимают дном к опорной поверхности, выравнивая все неровности и придавая ей устойчивость Затем бутыли поступают на упаковку. Реализация изобретения позволяет получить бутыли с полимерным защитным покрь1тием без его складкообразования.

Реферат
СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА .СТЕКЛЯННУЮ БУТЫЛЬ путем наложения ленточного биаксиально ориентированного термоусаживакяцегося полимерного материала на покры ае мое изделие и его нагрева, отличающийся тем, что, с целью исключения,складкообразования, полимерного материала при нанесении покрытия на бутыль,ленточный биаксиально ориентированный термоусаживающийся полимерный материал накладывают в виде предварительно свернутой Внахлест цилиндрической заготовки с ориентацией в окружном напра:влении по меньшей.мере в два раза больше, чем в осевом направлении, причем ко .нец заготовки располагают ниже дна КО бутыли.

Комментарии