Способ и устройство для наклеивания этикеток на емкости - RU2426677C2
Код документа: RU2426677C2
Чертежи














Описание
Предпосылки создания изобретения
Давно известно нанесение пластмассовых или других термоусадочных этикеток на бутылки и другие емкости посредством обертывания отрезка материала термоусадочной этикетки вокруг емкости для формирования рукава вокруг указанной емкости и затем нагревания рукава, чтобы вызвать его усадку для обеспечения межповерхностного контакта с боковой стенкой емкости. При формировании рукава важно обеспечить оптимальное скрепление в шве. Это достигается посредством перекрывания кромок и скрепления внутренней поверхности короткой части, находящейся рядом с одной кромкой, с наружной поверхностью короткой части, находящейся рядом с другой кромкой, с помощью растворителя, клея или термосклеивания. См., например, патент США №5415721, раскрытие которого включено в данный материал посредством ссылки.
В соответствии с одним широко используемым способом отрезок материала этикетки обертывают вокруг оправки и скрепляют. Затем скрепленный рукав помещают на емкость сверху или снизу. Емкость и этикетка затем подвергаются нагреванию, обеспечивая усадку рукава из материала этикетки по контуру емкости. Поскольку использовалась отдельная оправка для формирования рукава, то рукав можно было разместить на емкостях довольно сложной формы и затем подвергнуть усадке.
В соответствии с другим способом известного уровня техники отрезок сырьевого материала этикетки обертывается вокруг емкости, клей используется для скрепления передней и задней кромок этикетки друг с другом и затем соединение нагревается с целью усадки рукава на емкости, образуя этикетку. Хотя в данном устройстве используется дешевый способ наложения усадочной этикетки на емкость, оно ограничивается емкостями, имеющими по существу цилиндрические формы. Таким образом, в этом случае исходный материал этикетки был обернут вокруг емкости и скреплен с использованием емкости в качестве оправки для обертывания в отличие от описанного выше способа, в котором рукав был образован посредством обертывания отрезка этикетки вокруг оправки.
В первом описанном способе большая очень дорогая машина была необходима для выполнения требуемых задач. В одной группе таких машин использовались горячие сварочные прутки для скрепления передней и задней кромок для образования шва рукавов на оправке. При изменении способа с использованием оправки горячий воздух направлялся на заданный участок скрепления. В обоих этих случаях (горячий пруток, горячий воздух) сложность скрепляющего устройства не только требовала дорогостоящих механических устройств, переход от одного размера или конструкции емкости к другому размеру требовал длительных периодов времени для изменений механической части дорогостоящей инструментальной оснастки. Кроме того, требовался длительный период времени для установления скорости и соответствующей температуры для термосклеивания, приводя к большому количеству дорогостоящих образуемых отходов. Компании, использующие способ формирования рукава с использованием оправки, обычно тратили много времени на одну и ту же емкость. В результате время запуска, затраты на инструментальную оснастку и процент брака не являлись основными проблемами.
В настоящем изобретении предлагаются способ и устройство, способное наклеивать этикетки на емкости сложной формы, что может быть сделано при помощи способа формирования рукава с использованием оправки при уменьшении затрат, сложности оборудования и времени запуска, необходимого при таком способе формирования рукава с использованием оправки. Настоящее изобретение также обеспечивает уменьшение затрат на инструментальную оснастку, время запуска машины и уменьшение образования отходов.
Устройство настоящего изобретения включает автономный механизм для осуществления скрепления короткого участка (1/4"-3/8") сырьевого материала этикетки, смежного с задней кромкой, с коротким участком сырьевого материала этикетки, смежного с передней кромкой, для формирования цилиндрического рукава, который может быть размещен на емкости и подвергнут термоусадке на ней для формирования этикетки. Автономный механизм приводится в действие (или механически, или электрически) для синхронизации с барабаном с оправками и предназначен для подачи нагретой поверхности, потока горячего воздуха, растворителя или клея в место скрепления между перекрытием участка передней кромки и участка задней кромки материала этикетки при полной его обмотке вокруг оправки.
В соответствии с одним вариантом осуществления насадка вращается на одном вращающемся барабане со скоростью, которая соответствует скорости оправки с обернутой этикеткой, вращающейся на барабане с оправками, и в результате действия кулачка обеспечивает задержку «конца» насадки на участке скрепления для подачи средств для скрепления участка передней кромки с участком задней кромки и затем в результате действия кулачка отводится от участка скрепления. Во время работы насадка согласовывает скорость перекрывания этикетки, задержки относительно барабана для части вращения барабана при подаче нагревательного или другого клеящего средства в зазор, который моментально образуется между участком заднего конца и участком переднего конца, и затем отводится назад. Механизм вращает ряд скрепляющих устройств одновременно с различными оправками на барабане, на котором установлены оправки.
Поскольку насадки установлены на вращающемся барабане, который отделен от устройства для обертывания барабана с оправками, то он имеет значительно меньшую массу по сравнению с машинами барабанного типа известного уровня техники. В нем могут быть быстро достигнуты рабочая температура и скорость, таким образом, уменьшая время запуска всего процесса.
Раскрытие изобретения
Настоящее изобретение относится к прикреплению этикетки из термоусадочной пластмассы или другого усадочного материала к емкости посредством первого обертывания отрезка сырьевого материала этикетки вокруг оправки для формирования рукава, скрепления короткого участка заднего конца сырьевого материала этикетки с коротким участком переднего конца, перемещения рукава на емкость и усадки рукава вокруг емкости. Согласно одному варианту осуществления предусмотрено перемещение вращающихся оправок, которые принимают сырьевой материал этикетки, на вращающемся барабане, который расположен рядом со вторым вращающимся барабаном, на котором установлено множество насадок, содержащих передние элементы, расположенные для вставки в зазор между коротким участком переднего конца и коротким участком заднего конца сырьевого материала этикетки, когда такой сырьевой материал этикетки обернут вокруг оправки. Насадки или направляют тепло в такой зазор для смягчения сырьевого материала этикетки, так что участок заднего конца будет приклеиваться к наружной поверхности участка переднего конца, когда такие участки приводятся в контакт друг с другом, или подают клей на одну из наружной поверхности участка переднего конца или внутренней поверхности участка заднего конца или на оба из них, так что участок заднего конца будет приклеиваться к наружной поверхности участка переднего конца, когда такой участок заднего конца приводится в контакт с ним.
В соответствии с одним вариантом осуществления насадка для подачи или тепла, или клея в такой зазор перемещается на вращающемся барабане при помощи кулачкового механизма, который перемещается в двух криволинейных канавках, образованных в неподвижном элементе. Контур криволинейных канавок является таким, что обеспечивает расположение переднего элемента насадки в зазоре между передним и задним концами отрезка сырьевого материала этикетки, обернутого на оправку, на коротком расстоянии по дуге перемещения, порядка 20-40° с предпочтительной длиной перемещения по дуге, составляющей порядка 30°.
В соответствии с другим вариантом осуществления вместо использования насадки для прохождения в зазор, мгновенно образуемый между участком переднего конца материала этикетки и участком заднего конца материала этикетки при обертывании материала этикетки вокруг оправки, скрепление участка заднего конца с участком переднего конца может осуществляться посредством использования нагревательного элемента или токоприемника в оправке. Токоприемник нагревается до температуры, достаточно высокой для обеспечения поверхностного соединения между перекрывающимися участками переднего конца и участком заднего конца, когда они приводятся в поверхностный контакт. Валик или кольцевой войлок, прижатый к перекрывающимся участкам переднего и заднего концов на оправке, может быть использован для прижатия части заднего конца для обеспечения поверхностного контакта с частью переднего конца.
В соответствии с одним вариантом осуществления токоприемник может быть нагрет посредством индукционного нагрева индукционной катушкой, расположенной на незначительном расстоянии от оправки и этикетки, обернутой вокруг нее. Предпочтительно, поверхность токоприемника незначительно утоплена относительно наружной периферии цилиндрической оправки для обеспечения того, что обернутая этикетка не будет контактировать с нагретой поверхностью токоприемника до тех пор, пока соединенные внахлестку части переднего и заднего концов не будут прижаты при помощи уплотнительного валика, ленты или другого средства для прижатия их в поверхностный контакт.
Другие цели и преимущества настоящего изобретения станут понятны специалистам в данной области техники при изучении нижеследующего подробного описания предпочтительных вариантов осуществления и сопроводительных чертежей.
Краткое описание чертежей
Фиг.1 - вид сверху всего устройства для наклеивания этикетки на емкость в соответствии с настоящим изобретением.
Фиг.2 - вид в частичном разрезе, показывающий емкость с рукавом вокруг нее непосредственно после передачи с оправки на емкость, но перед термоусадкой.
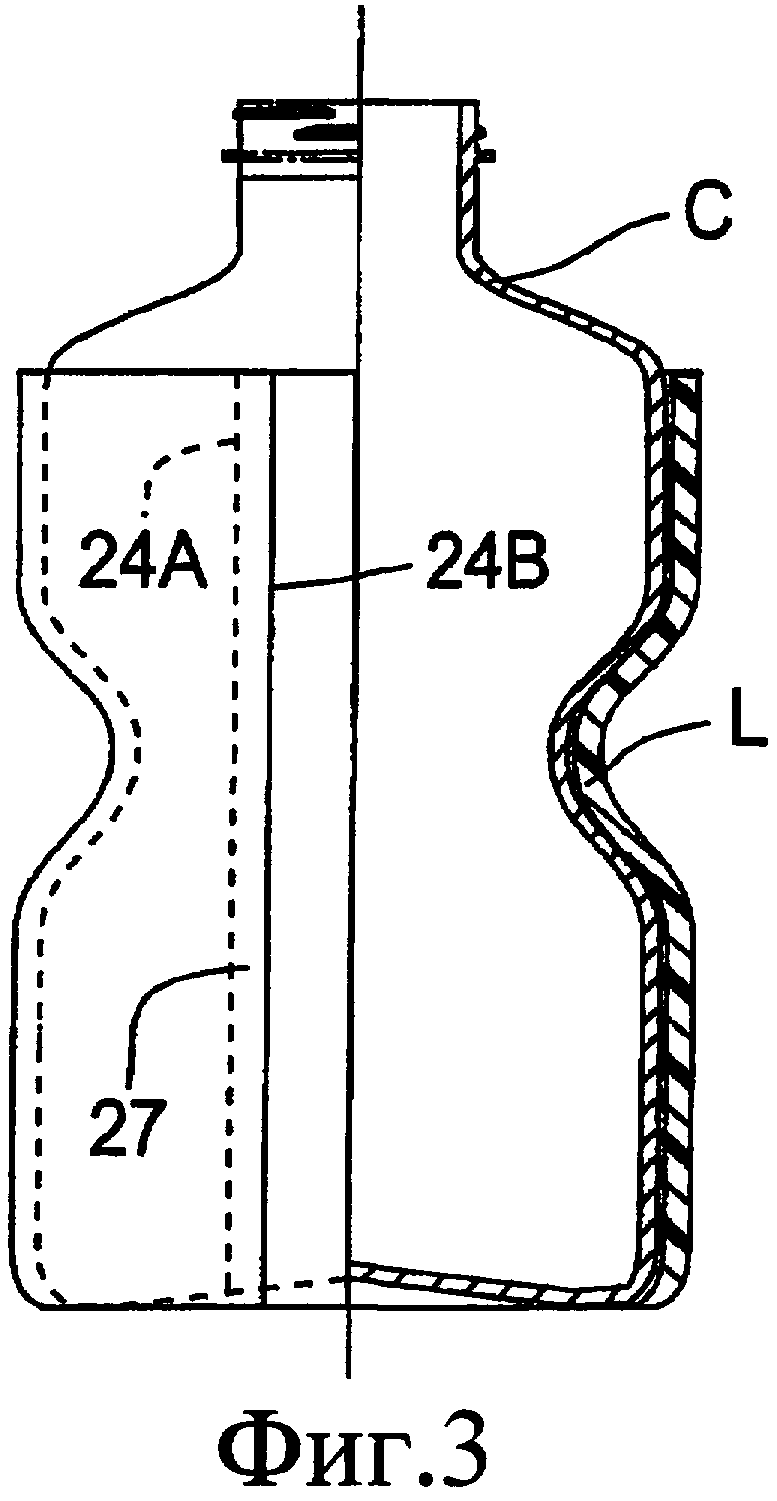
Фиг.3 - вид в частичном разрезе, показывающий емкость после нагревания и усадки рукава для формирования этикетки в плотном прилегании к боковой стенке емкости.
Фиг.4 - частичный вид сверху, показывающий заготовку этикетки, намотанную вокруг оправки, перемещаемой на вращающемся барабане, и распределительную насадку, перемещаемую на втором барабане, содержащем пару кулачков, причем каждый зацеплен с криволинейной канавкой.
Фиг.5 - вид в вертикальном разрезе части устройства, показанного на фиг.4.
Фиг.6 - схематический вид траекторий, описываемых (1) наружной поверхностью оправок и (2) насадками.
Фиг.7 - измененный вариант осуществления, в котором распределительная насадка жестко установлена на втором барабане, так что передний или подающий конец насадки перемещается только по круговой траектории и располагается в зазоре между задней кромкой и передней кромкой материала этикетки только, например, когда круговая траектория, по которой перемещается наружная кромка оправки, и круговая траектория подающего конца насадки не совмещаются.
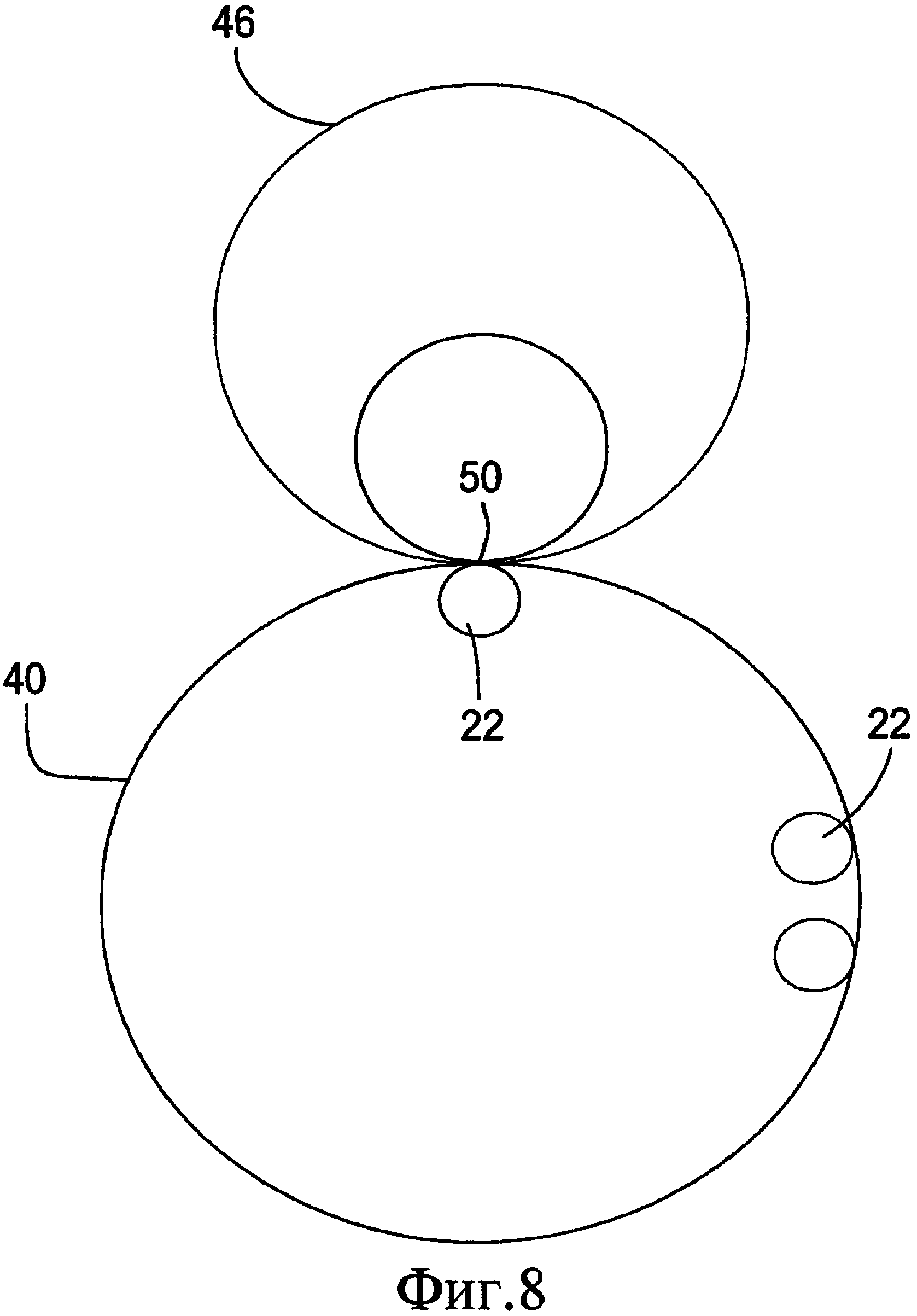
Фиг.8 - схематический вид траекторий, по которым перемещаются (1) наружная поверхность оправок и (2) насадки для варианта осуществления на фиг.7.
Фиг.9 - вид сверху, иллюстрирующий дополнительный вариант осуществления с нагревателем в отдельной части оправки.
Фиг.10 и 11 - схематические виды, иллюстрирующие позиционирование насадки в зазоре в различных положениях на дуге в соответствии с вариантом осуществления на фиг.4-6.
Фиг.12 - вид сверху модифицированной насадки.
Фиг.13 - измененный вариант осуществления, показывающий использование токоприемника, установленного в оправке, и индукционную катушку для нагревания токоприемника.
Фиг.14 - перспективный вид с пространственным разделением деталей, показывающий оправку и токоприемник.
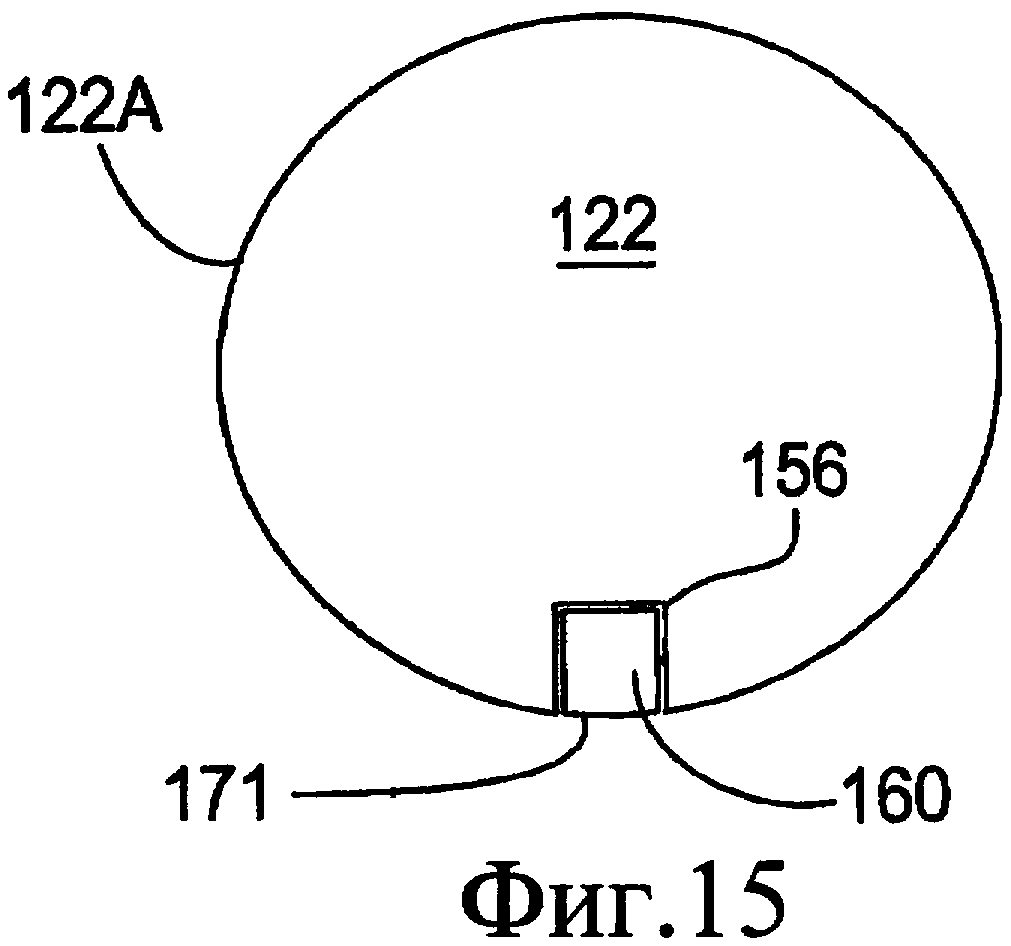
Фиг.15 - вид сверху оправки с токоприемником, расположенным в ней.
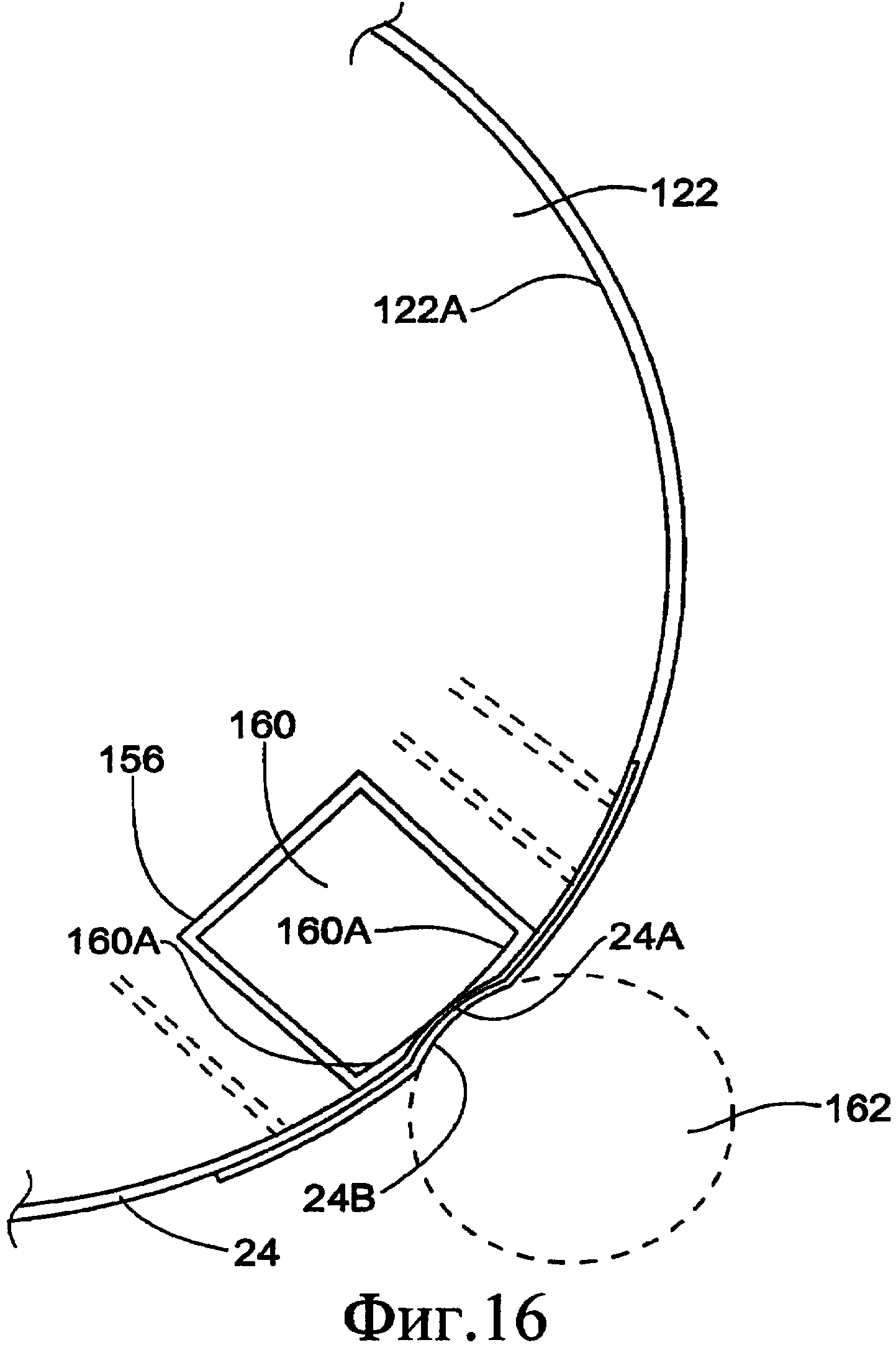
Фиг.16 - вид сверху части оправки и токоприемника и прикатывающего валика.
Фиг.17А и 17В - виды, иллюстрирующие вакуумные отверстия в оправке рядом с выемкой для вмещения токоприемника.
Подробное описание предпочтительного варианта(ов) осуществления
Как показано на фиг.1, схематически изображено устройство для прикрепления этикеток к емкости С в соответствии с идеями настоящей патентной заявки. Емкости С подаются на конвейер 10 и передаются при помощи подающего червяка 12 на вращающийся барабан 14, содержащий множество гнезд 16 для приема емкостей С и передачи их посредством вращательного движения по часовой стрелке барабана 14 на участок для наклеивания этикеток (не показан), на котором материал 24 этикеток, сформированный в цилиндрические рукава S, как описано ниже, перемещается на емкости С для подачи на второй конвейер 18 и участок для нагревания (не показан), на котором такие цилиндрические рукава подвергаются усадке для обеспечения плотного прилегания к наружной поверхности емкостей С. Предпочтительно, материалом 24 этикеток является пенополистирол. Однако могли бы использоваться другие разнообразные термоусадочные материалы.
Барабан 20 с оправками расположен над барабаном 14 и емкостями С, удерживаемыми в его гнездах 16, который способен вращаться в направлении против часовой стрелки вокруг оси А. Барабан 20 с оправками содержит множество обращенных наружу гнезд 21, в каждом из которых расположена оправка 22. Оправки 22 установлены для вращения в направлении против часовой стрелки в гнездах 21 при вращении барабана 20 с оправками в направлении против часовой стрелки.
Таким образом, каждая оправка 22 вращается против часовой стрелки вокруг своей собственной продольной оси L в своем соответствующем гнезде 21 барабана 20 с оправками, когда барабан 20 с оправками перемещает их против часовой стрелки вокруг оси А. В дополнение к расположению на большей высоте по сравнению с барабаном 14, перемещающим емкости С, барабан 20 с оправками установлен таким образом, что, когда гнезда 21 и оправки 22, перемещаемые таким образом, достигают приблизительно положения стрелок, соответствующего «двум часам» при каждом вращательном движении, каждая оправка 22 будет в течение короткого периода перекрывать гнездо 16 перемещающегося по часовой стрелке барабана 14 и перекрывать емкость С, удерживаемую в нем. В интервале, в котором оправка 22 перекрывает емкость С, цилиндрический рукав, перемещаемый такой оправкой 22, соскальзывает вниз с оправки на емкость С. Емкости с по существу цилиндрическими рукавами, подвинутыми по ним, затем передаются последовательно из гнезда 16 барабана 14 на барабан для съема (не показан), содержащий гнездо или другое средство для съема, хорошо известное в области техники, и подаются на конвейер 18. Конвейер 18 будет подавать емкости С с рукавами, свободно расположенными на них, на участок для нагревания, на котором такие рукава нагреваются до температуры, при которой они будут давать усадку, входя в контакт с наружной поверхностью соответствующей емкости, включая те части емкости, которые вдавлены относительно частей емкости С, имеющих больший диаметр.
Фиг.2 - вид в частичном разрезе, на котором показана емкость С с рукавом S вокруг нее сразу после переноса с оправки 22 на емкость С, но перед термоусадкой. Рукав S имеет шов 27, образованный посредством наложения заднего конца 24В материала этикетки на передний конец 24А. Фиг.3 - вид в частичном разрезе, на котором емкость С показана после нагревания и усадки рукава для формирования этикетки L при плотном прилегании с боковой стенкой емкости С. Необходимо отметить, что этикетка входит в контакт со всеми частями расположенной внизу поверхности стенки, включая те части, которые имеют меньший диаметр, чем соседние части.
На фиг.4 и 5 показан один вариант выполнения устройства для наложения отрезка сырьевого материала 24 этикетки на оправку 22, способную вращаться в гнезде 21 барабана 20 с оправками. Сырьевой материал 24 этикетки отрезается от рулона сырьевого материала по длине, соответствующей диаметру емкости С, на которую он должен быть наложен. В соответствии с настоящим изобретением длина сырьевого материала 2-4 этикетки, используемая для конкретной емкости, будет зависеть от размера такой емкости и будет приблизительно на 1/4-3/8 дюйма больше, чем длина окружности рукава S. Длина окружности рукава S определяется ее диаметром, который незначительно больше емкости С при ее максимальном диаметре, так что рукав S может легко скользить по ней.
Как показано на фиг.4, передняя кромка 24А сырьевого материала 24 этикетки зацепляется с вращающейся оправкой 22, и сырьевой материал 24 этикетки обертывается вокруг оправки 22 при ее вращении. При завершении оправкой 22 поворота на 360° области, которая зацепляется передним концом 24А, задний конец 24В сырьевого материала 24 этикетки и короткая длина рядом с ним (порядка 1/4-3/8 дюйма) будут перекрываться, но не будут контактировать с передним концом 24А и подобной длиной (1/4-3/8 дюйма) рядом с ним, таким образом оставляя зазор G между задним концом 24В и короткой длиной рядом с ним и передним концом 24А и короткой длиной рядом с ним. Поскольку оправка 22 продолжает свое вращение вокруг своей продольной оси L, такой задний конец 24В и соседний участок будут прижиматься и обеспечивать контакт с наружной поверхностью переднего конца 24А и его соседнего участка, таким образом закрывая зазор G и уплотняя такие соседние участки для формирования шва 27, как показано на фиг.2. В течение этого времени барабан 20 с оправками вращается в направлении против часовой стрелки вокруг оси А, так что наружная часть оправок 22 перемещается по круговой траектории 40. Передний конец 24А и находящаяся рядом с ним короткая длина, образующие одну сторону зазора G, также проходят по такой круговой траектории.
В соответствии с настоящим изобретением во время короткого интервала, в котором существует зазор G до его закрытия посредством прижатия участка заднего конца 24В для вхождения в контакт с участком переднего конца 24А, следующая одна за другой насадки из множества насадок 26 вводятся в такой зазор G и будут или вдувать в такой зазор горячий воздух с температурой, достаточной для нагревания любого из участков переднего конца 24А или заднего конца 24В или обоих участков, до температуры, достаточной для приклеивания такого участка заднего конца 24В к участку переднего конца 24А для образования, таким образом, шва 27 (см. фиг.2), или насадка 26 может впрыскивать растворитель или клей в зазор G для образования, таким образом, клеевого шва 27.
Устройство для перемещения каждой из соответствующих насадок 26 в последовательные зазоры G и из них содержит для каждой насадки 26 рычаг 28, который установлен с возможностью поворота на оси 41 поворота на элементе 30 с возвратно-поступательным движением, который установлен на вращающемся барабане 36. Элемент 30 с возвратно-поступательным движением способен перемещаться радиально внутрь и наружу по направлению к барабану 20 с оправками и от него при помощи кулачка 31, расположенного в криволинейной канавке 32. Второй кулачок 33 расположен во второй криволинейной канавке 34. Криволинейные канавки 32 и 34 образованы в неподвижной пластине 38, расположенной под барабаном 36. Вторая криволинейная канавка 34 имеет такой контур, что обеспечивает поворот рычага 28 вокруг оси 41 поворота из первого положения, в котором насадка 26 расположена на расстоянии от зазора G (показано пунктирными линиями на фиг.4), во второе положение, в котором насадка 26 расположена в зазоре G (показано сплошными линиями на фиг.4), когда первая криволинейная канавка 32 обеспечивает перемещение первым кулачком 31 рычага 28 и насадки 26 радиально наружу в положение, в котором насадка 26 может перемещаться в зазор G.
Рычаг 28, элемент 30 с возвратно-поступательным движением и кулачки 31 установлены на вращающемся барабане 36, который способен вращаться по часовой стрелке, как показано стрелкой 39, вокруг оси В (см. фиг.1, 4, 5 и 6). Криволинейные канавки 32 и 34 проходят по круговой траектории в неподвижной пластине 38 на всех участках за исключением короткого участка, изображенного на фиг.4, на котором каждая из них имеет контур для прохождения вдоль обратных траекторий 32R и 34R по дуге, которые параллельны траектории 40 по дуге, по которой перемещаются наружные части оправок 22, когда они вращаются барабаном 20 с оправками. Поскольку вращающийся барабан 36 вращается в направлении часовой стрелки, как показано стрелкой 39, кулачки 31 и 33 перемещаются в своих соответствующих криволинейных канавках 32 и 34, которые заставляют их выдвигаться радиально наружу, когда кулачки 31 и 33 находятся соответственно на обратных криволинейных траекториях 32R и 34R, и отводиться радиально внутрь по направлению к оси вращающегося барабана 36, когда они находятся за пределами обратных криволинейных траекторий 32R и 34R. Перемещение кулачка 33 по обратной криволинейной траектории 34R также заставляет рычаг 28 поворачиваться вокруг оси 41 поворота и перемещать насадку 26 сначала в зазор G и затем из зазора G.
В результате перемещения кулачков 31 и 33 по обратным криволинейным траекториям 32R и 34R соответствующих криволинейных канавок 32 и 34 траектория, по которой перемещается насадка 26, будет по существу такой же, как траектория, по которой перемещается наружная поверхность вращающихся оправок 22 в течение более длительного периода времени по сравнению с тем, как было бы возможно, если бы насадка 26 перемещалась по фиксированной круговой траектории во время своего вращательного движения, сообщаемого вращающимся барабаном 36. Предпочтительно, длина обратных криволинейных траекторий 32R и 34R составляет приблизительно 45° барабана 36. Однако она могла бы составлять 55°. Полагая, что барабан 20 с оправками имеет диаметр 32 дюйма, а вращающийся барабан 36 имеет диаметр 24 дюйма, насадка 26 будет оставаться в зазоре G для длины приблизительно 30-40° перемещения по дуге оправок 22. Это дает возможность насадке 26 вдувать горячий воздух в зазор G в течение более длительного периода времени по сравнению с тем, как было бы возможно, если бы насадка перемещалась по простой круговой траектории при фиксированном радиусе от оси В вращающегося барабана 36.
Как описано выше, в результате отличительной особенности наружного конца рычага 28, содержащего второй кулачок 33, перемещающийся во второй криволинейной канавке 34, рычаг 28 принудительно поворачивается незначительно относительно оси 41 своего соединения с элементом 30 с возвратно-поступательным движением. В результате рычаг 28 будет перемещаться на короткое расстояние в направлении часовой стрелки, когда кулачок 33 изменяет направление при своем перемещении с круговой траектории криволинейной канавки 32 на траекторию, проходящую по обратной криволинейной части траектории 34R канавки, для перемещения насадки 26 в положение в зазоре G между участком переднего конца 24А сырьевого материала 24 этикетки и участком заднего конца 24В. Когда кулачок 33 достигает противоположного конца обратной криволинейной траектории 34R, изменяющейся от обратной кривой обратно к выпуклой наружу криволинейной траектории, кулачок 33 заставляет рычаг 28 незначительно перемещаться назад в направлении против часовой стрелки для удаления насадки 26 из зазора G непосредственно до прижатия участка заднего конца 24В сырьевого материала 24 этикетки в плотный контакт с участком переднего конца 24А.
На фиг.6 показан схематический вид, иллюстрирующий в нижней части круговую траекторию 40 перемещения, по которой перемещаются наружные диаметры оправок 22 при их вращении на барабане 20 с оправками вокруг оси А. Фиг.6 иллюстрирует в верхней части траекторию, по которой перемещается конец каждой насадки 26 при ее вращении на вращающемся барабане 36 вокруг оси В. Как можно видеть на фиг.6, насадка 26 перемещается при помощи вращающегося барабана 36 по выпуклой наружу круговой траектории 42 приблизительно большую часть ее цикла вращения и несимметричной вогнутой внутрь траектории 44 (внутрь по направлению к оси В) на более короткое расстояние, приблизительно 45°, перемещения. Вследствие разных диаметров вращающегося барабана 36 и барабана 20 с оправками длина дуги перекрытия вогнутой внутрь траектории 44 насадки 26 в результате обратных криволинейных траекторий 32R и 34R составляет приблизительно 30° дуги относительно барабана 20 с оправками и его круговой траектории 25 вокруг оси А. Предпочтительно, вращающийся барабан 36 имеет диаметр приблизительно 24 дюйма, и на нем установлено двенадцать насадок 26. В отличие от этого барабан 20 с оправками может иметь диаметр приблизительно 32 дюйма с восемнадцатью оправками 22, установленными на нем.
На фиг.7 показан измененный вариант осуществления, в котором насадка 26 жестко установлена на вращающемся барабане 36, так что конец 26Т насадки 26 перемещается по постоянной круговой траектории 46 вокруг оси В вращающегося барабана 36. В результате круговая траектория 46 конца 26Т насадки не перекрывается с круговой траекторией 40 наружной поверхности оправок 22, вращающихся вокруг оси А. В соответствии с данным вариантом осуществления конец 26Т насадки располагается в зазоре G только на мгновение. Это очевидно приводит к более короткому периоду времени для нагревания или подачи растворителя или клея, чем предусмотрено в варианте осуществления на фиг.4-6. В соответствии с данным вариантом осуществления в случае нагревания нагретый воздух имеет более высокую температуру, чем воздух, используемый в варианте осуществления на фиг.1-4. Кроме того, для нагревания участков переднего конца 24А и заднего конца 24В сырьевого материала 24 этикетки соответствующий барабан 20 с оправками и вращающийся барабан 36 будут приводиться в действие при более медленной скорости по сравнению с тем, как было бы возможно в соответствии с вариантом осуществления на фиг.2-4. Вариант осуществления на фиг.7 также вполне пригоден для подачи растворителя или клея в зазор G вместо горячего воздуха для образования скрепления между передним и задним концами сырьевого материала 24 этикетки.
На фиг.8 схематически изображены траектории вращения, по которым перемещаются наружный диаметр оправок 22 и конец 26Т насадки 26 в соответствии с вариантом осуществления на фиг.7. Как можно видеть, траектория 46 конца 26Т насадки является круговой и касается круговой траектории 40 наружной части оправок только в единственной точке контакта 50.
Фиг.9 изображает измененный вариант осуществления, в соответствии с которым барабан 22А с оправками содержит железный стержень 48, который нагревается при помощи электричества в результате индукции. Железный стержень 48 расположен относительно каждой оправки 22А таким образом, чтобы совмещаться с передним концом 24А и задним концом 24В сырьевого материала 24 этикетки. В результате передний конец 24А будет нагреваться при помощи железного стержня до температуры, достаточно высокой, чтобы обеспечить скрепление с ним заднего конца 24В при прижимании заднего конца 24В к переднему концу 24А при помощи уплотнительного валика.
Фиг.10 и 11 - схематические виды, иллюстрирующие позиционирование конца 26Т насадки 26 в зазорах G между передними и задними концами сырьевого материала этикетки в интервале меньше 30° с перекрытием, как описано в варианте осуществления на фиг.4-6.
Фиг.12 изображает модифицированную насадку 52, содержащую канал 54, проходящий в ее конец 52Т, для прохождения нагретого воздуха в зазор между передним и задним концами сырьевого материала этикетки, обернутого вокруг оправки. Канал 54 рядом с концом 52Т раздваивается для образования первого выпускного отверстия 53, направляющего нагретый воздух на внутреннюю поверхность заднего конца 24В, и второго выпускного отверстия 55, направляющего нагретый воздух на наружную поверхность переднего конца 24А. Кроме того, модифицированная насадка 52 имеет покрытие из Teflon® на плоской поверхности 58 для контакта с наружной поверхностью участка переднего конца 24А сырьевого материала 24 этикетки для обеспечения нагревания под давлением таких участков переднего конца 24А.
На фиг.13-17 показан другой вариант осуществления настоящего изобретения, в котором используется другое средство для осуществления скрепления между участком переднего конца и участком заднего конца рукава при его обертывании вокруг оправки.
На фиг.13 схематически показан вид сверху модифицированного устройства для наклеивания этикеток на емкости. Емкости С подаются на конвейер 110 и передаются при помощи подающего червяка 112 на вращающийся барабан 114, содержащий множество гнезд 116 для приема емкостей С и передачи их посредством вращательного движения по часовой стрелке барабана 114 на участок для наклеивания этикеток (не показан), на котором сырьевой материал этикетки, сформированный в цилиндрические рукава, как описано ниже, перемещается на емкости С для подачи на второй конвейер 118 и участок для нагревания (не показан), на котором такие цилиндрические рукава подвергаются усадке для обеспечения плотного прилегания к наружной поверхности емкостей С.
Барабан 120 с оправками расположен выше над барабаном 114 и емкостями С, содержащимися в его гнездах 116, и вращается в направлении против часовой стрелки вокруг оси X. Как в предыдущем варианте осуществления, барабан 120 с оправками содержит множество обращенных наружу гнезд 121, в каждом из которых расположена оправка 122. Оправки 122 установлены для вращения в направлении против часовой стрелки в гнездах 121 при вращении барабана 120 с оправками в направлении против часовой стрелки. В дополнение к расположению на большей высоте по сравнению с барабаном 144, перемещающим емкости С, барабан 120 с оправками установлен таким образом, что, когда гнездо 121 и оправка 122, перемещаемые таким образом, достигают приблизительно положения, соответствующего «десяти часам» каждого вращательного движения, каждая оправка 122 будет в течение короткого периода времени перекрывать гнездо 116 перемещающегося по часовой стрелке барабана 114 и перекрывать емкость С, перемещаемую на нем. В интервале, в котором оправка 122 перекрывает емкость С, цилиндрический рукав, перемещаемый при помощи такой оправки 122, смещается вниз с оправки на емкость С. Емкости с по существу цилиндрическими рукавами, надетыми на них, затем передаются последовательно из гнезда 116 барабана 114 на конвейер 118. Конвейер 118 будет подавать емкости С с рукавами, свободно расположенными на них, на участок для нагревания, на котором такие рукава нагреваются до температуры, при которой они будут давать усадку, входя в контакт с наружной поверхностью соответствующей емкости, включая те части емкости, которые вдавлены относительно частей емкости С, имеющих больший диаметр.
В отличие от предыдущего варианта осуществления, в котором осуществлялось скрепление между участком 24А переднего конца и участком 24В заднего конца материала 24 этикетки посредством подачи скрепляющего средства в зазор между участком 24А переднего конца и участком 24В заднего конца при обертывании материала этикетки вокруг оправки, в настоящем варианте осуществления нагревается участок 24А переднего конца материала 24 этикетки при его обертывании вокруг оправки 122. Она нагревается до температуры, при которой участок 24В заднего конца может скрепляться с ним при прижатии к нему. Нагревание участка 24А переднего конца материала этикетки осуществляется при помощи горячего токоприемника 160, содержащегося в каждой вращающейся оправке 122 в ее пазу 156 (см. фиг.14 и 15). Предпочтительно, токоприемник 160, который выполнен из металла, нагревается индукционной катушкой 154, которая согнута в короткую дугу на близком расстоянии от траектории, по которой перемещается наружная поверхность оправок и материал этикетки, обернутый вокруг нее. Индукционная катушка 154 расположена в положении для нагревания токоприемника непосредственно перед достижением задним концом 24В положения, в котором перекрывается передний конец 24А. В соответствии с данным вариантом осуществления оправка 122 выполнена из термореактивной пластмассы, такой как нейлон или другая пригодная пластмасса. Как показано на фиг.13, индукционная катушка 154 может быть расположена на близком расстоянии от оправки 122, перемещающейся по траектории по дуге, параллельной траектории, по которой перемещаются наружные поверхности оправок во время вращения барабана 120 с оправками.
Как можно видеть на фиг.14-16, каждая оправка 122 выполнена с проходящим в осевом направлении пазом 156 внутрь от наружной поверхности 122А и проходящим по существу по всей высоте оправки 122. Установленный в осевом пазу 156 токоприемник 160 образован из металла, такого как сталь, который может легко нагреваться индукционной катушкой 154 при прохождении токоприемника 160 около нее во время вращения барабана 120 с оправками и оправки 122, расположенной в его гнезде 116. Токоприемник 160 имеет длину, которая по существу равна полной высоте оправки 122 для того, чтобы полная высота участка переднего конца нагреваемого материала рукава была нагрета. Предпочтительно, слой из Teflon® 171 или другого антипригарного покрытия будет подводиться к наружной поверхности токоприемника.
Как можно видеть на фиг.13 и 16, уплотнительный валик 162 установлен для (1) вращения вокруг оси Y, параллельной оси X, и (2) удаления из положения для прижатия участка 24В заднего конца материала 24 этикетки в плотный контакт с частью 24А переднего конца (и в это положение) вскоре после того, как токоприемник 160 переместится из положения, в котором он был совмещен с индукционной катушкой 154, нагревающей его.
Как можно видеть на фиг.13, вместо уплотнительного валика 162 для прижатия заднего конца 24В материала 24 этикетки в плотный контакт с передним концом 24А может быть использована лента 164, вращающаяся вокруг множества шкивов 166, для прижатия участка 24В заднего конца материала этикетки к нагретому участку 24А переднего конца.
На фиг.16 показан измененный вариант осуществления, использующий токоприемник 160 для осуществления скрепления между участком 24В заднего конца и участком 24А переднего конца. В соответствии с данным вариантом осуществления токоприемник 160 имеет размер и расположен таким образом в осевом пазу 156, что его наружная поверхность 160А слегка углублена относительно наружной цилиндрической поверхности 122А оправки 122. Посредством незначительного углубления обращенной наружу поверхности 160А токоприемника относительно такой наружной цилиндрической поверхности 122А участок 24А переднего конца материала 24 этикетки не удерживается в контакте с такой наружной поверхностью 160А токоприемника до тех пор, пока участок 24В заднего конца не будет обернут в перекрывающее положение, в это время уплотнительный валик 162 будет прижимать такие сопрягаемые участки 24В и 24А концов для обеспечения контакта с утопленной наружной поверхностью 160А нагретого токоприемника 160.
На фиг.17А и 17В показан предпочтительный вариант осуществления оправки 122, в которой образовано множество вакуумных отверстий 166 для удержания этикетки, предназначенных для удержания участка 24А переднего конца материала 24 этикетки, обернутого вокруг них, чтобы удерживать такой участок переднего конца в положении на наружной поверхности 122А оправки таким образом, чтобы такой материала 24 этикетки случайно не вошел в контакт с нагретым токоприемником 160 до его прижатия уплотнительным валиком 162. Вакуумные отверстия 166 также показаны пунктирными линиями на фиг.16.
Настоящее изобретение может применяться для других целей, отличных от наклеивания этикеток на емкости. Например, оно могло бы быть использовано для формирования чашек или других изделий, содержащих части боковой стенки, которые сужаются внутрь сверху вниз. Такие изделия могли бы быть сформированы простым и экономичным способом посредством простого формирования цилиндрического рукава, как описано в данном документе, и смещения такого цилиндрического рукава в осевом направлении с цилиндрической оправки на конусообразную оправку, которая затем перемещает цилиндрический рукав на участок для нагревания, для нагревания и усадки такого цилиндрического рукава для соответствия конусообразной оправке.
Как хорошо известно в области изготовления чашек, перед размещением цилиндрического рукава на конусообразную оправку на меньшем конце оправки размещают плоский пластмассовый диск. Конец цилиндрического рукава будет проходить в осевом направлении за такой меньший конец оправки, и после нагревания и усадки цилиндрического рукава часть, проходящая в осевом направлении дальше, будет давать усадку радиально внутрь в положение, в котором она может быть прижата в осевом направлении посредством уплотнения в плотный контакт с пластмассовым диском для формирования дна такой чашки.
Указанное подробное описание настоящего изобретения дано с целью пояснения. Специалистам в данной области техники должно быть понятно, что возможны многочисленные изменения и модификации без отхода от объема настоящего изобретения, который определяется прилагаемыми пунктами формулы изобретения.
Реферат
Способ наклеивания этикетки на часть корпуса емкости содержит обертывание отрезка материала этикетки вокруг цилиндрической оправки, вращающейся вокруг своей оси, в котором отрезок материала этикетки содержит участок переднего конца, обеспечивающий начальный контакт с оправкой, и участок заднего конца, который перекрывает участок переднего конца после завершения обертывания. При этом участок заднего конца образует зазор, располагаясь на расстоянии от участка переднего конца непосредственно перед завершением обертывания. Способ также содержит вращение оправки вокруг второй оси, так что наружная периферия оправки перемещается вдоль траектории, образующей окружность, вращение насадки для подачи среды нагретого газа или жидкости вокруг третьей оси, расположенной на расстоянии наружу от окружности, образующей траекторию оправок, причем насадку перемещают по большей части ее вращения вдоль выпуклой наружу траектории вокруг третьей оси. Затем осуществляют подачу среды из насадки в зазор и приводят участок заднего конца в плотный контакт с перекрытым участком переднего конца для образования заготовки этикетки и располагают заготовку этикетки вокруг части корпуса. Способ подготовки этикетки для прикрепления к емкости отличается от вышеуказанного способа тем, что оправку перемещают вдоль траектории вращения в том же направлении, что и первое направление, которая проходит вокруг второй оси, расположенной на расстоянии от оси оправки, и является круговой. При этом насадку перемещают вдоль кольцеобразной траектории, которая включает большую дугу, находящуюся снаружи круговой траектории, и малую дугу, пр
Формула
(a) обертывание отрезка материала этикетки вокруг цилиндрической оправки, вращающейся вокруг своей оси, где указанный отрезок материала этикетки содержит участок переднего конца, который делает начальный контакт с указанной оправкой, и участок заднего конца, который перекрывает указанный участок переднего конца после завершения указанного обертывания, причем указанный участок заднего конца образует зазор, располагаясь на расстоянии от указанного участка переднего конца непосредственно перед указанным завершением;
(b) вращение указанной оправки вокруг второй оси, так что наружная периферия указанной оправки перемещается вдоль траектории, образующей окружность;
(c) вращение насадки для подачи среды нагретого газа или жидкости вокруг третьей оси, расположенной на расстоянии наружу от указанной окружности, образующей траекторию указанных оправок, причем указанная насадка перемещается по большей части ее вращения вдоль выпуклой наружу траектории вокруг указанной третьей оси;
(d) подачу указанной среды из указанной насадки в указанный зазор;
(e) приведение указанного участка заднего конца в плотный контакт с указанным перекрытым участком переднего конца для образования заготовки этикетки и
(f) расположение указанной заготовки этикетки вокруг указанной части корпуса.
(a) обертывание отрезка материала этикетки вокруг наружной поверхности вращающейся цилиндрической оправки, где указанный отрезок материала этикетки содержит участок переднего конца, который делает начальный контакт с указанной оправкой, и участок заднего конца, который перекрывает указанный участок переднего конца после завершения указанного обертывания, причем указанный участок заднего конца образует зазор, располагаясь на расстоянии от указанного участка переднего конца непосредственно перед указанным завершением;
(b) вращение указанной оправки вокруг своей оси в первом направлении;
(c) перемещение указанной оправки вдоль траектории вращения в том же направлении, как указанное первое направление, причем указанная траектория вращения проходит вокруг второй оси, расположенной на расстоянии от указанной оси оправки так, что траектория, по которой перемещается наружная поверхность указанной оправки является круговой;
(d) перемещение указанной насадки вдоль кольцеобразной траектории, причем указанная кольцеобразная траектория включает большую дугу,
находящуюся снаружи указанной круговой траектории, и малую дугу, проходящую вдоль указанной круговой траектории;
(e) подачу указанной насадкой в указанный зазор среды для приклеивания указанного участка заднего конца к указанному участку переднего конца при перемещении указанной насадки вдоль указанной малой дуги и
(f) прижатие указанного участка заднего конца для обеспечения плотного контакта с указанным участком переднего конца с целью формирования заготовки этикетки.
(a) барабан, имеющий одно или более гнезд, причем указанный барабан способен вращаться вокруг оси;
(b) цилиндрическую оправку, расположенную в одном или более из указанных гнезд, причем каждая указанная оправка способна вращаться в указанном гнезде вокруг своей оси, причем траектория, по которой перемещается наружная часть каждой указанной оправки при ее вращении на указанном барабане вокруг указанной оси барабана, образует окружность или дугу окружности;
(c) устройство подачи для подачи отрезка материала этикетки, имеющего передний конец и задний конец, на каждую указанную оправку при ее вращении вокруг своей оси и вращении вокруг указанной оси барабана, причем указанный передний конец контактирует с указанной оправкой, по которой проходит указанный отрезок, обернутый вокруг нее, а указанный задний конец и смежный участок указанного отрезка перекрывают участок указанного отрезка, смежного с указанным передним концом, и взаимодействуют с ними для образования зазора непосредственно до контакта указанного заднего конца с участком указанного отрезка, смежного с указанным передним концом;
(d) насадку для подачи среды в указанный зазор для образования скрепления между участком указанного отрезка, смежного с указанным задним концом, и участком указанного отрезка, смежного с указанным передним концом, причем указанная насадка расположена снаружи указанной окружности и
(е) кулачок для направления движения указанной насадки вдоль траектории, по которой проходит указанный зазор, в положение для подачи указанной среды в указанный зазор.
(a) барабан, имеющий одно или более гнезд, причем указанный барабан способен вращаться вокруг оси;
(b) цилиндрическую оправку, расположенную в одном или более из указанных гнезд, где каждая указанная оправка содержит наружную поверхность и способна вращаться в указанном гнезде вокруг своей оси, при этом траектория, по которой перемещается наружная часть каждой указанной оправки при ее вращении на указанном барабане вокруг указанной оси барабана, образует по меньшей мере дугу окружности;
(c) устройство подачи, предназначенное для подачи отрезка материала этикетки, содержащего участок переднего конца и участок заднего конца, на каждую указанную оправку при ее вращении вокруг своей оси и вращении при помощи указанного барабана, причем указанный участок переднего конца контактирует с указанной наружной поверхностью оправки, по которой проходит указанный отрезок, обернутый вокруг нее, а указанный участок заднего конца перекрывает указанный участок переднего конца и взаимодействует с ним для образования зазора непосредственно перед контактом указанного участка заднего конца с указанным участком переднего конца;
(d) насадку для подачи среды в указанный зазор для образования скрепления между указанным участком заднего конца и указанным участком переднего конца;
(e) кулачок для направления движения указанной насадки вдоль траектории, по которой проходит указанный зазор, в положение для подачи указанной среды в указанный зазор и
(f) вращательный опорный механизм, перемещающий указанную насадку по кольцеобразной траектории, где указанный опорный механизм (i) перемещает указанную насадку вдоль круговой траектории по большей части указанной кольцеобразной траектории, при этом указанная круговая траектория проходит снаружи круговой траектории, по которой перемещается наружная поверхность указанной оправки при ее вращении вокруг указанной оси барабана, и (ii), взаимодействуя с указанным кулачком, перемещает указанную насадку вдоль траектории, по которой проходит указанный зазор по малой части указанной кольцеобразной траектории.
(а) вращение цилиндрической оправки в первом направлении вокруг своей оси и вращение указанной оправки вокруг второй оси, так что наружная периферия указанной цилиндрической оправки перемещается вдоль траектории, образующей окружность;
(b) обертывание отрезка пластического материала вокруг вращающейся цилиндрической оправки, где указанный отрезок материала содержит участок переднего конца, который делает начальный контакт с указанной оправкой, и участок заднего конца, который перекрывает указанный участок переднего конца после завершения указанного обертывания, при этом указанный участок заднего конца взаимодействует с указанным участком переднего конца и образует зазор, располагаясь на расстоянии от указанного участка переднего конца непосредственно перед указанным завершением;
(c) обеспечение насадки для подачи нагретого газа или жидкой среды, причем указанная насадка установлена с возможностью вращения вдоль кольцеобразной траектории, и указанная кольцеобразная траектория включает большую дугу, расположенную снаружи указанной окружности, и малую дугу, проходящую вдоль траектории указанной окружности;
(d) подачу указанной насадкой указанной среды в указанный зазор при перемещении указанной насадки вдоль указанной меньшей дуги;
(e) приведение указанного участка заднего конца в плотный контакт с указанным участком переднего конца с целью формирования цилиндрической заготовки;
(f) передачу указанной цилиндрической заготовки на конусообразную оправку, причем указанная конусообразная оправка имеет больший диаметр поперечного сечения на первом участке, чем на втором участке, и
(g) усадку указанной цилиндрической заготовки для обеспечения контакта с указанной конусообразной оправкой.
а) вращение цилиндрической оправки вокруг своей оси в первом направлении;
(b) перемещение указанной цилиндрической оправки вдоль траектории вращения в том же направлении, как указанное первое направление, причем указанная траектория вращения проходит вокруг второй оси, расположенной на расстоянии от указанной оси цилиндрической оправки так, что траектория, по которой перемещается наружная поверхность указанной цилиндрической оправки является круговой;
(c) обертывание отрезка усадочного материала вокруг наружной поверхности указанной цилиндрической оправки таким образом, что указанный участок заднего конца перекрывает указанный участок переднего конца после завершения указанного обертывания, причем указанный участок заднего конца взаимодействует с указанным участком переднего конца и образует зазор, располагаясь на расстоянии от указанной части переднего конца непосредственно перед указанным завершением;
(d) перемещение насадки вдоль кольцеобразной траектории, причем указанная кольцеобразная траектория включает большую дугу, находящуюся снаружи указанной круговой траектории, и малую дугу, проходящую по указанной круговой траектории;
(e) подачу указанной насадкой указанной среды в указанный зазор при перемещении указанной насадки вдоль указанной малой дуги;
(f) скрепление указанного заднего конца с указанным участком переднего конца для формирования цилиндрической заготовки;
(g) снятие указанной цилиндрической заготовки с указанной цилиндрической оправки;
(h) размещение указанной цилиндрической заготовки вокруг нецилиндрического элемента и
(i) усадку указанного усадочного материала для обеспечения контакта с указанным нецилиндрическим элементом.
(j) размещение токоприемника в указанной оправке, причем указанный токоприемник содержит обращенную наружу скрепляющую поверхность, проходящую вдоль траектории, которая параллельна указанной продольной оси;
(k) нагревание указанного токоприемника;
(l) согласование указанного этапа обертывания с вращением указанной оправки таким образом, что, когда указанный участок заднего конца перекрывает указанный участок переднего конца, указанный токоприемник находится под указанными участками переднего и заднего концов и
(m) прижатие указанного участка заднего конца к указанному участку переднего конца для прижатия указанного участка переднего конца к указанной скрепляющей поверхности токоприемника для выполнения этапа (f).
(n) утапливание скрепляющей поверхности указанного токоприемника относительно цилиндрической наружной поверхности указанной оправки; и
(о) удержание указанного участка первого конца на расстоянии от указанной скрепляющей поверхности токоприемника до тех пор, пока указанный участок первого конца не будет контактировать с указанным участком второго конца.
(р) обеспечение вакуумных отверстий в указанной оправке рядом с указанным токоприемником и
(q) создание вакуума в указанных отверстиях для удержания указанного участка переднего конца на указанной наружной поверхности.
(g) перемещение указанной насадки по малой части ее вращения вдоль вогнутой наружу траектории вокруг указанной третьей оси, причем указанная вогнутая наружу траектория параллельна указанной окружности, образующей траекторию указанных оправок.
Комментарии