Оберточная установка для оконных профилей - RU2547007C2
Код документа: RU2547007C2
Чертежи




Описание
Область техники
Настоящее изобретение относится к оберточной установке для профиля, содержащей средства для эффективного осуществления наладки до обертывания пленкой профиля.
Предпосылки создания изобретения
Обычно при отделке материалов, используемых для мебели для дома или для офиса, дверных коробок, оконных рам, дверей и т.п., используют профиль, изготовленный из синтетической пластмассы, в качестве основного тела, и декорирующую пленку (лист), изготовленную из синтетической пластмассы и обладающую различными текстурами и рисунками, которую прикрепляют к верхней или боковой поверхности профиля, чтобы обеспечить его текстурой древесины, таким образом повышая его привлекательность. Ниже процесс прикрепления декорирующей пленки к телу профиля называется «обертывание» или «обертывание профиля».
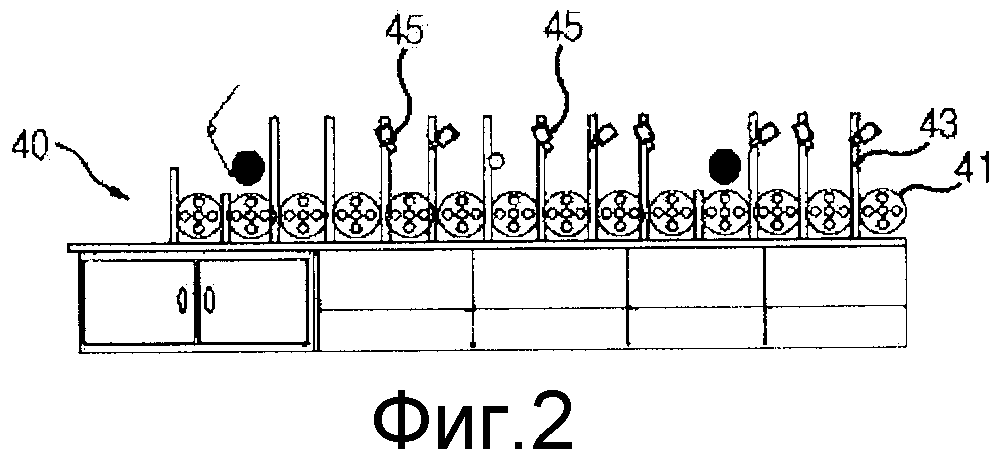
На фиг. 1 представлен обычный процесс обертывания профиля; на фиг. 2 - схематический вид сбоку оберточной установки; и на фиг. 3 - частичный подробный вид установки, представленной на фиг. 2.
На декоративную пленку, смотанную в и подаваемую с питающего рулона 10, наносят адгезив при пропускании ее через устройство 20 для нанесения адгезива. Пленку 60, покрытую адгезивом, сушат, пропуская через сушилку 30. Профиль 50 подают с одной стороны в оберточную установку 40. Во время пропуска профиля 50 через оберточную установку 40 пленку 60 прикрепляют к верхней и боковой поверхностям профиля. Для этого оберточная установка 40 содержит: транспортирующий барабан 41, которым поддерживают профиль 50 с его нижней стороны и перемещают его; прессующий ролик 45, которым прижимают пленку, наложенную на профиль; опору 43, с помощью которой поддерживают прессующий ролик 45 и т.п.
Как показано на фиг. 2 и 3, оберточная установка 40 содержит множество транспортирующих барабанов 41 и прессующих роликов 45. Более конкретно, прессующие ролики 45 расположены под различными углами для прижима пленки к верхней или боковой поверхностям профиля. Каждая позиция транспортирующих барабанов 41 и прессующих роликов 45 выставлена таким образом, чтобы она соответствовала форме поперечного сечения профиля. Другими словами, положение транспортирующих барабанов 41 и прессующих роликов 45 изменяют в соответствии с формой профиля.
Однако оберточная установка должна осуществлять оберточные операции в отношении различных профилей, имеющих различные формы поперечных сечений или различные размеры. Таким образом, для осуществления оберточных операций нового профиля после осуществления оберточных операций другого профиля позиции транспортирующих барабанов 41 или прессующих роликов 45 оберточной установки должны быть снова установлены в соответствии с формой нового профиля. Наладка должна быть снова произведена вручную, если изменились размеры профиля. Однако, так как наладка занимает около половины всего времени процесса обертывания профиля, эффективность оберточных операций снижается, снижается производительность и, таким образом, повышается стоимость изготовления.
Кроме того, если требуется осуществление оберточных операцийдля различных профилей в течение короткого периода времени согласно последней тенденции выпуска небольших по количеству партий изделий, то такая переналадка становится большой проблемой.
Раскрытие изобретения
Техническая проблема
Целью настоящего изобретения является создание оберточной установки для профиля, посредством которой можно решить проблемы, связанные с теми неудобствами, что оберточная установка должна быть снова переналажена, когда изменяются форма или размеры профиля, т.е. которая может сократить время, требующееся для повторной наладки оберточной установки в соответствии с формой нового профиля после завершения оберточных операций в отношении другого профиля.
Решение проблемы
Для достижения цели согласно настоящему изобретению настоящим изобретением создана оберточная установка для профиля, которая прикрепляет пленку, покрытую адгезивом, к верхней и боковой поверхностям профиля, которая содержит:
множество транспортирующих барабанов (110), которые поддерживают профиль с его нижней стороны и перемещают его;
множество прессующих роликов (140, 150), которые прижимают пленку, наложенную на профиль, к верхней и боковой поверхности профиля; и
раму (120) для установки прессующих роликов, на которой установлено множество прессующих роликов (140, 150) и которая выполнена с возможностью ее перемещения вверх и вниз и свозможностью ее перемещения в левую и правую стороны таким образом, чтобы множество прессующих роликов (140, 150) можно было одновременно перемещать вверх и вниз, а также в левую и правую стороны,
при этом рама (120) для установки прессующих роликов предусмотрена как с левой, так с правой сторон профиля.
Оберточная установка предпочтительно дополнительно содержит содержащая блок управления, посредством которого можно перемещать раму 120 для установки прессующих роликов вверх и вниз, а также в левую и правую стороны на заданное расстояние.
Положительные эффекты изобретения
Согласно настоящему изобретению, так как можно сократить время, требующееся для наладки оберточной установки перед обертыванием профиля пленкой, то период времени всего процесса сокращается. Более конкретно, когда требуется осуществление оберточных операций для профилей различных видов, имеющих различные формы, в единичный период времени, то можно сократить время, требующееся для наладки оберточной установки для каждого профиля, таким образом повышая производительность.
Краткое описание чертежей
Приведенные выше и другие цели, признаки и преимущества настоящего изобретения станут очевидными после ознакомления с нижеследующим описанием предпочтительных вариантов осуществления изобретения, представленных в сочетании с прилагаемыми чертежами, на которых изображено:
на фиг. 1 - вид, иллюстрирующий обычный процесс обертывания профиля;
на фиг. 2 - вид сбоку оберточной установки, представленной на фиг. 1;
на фиг. 3 - частичный подробный вид фиг. 2;
на фиг. 4 - вид сбоку оберточной установки согласно настоящему изобретению;
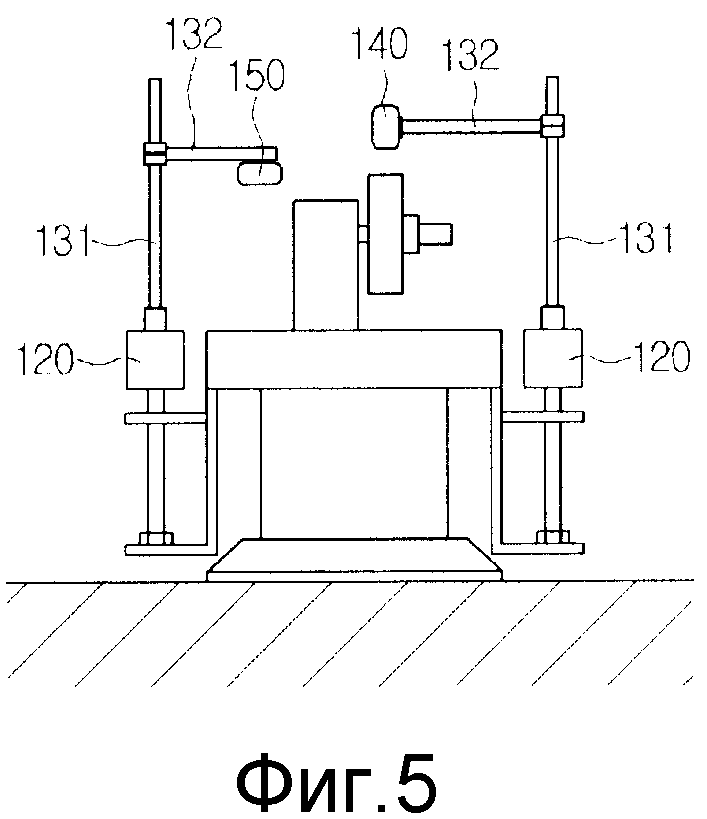
на фиг. 5 - вид спереди оберточной установки, представленной на фиг. 4;
на фиг. 6 и 7 виды прессующих роликов, используемых в оберточной установке, представленной на фиг. 4.
Варианты осуществления изобретения
Далее описаны более подробно варианты осуществления настоящего изобретения.
В оберточной установке согласно настоящему изобретению пленку, намотанную на питающий рулон, после нанесения на нее адгезива, при пропуске через устройство для нанесения адгезива, подают в оберточную установку согласно настоящему изобретению. Профиль подают с одной стороны в оберточную установку и к верхней или боковой поверхностям профиля прикрепляют пленку при пропуске через оберточную установку. Так как оберточная операция является такой же самой или подобной тем, которые осуществляют на обычной оберточной установке, подробное ее описание здесь опущено.
На фиг. 4 изображен вид сбоку оберточной установки согласно настоящему изобретению; на фиг. 5 изображен вид спереди оберточной установки, представленной на фиг. 4; и на фиг. 6 и 7 изображены виды прессующего ролика, установленного в оберточной установке, представленной на фиг. 4.
Как показано на чертежах, оберточная установка 100 согласно настоящему изобретению предназначена для прижима и прикрепления пленки, покрытой адгезивом, к верхней или боковой поверхностям профиля, вводимого в оберточную установку. Для этого оберточная установка 100 содержит: множество транспортирующих барабанов 110, посредством которых поддерживают вводимый профиль с его нижней стороны и транспортируют его; множество прессующих роликов 140, посредством которых прижимают пленку, наложенную на профиль, на верхнюю или боковую поверхности профиля. Другими словами, нижнюю часть профиля поддерживают транспортирующими барабанами 110, и во время укладки пленки на профиль ее прижимают роликами 140 и прикрепляют пленку к профилю.
Для расположения прессующих роликов 140 в заданном месте оберточная установка 100 снабжена рамой 120 для установки прессующих роликов, и опорами 130 прессующих роликов. Каждая опора 130 прессующего ролика снабжена вертикальной стойкой (обозначенной поз. 131 на фиг. 6) и горизонтальной балкой (обозначенной поз. 132 на фиг. 6). Нижний конец вертикальной стойки 131 прикреплен к раме 120 для установки прессующих роликов, а горизонтальная балка 132 закреплена в определенном месте вертикальной стойки 131 (см. фиг. 4 и 6). Прессующий ролик 150 повернут таким образом, чтобы он прижимался к верхней поверхности профиля, пропускаемого через оберточную установку, где прессующий ролик расположен в определенном положении с помощью опоры прессующего ролика. Прессующий ролик может быть расположен таким образом, чтобы ось вращения прессующего ролика (обозначен поз. 140 на фиг. 6) была расположена горизонтальнотаким образом, чтобы он был прижат к верхней поверхности профиля, или таким образом, чтобы ось вращения прессующего ролика (обозначен поз. 150 на фиг. 7) была расположена вертикально таким образом, чтобы он был прижат к боковой поверхности профиля. Кроме того, хотя это не показано на чертежах, прессующий ролик может быть расположен таким образом, чтобы ось вращения прессующего ролика была наклонена под желаемым углом.
В оберточной установке 100 согласно настоящему изобретению вертикальные стойки 131 опор прессующих роликов 140 для поддержания прессующих роликов прикреплены к раме 120 для установки прессующих роликов. Рама 120 для установки прессующих роликов выполнена с возможностью перемещения пользователем вверх/вниз и налево/направо на желаемое расстояние. Это означает, что пользователь может перемещать раму 120 для установки прессующих роликов вверх/вниз и налево/направо, используя переключатель или блок управления (не показаны), расположенные на оберточной установке. Если рама 120 для установки прессующих роликов перемещается на желаемое расстояние, то множество прессующих роликов 140 и 150, прикрепленных к раме 120 для установки прессующих роликов, также перемещаются вверх/вниз и налево/направо на то же самое расстояние.
Используя оберточную установку согласно настоящему изобретению, можно заметно сократить время установки прессующих роликов, благодаря одновременному перемещению прессующих роликов. При использовании обычной оберточной установки, послезавершения выполнения оберточной операции одного вида профиля, действующие прессующие ролики демонтируют, а затем перемещают (каждый) в положение, соответствующее форме нового профиля, подлежащего обертыванию. Затем прессующие ролики ориентировочно монтируют снова и после этого точно регулируют таким образом, чтобы осуществлять следующую операцию. Однако согласно настоящему изобретению не обязательно демонтировать прессующие ролики один за другим, а множество прессующих роликов может быть одновременно перемещено только посредством перемещения рамы 120 для установки прессующих роликов. Таким образом, можно решить проблему, связанную с демонтажем и перемещением прессующих роликов один за другим. Однако даже при использовании настоящего изобретения, после перемещения прессующих роликов полностью посредством перемещения рамы 120 для установки прессующих роликов, сохраняется другой процесс точного регулирования каждого прессующего ролика, но время наладки при этом значительно сокращается в сравнении с переналадкой обычной оберточной установки. В результате фактического осуществления оберточной операции, при использовании оберточной установки согласно настоящему изобретению, время переналадки сокращается приблизительно на 50%. То есть время переналадки при использовании обычной оберточной установки составляло около 42 мин, а время переналадки при использовании оберточной установки согласно настоящему изобретению составляло около 20 мин.
Промышленная применимость
Другими словами, при использовании способа переналадки оберточной установки согласно настоящему изобретению, всепрессующие ролики перемещают за один раз, а затем осуществляют их точное регулирование. Однако согласно обычному способу наладки прессующие ролики демонтируют один за другим, а затем монтируют снова. Таким образом, время переналадки при использовании настоящего изобретения заметно сокращается, и, таким образом, период времени осуществления всего процесса сокращается, и, таким образом, сокращается стоимость изготовления.
Хотя настоящее изобретение описано со ссылками на конкретные варианты осуществления, для специалистов в данной области техники должно быть понятно, что в изобретение могут быть внесены различные изменения и модификации без отступления от его сущности и объема, как это определено в следующей формуле изобретения.
Реферат
Изобретение относится к оберточной установке для профиля, которая прикрепляет пленку, покрытую адгезивом, к верхней или боковой поверхностям профиля. Установка содержит множество транспортирующих барабанов (110), которые поддерживают профиль с его нижней стороны и перемещает его, прессующие ролики (140, 150), которые прижимают пленку, наложенную на профиль, к верхней или боковой поверхности профиля, и две рамы (120). На последних установлено множество прессующих роликов (140, 150). При этом рамы (120) для установки прессующих роликов выполнены с возможностью их перемещения вверх и вниз таким образом, чтобы множество прессующих роликов можно было одновременно перемещать вверх и вниз. Технический результат, достигаемый согласно настоящему изобретению, заключается в возможности сокращения времени, требующегося для переналадки оберточной установки, таким образом сокращая период времени осуществления всего процесса. 1 з.п. ф-лы, 7 ил.
Формула
множество транспортирующих барабанов (110), которые поддерживают профиль с его нижней стороны и перемещают его;
множество прессующих роликов (140, 150), которые прижимают пленку, наложенную на профиль, к верхней или боковой поверхности профиля; и
раму (120) для установки прессующих роликов, на которой установлено множество прессующих роликов (140, 150), и которая выполнена с возможностью ее перемещения вверх и вниз и с возможностью ее перемещения в левую и правую стороны таким образом, чтобы множество прессующих роликов (140, 150) можно было одновременно перемещать вверх и вниз, а также в левую и правую стороны,
при этом рама (120) для установки прессующих роликов предусмотрена как с левой, так и с правой стороны профиля
Документы, цитированные в отчёте о поиске
Изолирующий стеклопакет и способ его изготовления
Комментарии