Способ изготовления тисненого полотна - RU2480193C1
Код документа: RU2480193C1
Чертежи





Описание
Область применения
Настоящее изобретение относится к способу изготовления тисненого полотна, содержащего множество дискретных протяженных элементов.
Уровень техники
Тонколистовые материалы (полотна), такие, как термопластические пленки, могут применяться для самых различных целей, например, как материалы компонентов абсорбирующих изделий (таких, как верхние листы и тыльные листы), упаковки (упаковочная пленка в рулонах, усадочная пленка, пакеты в виде рулона), пакетов для мусора, оберточные материалы для пищевых продуктов, упаковка для зубных нитей, салфеток, электронных приборов и им подобные. Наличие у многих из данных типов листовых материалов текстурированной поверхности является дополнительным преимуществом, а именно поверхности полотна может быть придано требуемое осязательное, зрительное и/или слуховое ее восприятие пользователем.
Полимерные пленки, которые являются мягкими и шелковистыми на ощупь, могут быть изготовлены способами гидроформования или вакуумного формования. При обычном способе вакуумного формования исходное полотно нагревают и кладут поверх формирующей структуры. По воздействием вакуума исходное полотно принимает форму текстуры формирующей структуры. Полученное таким способом полимерное текстурированное полотно имеет текстуру, которая может давать осязательное ощущение мягкости и шелковистости, в степени, зависящей от текстуры формирующей структуры и плотности прижатия полотна к ней. Несмотря на то, что способ вакуумного формования может быть в целом подходящим для изготовления мягкого и шелковистого полотна, при таком способе, как правило, ограничено давление, которое может быть приложено к исходному полотну. Вследствие этого, как правило, требуется нагрев исходного полотна, для его значительного размягчения перед помещением на формирующую структуру и приложением вакуума, прижимающего исходное полотно к формирующей структуре. Поэтому процесс вакуумного формования является неэффективным из-за его малой скорости скорости, а именно из-за наличия этапа нагревания и ограничения давления, которое может использоваться в данном процессе.
При обычном способе гидроформования исходное полотно помещается поверх формирующей структуры, и струи воды с высокой температурой и под высоким давлением, подаваемые через форсунки, прижимают исходное полотно к текстуре формирующей структуры. Полученное таким способом полимерное полотно имеет текстуру, которая может давать осязательное ощущение мягкости и шелковистости, в степени, зависящей от текстуры формирующей структуры. И хотя процесс гидроформования также позволяет получить мягкие и шелковисты полимерные полотна, он, как правило, является неэффективным и дорогим процессом, так как требует использования форсунок, через которые подается вода при высокой температуре и под высоким давлением, и включает последующие этапы сушки и удаления воды.
Тиснение - это способ, который, как правило, включает этап механического воздействия на исходное полотно путем приложения к нему давления, которое заставляет исходное полотно плотно прижиматься к выступам и углублениям, выгравированным, или иным образом сформированным на валике для тиснения. Данный способ очень широко используется при производстве различных потребительских товаров. Производители используют способ тиснения для придания текстуры, то есть рельефной структуры, изделиям из тканей, бумаги, синтетических материалов, пластических материалов, металлов и дерева.
Процессы тиснения используются для придания текстуры и полимерным пленкам. Однако такое тиснение, как правило, требует экструдирования расплавленной смолы на формирующую структуру, или нагревания исходного полотна перед помещением его на формирующую структуру и последующим формированием тисненого полотна. После этого тисненое полотно охлаждают, как правило, путем охлаждения валиков или пластин, с помощью которых выполняется тиснение на нагретом исходном полотне или на расплавленной смоле. Этап охлаждения часто используется для отверждения текстуры тисненого полотна. Однако такие этапы нагревания и охлаждения увеличивают сложность процесса, повышают его стоимость и снижают его эффективность. Кроме того, такие процессы тиснения, как правило, требуют длительного времени приложения давления к полотну, что опять же делает процесс медленным и неэффективным.
Кроме того, с помощью традиционных способов тиснения, как правило, достаточно сложно выполнить мелкую текстуру на исходном полотне. И, кроме того, традиционные процессы тиснения позволяют получить тисненые полотна только относительно постоянной толщины в пределах всего полотна.
Так, например, в патенте США 5972280 описан способ тиснения, в котором применяются валик тиснения с горячей гравированной поверхностью и камера статического давления, в которой полотно нагревается и деформируется за счет его прижатия к поверхности валика тиснения. Данный способ осуществляется при повышенных значениях температуры, которые, как правило, выше температуры размягчения полотна, и при относительно низком давлении, составляющем от примерно 0,007 МПа до примерно 0,7 МПа. В результате такого процесса формируется структура тиснения в виде углублений, расположенных только на одной поверхности полотна, а обратная по отношению к ней поверхность полотна не претерпевает изменений.
Несмотря на широкое разнообразие способов тиснения, известных и применяемых в данной области техники, остается потребность в более эффективном способе изготовления тисненых полотен, которые оказывали бы требуемое осязательное, зрительное и/или слуховое впечатление на потребителя, и особенно тисненых полотен, которые являлись бы более тонкими в требуемых участках полотна. Способ должен быть также эффективным с точки зрения затрат времени, средств и энергетических ресурсов. В некоторых приложениях требуется способ, который можно осуществлять при большой скорости. И еще в некоторых приложениях требуется способ, который можно осуществлять при относительно низкой температуре, например, при температуре окружающего воздуха.
Сущность изобретения
В одном из воплощений способ изготовления тисненого полотна включает подачу исходного полотна между газовой камерой статического давления и формирующей структурой, имеющей множество дискретных выступающих элементов. Способ дополнительно включает приложение давления со стороны газовой камеры статического давления к исходному полотну напротив формирующей структуры, в результате чего возникает разность давлений на различных сторонах исходного полотна, достаточная для прижатия исходного полотна к дискретным выступающим элементам формирующей структуры, в результате чего образуется тисненое полотно, содержащее множество дискретных протяженных элементов, имеющих открытые проксимальные концы.
Дополнительные черты настоящего изобретения будут ясны сведущим в данной области техники из приводимого ниже подробного описания изобретения, сопровождаемого прилагаемыми чертежами, примерами и формулой изобретения.
Краткое описание чертежей
Фиг.1. Аксонометрический вид фрагмента формирующей структуры в соответствии с одним из воплощений настоящего изобретения.
Фиг.2. Увеличенный аксонометрический вид фрагмента формирующей структуры, изображенной на Фиг.1.
Фиг.3. Вид сверху формирующей структуры в соответствии с одним из воплощений настоящего изобретения.
Фиг.4. Вид сбоку выступающих элементов формирующей структуры в соответствии с одним из воплощений настоящего изобретения.
Фиг.5. Микрофотография (вид сбоку) формирующей структуры в соответствии с одним из воплощений настоящего изобретения.
Фиг.6. Аксонометрический вид фрагмента тисненого полотна, изготовленного с помощью способа в соответствии с одним из воплощений настоящего изобретения.
Фиг.7. Сечение фрагмента тисненого полотна, изготовленного с помощью способа в соответствии с одним из воплощений настоящего изобретения.
Фиг.8. Аксонометрический вид фрагмента тисненого полотна с дискретными протяженными элементами, имеющими открытые дистальные концы, изготовленного с помощью способа в соответствии с одним из воплощений настоящего изобретения.
Фиг.9. Схема способа в соответствии с одним из воплощений настоящего изобретения, с изображением газовой камеры статического давления.
Фиг.10А. Микрофотография (вид снизу) тисненого полотна, изготовленного с помощью способа в соответствии с одним из воплощений настоящего изобретения.
Фиг.10В. Микрофотография (вид снизу) тисненого полотна, изготовленного с помощью способа в соответствии с одним из воплощений настоящего изобретения.
Хотя в конце настоящей заявки приводится формула изобретения, в которой четко формулируется предмет настоящего изобретения, предполагается, что настоящее изобретение будет более понятным из нижеследующего подробного описания, сопровождаемого прилагаемыми чертежами. Некоторые чертежи являются упрощенными, и на них не показаны отдельные элементы в целях более ясного отображения остальных элементов. Такое исключение некоторых элементов из некоторых чертежей не обязательно указывает на наличие или отсутствие данных элементов в каких-либо из воплощений изобретения, за исключением случаев, когда это явно оговорено в описании соответствующих воплощений. Любой из чертежей не обязательно приведен в масштабе.
Подробное описание изобретения
Ниже описан способ формирования тисненого полотна, который позволяет преодолеть один или более из перечисленных выше недостатков способов, традиционно применяемых в соответствии с существующим уровнем техники. В частности, в воплощениях настоящего изобретения предлагается более эффективный способ тиснения полотна. Так, например, с помощью способа в соответствии с воплощениями настоящего изобретения можно придать полотнам относительно мелкую текстуру. Более того, предлагаемые воплощения способа позволяют избежать этапов нагревания и охлаждения, требующих громоздкого оборудования, но необходимых при традиционных способах тиснения. Кроме того, воплощения способа не требуют длительного времени приложения давления, как этого требуют способы в соответствии с существующим уровнем техники. Кроме того, в отличие от традиционных способов тиснения, в которых применяется статическое давление, воплощения изобретения позволяют получить трехмерные дискретные протяженные элементы с открытыми проксимальными концами и открытыми или закрытыми дистальными концами. В некоторых воплощениях способ может использоваться для формирования макроструктур, например, для упаковочных материалов, таких, как обертка с воздушными пузырьками.
Способ в целом включает подачу исходного полотна между камерой статического давления и формирующей структурой. Формирующая структура включает множество дискретных выступающих элементов. Способ дополнительно включает приложение давления со стороны камеры статического давления к исходному полотну и формирующей структуре, достаточного для прижатия исходного полотна к дискретным выступающим элементам формирующей структуры, в результате чего образуется тисненое полотно, содержащее множество дискретных протяженных элементов, имеющих открытые проксимальные концы. Данные аспекты способа подробно описаны ниже.
Формирующая структура
Формирующая структура, используемая в способе в соответствии с настоящим изобретением, содержит множество дискретных выступающих элементов и «равнинные» участки, полностью окружающие дискретные выступающие элементы. Дискретные выступающие элементы формирующей структуры являются достаточно малыми по сравнению с обычными элементами формирующих структур, используемых в обычных процессах тиснения. Дискретные выступающие элементы формирующей структуры имеют также относительно большое отношение высоты к диаметру. За счет такого сочетания их свойств с помощью способа в соответствии с настоящим изобретением могут быть получены тисненые полотна, имеющие протяженные элементы с относительно высоким отношением высоты к диаметру и утонченными дистальными концами, даже без нагревания полотен, и при высокой скорости тиснения.
Для изготовления тисненого полотна с помощью способа в соответствии с настоящим изобретением используется формирующая структура, подобная формирующей структуре 8, изображенной на фиг.1. Формирующая структура иногда называется также формирующей сеткой. На фиг.1 представлен аксонометрический вид фрагмента формирующей структуры 8 в соответствии с настоящим изобретением. Из первой поверхности 12 формирующей структуры выступают дискретные выступающие элементы 10, имеющие в целом форму колонн.
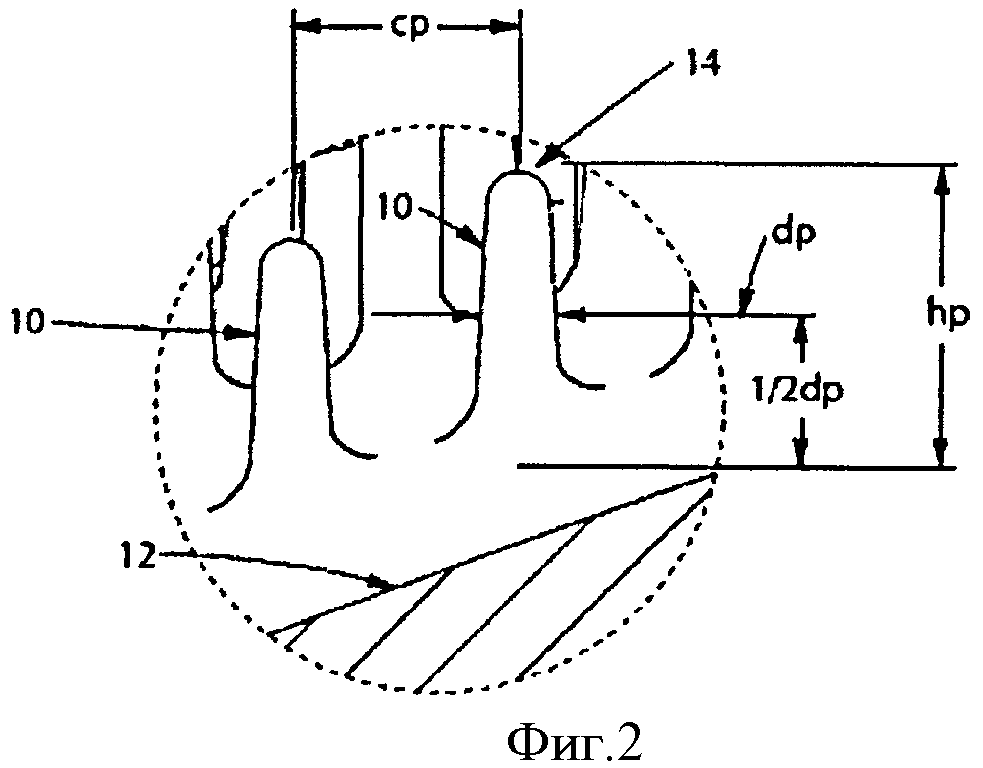
На фиг.2 представлен еще более увеличенный аксонометрический вид формирующей структуры, изображенной на фиг.1, который близок к виду полученного с помощью нее тисненого полотна 18, изображенного на фиг.7. Дискретные выступающие элементы 10, протяженные от первой поверхности 12 до дистального конца 14, могут быть изготовлены способами, которые будут описаны ниже. Как показано на фиг.2, дискретные выступающие элементы 10 могут иметь высоту hp, измеренную как расстояние между минимальной амплитудой Amin участка между смежными выступающими элементами 10 и максимальной амплитудой Amax закрытых или открытых дистальных концов 14 элементов, в направлении, перпендикулярном первой поверхности 12. Первая поверхность 12 при этом может рассматриваться как совокупность «равнинных» участков, полностью окружающих дискретные выступающие элементы 10. Высота hp дискретных выступающих элементов может составлять по меньшей мере 30 мкм, по меньшей мере примерно 50 мкм, по меньшей мере примерно 75 мкм, по меньшей мере примерно 100 мкм, по меньшей мере примерно 150 мкм, по меньшей мере 250 мкм или по меньшей мере 380 мкм. Дискретные выступающие элементы 10 могут иметь диаметр dp, которым для в целом цилиндрической структуры является внешний диаметр. В случае, если выступающие элементы 10 имеют не цилиндрическую форму, или не имеют однородного поперечного сечения, диаметр dp измеряется как средний диаметр поперечного сечения выступающих элементов на половине высоты hp выступающих элементов 10, как показано на фиг.2. Дискретные выступающие элементы могут иметь диаметр dp, который может составлять от примерно 10 мкм до примерно 5000 мкм. Прочие подходящие значения диаметра включают, например, от примерно 50 мкм до примерно 500 мкм, от примерно 65 мкм до примерно 300 мкм, или от примерно 75 мкм до примерно 200 мкм, от примерно 100 мкм до примерно 25000 мкм, от примерно 500 мкм до примерно 5000 мкм, или от примерно 800 мкм до примерно 2500 мкм. В некоторых воплощениях выступающие элементы могут иметь больший диаметр, если они используются для формирования в полотне дискретных протяженных элементов макромасштаба. Так, например, выступающие элементы могут иметь диаметр примерно до 2,5 см, примерно до 2 см, примерно до 1,5 см, примерно до 1 см, примерно до 0,5 см или примерно до 0,1 см. В некоторых воплощениях выступающие элементы формирующей структуры могут иметь диаметр менее чем примерно 500 мкм, или менее чем примерно 300 мкм.
Для каждого из выступающих элементов 10 может быть определено отношение высоты к диаметру данного элемента, как hp/dp. Выступающие элементы 10 могут иметь отношение высоты к диаметру hp/dp по меньшей мере примерно 0,5, по меньшей мере примерно 0,75, по меньшей мере примерно 1, по меньшей мере примерно 1,5, по меньшей мере примерно 2, по меньшей мере примерно 2,5, по меньшей мере примерно 3 или даже более. Межцентровое расстояние Ср между двумя соседними выступающими элементами 10 может составлять от примерно 100 мкм до примерно 1 020 мкм, от примерно 100 мкм до примерно 640 мкм, от примерно 150 мкм до примерно 500 мкм, от примерно 180 мкм до примерно 430 мкм.
В целуем следует ожидать, что расстояние между краями двух соседних выступающих элементов 10 должно быть по меньшей мере в два раза больше толщины t исходного полотна, чтобы была обеспечена достаточная деформация исходного полотна между соседними выступающими элементами 10. Расстояние между краями выступающих элементов 10, как правило, должно составлять от примерно 30 мкм до примерно 800 мкм, от примерно 30 мкм до примерно 650 мкм, от примерно 50 мкм до примерно 500 мкм, от примерно 60 мкм до примерно 300 мкм.
Формирующая структура в соответствии с настоящим изобретением должна содержать по меньшей мере 95 дискретных протяженных элементов на 1 см2 ее площади, или по меньшей мере 240 дискретных протяженных элементов на 1 см2, от примерно 350 до примерно 10000 дискретных протяженных элементов на 1 см2, от примерно 500 до примерно 5000 дискретных протяженных элементов на 1 см2, или от примерно 700 до примерно 3000 дискретных протяженных элементов на 1 см2 ее площади.
В некоторых воплощениях некоторые части формирующей структуры могут содержать дискретные протяженные элементы, расположенные с густотой, указанной в предыдущем абзаце, а другие части формирующей структуры могут вовсе не содержать дискретных выступающих элементов. В других воплощениях дискретные выступающие элементы формирующей структуры могут быть расположены в различных горизонтальных плоскостях.
В целом, так как фактическая высота hp каждого из выступающих элементов 10 может быть различной, может быть определена средняя высота hpavg множества выступающих элементов 10 путем измерения средней максимальной и средней минимальной амплитуды Apmin и Apmax (см. Фиг.4) выступающих элементов на заданной площади формирующей структуры 8. Подобным образом, если поперечное сечение различных выступающих элементов варьирует, может быть определен средний диаметр dpavg множества выступающих элементов 10. Измерения амплитуды и прочих размеров выступов могут быть сделаны с помощью любого способа, применяемого в данной области техники, например, с помощью управляемого компьютером сканирующего микроскопа и соответствующей обработки данных. Соответственно, для заданной площади такой структуры может быть определено среднее отношение ARpavg высоты к диаметру выступающих элементов 10, как hpavg/dpavg. Размеры hp и dp выступающих элементов 10 могут быть определены косвенным образом, исходя из технических требований к изготовлению формирующей структуры 8, как будет более подробно описано ниже.
В одном из воплощений отношение средней высоты hpavg дискретных выступающих элементов к толщине исходного полотна составляет по меньшей мере примерно 1:1, по меньшей мере примерно 2:1, по меньшей мере примерно 3:1, по меньшей мере примерно 4:1, или даже по меньшей мере примерно 5:1. Данное отношение может быть достаточно важным для обеспечения достаточного растяжения полотна, то есть до степени необратимого растяжения, так чтобы было возможно получение тисненого полотна в соответствии с настоящим изобретением, особенно если требуется обеспечить определенную скорость или иные параметры производственного процесса.
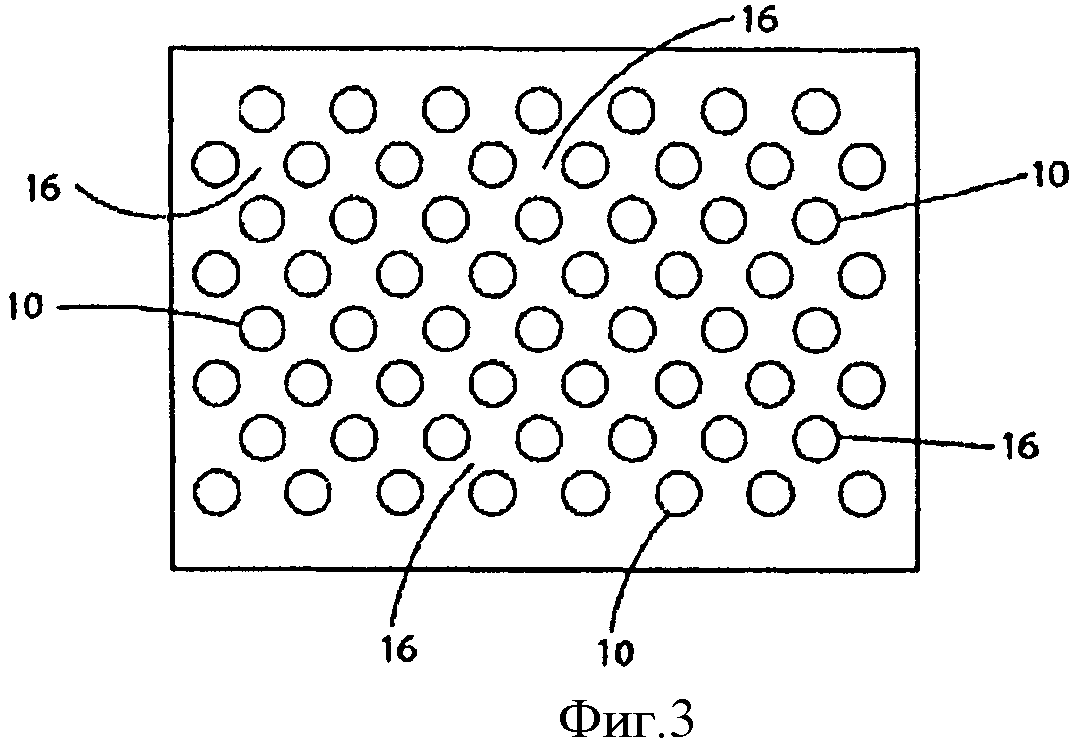
На фиг.3 представлен вид сверху одного из воплощений формирующей структуры в соответствии с настоящим изобретением. Формирующая структура содержит множество дискретных выступающих элементов 10, полностью окруженных «равнинными» участками 16.
Дискретные выступающие элементы формирующей структуры могут иметь дистальные концы, которые являются плоскими, скругленными или острыми, в зависимости от того, требуется ли выполнить тисненое полотно, имеющее дискретные протяженные элементы, дистальные концы которых являются открытыми (для чего требуется наличие более острых выступающих элементов на формирующей структуре) или закрытыми (для чего требуются более скругленные выступающие элементы на формирующей структуре). Скругленные дистальные концы дискретных выступающих элементов формирующей структуры могут иметь определенный радиус вершины, который может составлять от примерно 5 мкм до примерно 150 мкм, от примерно 10 мкм до примерно 100 мкм, от примерно 20 мкм до примерно 75 мкм, или от примерно 30 мкм до примерно 60 мкм.
Боковые стенки дискретных выступающих элементов могут быть совершенно вертикальными или наклонными. В одном из воплощений дискретные выступающие элементы имеют наклонные стенки, что обеспечивает более легкое отделение скрепляемых полотен друг от друга после тиснения. В воплощениях изобретения боковые стенки, как правило, имеют наклон от примерно 0° до примерно 50°, от примерно 2° до примерно 30°, или от примерно 5° до примерно 25°.
На фиг.4 представлено сечение одного из воплощений дискретных выступающих элементов 10 формирующей структуры 8, имеющих радиус закругления при вершине примерно 46 мкм (0,0018 дюйма). Боковые стенки дискретных выступающих элементов 10 имеют угол наклона примерно 11°.
На фиг.5 показана микрофотография формирующей структуры, содержащей множество дискретных выступающих элементов, размеры которых приведены на фиг.4.
В одном из воплощений диаметр выступающих элементов 10 является постоянным или уменьшается по высоте. Так, например, как показано на фиг.2, диаметр, или наибольшее измерение в поперечном сечении, выступающих элементов 10 является максимальным вблизи первой поверхности 12 и устойчиво уменьшается по мере приближения к дистальному концу 14. Следует ожидать, что такая форма является предпочтительной, так как она будет способствовать легкому отделению тисненого полотна от формирующей структуры 8.
Дискретные выступающие элементы формирующей структуры могут иметь самую различную форму в сечении, например, в целом напоминающую форму колонны круглого, овального, квадратного, треугольного, шестиугольного, трапециевидного сечения, или форму, отличную от формы колонны, например, форму гребня, пирамиды, снеговика, гриба, сферы, песочных часов, им подобные формы и их сочетания.
Формирующая структура 8 может быть изготовлена из любого материала, которому может быть придана форма, в которой имеются выступающие элементы 10, имеющие размеры, подходящие для изготовления тисненого полотна в соответствии с настоящим изобретением. Кроме того, материал должен быть достаточно устойчивым в плане сохранения своих размеров в диапазоне температур, которым подвергается формирующая структура 8 в процессе изготовления тисненого полотна. Материал должен иметь модуль упругости на растяжение по меньшей мере примерно 30 МПа, по меньшей мере примерно 100 МПа, по меньшей мере примерно 200 МПа, по меньшей мере примерно 400 МПа, по меньшей мере примерно 1000 МПа, или по меньшей мере примерно 2000 МПа; предел текучести по меньшей мере примерно 2 МПа, по меньшей мере примерно 5 МПа, по меньшей мере примерно 10 МПа, или по меньшей мере примерно 15 МПа; предел деформации на излом по меньшей мере примерно 1%, по меньшей мере примерно 5%, или по меньшей мере примерно 10%. Было определено, что относительно высокие и тонкие выступающие элементы позволяют выполнить тиснение полотна тем более качественно, чем выше модуль упругости материала формирующей структуры, при условии, что материал имеет достаточный предел деформации на излом (то есть что он не является очень хрупким), чтобы элементы не сломались в процессе тиснения. Значения модуля упругости на растяжение и предела текучести могут быть определены традиционно применяемыми методами, например, пи стандартных условиях по TAPPI при скорости растяжения 100% в минуту.
В одном из воплощений выступающие элементы 10 выполнены за единое целое с формирующей структурой 8. То есть в данном воплощении формирующая структура изготавливается в виде единой целой структуры, путем удаления или добавления материала. Так, например, формирующая структура 8, имеющая относительно маломасштабные выступающие элементы 10, может быть выполнена путем локального, избирательного удаления материала, например, способом химического травления, механической гравировки, или путем удаления массы с помощью источников высоких энергий, например, способом электроразрядной механической обработки (ЭМО), лазером, электронным лучом, или электрохимической обработкой. В одном из воплощений формирующая структура 8 может быть изготовлена способом ламинирования со световым травлением, в соответствии с идеями патента США 4342314.
В одном из способов изготовления подходящей формирующей структуры 8 производится лазерная гравировка материала-основы, подходящего для лазерной гравировки, в результате чего из материала-основы избирательно удаляется материал и формируются выступающие элементы 10. Под «подходящим для лазерной обработки» в данном случае понимается, что из основы с помощью лазера избирательно, то есть контролируемым образом, может быть удален материал, при этом подразумевается, что для достижения наилучших результатов может потребоваться подбор длины волны лазера и его мощности в соответствии со свойствами материала (или наоборот). Лазерная гравировка может быть выполнена традиционно применяемыми способами, и за счет подбора длины волны, мощности лазера и временных параметров обработки могут быть получены выступающие элементы требуемых размеров. Имеющиеся на сегодняшний день материалы, подходящие для лазерной обработки, включают термопластические материалы, такие как полипропилен, ацетальные смолы, например DELRIN® производства DuPont (Вилмингтон, штат Делавэр, США), термоотверждаемые материалы, такие, как полиэфиры с перекрестными связями, эпоксидные материалы или даже металлы, такие, как алюминий, медь, латунь, никель, нержавеющая сталь или их сплавы. Термопластические и термоусадочные материалы могут включать наполнители в виде частиц или волокон, повышающие возможность их обработки лазерами определенной длины волны и/или повышающие их прочность или износостойкость, в результате чего могут быть выполнены более стойкие к износу выступающие элементы 10. Так, например, некоторые полимеры, например, полиэфирэфиркетоны, могут быть подвергнуты лазерной обработке с высоким разрешением выполняемых структур и при высокой скорости процесса обработки, при равномерном заполнении полимера достаточным количеством углеродных волокон в виде пустотелых нанотрубок.
В некоторых воплощениях формирующая структура может быть изготовлена с помощью непрерывного процесса лазерной обработки. Так, например, полимерный материал, такой как DELRIN®, может быть обеспечен в форме заготовки цилиндрической формы, имеющей центральную продольную ось, внешнюю поверхность и внутреннюю поверхность, определяющие толщину материала-основы. Он может быть также обеспечен в виде сплошного валика. Подвижный источник лазерного излучения может быть ориентирован в целом перпендикулярно его внешней поверхности. Подвижный источник лазерного излучения может быть расположен с возможностью его движения в направлении, параллельном центральной продольной оси материала-основы. Цилиндрический материал-основа может вращают вокруг его центральной продольной оси, в то время как источник лазерного излучения выборочно вырезает из его внешней поверхности участки, то есть удаляет из них материал, в результате чего образуется структура в виде множества выступающих элементов. Каждый из полученных выступающих элементов может в целом иметь форму колонны, как было описано выше. За счет синхронизации перемещения источника лазерного излучения параллельно продольной оси вращающейся цилиндрической заготовки материала-основы и скорости вращения заготовки, за один оборот заготовки лазером может быть выполнен определенный участок структуры из выступающих элементов, и весь процесс их формирования на заготовке может быть непрерывным, подобно процессу нарезки резьбы винта.
Формирующая структура 10 может иметь форму плоской пластины, валика, ленты конвейера, бесконечной ленты, рукава и им подобную. В одном из предпочтительных воплощений формирующая структура имеет форму валика.
Нижняя поверхность формирующей структуры может быть пористой или не пористой. Так, например, нижняя поверхность может включать небольшое отверстие, размеры которого настолько малы, что исходное полотно не может деформироваться и заполнять данное отверстие, но данное отверстие обеспечивает вентиляцию формирующей структуры, позволяя воздуху выходить через него. В одном из воплощений предусмотрено средство для удаления воздуха, попавшего под полотно. Так, например, может быть предусмотрен вакуум-насос, отсасывающий воздух из-под полотна через вентиляционные отверстия в формирующей структуре, так чтобы не возникало превышения давления, прикладываемого к полотну, сверх требуемого для его тиснения.
Формирующая структура в соответствии с настоящим изобретением может дополнительно содержать углубления или сквозные отверстия. Если формирующая структура действительно включает не только выступающие элементы, но и отверстия или углубления, и при этом используется камера статического давления, то с помощью камеры статического давления исходное полотно может быть вдавлено в отверстия или углубления, и в исходном полотне могут быть сформированы дискретные элементы, сформированные выступающими элементами и протяженные от поверхности полотна, находящейся напротив поверхности, от которой сформированы дискретные протяженные элементы с помощью отверстий или углублений формирующей структуры. В результате этого может быть сформировано двухстороннее тисненое полотно, на различных сторонах которого будут иметься различные структуры из протяженных элементов, или протяженные элементы различные размеров. В зависимости от давления, создаваемого между формирующей структурой и камерой статического давления, а также геометрической формы выступающих элементов, отверстий или углублений, могут быть сформированы дискретные протяженные элементы тисненого полотна, имеющие открытые или закрытые дистальные концы.
Камера статического давления
На фиг.9 представлена камера 36 статического давления, используемая для приложения силы к исходному полотну 34 и обеспечения его соответствия дискретным элементам 10 формирующей структуры 8. Камера 36 статического давления предпочтительно является газовой камерой статического давления. Газом могут быть воздух, азот, диоксид углерода, прочие им подобные газы и их сочетания.
Камера 36 статического давления оказывает давление на исходное полотно 34. Газовая камера 36 статического давления может включать колпак 38, который может создавать область 40 повышенного давления, расположенную в непосредственной близости к исходному полотну 34. Колпак 38 может иметь по меньшей мере один вход 42 газа высокого давления, через который газ или иная среда под высоким давлением может входить под колпак 38 и создавать под ним условия статического давления. В условиях статического давления газа на еще не тисненое исходное полотно 34 не оказывается ударной нагрузки, формируемой скоростью и плотностью потока среды, как в случае использования источников динамического давления, таких, как, например, воздушный нож. Вместо этого в колпаке 38 поддерживается высокое статическое давление газа, создающее разность давлений по обе стороны полотна, между статическим давлением на поверхности исходного полотна 34, обращенной к камере 36, и давлением на поверхности исходного полотна 34, обращенной к формирующей структуре 8. В одном из воплощений колпак 38 может быть шире, чем исходное полотно, что может обеспечивать лучшее прижатие полотна к формирующей структуре. Разность давлений достаточна для обеспечения соответсвия исходного полотна 34 дискретным формирующим элементам 10 формирующей структуры 8. Разность давлений может быть усилена, например, путем создания вакуума на поверхности исходного полотна 34, обращенной к формирующей структуре 8.
Подходящие камеры статического давления описаны также в предварительной патентной заявке США «Устройство для тиснения полотна», поданной 11 марта 2010 года, и в патенте США 5972280.
Исходное полотно
С помощью способа в соответствии с настоящим изобретением исходное полотно 34 преобразуется в тисненое полотно. Подходящие исходные полотна включают материалы, которые могут быть деформированы с помощью камеры 36 статического давления, создающего разность давлений по обе стороны исходного полотна 34, в результате чего исходное полотно 34 будет соответствовать дискретным элементам 10 формирующей структуры 8, и будет сформировано тисненое полотно 16.
Исходное полотно 34, как правило, включает синтетический материал, металлический материал, биологический материал (в частности, материалы животного происхождения) и их сочетания. В некоторых воплощениях исходно полотно 34 может включать целлюлозные материалы. В других воплощениях исходно полотно 34 может не содержать целлюлозных материалов. Не ограничивающие примеры подходящих исходных полотен включают пленки, такие, как полимерные или термопластические пленки, фольгу, например, металлическую фольгу (например, алюминиевую, латунную, медную и им подобную), полотна, включающие устойчивые полимеры, пены, нетканые полотна, содержащие синтетические волокна (например, TYVEK®), коллагеновые пленки, хитозановые пленки, вискозу, целлофан и им подобные. Подходящие исходные полотна дополнительно включают ламинаты и смеси из перечисленных материалов.
Если исходное полотно является волокнистым, то оно, как правило, имеет высокую плотность, в результате чего оно ведет себя аналогично пленкам. Одним из примеров такого волокнистого полотна высокой плотности является TYVEK®.
В одном из воплощений исходное полотно 34 являются полимерной пленкой. Подходящие полимерные пленки включают термопластические пленки, такие, как полиэтилен, полипропилен, полистирол, полиэтилентерефталат (ПЭТ), полиметилметакрилат (ПММА), поливиниловый спирт, нейлон, политетрафторэтилен (например, тефлон) или их сочетания. Подходящие полимерные пленки могут включать смеси полимеров.
В некоторых воплощениях исходное полотно 34 может содержать устойчивый полимер, такой, как полилактиды, полигликолиды, полигидроксиалканаты, полисахариды, поликапролактоны и им подобные, и их смеси.
Толщина исходного полотна 34 до тиснения, как правило, находится в диапазоне от примерно 5 до примерно 300 мкм, от примерно 5 мкм до примерно 150 мкм, от примерно 5 мкм до примерно 100 мкм, или от примерно 15 мкм до примерно 50 мкм. Прочие подходящие значения толщины включают примерно 1, 2, 3, 4, 5, 6, 7, 8, 9,10, 20, 30,40, 50, 60,70, 80, 90, 100, 150, 200, 250 или 300 мкм.
Исходные полотна, если они являются полимерными полотнами, как правило, имеют температуру остекления от примерно 100°С до примерно 120°С, или от примерно -80°С до примерно 100°С, или температуру остекления, находящуюся в иных подходящих диапазонах. Исходные полимерные полотна могут иметь температуру плавления, составляющую от примерно 100°С до примерно 350°С. Так, например, исходное полотно 34, сформированное из полиэтилена низкой плотности, или из смеси полиэтиленов низкой плотности и линейного низкой плотности, имеет точку плавления от примерно 110°С до примерно 122°С. Исходное полотно, сформированное из полипропилена, имеет точку плавления примерно 165°С. Исходное полотно, сформированное из полиэфира, имеет точку плавления примерно 255°С. Полотно, сформированное из Нейлона №6, имеет точку плавления примерно 215°С. Полотно, сформированное из политетрафторэтилена, имеет точку плавления примерно 327°С.
В одном из воплощений предлагаемый способ осуществляется при температуре, меньшей температуры плавления исходного полотна. Так, например, способ может осуществляться при температуре, на 10°С меньшей точки плавления исходного полотна. В другом воплощении способ проводится при температуре, в сущности равной температуре плавления исходного полотна. Еще в одном воплощении способ выполняется при температуре, большей, чем температура остекления исходного полотна.
Исходное полотно 34 может быть дополнительно пластифицировано в целях уменьшения его хрупкости перед выполнением па нем тиснения в соответствии с предлагаемым способом.
В одном из воплощений исходное полотно 34 обладает способностью увеличивать твердость при растяжении. Свойство исходного полотна увеличивать твердость при растяжении может быть желательно для облегчения соответствия исходного полотна 34 дискретным элементам 10 формирующей структуры 8. Данное свойство может быть предпочтительным при изготовлении тисненых полотен, в которых требуется получить закрытые дистальные концы 24 протяженных элементов 22 тисненого полотна 16.
Исходное полотно 34 может быть любым материалом, таким, например, как полимерная пленка, имеющим свойства, подходящие для формирования в нем тиснения в соответствии с настоящим изобретением. Исходное полотно 34, как правило, имеет предел текучести, и предпочтительно должно быть растянуто за предел текучести при формировании из него тисненого полотна 16. То есть исходное полотно 34 должно иметь достаточные свойства текучести, так чтобы оно могло быть растянуто без разрыва до такой степени, чтобы можно было сформировать требуемые дискретные протяженные элементы 22 с закрытыми дистальными концами 24, или, если требуется получить тисненое полотно 16, содержащее дискретные протяженные элементы 22, имеющие открытые дистальные концы 24, полотно должно иметь такие характеристики, чтобы наступал его разрыв при формировании открытых дистальных концов 24. Как будет описано ниже, путем изменения параметров процесса могут быть изменены условия способа, например, его температура, что позволит растянуть исходное полотно 34 с наступлением разрыва или без наступления разрыва, и сформировать тисненое полотно 16, имеющее требуемые дискретные протяженные элементы 22. В целом было определено, что предпочтительные исходные материалы, используемые в качестве исходных полотен 34, имеют низкий предел текучести и обладают способностью к значительному удлинению. В дополнение к этому, как упоминалось выше, исходные полотна предпочтительно должны повышать свою твердость при растяжении. Примеры пленок, подходящих для использования в качестве исходных полотен 34, включают пленки, содержащие полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полипропилеп и их смеси.
Исходное полотно 34 должно быть также достаточно деформируемым и тягучим. Термин «деформируемый» в контексте настоящего описания означает материал, который, будучи растянут за предел упругой деформации, в сущности сохраняет свою новую форму, а также утончается на дистальных концах 24 дискретных протяженных элементов 22, или возле дистальных концов, и/или вдоль боковых стенок полученного тисненого полотна 16.
Одним из материалов, который был определен подходящим для использования в качестве исходного полотна 34, является полиэтиленовый каучук DOWLEX 2045A производства The Dow Chemical Company, (Мидлэнд, штат Миннесота, США). Пленка из данного материала, имеющая толщину 20 мкм, может иметь предел текучести по меньшей мере 12 МПа; прочность на растяжение по меньшей мере 53 МПа;
максимальное удлинение по меньшей мере 635%, модуль упругости (под углом 2%), составляющий по меньшей мере 210 МПа (каждое из упомянутых выше измерений проводилось по ASTM D 882). Прочие примеры подходящих исходных полотен включают полиэтиленовую пленку, имеющую толщину примерно 25 мкм (1,0 милли-дюйма) и имеющую плотность по меньшей мере 24 г/м2, предлагаемую RK.W US, Inc. (Роум, штат Джорджия, США), и полиэтиленовую/полипропиленовую пленку плотностью примерно 14 г/см2 и толщиной примерно 15 мкм, также предлагаемую RKW US, Inc.
Исходное полотно 34 может быть ламинатом из двух или более полотен, и может быть также соэкструдированным ламинатом. Так, например, исходное полотно 34 может включать два слоя, или три слоя, и в последнем случае самый внутренний слой часто именуется сердцевинным слоем, а самые наружные слои часто именуются покровными слоями. В одном из воплощений исходное полотно включает трехслойный соэкструдированный ламинат суммарной толщиной примерно 25 мкм (0,001 дюйм), в котором сердцевинный слой имеет толщину примерно 18 мкм (0,0007 дюйма), а каждый из покровных слоев имеет толщину примерно 3,5 мкм (0,00015 дюйма). В одном из воплощений слои могут включать полимеры, имеющие различные характеристики растяжения и/или упругости.
Исходное полотно 34 может быть изготовлено с использованием стандартных процедур изготовления многослойных пленок и с помощью традиционно применяемого оборудования для производства соэкструдированных пленок. Если требуется изготовить слои из смеси полимеров, гранулы компонентов могут быть сначала смешаны на сухую, а затем смешиваться в процессе расплавления в экструдере, подающем материал для данного слоя. В качестве альтернативы, если в экструдере не обеспечивается достаточного перемешивания, гранулы компонентов могут быть сначала смешаны насухую, а затем расплавлены с перемешиванием в предварительном экструдере с последующим гранулированием полученного компаунда. Полученные гранулы компаунда могут быть затем поданы в основной экструдер, с помощью которого производится соответствующий слой для многослойного полотна. Подходящие способы изготовления исходных полотен 34 описаны в патентах США 5520875 и 6228462.
В целом способность образовывать дискретные протяженные элементы 22, расположенные с высокой плотностью на поверхности тисненого полотна 16 (то есть с малым расстоянием между их центрами), может ограничиваться толщиной исходного полотна 34.
В некоторых воплощениях исходное полотно 34 может дополнительно включать поверхностно-активное вещество. Предпочтительные типы поверхностно-активных веществ включают соответствующие вещества из неионных семейств, такие, как алкоголь-этоксилаты, алкилфенол-этоксилаты, эфиры карбоновых кислот, эфиры глицерина, полиоксиэтиленовые эфиры жирных кислот, полиоксиэтиленовые эфиры алифатических карбоновых кислот - производных абиетиновой кислоты, эфиры ангидросорбитола, эфиры этокислированного ангидросорбитола, этоксилированные природные жиры, масла и воски, гликолевые эфиры жирных кислот, карбоксил-амиды, конденсированные диэтаноламины и блочные полиалкиленоксидные сополимеры. Молекулярный вес применяемых поверхностно-активных веществ может составлять от примерно 200 г/моль до примерно 10000 г/моль. Наиболее предпочтительный молекулярный вес применяемых поверхностно-активных веществ составляет от примерно 300 г/моль до примерно 1000 г/моль.
При использовании поверхностно-активных веществ их количество может составлять вплоть до 10% от суммарного веса исходного полотна 34, к которому они первоначально добавляются. Поверхностно-активные вещества, молекулярный вес которых находится в указанном выше предпочтительном диапазоне (300-1000 г/моль), могут быть добавлены в меньших количествах, как правило, в количестве примерно 5% от суммарного веса исходного полотна 34 или менее.
В некоторых воплощениях в полимерную смесь, из которой изготовлено исходное полотно 34, может быть добавлен диоксид титана. Диоксид титана может увеличивать непрозрачность тисненого полотна 16. Диоксид титана может быть добавлен в исходное полотно 34, такое, как, например, полиэтилен низкой плотности, в количестве примерно до 10% от веса полотна.
В один или более слоев исходного полотна 34 могут быть введены и прочие добавки, такие, как, например, различные частицы, например, частицы и вещества, защищающие кожу, или вещества, активно поглощающие газы, например, цеолиты. В некоторых воплощениях тисненые полотна, особенно в приложениях, связанных с контактом с кожей, содержат частицы, которые обеспечивают прямой и эффективный контакт активных веществ с кожей. А именно, в некоторых воплощениях при формировании дискретных протяженных элементов 22 частицы могут быть расположены на дистальных концах 24 дискретных протяженных элементов или возле них. В результате этого активные вещества для ухода за кожей, содержащиеся в таких частицах, расположенных на дистальных концах 24 дискретных протяженных элементов 22 (или вокруг них), будут непосредственно контактировать с кожей пользователя, что очень важно в приложениях, в которых тисненое полотно 16 контактирует с кожей пользователя.
Средний размер частиц, используемых в составе исходного полотна 34, как правило, составляет от примерно 0,2 мкм до примерно 200 мкм, или от примерно 5 мкм до примерно 100 мкм. Использование некоторых типов частиц, например частиц слюды, в которых происходит интерференция света, может значительно улучшать внешний вид тисненого полотна 16.
Исходное полотно 34 может также включать красители, например, пигменты, лак, тонер, чернила или прочие вещества, придающие материалу цвет, что также улучшает внешний вид тисненого полотна 16.
Подходящие пигменты включают неорганические пигменты, например, пигменты с перламутровым или интерференционным эффектом, и им подобные. Не ограничивающие примеры подходящих пигментов включают тальк, слюду, карбонат магния, силикат магния, силикат алюминия-магния, кремнезем, диоксид титана, оксид цинка, оксид железа красный, оксид железа черный, сажу газовую, ультрамарин, полиэтиленовый порошок, порошок метакрилата, порошок полистирола, порошок шелка, кристаллическую целлюлозу, крахмал, титанированную слюду, оксид железа-титанированную слюду, оксихлорид висмута и им подобные.
Подходящие окрашенные полотна описаны в патентных заявках США: «Окрашенный тонколистовой материал, содержащий множество дискретных протяженных элементов» и «Тонколистовой материал, имеющий цвет, меняющийся с углом зрения и содержащий множество дискретных протяженных элементов» (поданы 11 марта 2010 года).
Полотна могут также включать наполнители, пластификаторы и прочие добавки.
Тисненое полотно
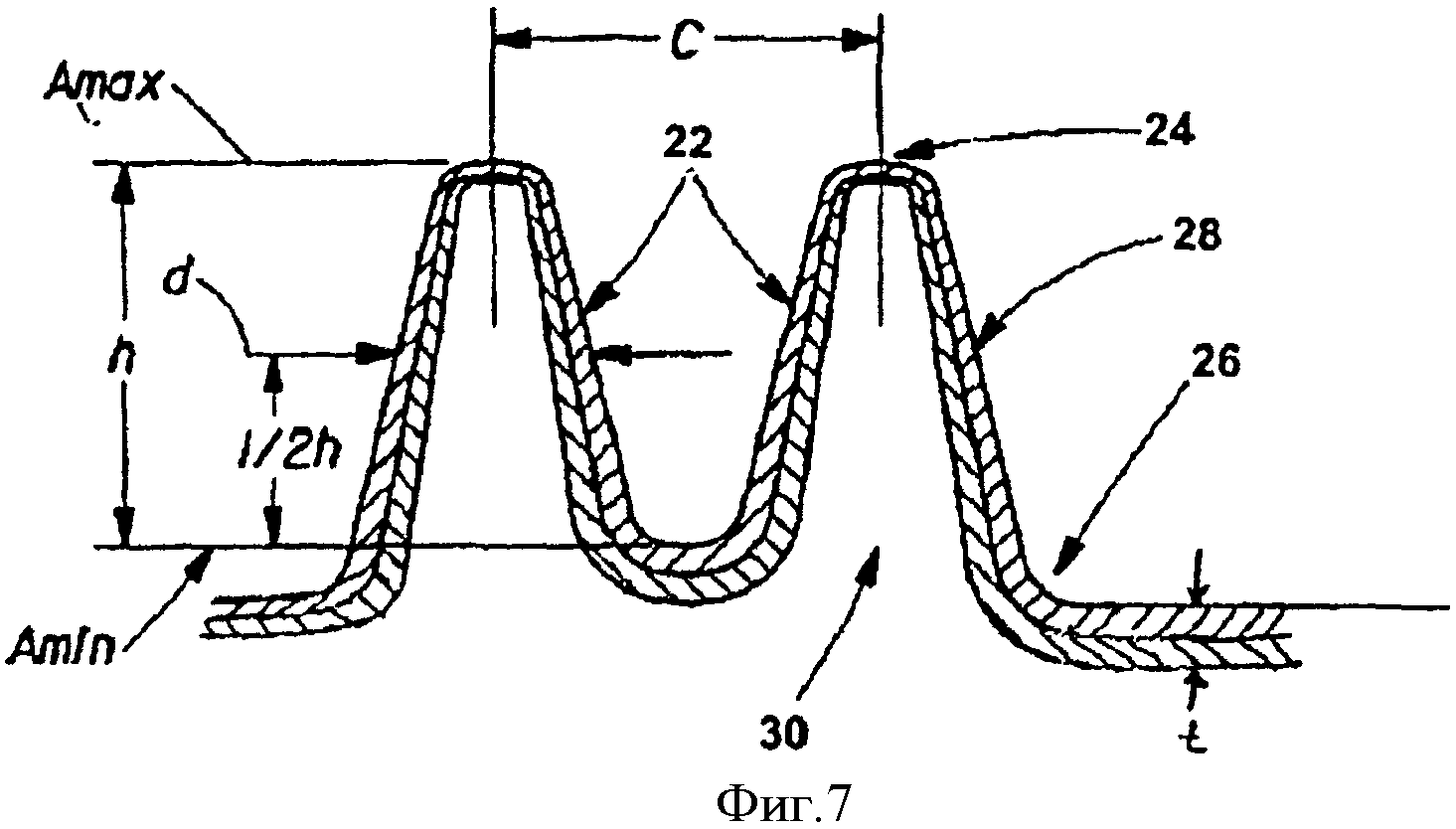
С помощью способа в соответствии с настоящим изобретением из исходного полотна 34 формируется тисненое полотно 16, которое может иметь различные требуемые структурные черты и свойства, такие, как, например, мягкость на ощупь и эстетический привлекательный внешний вид. Исходное полотно 34 располагают между формирующей структурой 8 и камерой 36 статического давления, с помощью которой обеспечивается соответствие исходного полотна 34 дискретным выступающим элементам 10 формирующей структуры 8. Как показано на фиг.6, в результате этого формируется тисненое полотно 16, имеющее дискретные протяженные элементы 22. Как показано на фиг.7, дискретные протяженные элементы 22 имеют открытые проксимальные концы 30 и открытые (как показано на фиг.8) или закрытые (как показано па фиг.6 и 7) концы 24.
В одном из воплощений тисненое полотно 16, получаемое с помощью предлагаемого способа, может иметь структуру, подобную структуре, подробно описанной в патентах США 7402723 или 7521588.
Трехмерное тисненое полотно 16 формируется из исходного полотна 34, которое может представлять собой одиночный слой материала, или многослойное соэкструдированное или ламинированное полотно, как было описано выше. Ламинированные листовые материалы могут быть соэкструдированными, как известно сведущим в данной области техники, и включать пленки, образующие покровные слои. В воплощении, изображенном на фиг.6, исходное полотно 34 является двухслойной ламинированной пленкой, содержащей первый слой 18 и второй слой 20.
Дискретные протяженные элементы 22 формируются как выступы на полотне, в целом с первой его поверхности 26. Число, размер и распределение дискретных протяженных элементов 22 по тисненому полотну 16 определяется исходя из требуемых мягкости полотна на ощупь и визуальных эффектов. В таких приложениях, как верхний лист, тыльный лист или обертка абсорбирующего изделия, или упаковка, может быть желательным, чтобы протяженные элементы 22 выступали только с одной стороны тисненого полотна 16. Поэтому, если тисненое полотно 16 используется в качестве верхнего листа абсорбирующего изделия одноразового пользования, тисненое полотно 16 может быть ориентировано таким образом, что дискретные протяженные элементы 22 будут контактировать с кожей, что будет создавать ощущение мягкости полотна. Более того, наличие протяженных элементов 22 с дистальными концами 24 может способствовать уменьшению повторного намокания, то есть уменьшению количества жидкости, попадающей обратно на поверхность верхнего листа после того, как она прошла через отверстия в верхнем листе к лежащим под ним абсорбирующим слоям.
Как показано на фиг.7, дискретные протяженные элементы 22 могут быть охарактеризованы как выступающие с первой поверхности 28 тисненого полотна 16. Кроме того, дискретные протяженные элементы 22 могут рассматриваться как выполненные за единое целое с исходным полотном 34 путем необратимой локальной пластической деформации исходного полотна 34. Боковые стенки 28 дискретных протяженных элементов 22 образуют открытую проксимальную часть 30 и закрытый или открытый дистальный конец 24. Каждый из дискретных протяженных элементов 22 имеет высоту h, измеряемую как расстояние между минимальной амплитудой Amin участка между смежными протяженными элементами 22 и максимальной амплитудой Amax закрытых или открытых дистальных концов 24 элементов. Дискретные протяженные элементы 22 имеют диаметр d, которым для в целом цилиндрической формы структуры является внешний диаметр поперечного сечения. Под «поперечным» понимается сечение по плоскости, в целом параллельной плоскости первой поверхности 26. Диаметр d дискретного протяженного элемента 22, в целом имеющего форму колонны, но не имеющего цилиндрической формы, или не имеющего правильного или постоянного поперечного сечения, определяется как средний размер поперечного сечения на половине высоты h дискретного протяженного элемента. Для каждого из дискретных протяженных элементов может быть определено отношение h/d высоты к диаметру. Дискретный протяженный элемент может иметь отношение h/d по меньшей мере примерно 0,2, по меньшей мере примерно 0,3, по меньшей мере примерно 0,5, по меньшей мере примерно 0,75, по меньшей мере примерно 1, по меньшей мере примерно 1,5, по меньшей мере примерно 2, по меньшей мере примерно 2,5 или по меньшей мере примерно 3. Дискретные протяженные элементы 22, как правило, имеют высоту h, составляющую по меньшей мере примерно 30 мкм, по меньшей мере примерно 50 мкм, по меньшей мере примерно 65 мкм, по меньшей мере примерно 80 мкм, по меньшей мере примерно 100 мкм, по меньшей мере примерно 120 мкм, по меньшей мере примерно 150 мкм, или по меньшей мере примерно 200 мкм. Протяженные элементы 22, как правило, имеют высоту, равную по меньшей мере толщине исходного полотна, или по меньшей мере удвоенной толщине исходного полотна, или по меньшей мере утроенной толщине исходного полотна. Дискретные протяженные элементы 22, как правило, имеют диаметр d от примерно 50 мкм до примерно 5000 мкм, от примерно 50 мкм до примерно 3000 мкм, или от примерно 50 мкм до примерно 500 мкм, или от примерно 65 мкм до примерно 300 мкм, или от примерно 75 мкм до примерно 200 мкм. В некоторых воплощениях дискретные протяженные элементы 22 могут иметь и больший диаметр d, например, примерно до 2,5 см, примерно до 2 см, примерно до 1,5 см, примерно до 1 см, примерно до 0,5 см, или примерно до 0,1 см.
Диаметр дискретного протяженного элемента 22 неправильной формы может быть определен как удвоенный радиус кривизны его боковой поверхности на половине его высоты.
Для дискретных протяженных элементов, протяженных вдоль всей длины полотна, например, имеющих форму гребней, боковые стенки которых могут иметь открытые участки, под диаметром дискретного протяженного элемента может пониматься средняя минимальная толщина между двумя находящимися друг напротив друга боковыми стенками протяженного элемента на половине его высоты.
В общем случае, из-за того, что фактическую высоту h какого-либо отдельного дискретного протяженного элемента трудно определить, и из-за того, что высота различных элементом может варьировать, может быть определена средняя высота havg множества дискретных протяженных элементов 22 путем измерения средней минимальной амплитуды Amin и средней максимальной амплитуды Amax на заданной площади тисненого полотна 16. Средняя высота havg, определенная таким образом, в целом будет находиться в описанных выше диапазонах высоты. Подобным образом, так как точные параметры поперечного сечения дискретных протяженных элементов могут варьировать, может быть определен средний диаметр davg множества дискретных протяженных элементов 22. Определенный таким образом средний диаметр davg также, как правило, будет находится в описанных выше диапазонах диаметров. Измерения амплитуды и прочих размерных параметров могут осуществляться любым способом из применяемых в данной области техники, например, с помощью компьютерной сканирующей микроскопии с последующей обработкой данных. Соответственно, среднее отношение ARavg высоты дискретных протяженных элементов 22 к их диаметру на данном участке тисненого полотна 1 6 может быть определено как havg/davg.
В одном из воплощений диаметр дискретного протяженного элемента является постоянным или уменьшается с амплитудой (амплитуда является максимальной на открытом или закрытом дистальном конце 24). Диаметр, или средний размер в поперечном сечении, дискретного протяженного элемента 22 может быть максимальным в его проксимальной части, и его размер в поперечном сечении будет постоянно уменьшаться по мере приближения к дистальному концу. Следует ожидать, что такая структура дискретных протяженных элементов является наиболее предпочтительной, так как она способствует более легкому отделению тисненого полотна 16 от формирующей структуры 8. В другом воплощении диаметр дискретных протяженных элементов увеличивается с высотой. Так, например, дискретные протяженные элементы 22 могут иметь форму гриба.
Из-за относительно сильного растяжения материала исходного полотна 34, что необходимо для формирования дискретных протяженных элементов 22, имеющих большое отношение высоты к диаметру, может происходить утончение полотна. Такое утончение может наблюдаться на закрытых или открытых дистальных концах 24, или вокруг них, и/или вдоль боковых стенок дискретных протяженных элементов. Под «наблюдаться» в данном случае понимается, что утончение отчетливо заметно при рассмотрении сечения материала с увеличением. Такое утончение материала может иметь преимущества, так как утонченные участки материала оказывают малое сопротивление, или практически не оказывают сопротивления усилию, направленному поперек или вдоль плоскости материала, при прикосновении к нему. Когда человек касается пальцем тисненого полотна 16 со стороны дискретных протяженных элементов 22, кончики пальцев в первую очередь касаются закрытых или открытых дистальных концов 24 дискретных протяженных элементов 22. Благодаря высокому отношению высоты дискретных протяженных элементов 22 к их диаметру, и утончению исходного полотна на дистальных концах 24, возле них и/или на боковых стенках, дискретные протяженные элементы 22 оказывают малое сопротивление, или практически не оказывают сопротивления пальцам человека, касающегося их в направлении поперек плоскости тисненого полотна 16 или вдоль нее. Такое отсутствие сопротивления воспринимается как ощущение мягкости полотна, и делает его похожим на бархат.
Утончение исходного полотна 34 на открытых или закрытых дистальных концах 24, и/или на боковых стенках, может рассматриваться относительно толщины исходного полотна 34 до выполнения тиснения, или относительно толщины «равнинных» участков, полностью окружающих дискретные протяженные элементы 22 тисненого полотна 16. Утончение исходного полотна 34, как правило, составляет по меньшей мере примерно 25%, по меньшей мере примерно 50%, по меньшей мере примерно 75% по отношению к толщине исходного полотна 34. Утончение исходного полотна 34, как правило, составляет по меньшей мере примерно 25%, по меньшей мере примерно 50%, по меньшей мере примерно 75%, или по меньшей мере примерно 85% по отношению к толщине «равнинных» участков, окружающих дискретные протяженные элементы 22 тисненого полотна 16.
Следует отметить, что непроницаемое для жидкостей и газов полотно, имеющее только закрытые дискретные протяженные элементы 22 в соответствии с настоящим изобретением, и не имеющее макроскопических отверстий или дискретных протяженных элементов с открытыми дистальными концами 24, может использоваться как мягкое на ощупь полотно в любых приложениях, где не требуется его проницаемость для жидкостей и газов. Так, например, в одном из воплощений с помощью предлагаемого способа изготавливается тисненое полотно 16, по меньшей мере одна сторона которого является мягкой и шелковистой на ощупь за счет формирования структуры из дискретных протяженных элементов 22, являющихся выступами из поверхностей полотна и имеющих открытую проксимальную часть 30 и закрытый или открытый дистальный конец 24, и при этом дискретные протяженные элементы 22 имеют максимальный размер поперечного сечения в открытой проксимальной части 30 или вблизи нее.
Тисненое полотно 16 может также обладать улучшенными звуковыми характеристиками. Так, например, тисненое полото 16, при обращении с ним, издает значительно меньше шума, чем исходное полотно 34. В некоторых воплощениях структура тиснения полотна может издавать отчетливо различимые требуемые звуки при прикосновении к ней или при потираний ее.
Поверхностная плотность дискретных протяженных элементов 22, определяемая как количество дискретных протяженных элементов 22 на единицу площади первой поверхности 26, может быть оптимизирована в соответствии с потребностями приложения, и как правило, тисненое полотно 16 содержит от примерно 4 до примерно 10000, от примерно 10 до примерно 10000, от примерно 95 до примерно 10000, от примерно 240 до примерно 10000, от примерно 350 до примерно 10000, от примерно 500 до примерно 5000, или от примерно 700 до примерно 3000 дискретных протяженных элементов 22 на квадратный сантиметр. Расстояние между центрами соседних дискретных протяженных элементов также может быть оптимизировано с точки зрения обеспечения требуемой мягкости ощущения, с одной стороны, и предотвращения попадания между ними различных материалов, например, жидкостей, с другой стороны. Расстояние между центрами соседних дискретных протяженных элементов 22 может составлять от примерно 100 мкм до примерно 5000, от примерно 100 мкм до примерно 1000 мкм, от примерно 30 мкм до примерно 800 мкм, от примерно 150 мкм до примерно 600 мкм, от примерно 180 мкм до примерно 500 мкм.
Если тисненое полотно 16 используется как верхний лист абсорбирующих изделий одноразового пользования, то оно может дополнительно содержать макроотверстия, позволяющие жидкости проходить через тисненое полотно 16.
Способ изготовления тисненого полотна
Как показано на фиг.9, способ формирования тисненого полотна 16 включает этапы подачи исходного полотна 34 между камерой 36 статического давления и формирующей структурой 8, и приложения давления, вырабатываемого камерой 36 статического давления к исходному полотну 34 и формирующей структуре 8, достаточного для обеспечения соответствия участков исходного полотна 34 дискретным выступающим элементам 10 формирующей структуры 8, в результате чего формируется тисненое полотно 16, содержащее дискретные протяженные элементы 22. Соответствие исходного полотна 34 формирующей структуре 8 может быть частичным, в сущности полным или совершенно полным, в зависимости от прилагаемого давления и топографии формирующей структуры 8. И хотя теоретически это не обязательно, за счет локальных разрывов исходного полотна 34 во время во время его соответствия дискретным формирующим элементам 10 формирующей структуры 8 могут быть сформированы открытые дистальные концы 24.
Для получения необратимой деформации исходного полотна 34 и формирования тисненого полотна 16, прилагаемое давление должно быть в целом достаточным для растяжения исходного полотна за предел его текучести.
Изготовление тисненого полотна с помощью данного способа может производиться партиями или в виде непрерывного процесса. Обработка партиями может включать этапы обеспечения отдельных листов материала исходного полотна 34 и его помещения между формирующей структурой 8 и камерой 36 статического давления.
Непрерывный процесс может включать обеспечение рулона материала исходного полотна 34, его размотку и подачу между формирующей структурой 8 и камерой 36 статического давления. Формирующая структура 8 может, например, иметь форму валика. По мере прохождения исходного полотна 34 между валиком формирующей структуры 8 и камерой 36 статического давления формируется тисненое полотно 16.
Предлагаемый способ может характеризоваться коротким временем приложения давления. В контексте настоящего описания термин «время приложения давления» означает время, в течение которого к данному участку исходного полотна 34 приложено давление, и как правило, оно представляет собой время, которое данный участок полотен проводит между формирующей структурой 8 и камерой 36 статического давления. Давление прилагается к исходному полотну в течение времени приложения давления, составляющего менее чем примерно 5 с, менее чем примерно 1 с, менее чем примерно 0,5 с, менее чем примерно 0,1 с, менее чем примерно 0,01 с или менее чем примерно 0,005 с. Так, например, время приложения давления может составлять от примерно 0,5 мс до примерно 50 мс. Даже при таком коротком времени приложения давления могут быть изготовлены тисненые полотна, имеющие требуемые структурные черты, описанные выше. В результате этого предлагаемый способ позволяет наладить высокоскоростное производство тисненых полотен.
Исходное полотно может подаваться между формирующей структурой 8 и камерой 36 статического давления со скоростью по меньшей мере примерно 0,01 м/с, по меньшей мере примерно 1 м/с, по меньшей мере примерно 5 м/с или по меньшей мере примерно 10 м/с. Прочие подходящие скорости подачи включают, например, по меньшей мере примерно 0,01, 0,05, 0,1, 0,5, 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 м/с.
В зависимости от таких факторов, как форма дискретных выступающих элементов 10 на формирующей структуре 8 и прилагаемое давление, могут быть получены закрытые или открытые дистальные концы 24 протяженных элементов 22 тисненого полотна 16.
Способ может осуществляться при температуре окружающего воздуха, то есть без намеренной подачи тепла к формирующей структуре 8 и/или полотнам 10. Следует, однако, понимать, что в результате приложения давления со стороны источника статического давления к формирующей структуре 8, особенно при непрерывном процессе, может выделяться тепло. В результате этого может потребоваться охлаждение формирующей структуры 8 и/или газа в газовой камере 36 статического давления для поддержания постоянными параметров процесса, в частности, его температуры.
Способ может также осуществляться с исходным полотном 34, имеющим повышенную температуру. Так, например, температура исходного полотна 34 может быть меньшей, чем точка его плавления. Так, например, температура исходного полотна 34 может быть по меньшей мере на 10°С меньшей, чем точка плавления исходного полотна 34. Температура исходного полотна 34, особенно содержащего полиэтилен, во время тиснения может составлять от примерно 10°С до примерно 200°С, от примерно 10°С до примерно 120°С, от примерно 20°С до примерно 110°С, от примерно 10°С до примерно 80°С или от примерно 10°С до примерно 40°С. Исходное полотно 34 может подогреваться во время тиснения за счет подогрева среды, используемой в камере 36 статического давления, и/или за счет подогрева формирующей структуры 8. Так, например, в качестве источника давления в камере 36 статического давления может использоваться подогретый газ.
В одном из воплощений исходное полотно перед подачей между формирующей структурой и деформируемой основой не подогревается. В другом воплощении исходное полотно, формирующая структура и деформируемая основа перед подачей исходного полотна между формирующей структурой и деформируемой основой не подогреваются.
В целом способ в соответствии с настоящим изобретением может проводиться при температуре от примерно 10°С до примерно 200°С, от примерно 10°С до примерно 120°С, от примерно 10°С до примерно 80°С или от примерно 10°С до примерно 40°С. Температура может измеряться, например, бесконтактным термометром, например, инфракрасным термометром или лазерным термометром, в зазоре между камерой 36 статического давления и формирующей структурой 8. Температура может также измеряться с помощью чувствительного к температуре материала, такого, как, например, термонаклейки (Thermolabel) производства Paper Thermometer Company.
Давление, оказываемое камерой 36 статического давления, характеризуется некоторым средним давлением. Среднее давление является достаточным, чтобы обеспечить соответствие исходного полотна, находящегося между формирующей структурой 8 и камерой 36 статического давления, дискретным выступающим элементам 10 формирующей структуры 8 и сформировать тисненое полотно 16. В общем случае, среднее давление между формирующей структурой 10 и камерой 36 статического давления может составлять от примерно 0,1 МПа до примерно 25 МПа, от примерно 1 МПа до примерно 20 МПа, от примерно 0,5 МПа до примерно 10 МПа, от примерно 10 МПа до примерно 25 МПа или от примерно 0,5 МПа до примерно 5 МПа.
Способ может дополнительно включать нанесение добавки, уменьшающей трение, на исходное полотно 34 и/или формирующую структуру 8 перед подачей исходного полотна 34 между формирующей структурой 8 и камерой 36 статического давления. Это может давать преимущество, особенно при непрерывном процессе, в виде уменьшения трения между формирующей структурой 8 и исходным полотном 34. Не ограничивающими примерами подходящих веществ, уменьшающих трение, являются силикон, тальк, масла и им подобные.
Предлагаемый способ тиснения может сочетаться с другими процесами, в которых производится дальнейшая обработка тисненого полотна 16. В одном из воплощений такие дополнительные процессы или последующие процессы могут осуществляться на одной сборочной линии, например, на линии изготовления абсорбирующих изделий. В одном из воплощений способ сочетается с процессом формирования макроотверстий в тисненом полотне 16, подобным процессам, описанным в патентных заявках США 2006/0087053 А1 или 2005/0064136 А1. С помощью сочетания предлагаемого способа тиснения и упомянутых процессов формирования макроотверстий может быть получено тисненое полотно 16 с макроотверстиям, подходящее для использования в качестве верхнего листа в абсорбирующем изделии. Такое тисненое полотно 16, преобразованное в верхний лист абсорбирующего изделия, может быть соединено с прочими компонентами абсорбирующего изделия, такими как абсорбирующая сердцевина, тыльный лист и прочие, и все предпочтительно может быть сделано на одной и той же линии изготовления изделия.
Кроме описанных выше воплощений способа тиснения, предвидятся и иные способы формирования тисненого полотна. Способ может дополнительно включать приложение давления со стороны второго источника давления. Второй источник давления может выбираться из группы, состоящей из жидкостной камеры статического давления, газовой камеры статического давления, газового источника динамического давления, такого, как, например, воздушный нож, жидкостного источника динамического давления, используемого, например, при обычных процессах гидроформования, и деформируемой основы. Подходящая деформируемая основа для использования в предлагаемом способе тиснения описана в предварительной патентной заявке США 61/159,906. Значения давления, прилагаемого к исходному полотну 34 со стороны второго источника давления, как правило, являются аналогичными значениям давления, прилагаемого к исходному полотну 34 со стороны камеры 36 статического давления, которые были приведены выше. Второй источник давления может прилагать давление к исходному полотну до или после камеры статического давления. Способ может включать использование множества камер статического давления. В одном из воплощений обеспечиваются по меньшей мере две камеры статического давления, и сначала к некоторому участку исходного полотна 34, находящемуся между формирующей структурой 8 и первой камерой статического давления, прилагается первое давление. Затем к тому же участку полотна, при его прохождении между формирующей структурой 8 и второй камерой статического давления, может быть приложено второе давление, причем те же участки полотен 34 прижимаются к тем же выступающим элементам той же формирующей структуры 8. Это позволяет увеличить формируемые таким способом дискретные протяженные элементы 22.
Использование тисненого полотна
Тисненые полотна, изготовленные в соответствии с настоящим изобретением, могут быть использованы для самых различных целей, например, в качестве материалов компонентов абсорбирующих изделий (например, верхнего слоя, тыльного слоя или защитной обертки), упаковочных материалов (например, оберточные материалы в рулонах, термоусадочные обертки, рулоны из пакетов), пакетов для мусора, оберточных материалов для пищевых продуктов, упаковки для зубных нитей, салфеток, упаковки для компонентов электронных приборов, а также в таких изделиях, как обои, защитные полотна для окон, элементы одежды или спецодежды, подкладки для тарелок, обложки для книг и им подобные.
Ниже приводится не ограничивающий пример способа формирования тисненого полотна в соответствии с настоящим изобретением.
Пример
Тисненые полотна изготавливаются с помощью камеры статического давления и формирующей структуры, содержащей примерно 1550 дискретных протяженных элементов на 1 см (10000 элементов на квадратный дюйм, или 100 элементов на дюйм). Формирующая структура изготавливается из ацеталя DELRIN и имеет толщину примерно 1 мм. Дискретные выступающие элементы имеют высоту примерно 250 мкм, диаметр (измеренный на половине высоты) примерно 105 мкм и межцентровое расстояние примерно 270 мкм. Боковые стенки дискретных выступающих элементов имеют наклон примерно 8°. Дистальные концы выступающих элементов закругленные с диаметром примерно 88 мкм. Дискретные выступающие элементы расположены с некоторым смещением относительно соседних дискретных выступающих элементов.
Используемое исходное полотно 34 является полиэтиленовой пленкой производства RK.W US, Inc. толщиной примерно 15 мкм и плотностью примерно 14,2 г/см2.
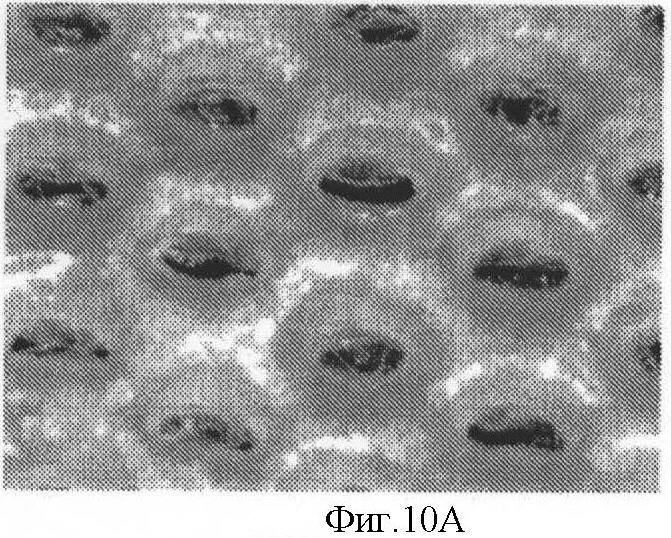
Способ тиснения осуществлялся с использованием высокоскоростного исследовательского пресса и формирующей структуры при температуре окружающего воздуха примерно 20°С. Высокоскоростной исследовательский пресс подробно описан в патентной публикации США 2009/0120308, с его помощью имитировался непрерывный способ тиснения исходного полотна 34. Пресс включает плиту, в которой имеется проем размером 25 мм × 25 мм, закрытый резиновой пластиной (неопрен твердостью 40 единиц по шкале Шора «А»), которая связана мехом с источником высокого давления, так что вместе они образуют камеру статического давления. Формирующая структура прижимается к резиновой пластине на расстояние сжатия примерно 1,8 мм, и между ними зажимается исходное полотно. По разные стороны исходного полотна создается разность давлений, между атмосферным давлением, присутствующим на стороне исходного полотна, обращенной к формирующей структуре, и высоким давлением (примерно 2МПа) на противоположной его стороне, обращенной к камере статического давления. Параметры работы пресса заданы таким образом, что имитируется формирующая структура в виде валика диаметром примерно 205 мм. Исходное полотно 34 подается между формирующей структурой 8 и газовой камерой статического давления с имитируемой скорость примерно 2,74 м/с. Время приложения давления составляет примерно 0,19 с. Полученное тисненое полотно включает дискретные протяженные элементы, имеющие среднюю высоту примерно 100 мкм и открытые дистальные концы (как показано на фиг.10А) или закрытые дистальные концы (как показано на фиг.10В).
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Любая техническая черта, описанная на примере какого-либо воплощения, может использоваться в сочетании с любой другой чертой (любыми другими чертами), описанными в отношении других воплощений или упоминаемыми в формуле изобретения.
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
Реферат
Изобретение относится к способу изготовления тисненого полотна, содержащего множество дискретных протяженных элементов. Способ включает подачу исходного полотна между формирующей структурой и газовой камерой статического давления. Формирующая структура имеет множество дискретных выступающих элементов. Со стороны газовой камеры статического давления к исходному полотну и формирующей структуре прилагается давление для придания исходному полотну соответствия дискретным выступающим элементам формирующей структуры для формирования тисненого полотна. Полученное тисненое полотно имеет множество дискретных протяженных элементов, имеющих открытые проксимальные концы. 20 з.п. ф-лы, 11 ил., 1 пр.
Комментарии