Способ изготовления кольцевой канавки на пластмассовой трубе и устройство для его осуществления - SU736865A3
Код документа: SU736865A3
Чертежи


Описание
Однако в этом способе при его применении невозможно получать гладШю Бйутревнюю поверхность кольцевой канааки.Этр объясняется тем, что гтастмассовые материалы имеют неройнестии поэтому при каддуве од$ш частки, стенки подвергаются надд ву быстрее, а другие медленее, в результате чего возкякает неровность внутренней riosepxHOCTH канавки.Кроме , того, при охлаждении трубы может возникать коробление поверхности канавки, что также ;нижает ее ка-. чество и затрудняет в дальнейшем установку угшотнительного кольца,
Целый изобретения является повышение качества внутренней поверхности канавки ппастмассовой трубы.
Для достижения указАнкой цели в способе изготовления кольцевой ка навки на гшастмассовой трубе, включающем операции надвигания конца нагретой трубы на формующий стержзнь с последующим охватом формуемого участка формой, создания избыточного давления среды на внутреннем участке (fopN eMOft трубы с од ковременным осаживанием формуемого участка и охлая декяя отформован™ ного участка, согласно изобретению, перед охлаждением канавки в ее полость вводят не далее как до сопри™ косновекия с ее поверхностью жесткое кольцо, удаляе.мое из изделня после охлаждеяяя, .
Кроме того, избыточное давление среды поядёр ивают до полного введения жесткого кольца Е канавку.
При таком выполнении способа обеспечивается гладкая внутренняя поверхность кольцевой,канавки, так как при охлаждении трубы внутренняя поверхность канавки облегает жесткое кольцо, которое препятствует короблению этой поверхности.
Для выполнения способа изготовления кольцевой канавки на пластмассовой трубе предложено устройство, содержащее формуюгоий стержень с выточкой , в которой расположено выдвижное кольцо, выполненное в виде отдельных секторов с конической опорной поверхностью каждое, разжимной подвижный в осевом направлении и размещенньзй внутри стержня элемент с. конической поверхностью, взаимодействующей с опорной поверхностью секторов, привод перейвщеняяразжимного элемента, охватывающую стерень форму с кольцевой полостью под канавку трубы, в котором, согласно зобретению, в стержне выполнены каналы для подвода сжатой средл к выточке. .
Помимо этого, устройство снабжено двумя соосно установлеиными навстречу друг другу стаканами, внути полости которых установлен разимной элемент, выполненный в виде
явун установленных навстречу друг доугу втулок, .каждая иэ которых чередующиеся между собой конические выступы и пазы для прохода конических выступов противолежащей втулки, а каждый их с южиых секторов соединен посредством пружины с противоположной втулкой и взаимодействует своей конической поверхностью с коническим выступом противолежашей втулки.
Кроме этого, устройство снабжено осаживающим элементом, выполненным в виде смонтированной подвижно в осевом направлении на стержне втулки с выемкой на ее концевой части и приводом его перемещения, при этом форма выполнена составной и ее одна часть выполнена в виде смонтирванной подвижно в. осевом направлени на стержне втулки, которая снабжена приводом ее перемещения, причем в форме выполнены каналы для подвода теплоносителя.
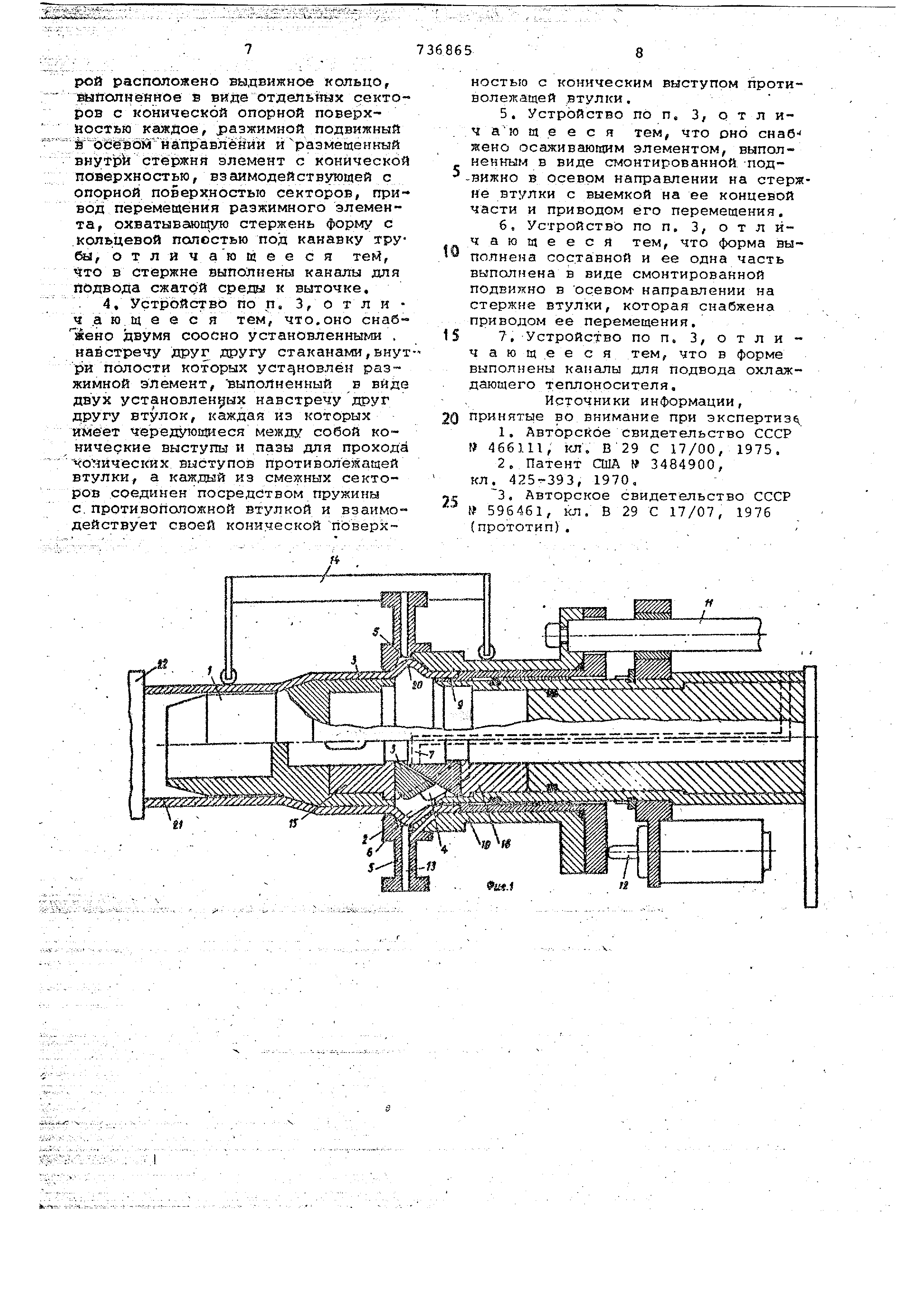
На фиг; 1 изображено устройство для изготовления кольцевой канавки на пластмассовой трубе, разрез; на фиг, 2 изображены различные стадии деформации участка пластмассовой трубы в процессе образования внутренней кольцевой канавки; на фиг. 3, 4 изображены фрагменты конструкции кольца,- на фиг. 5 изображено устройство, разрез А-А на фи г. 4 . .
Устройство для изготовления, кольцевой канавки на пластмассовой трубе (см, фиг. 1) содержит формующий стержень 1 с выточкой 2, в которой расположено выдвижное кольцо, выполненное р виде отдельных секторов 3, 4 с конической опорной поверхностью каждое, разжимной подвижный в осевом направлении и размещенный внутри стержня 1, элемент с конической поверхностью, взгшмодействующей с опорной поверхностью секторов 3, 4 привод перемещения разжи ного элеьгента ( на черт, не показан), охватывающую стержень 1 форму 5 с кольцевой полостью б под канавку трубы.
. В стержне 1 выполнены каналы 7 для подвода сжатой среды к выточке 2, при этом устройство снабжено осаживающим элементом, выполненным в виде смонтированной подвижно в осевом направлении на стержне 1 втулки 8 с выемкой 9 на ее кольцевой части и приводом его перемещения (на черт, не показан).
Форма 5 устройства выполнена составной , и ее одна.часть выполнена в виде смонтированной подвижно в осевом направлении на стержне 1 втулки 10, которая снабжена приводом ее перемещения (на черт, не показано). Для соединения втулок 8 и 10 с приводом служат ползуны 11, а для ограничения их перемещения
концевой датчик 12. В форме 5 выпсзлнены каналы 13 для подвода теплоно- сителя. Для охлаждения нагретой части пластмассовой трубы использована вспомогательная .установка 14, кото рая подает охпаждаю1«5 ю среду.
Устройство снабжено также двумя соосно установленными навстречу друг другу ст канами 15, 16, внутри полости которлх установлен разжимной элемент, выполненный в виде двух установленных навстречу друг другу втулок 17, 18 (см. фиг. 3-5) , каждая из которых имеет чередующиеся между собой конические выступы и пазы дпя прохода конических выступов противолежащей втулки, а каждый из смежных секторов 3, 4 соединен посредством соответствующих пружин 19, 20 с противоположной соответствующей втулкой 17, 18 и взаимодействует своей конической поверхностью с коническим выступом противолежащей втулки 17, 18.
Способ изготовления концевой канавки на пластмассовой трубе осуществляется в Процессе работы уст .ройства.
Конец нагретой до термопластического- состояния трубы 21 надвигают на формующий стержень 1 (фиг.), При этом конец Т1рубы 21 деформируется по профилю стержня 1, так что конец трубы 21 заходит в выемку 9 втулки 8, которая .в первоначгшьном положении закрывает выемку 2 стерж ня 1 (см. фиг. 2а). Сверху конец трубы 21 охватывает часть втулки 10. Затем по мере надвигания трубы 21 на стержень 1 втулки 8 и 10 отводят в сторону до упора их в концевой датчик 12 (см. фиг. 26), Зате формируемый участок трубы 21 охватывают формой 5 и формуют кольцевую канавку путем создания избыточного давления среды на внутреннем участке формуемой трубы 21 с одновременным осаживанием формуемого участка (см. фиг. 2вг2с). Для этого по каналам 7 подают сжатую среду, а втулки 8 и 10 перемещают вправо до упора втулки 10 в форму 5. При выполнении операции осаживания трубы 21 она удерживается опорной плитой 22 (см. фиг. 1) .
После формования кольцевой канавки в ее полость вводят не далее как до соприкосновения с её поверхность жесткое кольцо (см. фиг, 2с). Для этого перемещают втулку 18 разжимного элемента вправо (см. фиг. 3-5) при этом втулки 17 и 18 сближаются друг с другом, и чередующиеся их выступы проходят в соответствующие чередующиеся пазы,, так что конические выступы воздействуют на конические поверхности чередующихся секторов 3 и 4, которые поднимаю.тся
вверх и входят в кольцевую канавку трубы. При выдвижении вверх секторов 3 и 4, они смыкаются своими торцОйыми сторонами, так что . ется единое жесткое кольцо без за. воров между торцами секторов 3 и 4, что исключает затекание материала между секторами 3 и 4, Избыточное давление среды поддерживают до полного введения жёсткого кольца в . канавку.
o
После введения жесткого кольца в. канавку производят охлаждение отформованного участка трубы 21. Для этого подают охлаждающую среду по каналам 13 формы 5 и используют так5 же установку 14,, которая подает охлаждающую среду к трубе 21,
При охлаждении труйл 21, внутренняя поверхность кольцевой канавки опирается на жесткое кольцо, которое препятствует короблению поверх0 ности и обеспечивает гладкую внутреннюю поверхность канавки.
После окончательного охлаждения пластмассовой трубы 21 жесткое колько удаляют из изделия. Для этого
5 перемещают втулку 18 вправо и пружины 19 и 20 возвращают сектора 3 и 4 в исходное положение. Затем отформованное изделие снимают со стержня .1 и цикл производства повто0 ряется.
Использование способа изготовления кольцевой канавки на пластмассо ,вой трубе и устройства для его осуществления позволит повысить ка5 чество внутренней поверхности канавки , что в свою очередь в дал1}Нейшем облегчит установку в ней уплотнительного кольца.
/ .
Формула изобретения
0
1.Способ изготовления-кольцевой канавки на пластмассовой трубе,включающий операции надвигания конца нагретой трубы на формующий стержень с последующим охватом формуе-.
5 мого участка формой, создания избыточного давления среды на внутреннем участке формуемой трубы с одновременным осаживанием формуемого участка и охлаждение отформованно0 го участка, отличающийся тем, что, с целью повышения качества внутренней поверхности канавки, перед охлаждением канавки в ее полость вводят не далее как до сопри5 косновения с ее поверхностью жесткое кольцо, удаляемое из изделия после охлаждения.
2.способ по п. 1, отличающий с я тем, что избыточное давление среда поддерживают до полного введения жесткого кольца в канавку ,
3.Устройство для выполнения способа по пп. I и 2, содержащее фор5 мующий стержень с выточкой, .в кото-
рой расположено выдвижное кольцо, шполненное в виде отдель№х секторов с конической опорной поверхйостью каждое, разжимной подвижный
1г Оёёйомн;аправлёййи и размещенный внутри стержня элемент с конической поверхностью, взаимодействующей с опорной поверхностью секторов, привод перемещения разжимного элемента , охватывающую стержень форму с .кольцевой полостью под канавку тру efej, отлйчающее ся тей, что в стержне выполнены каналы для подвода сжатой средаг к выточке, . 4, Устройство по п. 3, о т л и ч д ю 1ц е е с я тем, что.оно снаб1кено двумя соосно установленныгли . навстречу друг другу стаканами,внутри полости которых установлен разжимной элемент, выполненный в виде двух установленных навстречу друг другу втулок, каждая из которых HJuieeT череду 0111иеся собой конические выступы и пазы для прохода
чояических. выступов противоле)хай1ей втулки-, а каждый из смежных секторов соединен посредством пружины с. противоположной втулкой и взаимодействует своей конической поверхностью с коническим выступом противолежащей втулки.
5.Устройство по п. 3, о т л ич аю щ е е с я тем, что оно снабжено осаживающим элементом, выполненным в виде смонтированной -под-вижно в осевом направлении на стержне втулки с выемкой на ее концевой части и приводом его перемещения.
6.Устройство по п. 3, отличающееся тем, что форма выпoлнe a составной и ее одна часть выполнена в виде смонтированной подвикно в Осевом- направлении на стержне втулки, которая снабжена приводдом ее перемещения,
7.Устройство по п. 3, отличающееся тем, что в форме выполнены каналы для подвода охлгокдающего теплоносителя.
Источники информации, 0 принятые во внимание при экспертизе
1.Авторсйбе свидетельство СССР 466111, кл, В 29 С 17/00, 1975.
2.Патент США 3484900, кл 425-393, 1970,
3.Авторское свидетельство СССР № 596461, кл. В 29 С 17/07, 1976 (прототип),
И
.шму/ш/ /7///.
.(
щ
.,„.„.,,,.,.,,,,,
ys sss vsysi
A:
;
f
ЙУД
в ж


Реферат
Формула
Комментарии