Окрашенный тонколистовый материал с множеством дискретных протяженных элементов - RU2492053C2
Код документа: RU2492053C2
Чертежи









Описание
Область применения
Настоящее изобретение относится к окрашенному тонколистовому материалу, содержащему множество дискретных протяженных элементов.
Уровень техники
Тонколистовые материалы (полотна), такие, как термопластические пленки, могут применяться для самых различных целей, например как материалы компонентов абсорбирующих изделий (таких, как верхние листы и тыльные листы), упаковки (упаковочная пленка в рулонах, усадочная пленка, пакеты в виде рулона), пакетов для мусора, оберточные материалы для пищевых продуктов, упаковка для зубных нитей, салфеток, электронных приборов и им подобные. Во многих из перечисенных примеров применения дополнительным преимуществом может быть наличие у тонколистового материала эстетически привлекательных черт, обеспечивающих, например, приятное осязательное, зрительное и/или слуховое восприятие его пользователем.
В настоящее время эстетически приятный вид часто придается тонколистовым материалам путем введения в них красителей, которые могут быть встроены непосредственно в тонколистовой материал или же нанесены на его поверхность, например, могут быть напечатаны графические элементы, также улучшающие внешний вид тонколистового материала. Однако при таких способах, как правило, невозможно добиться улучшения осязательного или слухового восприятия тонколистового материала.
Используется также дополнительная обработка тонколистовых материалов с приданием их материалу микротекстуры, в результате чего может улучшаться осязательное ощущение тонколистового материала и/или уменьшаться его блеск.
Несмотря на широкое разнообразие способов изготовления подобных тонколистовых материалов, применяемых в данной области техники, остается потребность в эстетически более приятных тонколистовых материалах, которые оказывали бы требуемое осязательное, зрительное и/или слуховое впечатление на потребителя, и особенно в тонколистовых материалах, содержащих множество дискретных протяженных элементов, которые являлись бы более тонкими в требуемых участках тонколистового материала.
Сущность изобретения
Настоящее изобретение относится к окрашенному тонколистовому материалу, содержащему множество дискретных протяженных элементов, обеспечивающих требуемое эстетическое восприятие тонколистового материала, например, его осязательное, зрительное и/или слуховое восприятие.
В одном из воплощений настоящего изобретения предлагается окрашенный тонколистовой материал, содержащий краситель по меньшей мере на одной его поверхности, причем упомянутый тонколистовой материал содержит множество дискретных протяженных элементов. Дискретные протяженные элементы содержат открытые проксимальные концы, открытые или закрытые дистальные концы и боковые стенки. Дистальные протяженные элементы окрашенного тонколистового материала содержат утонченные участки на дистальных концах дискретных протяженных элементов и/или вдоль боковых стенок дискретных протяженных элементов. В одном из воплощений дискретные протяженные элементы имеют диаметр менее чем примерно 500 мкм. В одном из воплощений окрашенный тонколистовой материал содержит по меньшей мере примерно 95 дискретных протяженных элементов на 1 см2. В одном из воплощений дискретные протяженные элементы имеют отношение высоты к диаметру, меньшее чем примерно 0,2.
В другом воплощении изобретения предлагается многослойный окрашенный тонколистовой материал, содержащий первый тонколистовой материал и вторый тонколистовой материал, причем по меньшей мере один из упомянутых тонколистовых материалов содержит добавленный в него краситель, и упомянутый многослойный тонколистовой материал содержит множество дискретных протяженных элементов. Дискретные протяженные элементы многослойного окрашенного тонколистового материала содержат открытые проксимальные концы, открытые или закрытые дистальные концы и боковые стенки. Дистальные протяженные элементы окрашенного тонколистового материала содежат утонченные участки на дистальных концах дискретных протяженных элементов и/или на боковых стенках дискретных протяженных элементов. В одном из воплощений дискретные протяженные элементы имеют диаметр менее чем примерно 500 мкм. В одном из воплощений окрашенный тонколистовой материал содержит по меньшей мере примерно 95 дискретных протяженных элементов на 1 см2. В одном из воплощений дискретные протяженные элементы имеют отношение высоты к диаметру, меньшее чем примерно 0,2.
В другом воплощениии настоящего изобретения предлагается многослойный окрашенный тонколистовой материал, содержащий первый тонколистовой материал и второй тонколистовой материал, причем первый тонколистовой материал содержит добавленный в него краситель, а второй тонколистовой материал является не полностью прозрачным, и упомянутый многослойный тонколистовой материал содержит множество дискретных протяженных элементов. Дискретные протяженные элементы многослойного окрашенного тонколистового материала - открытые проксимальные концы, открытые или закрытые дистальные концы и боковые стенки. Дистальные протяженные элементы окрашенного тонколистового материала содежат утонченные участки на дистальных концах дискретных протяженных элементов и/или вдоль боковых стенок дискретных протяженных элементов. В одном из воплощений дискретные протяженные элементы имеют диаметр менее чем примерно 500 мкм. В одном из воплощений окрашенный тонколистовой материал содержит по меньшей мере примерно 95 дискретных протяженных элементов на 1 см2. В одном из воплощений дискретные протяженные элементы имеют отношение высоты к диаметру, меньшее чем примерно 0,2.
Краткое описание чертежей
Данная патентная заявка содержит по меньшей мере один чертеж или фотографию, выполненные в цвете. Копия настоящей заявки с цветными чертежами или фотографиями будет предоставлена патентным ведомством по запросу и после необходимой оплаты.
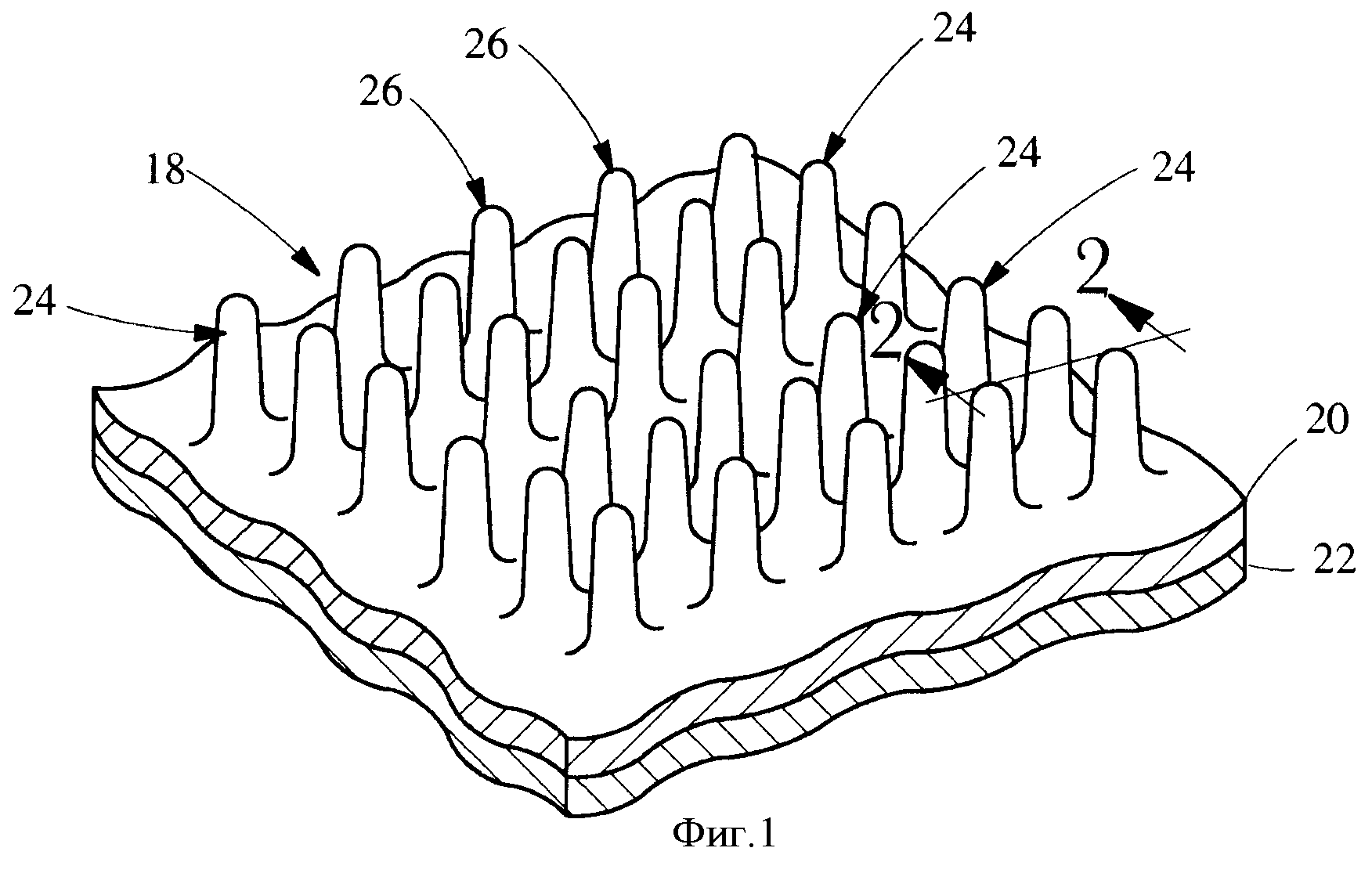
Фиг.1. Аксонометрический вид фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением.
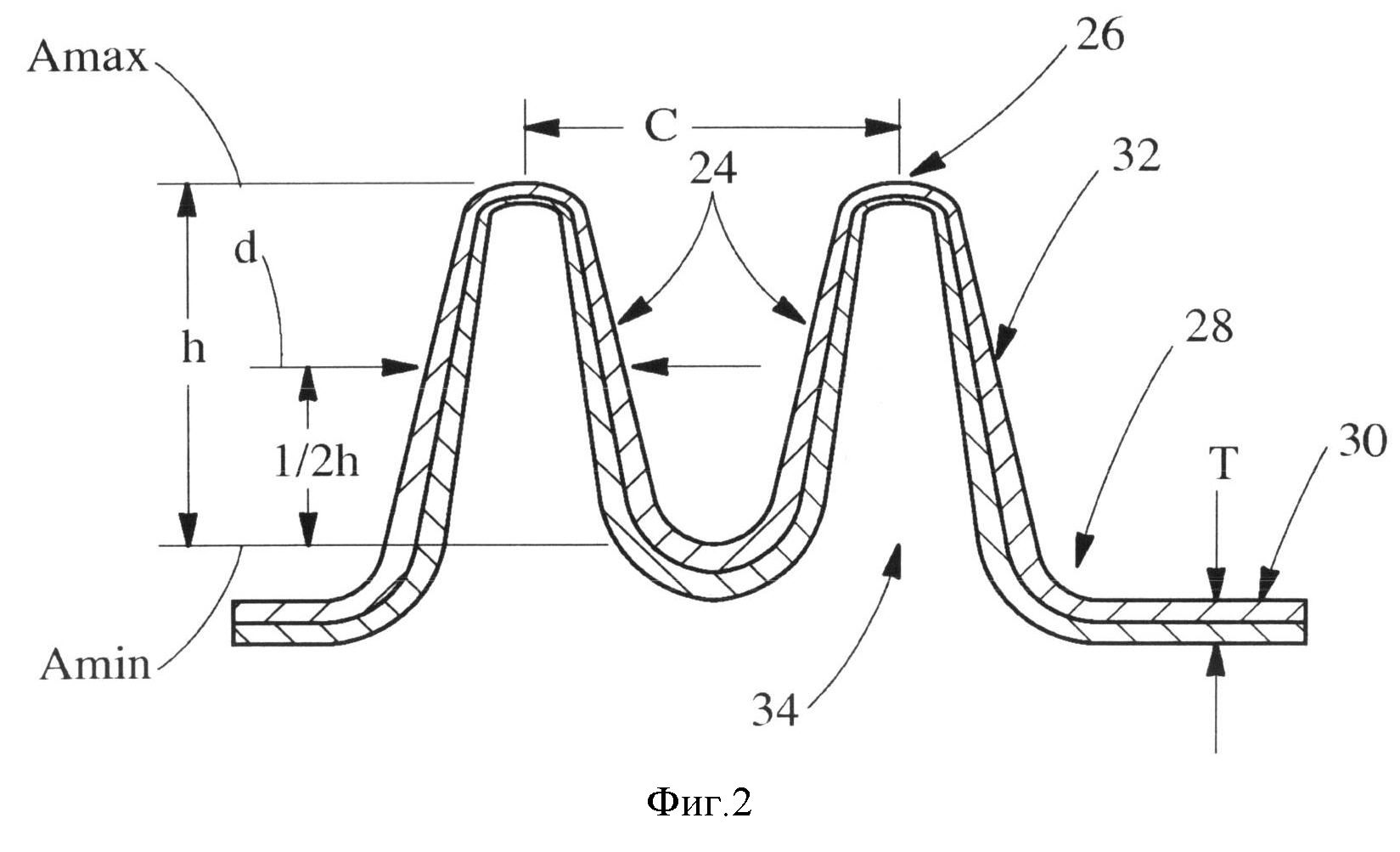
Фиг.2. Сечение фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением.
Фиг.3. Аксонометрический вид фрагмента окрашенного тонколистового материала в соответствии с еще одним воплощением настоящего изобретения.
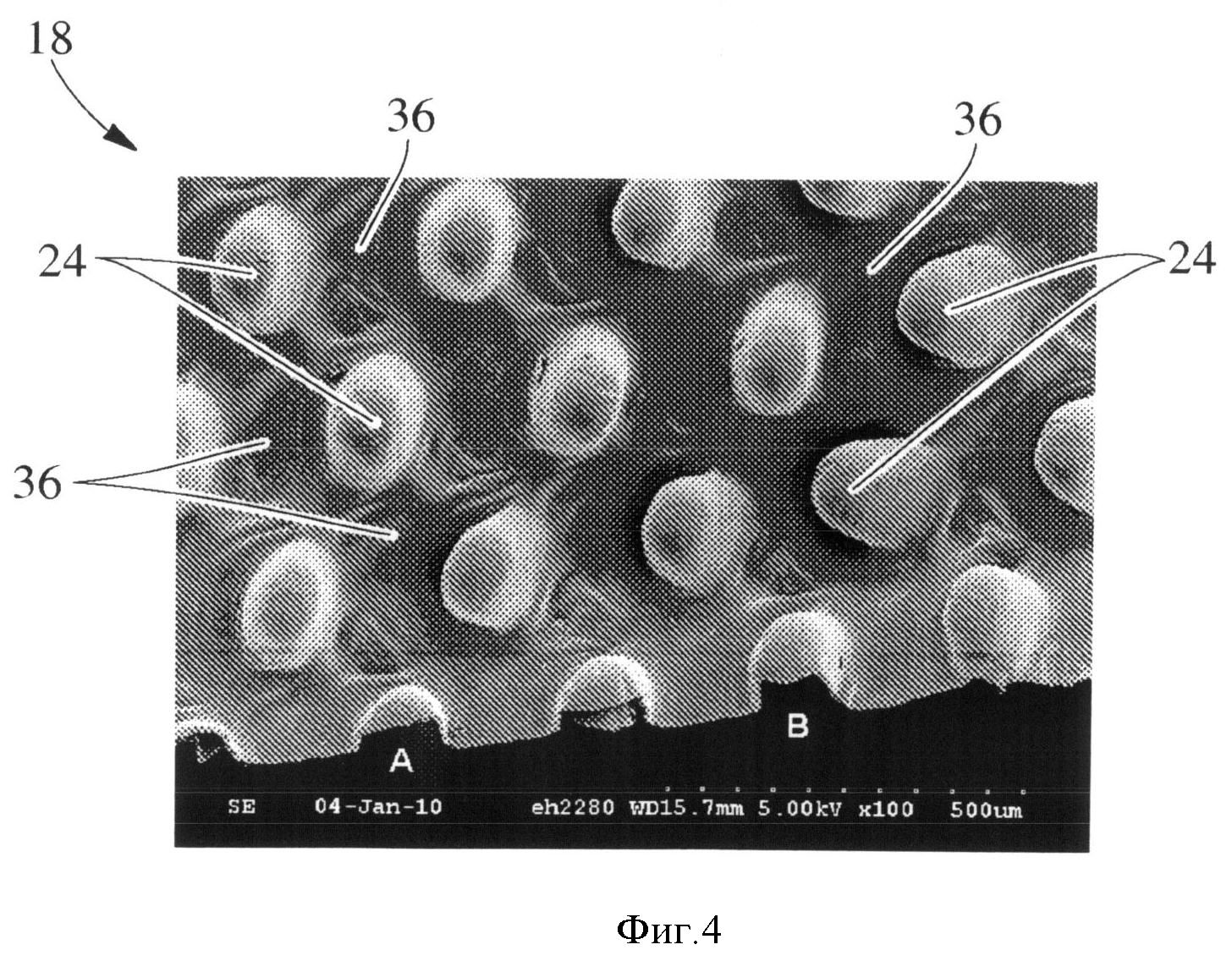
Фиг.4. Микрофотография (вид сверху) окрашенного тонколистового материала в соответствии с настоящим изобретением.
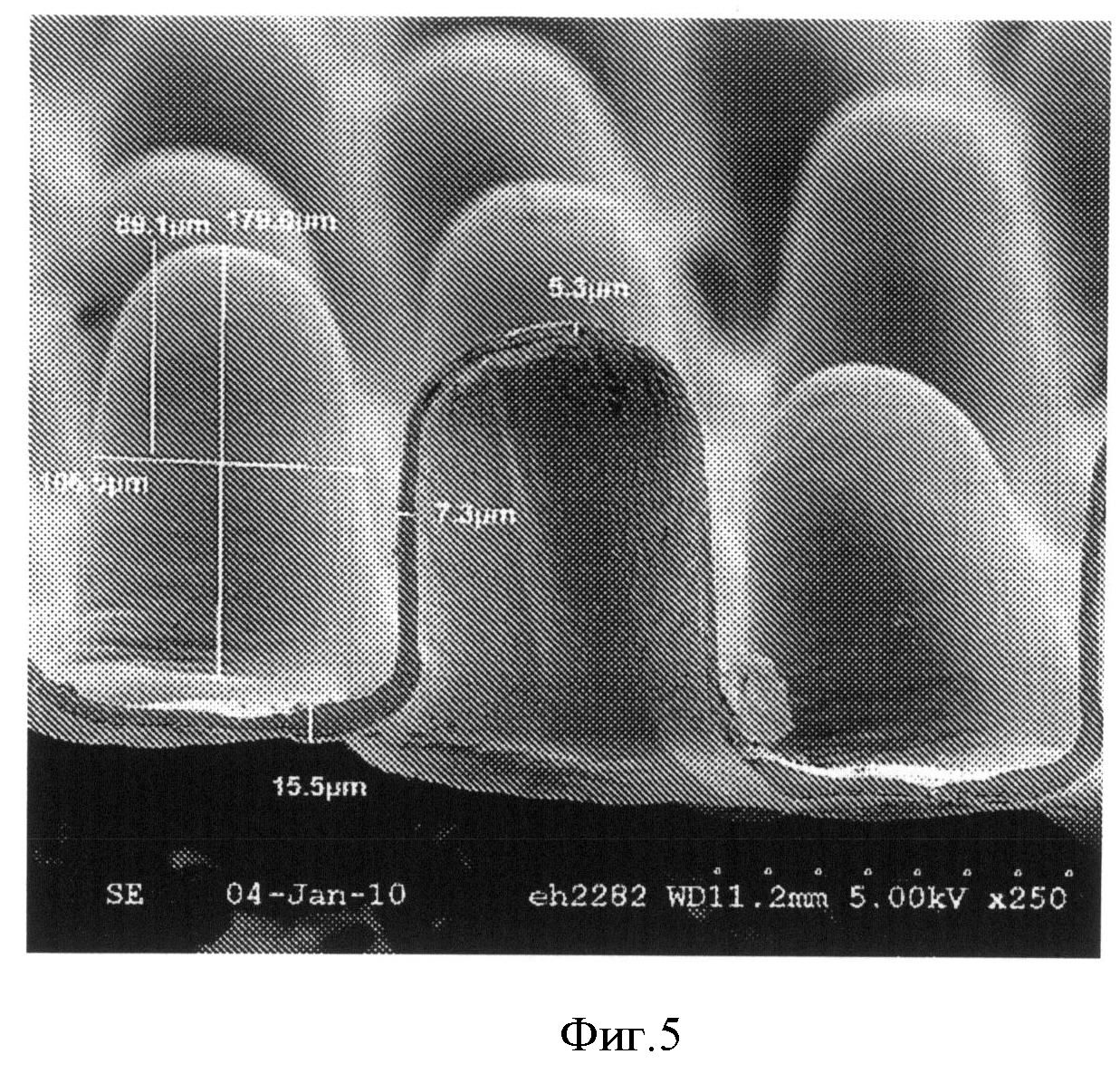
Фиг.5. Микрофотография (вид сбоку с разрезом) фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением.
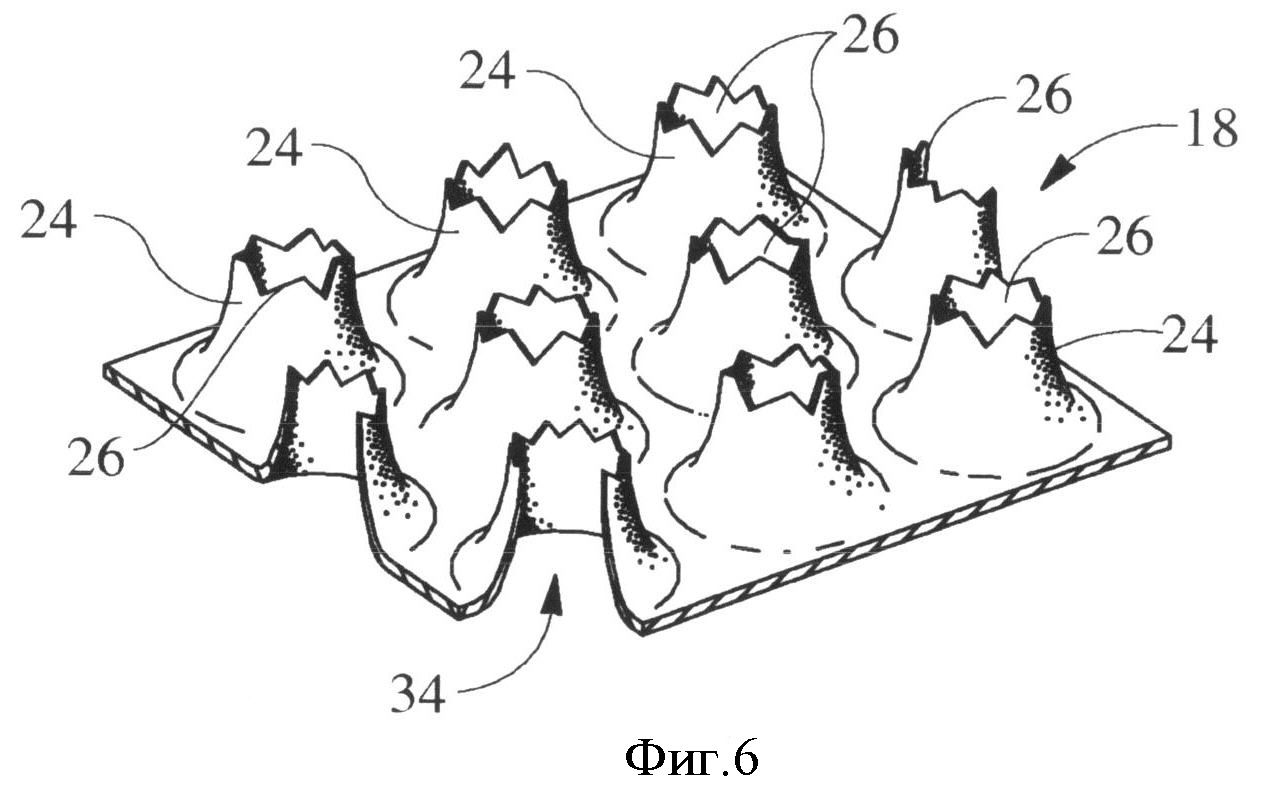
Фиг.6. Аксонометрический вид фрагмента окрашенного тонколистового материала в соответствии с еще одним воплощением настоящего изобретения.
Фиг.7А. Вид сверху нерастянутой радужной пленки, используемой в качестве исходного тонколистового материала в соответствии с настоящим изобретением.
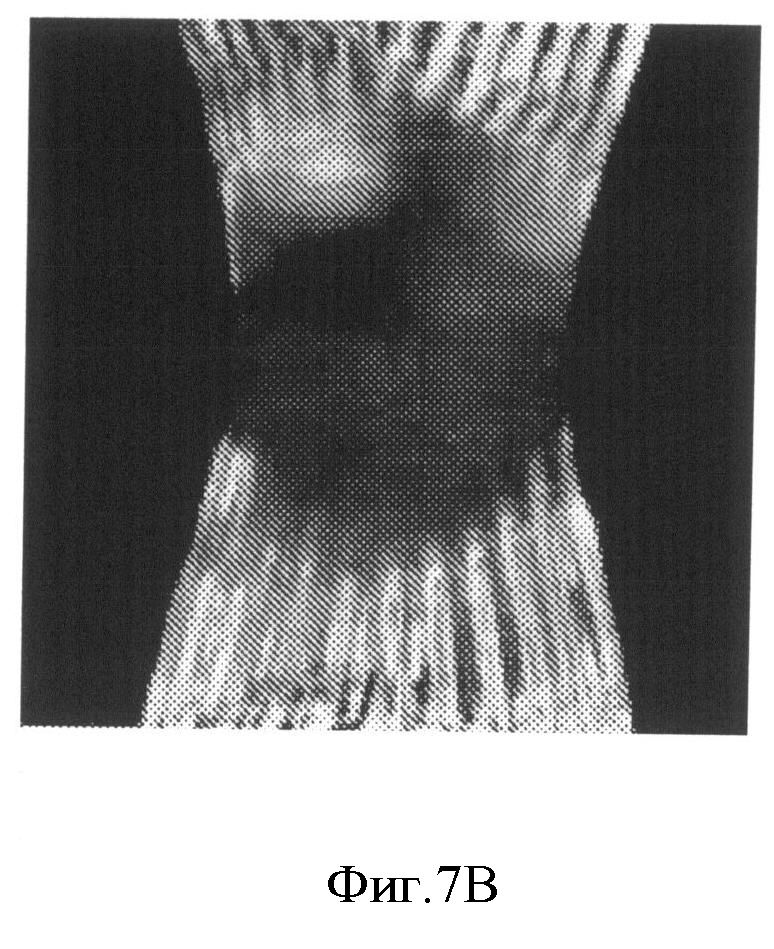
Фиг.7В. Вид сверху растянутой радужной пленки, используемой в качестве исходного тонколистового материала в соответствии с настоящим изобретением.
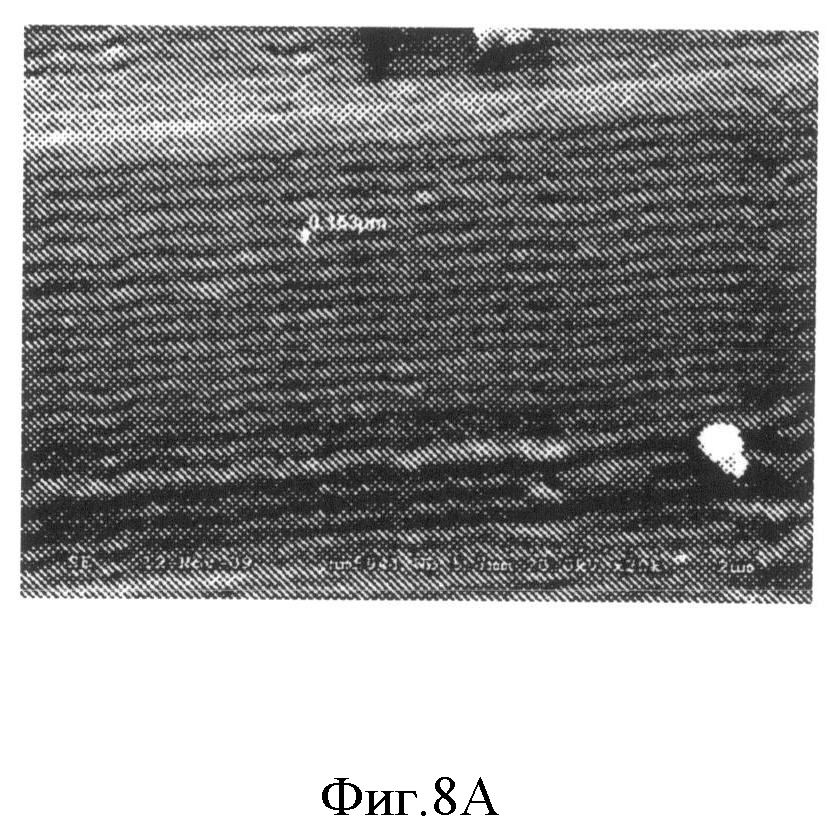
Фиг.8А. Микрофотография фрагмента нерастянутой радужной пленки, используемой в качестве исходного тонколистового материала (Фиг.7А).
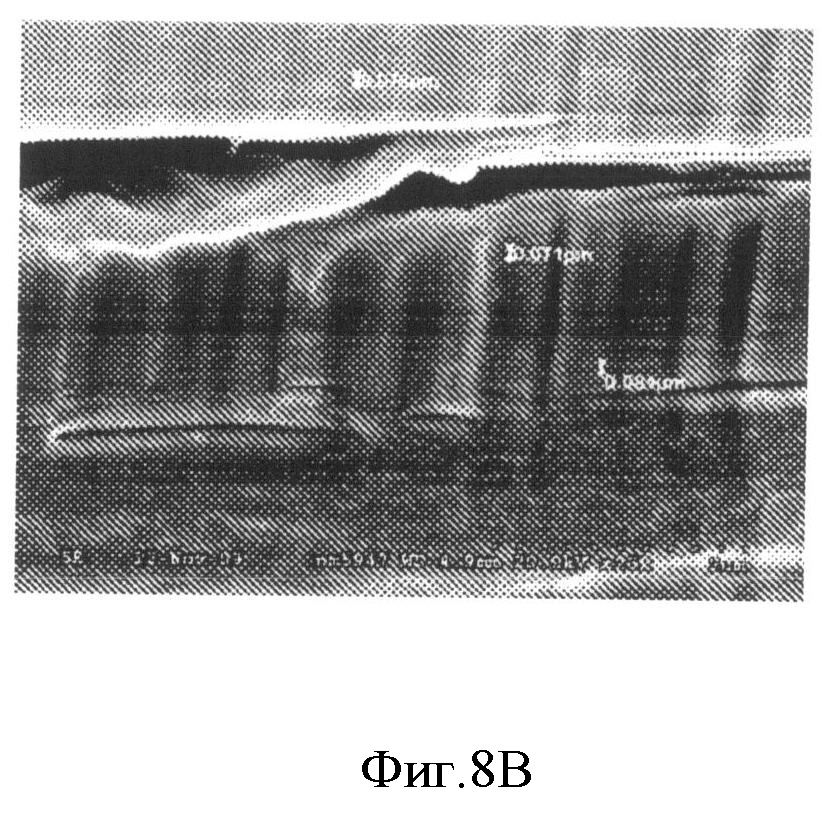
Фиг.8В. Микрофотография фрагмента растянутой радужной пленки, используемой в качестве исходного тонколистового материала (Фиг.7В).
Фиг.9. Схематическое изображение непрерывного процесса изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением.
Фиг.10. Фотография фрагмента формирующей структуры, подходящей для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением.
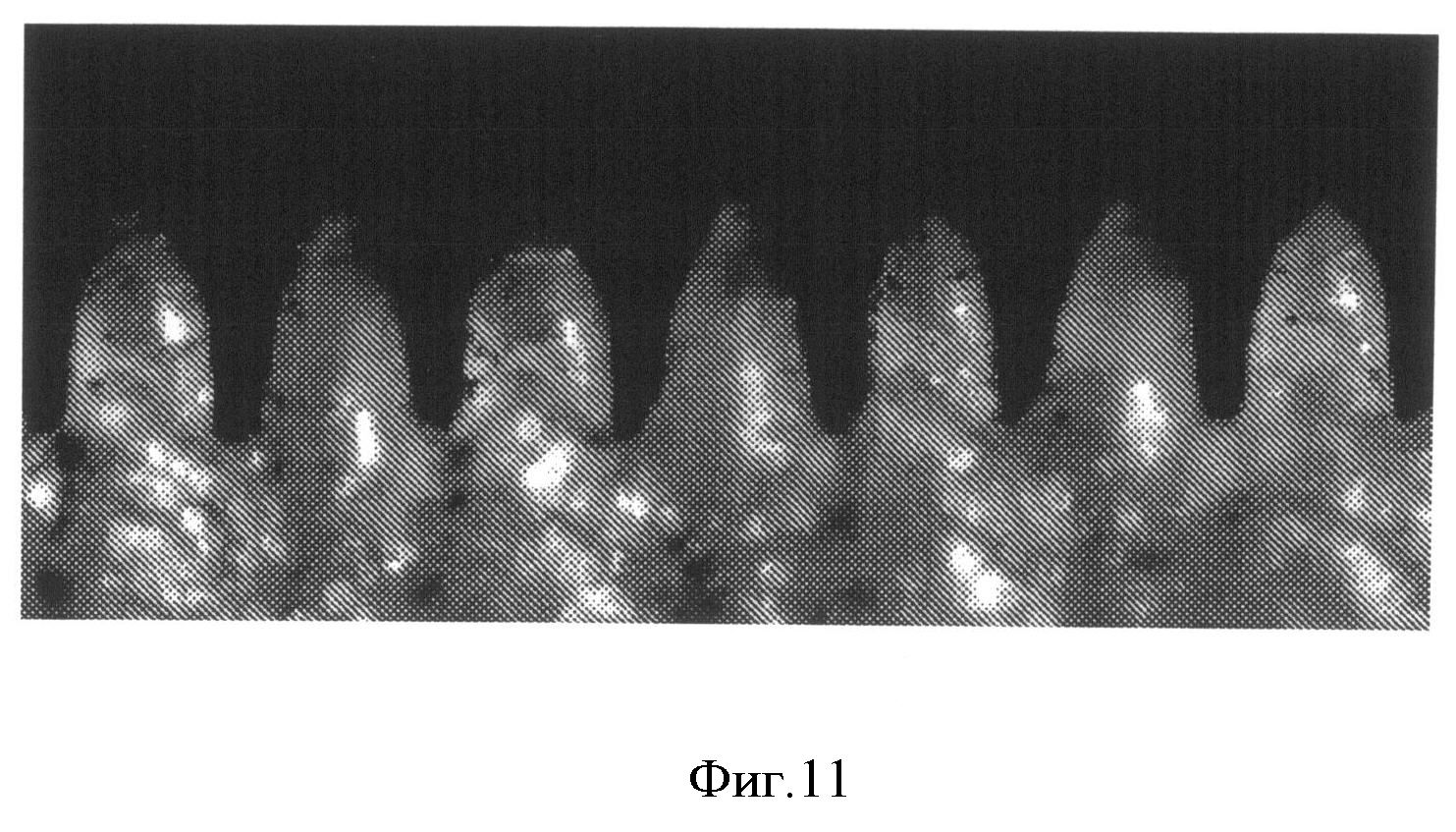
Фиг.11. Микрофотография (вид сбоку) выступающих элементов формирующей структуры, подходящей для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением.
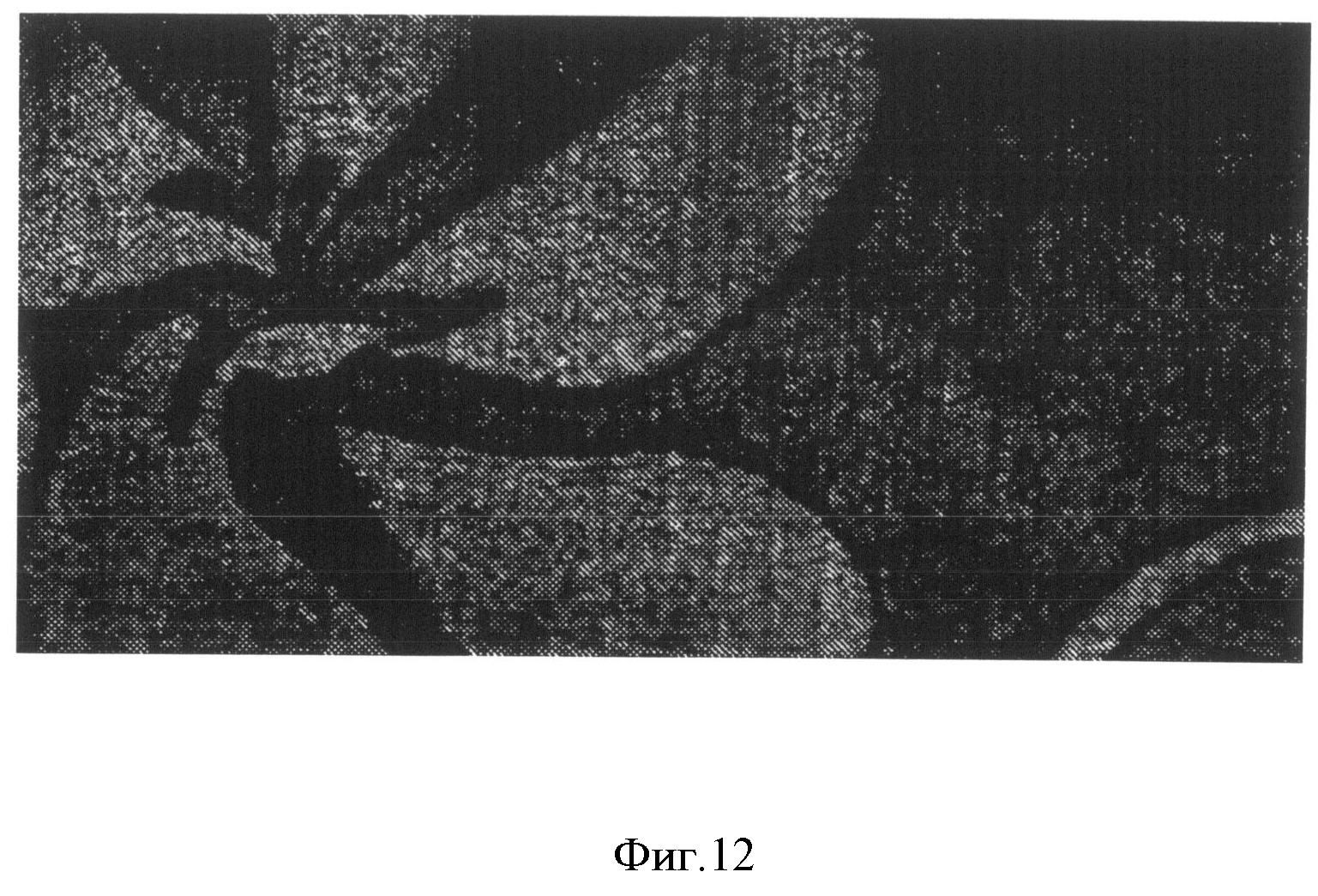
Фиг.12. Фотография фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением.
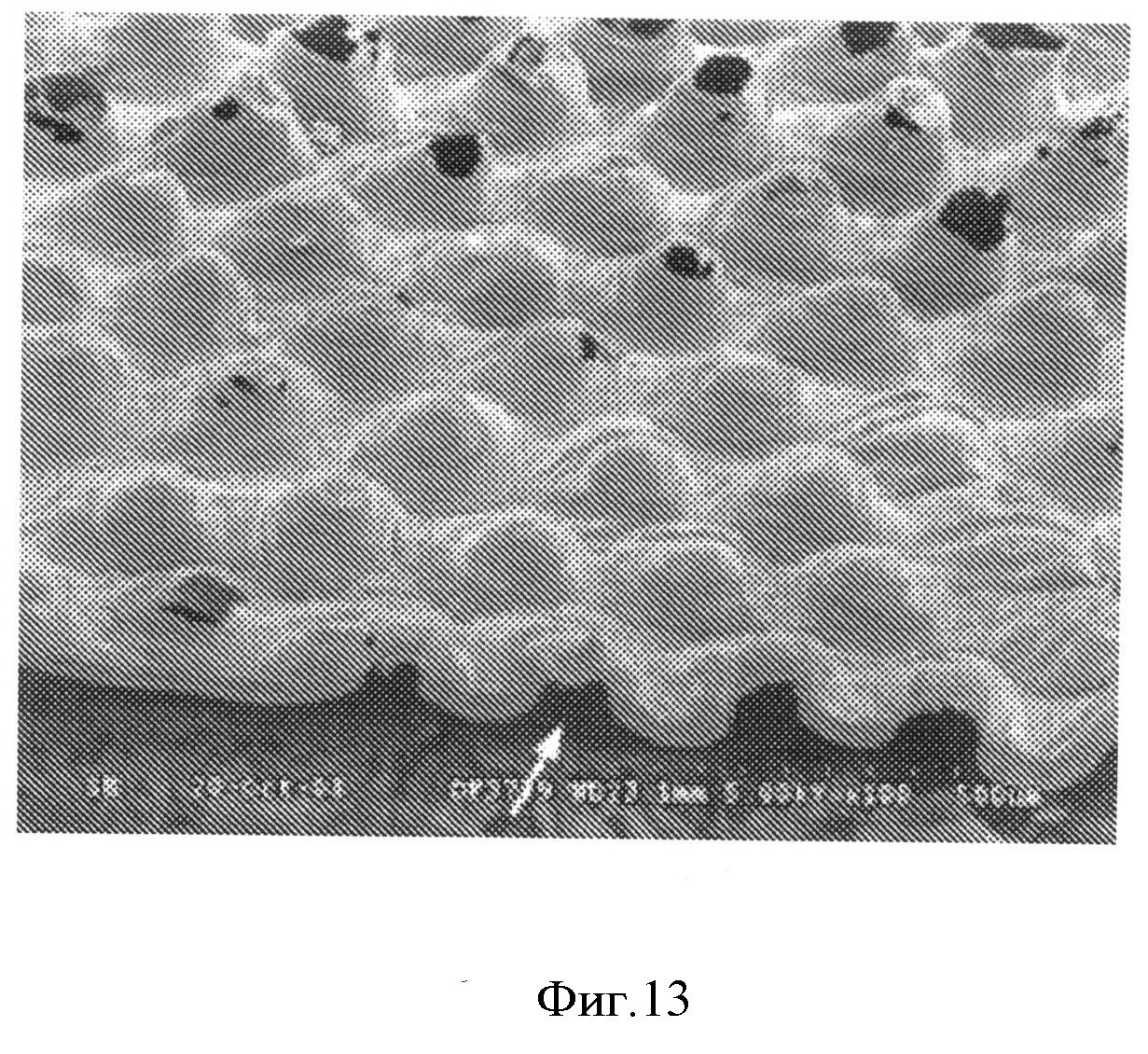
Фиг.13. Микрофотография фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением, в котором протяженные элементы имеют закрытые дистальные концы.
Фиг.14. Микрофотография фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением, в котором протяженные элементы имеют открытые дистальные концы.
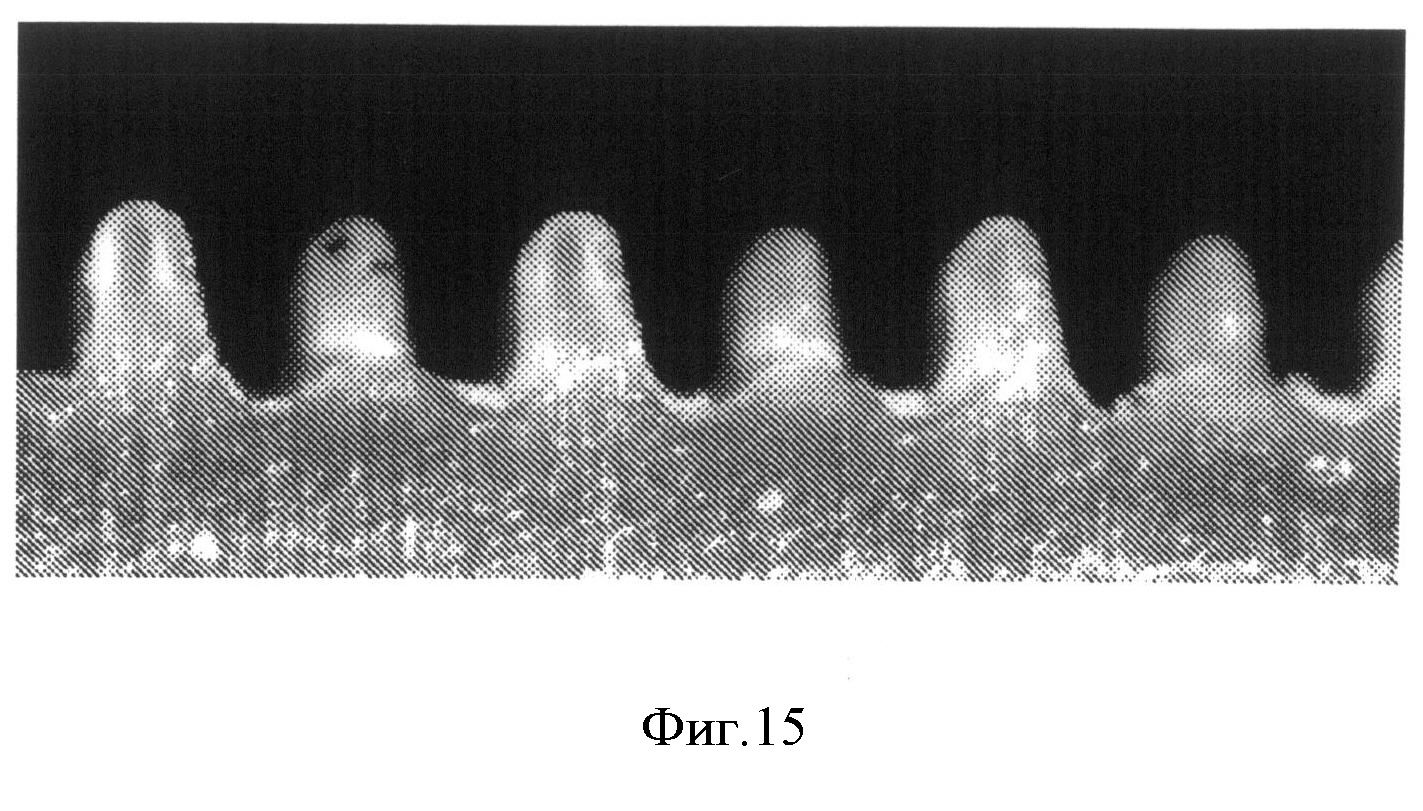
Фиг.15. Микрофотография (вид сбоку) выступающих элементов формирующей структуры, подходящей для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением.
Фиг.16. Фотография окрашенного тонколистового материала в соответствии с настоящим изобретением, используемого для изготовления внешней обертки женской гигиенической прокладки.
Фиг.17. Фотография окрашенного тонколистового материала в соответствии с еще одним воплощением настоящего изобретения, используемого для изготовления внешней обертки женской гигиенической прокладки.
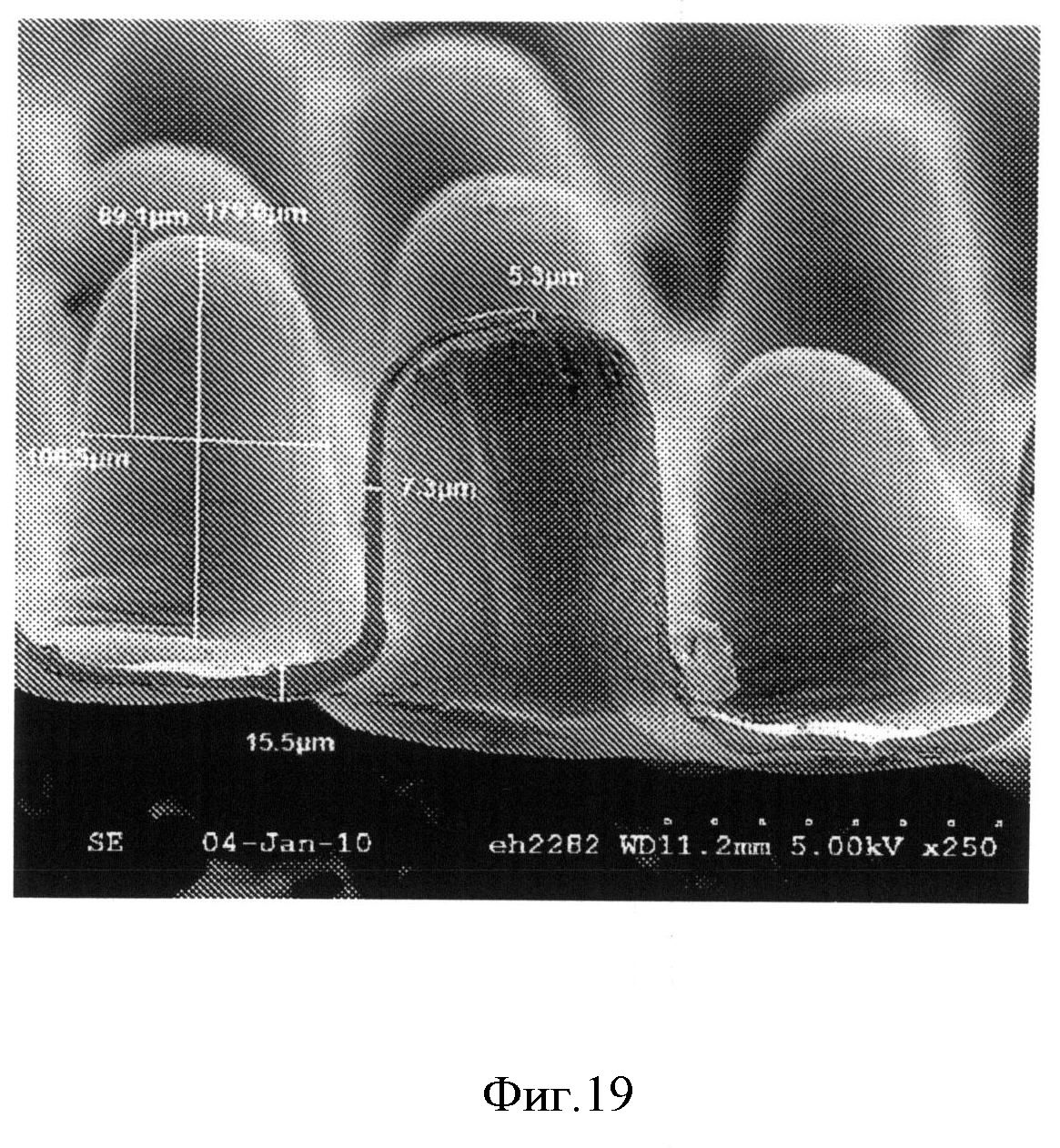
Фиг.18. Микрофотография (вид сверху) фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением.
Фиг.19. Микрофотография (вид сбоку с разрезом) фрагмента окрашенного тонколистового материала, изображенного на Фиг.18.
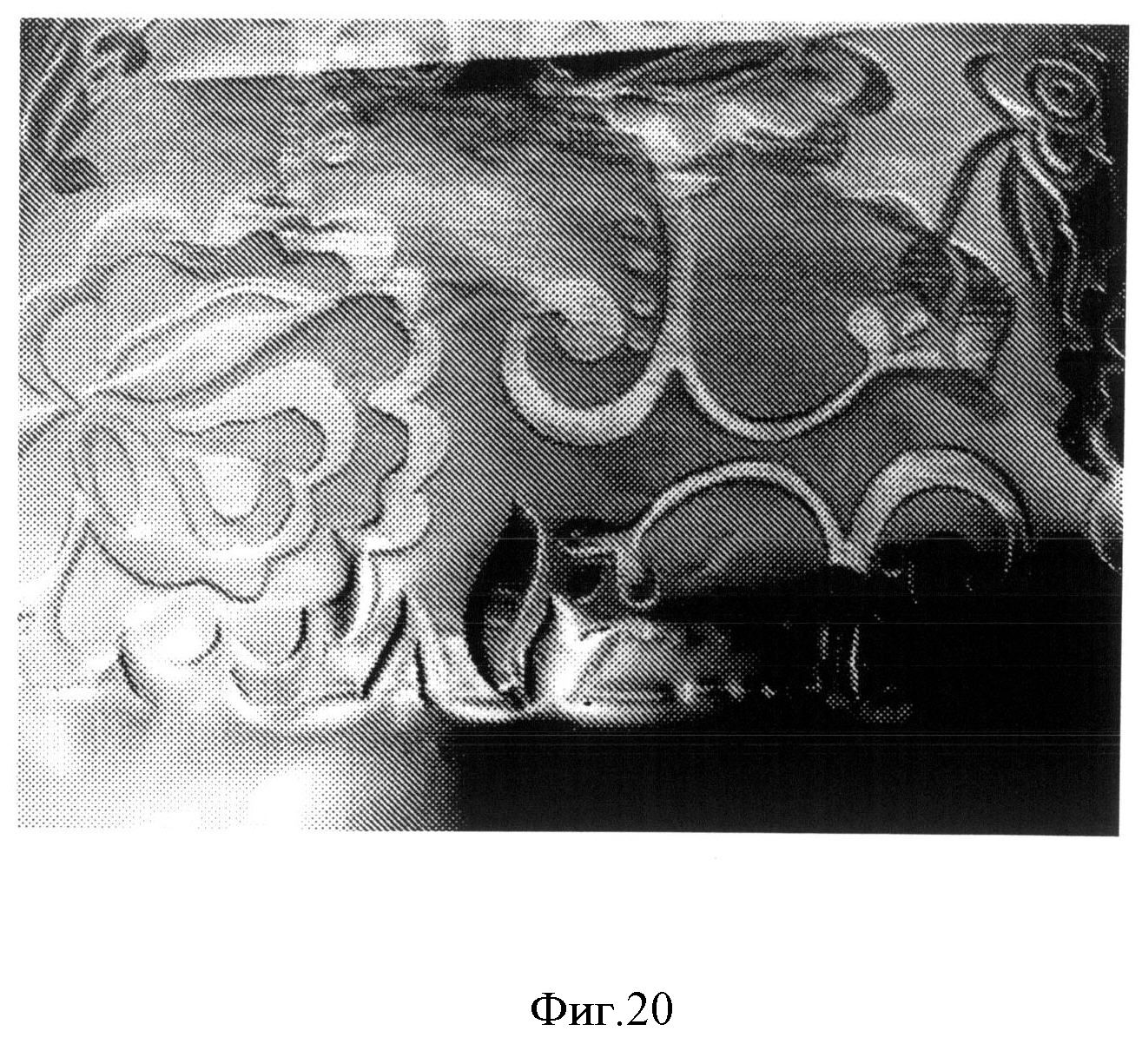
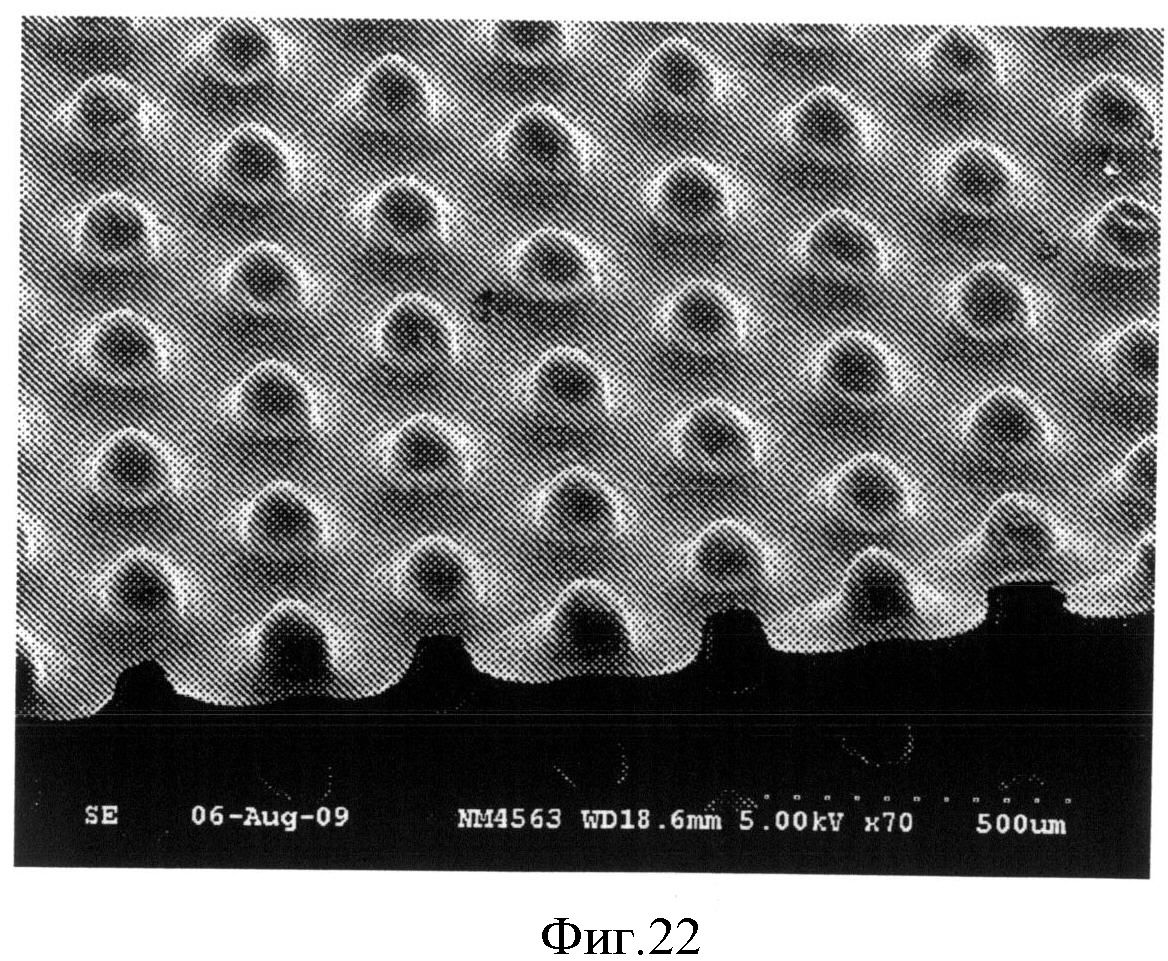
Фиг.20. Фотография фрагмента окрашенного тонколистового материала в соответствии с еще одним воплощением настоящего изобретения.
Фиг.21. Фотография фрагмента окрашенного тонколистового материала, изображенного на Фиг.20, с еще большим увеличением.
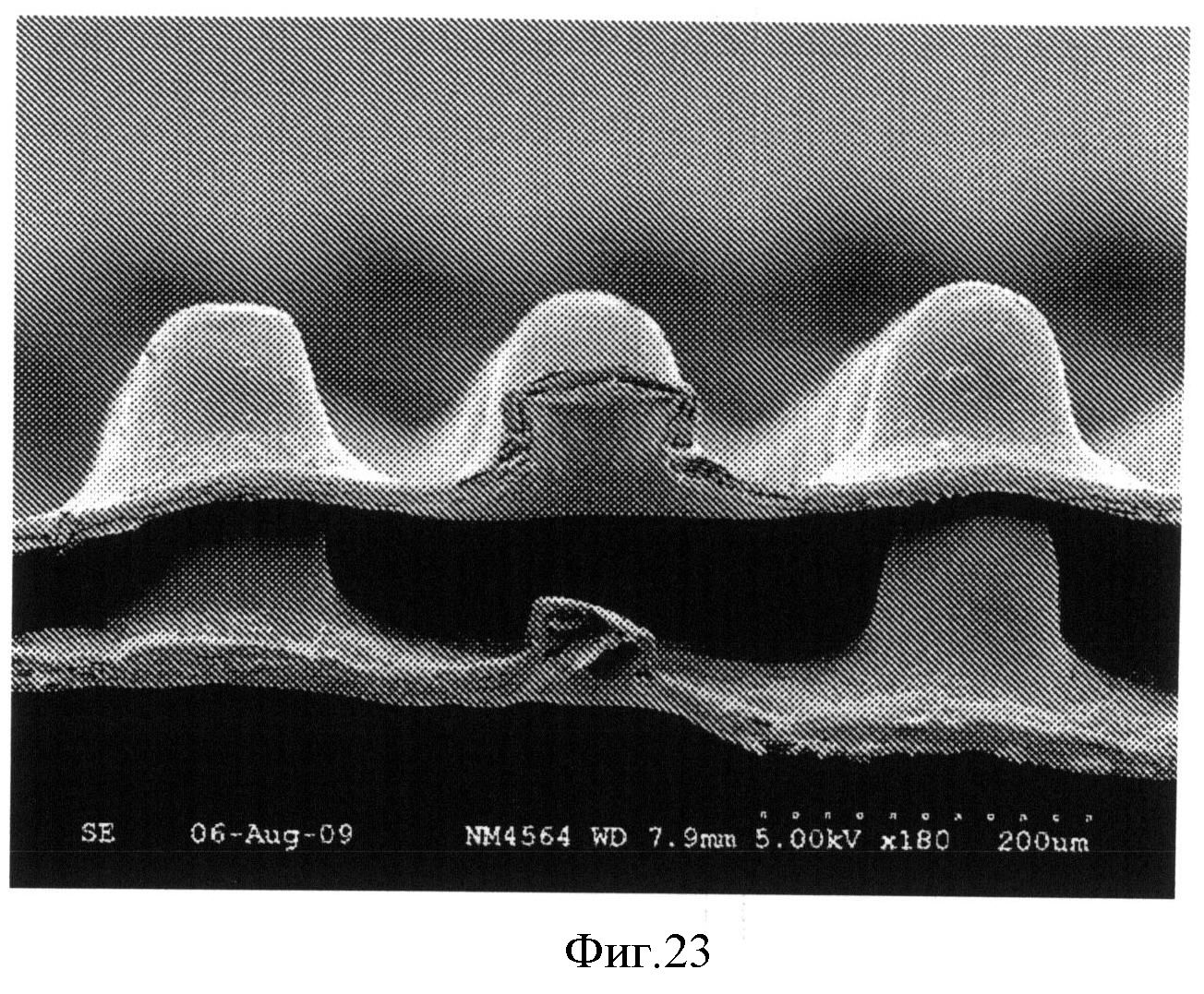
Фиг.22. Микрофотография (вид сверху) фрагмента окрашенного тонколистового материала, изображенного на Фиг.20.
Фиг.23. Микрофотография (вид сбоку) фрагмента окрашенного тонколистового материала, изображенного на Фиг.22.
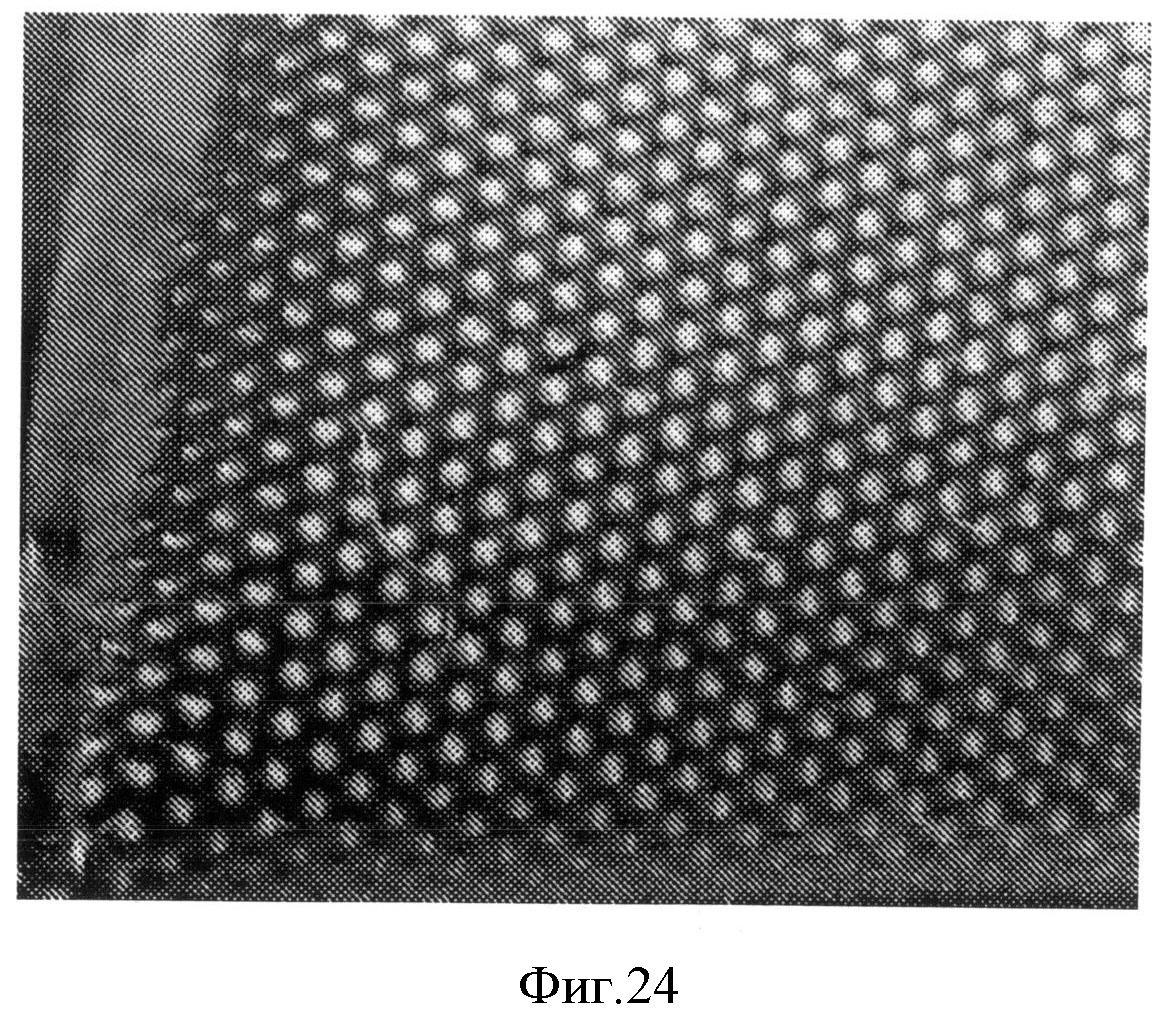
Фиг.24. Фотография окрашенного тонколистового материала в соответствии с настоящим изобретением.
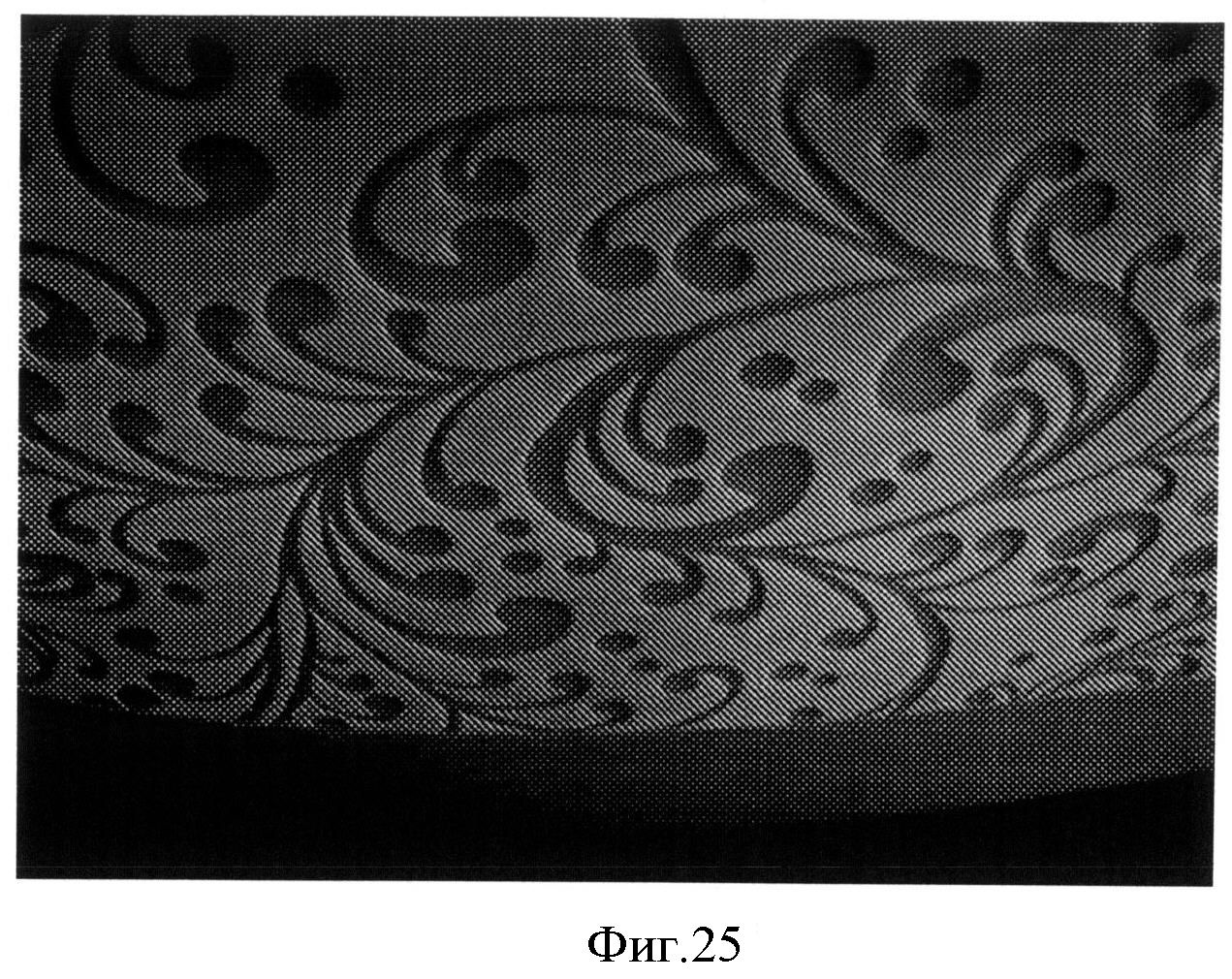
Фиг.25. Фотография фрагмента формирующей структуры, подходящей для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением.
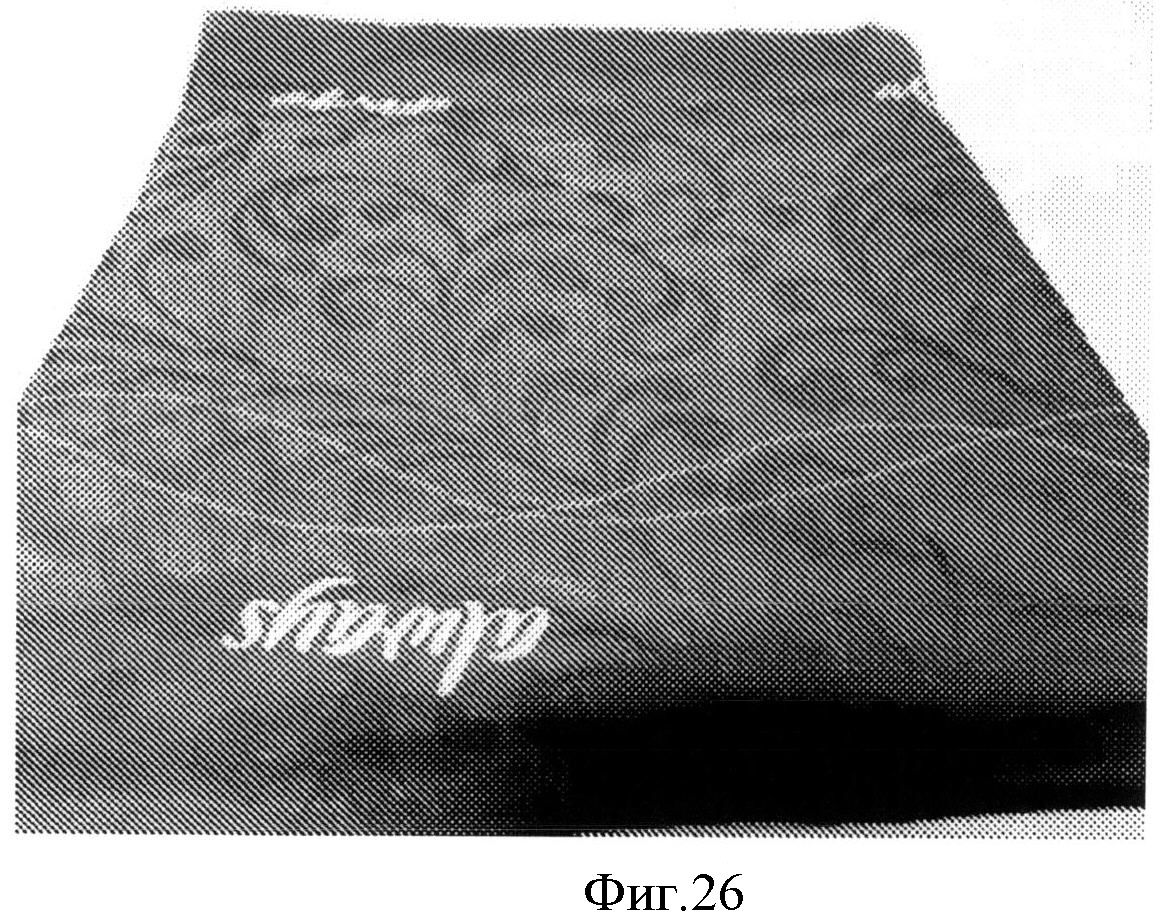
Фиг.26. Фотография окрашенного тонколистового материала в соответствии с еще одним из воплощений настоящего изобретения.
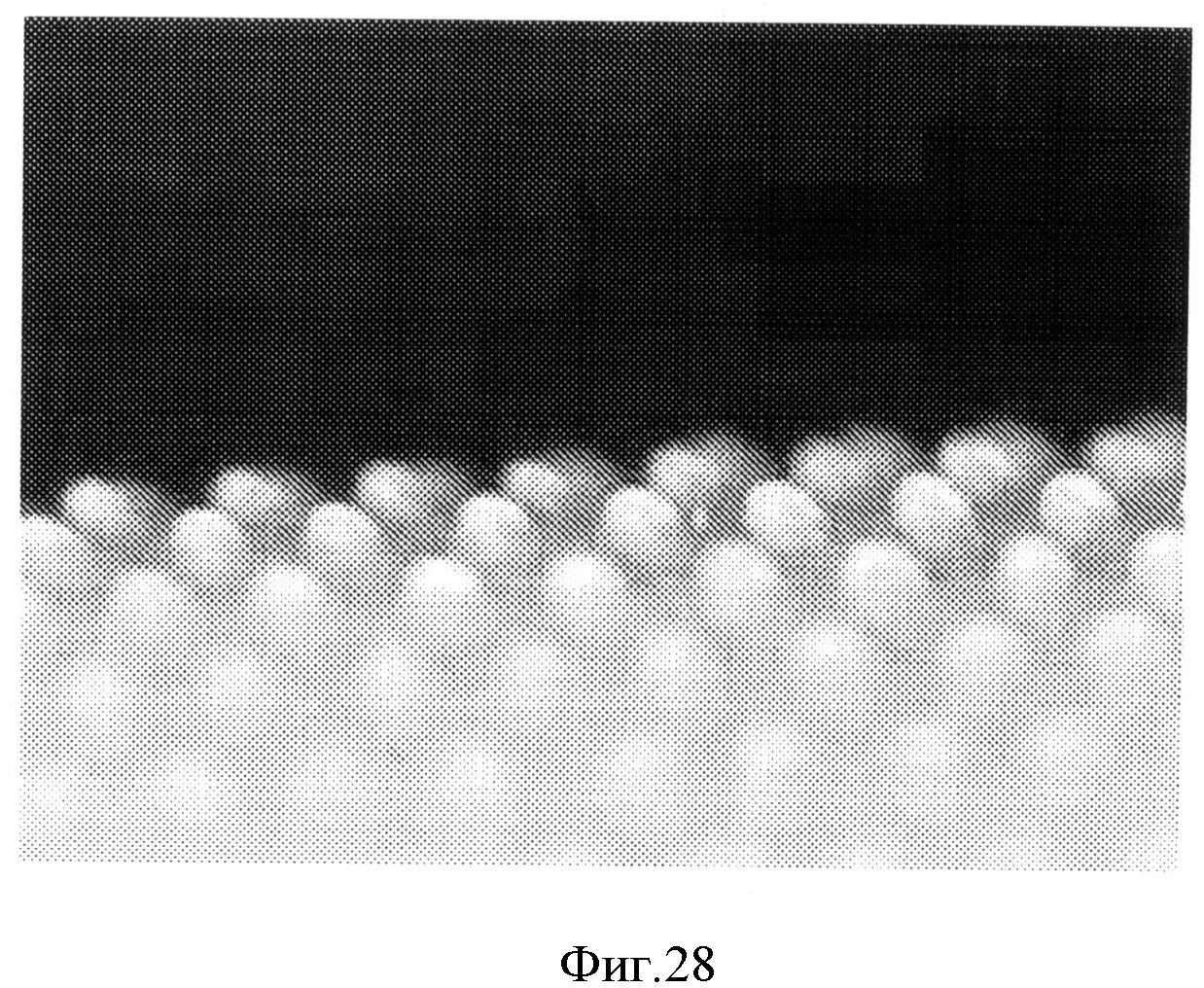
Фиг.27. Фотография фрагмента окрашенного тонколистового материала, изображенного на Фиг.26, с еще большим увеличением.
Фиг.28. Фотография фрагмента окрашенного тонколистового материала, изображенного на Фиг.27, с еще большим увеличением.
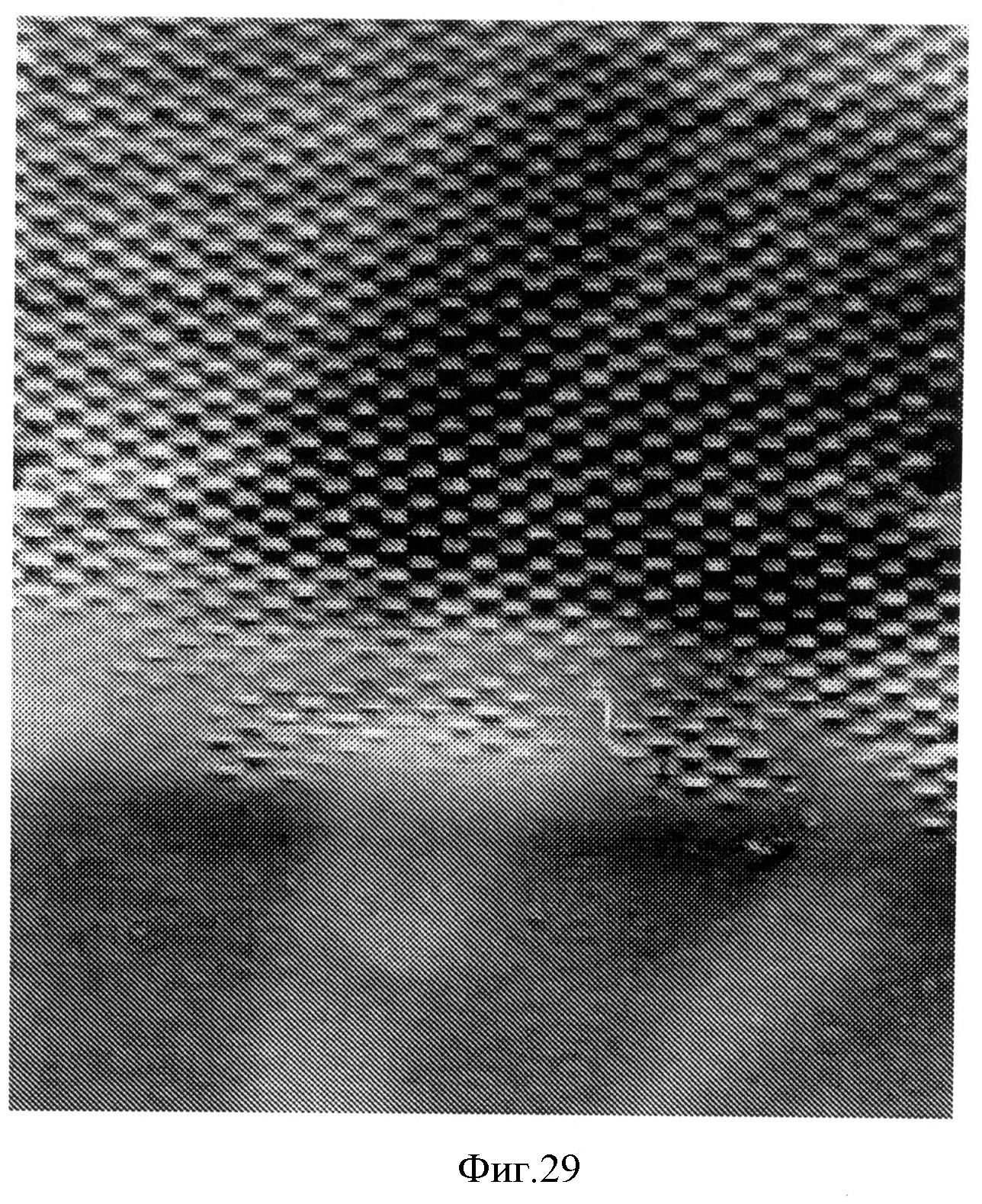
Фиг.29. Фотография фрагмента окрашенного тонколистового материала в соответствии с настоящим изобретением.
Подробное описание изобретения
В настоящем изобретении предлагается окрашенный тонколистовой материал, содержащий множество дискретных протяженных элементов и краситель, встроенный в один или более слоев тонколистового материал полотна или нанесенный на поверхность тонколистового материала. В настоящем изобретении дополнительно предлагается многослойный тонколистовой материал, содержащий множество дискретных протяженных элементов, слои которого изготовлены из полимеров, имеющих различные преломляющие свойства. В настоящем изобретении дополнительно предлагается тонколистовой материал, имеющий структурный цвет и содержащий множество дискретных протяженных элементов, причем данный тонколистовой материал содержит встроенный в него пигмент с интерференционным эффектом.
ОКРАШЕННЫЙ ТОНКОЛИСТОВОЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ МНОЖЕСТВО ДИСКРЕТНЫХ ПРОТЯЖЕННЫХ ЭЛЕМЕНТОВ
Окрашенные тонколистовые материалы в соответствии с настоящим изобретением изготавливаются из исходных тонколистовых материалов, из которых, с применением способов, описанных ниже, формируются окрашеные тонколистовые материалы в соответствии с настоящим изобретением.
Окрашенные тонколистовые материалы в соответствии с настоящим изобретением могут содержать однослойные тонколистовые материалы или многослойные тонколистовые материалы.
В одном из воплощений тонколистовой материал в соответствии с настоящим изобретением содержит однослойный тонколистовой материал, такой, как, например, однослойная термопластическая пленка, на одну или на обе стороны которого нанесен краситель. Краситель может быть нанесен на поверхность тонколистового материала с помощью различных способов, традиционно применяемых в данной области техники, таких, как струйная печать чернилами, флексография, ротогравюра, литография, шелкография, типографская высокая печать, тампография и им подобные.
В одном из воплощений тонколистовой материал в соответствии с настоящим изобретением содержит многослойный тонколистовой материал, по меньшей мере один слой которого содержит краситель. Если тонколистовой материал является термопластической пленкой, краситель может быть добавлен в полимерную смолу, и путем их совместного экструдирования может быть изготовлена термопластическая пленка.
В одном из воплощений тонколистовой материал в соответствии с настоящим изобретением содержит многослойный тонколистовой материал, в котором первый слой содержит полимер, имеющий первые преломляющие свойства, а второй слой содержит полимер, имеющий вторые преломляющие свойства, причем первые преломляющие свойства и вторые преломляющие свойства различны. Такой многослойный тонколистовой материал может содержать сотни слоев.
Из исходного тонколистового материала формируется трехмерный окрашенный тонколистовой материал, который может иметь различные требуемые структурные черты и свойства, такие, как, например, мягкость на ощупь и эстетически привлекательный внешний вид. Для формирования окрашенного тонколистового материала в соответствии с настоящим изобретением могут использоваться различные способы, которые будут описаны ниже.
В одном из воплощений тонколистовой материал, формируемый в соответствии с предлагаемым способом, может содержать протяженные элементы, подобные тем, что подробно описаны в патентах США 7402723 и 7521588.
Окрашенные тонколистовые материалы в соответствии с настоящим изобретением, как правило, содержат дискретные протяженные элементы, содержащие открытые проксимальные концы и открытые или закрытые дистальные концы. Дистальные концы и/или боковые стенки дискретных протяженных элементов могут быть утонченными. В случае использования многослойных исходных тонколистовых материалов утончение дистальных концов и/или боковых стенок дискретных протяженных элементов окрашенного тонколистового материала делает цвет нижнего слоя более видимым сквозь верхний слой, а цвет верхнего слоя - более видимым сквозь нижний слой в областях тонколистового материала, которые подверглись утончению. В случае использования однослойных тонколистовых материалов, содержащих краситель по меньшей мере на одной из их поверхностей, утончение дистальных концов и/или боковых стенок дискретных протяженных элементов окрашенного тонколистового материала «разбавляет» или расщепляет цвет красителя, нанесенного на участки поверхности тонколистового материала, которые подверглись утончению, в результате чего цвет на данных участках исходного тонколистового материала становится более заметен. Это может давать визуальный контраст с остальными участками тонколистового материала и подчеркивать структуру, сформированную в окрашенном тонколистовом материале дискретными протяженными элементами, и таким образом могут быть сформированы более эстетически привлекательные тонколистовые материалы.
Утончение дискретных протяженных элементов многослойного тонколистового материала, содержащего слои из полимеров с различными показателями преломления, может приводить к изменению преломляющих свойств каждого из слоев в подвергшихся утончению областях, что приводит к изменению общего зрительного восприятия тонколистового материала и может использоваться для подчеркивания структуры, или структур, сформированных дискретными протяженными элементами. Кроме того, трехмерная топография тонколистового материала создает различные видимые цвета протяженных элементов, так как цвет многослойных тонколистовых материалов часто зависит от угла зрения. Поэтому даже без утончения дистальных концов и/или боковых стенок протяженных элементов трехмерная топография тонколистового материала, вызванная наличием протяженных элементов, может вызывать зрительные эффекты в виде явного изменения цвета.
В некоторых воплощениях многослойных тонколистовых материалов слой, лежащий ниже (например, самый нижний слой), не является протяженным через слой, лежащий выше (например, через самый верхний слой). В таких случаях в лежащем выше (верхнем) слое не производится разрывов, и он остается сплошным, особенно в воплощениях, в которых дистальные концы дискретных протяженных элементов являются закрытыми.
На фиг.1 приведен фид фрагмента одного из воплощений трехмерного цветного тонколистового материала 18. Трехмерный цветной тонколистовой материал 18 изготавливается из исходного тонколистового материала, который может быть однослойным тонколистовым материалом или многослойным соэкструдированым тонколистовым материалом, как будет подробно описано выше. В воплощении, изображенном на Фиг.1, исходным тонколистовым материалом явлется двухслойная ламинированная пленка, содержащая первый слой 20 и второй слой 22. Один или оба слоев многослойного тонколистового материала могут содержать краситель. Многослойные пленки могут быть изготовлены способом соэкструдирования, традиционно применяемым в производстве ламинатов из пленок, в том числе включать пленки с покровными слоями.
Как показано также на фиг.1, окрашенный тонколистовой материал 18 содержит множество дискретных протяженных элементов 24. Дискретные протяженные элементы 24 формируются как протяженные выступы из тонколистового материала, как правило, с его первой поверхности. В зависимости от формирующей структуры, используемой для формирования окрашенного тонколистового материала, дискретные протяженные элементы могут выступать с обеих поверхностей тонколистового материала. Число, размер и расположение дискретных протяженных элементов 24 на окрашенном тонколистовом материале 18 определяются требуемыми мягкостью тонколистового материала на ощупь, звуковыми и визуальными эффектами. В таких приложениях, как верхний лист, тыльный лист или обертка абсорбирующего изделия, или упаковка, может быть желательным, чтобы протяженные элементы 24 выступали только с одной стороны окрашенного тонколистового материала 18. Поэтому, если окрашенный тонколистовой материал 18 используется в качестве верхнего листа абсорбирующего изделия одноразового пользования, окрашенный тонколистовой материал 18 может быть ориентирован таким образом, что дискретные протяженные элементы 24 будут контактировать с кожей, что будет создавать ощущение мягкости тонколистового материала. Более того, наличие протяженных элементов 24 с закрытыми дистальными концами 26 может способствовать уменьшению повторного намокания, то есть уменьшению количества жидкости, попадающей обратно на поверхность верхнего листа после того, как она прошла через отверстия в верхнем листе к лежащим под ним абсорбирующим слоям (соответствующие отверстия, то есть макроотверстия, на чертежах не показаны).
На фиг.2 представлено сечение фрагмента одного из воплощений окрашенного тонколистового материала 18 в соответствии с настоящим изобретением. Как показано на данном чертеже, дискретные протяженные элементы 24 могут быть охарактеризованы как выступающие с первой поверхности 28 окрашенного тонколистового материала 18. Кроме того, дискретные протяженные элементы 24 могут рассматриваться как выполненные за единое целое с исходным тонколистовым материалом 30 путем необратимой локальной пластической деформации исходного тонколистового материала 30. Боковые стенки 32 дискретных протяженных элементов 24 образуют открытую проксимальную часть 34 и закрытый или открытый дистальный конец 26. Каждый из дискретных протяженных элементов 24 имеет высоту h, измеряемую как расстояние между минимальной амплитудой Amin участка между смежными протяженными элементами 24 и максимальной амплитудой Amax закрытых или открытых дистальных концов 26 элементов. Дискретные протяженные элементы 24 имеют диаметр d, которым для элементов в целом цилиндрической формы является внешний диаметр поперечного сечения. Под «поперечным» понимается сечение по плоскости, в целом параллельной плоскости первой поверхности 28. Диаметр d дискретного протяженного элемента, в целом имеющего форму колонны, но не имеющего цилиндрической формы, или не имеющего правильного или постоянного поперечного сечения, определяется как средний размер поперечного сечения на половине высоты h дискретного протяженного элемента (фиг.2). Для каждого из дискретных протяженных элементов 24 может быть определено отношение h/d высоты к диаметру. Дискретный протяженный элемент может иметь отношение h/d по меньшей мере примерно 0,2, по меньшей мере примерно 0,3, по меньшей мере примерно 0,5, по меньшей мере примерно 0,75, по меньшей мере примерно 1, по меньшей мере примерно 1,5, или по меньшей мере примерно 2. Дискретные протяженные элементы 22, как правило, имеют высоту h, составляющую по меньшей мере примерно 30 мкм, по меньшей мере примерно 50 мкм, по меньшей мере примерно 65 мкм, по меньшей мере примерно 80 мкм, по меньшей мере примерно 100 мкм, по меньшей мере примерно 120 мкм, по меньшей мере примерно 150 мкм, или по меньшей мере примерно 200 мкм. Дискретные протяженные элементы 24, как правило, имеют диаметр d от примерно 50 мкм до примерно 5000 мкм, от примерно 50 мкм до примерно 3000 мкм, или от примерно 50 мкм до примерно 500 мкм, или от примерно 65 мкм до примерно 300 мкм, или от примерно 75 мкм до примерно 200 мкм. В одном из воплощений дискретные протяженные 15 формирующей структуры 10 имеют диаметр менее чем примерно 500 мкм.
Диаметр дискретного протяженного элемента неправильной формы (например, отличной от формы колонны) может быть определен как удвоенный радиус кривизны его боковой поверхности на половине его высоты.
Для дискретных протяженных элементов, протяженных вдоль всей длины тонколистового материала, например, имеющих форму гребней, боковые стенки которых могут иметь открытые участки, под диаметром дискретного протяженного элемента может пониматься средняя минимальная толщина между двумя находящимися друг напротив друга боковыми стенками протяженного элемента на половине его высоты. На фиг.3 представлен окрашенный тонколистовой материал, содержащий дискретный протяженный элемент, имеющий форму гребня, диаметр d которого может быть определен как ширина гребня на половине его высоты h.
В общем случае, из-за того, что фактическую высоту h какого-либо отдельного дискретного протяженного элемента 24 трудно определить, и из-за того, что высота различных элементов может варьировать, может быть определена средняя высота havg множества дискретных протяженных элементов 22 путем измерения средней минимальной амплитуды Amax и средней максимальной амплитуды Amax на заданной площади окрашенного тонколистового материала 18. Средняя высота havg, определенная таким образом, в целом будет находиться в описанных выше диапазонах высоты. Подобным образом, так как точные параметры поперечного сечения дискретных протяженных элементов могут варьировать, может быть определен средний диаметр davg множества дискретных протяженных элементов 24. Определенный таким образом средний диаметр davg также, как правило, будет находится в описанных выше диапазонах диаметров. Измерения амплитуды и прочих размерных параметров могут осуществляться любым способом из применяемых в данной области техники, например, с помощью компьютерной сканирующей микроскопии с последующей обработкой данных. Соответственно, среднее отношение ARavg высоты дискретных протяженных элементов 24 к их диаметру на данном участке окрашенного тонколистового материала 18 может быть определено как havg/davg.
В некоторых воплощениях высота дискретных протяженных элементов может быть переменной, в результате чего создается эффект различных цветов или оттенков, как будет описано ниже. Так, например, дискретные протяженные элементы могут иметь высоту, постепенно увеличивающуюся или уменьшающуюся по отношению к соседним протяженным элементам, что может создавать эффект плавных цветовых переходов. В альтернативных воплощениях соседние протяженные элементы, или соседние массивы протяженных элементов, могут более резко отличаться друг от друга по высоте, в результате чего внешний вид тонколистового материала может содержать более резкие цветовые переходы.
В одном из воплощений диаметр дискретного протяженного элемента 24 является постоянным или уменьшается с амплитудой (амплитуда является максимальной на открытом или закрытом дистальном конце 26). Например, как показано на фиг.2, диаметр, или средний размер в поперечном сечении, дискретного протяженного элемента 24 может быть максимальным в его проксимальной части 34, и его размер в поперечном сечении будет постоянно уменьшаться по мере приближения к дистальному концу 26.
В одном из воплощений дискретными протяженными элементами могут быть аберрации, имеющие форму гриба, как описано в патенте США 4 846 821.
Как показано на фиг.2, из-за относительно сильного растяжения материала исходного тонколистового материала 30, что необходимо для формирования дискретных протяженных элементов 24, имеющих большое отношение высоты к диаметру, происходит утончение тонколистового материала. Такое утончение может наблюдаться на закрытых или открытых дистальных концах 26, или вокруг них, и/или на боковых стенках 32 дискретных протяженных элементов. Под «наблюдаться» в данном случае понимается, что утончение отчетливо заметно при рассмотрении сечения материала с увеличением.
Такое утончение материала может иметь преимущества в виде придания тонколистовому материалу болшей мягкости, так как утонченные участки материала оказывают малое сопротивление или практически не оказывают сопротивления усилию, направленному поперек или вдоль плоскости материала, при прикосновении к нему. Когда человек касается пальцем окрашенного тонколистового материала 18 со стороны дискретных протяженных элементов 24, кончики пальцев в первую очередь касаются закрытых или открытых дистальных концов 26 дискретных протяженных элементов 24. Благодаря высокому отношению высоты дискретных протяженных элементов 24 к их диаметру, и утончению исходного тонколистового материала 30 на дистальных концах 26 или возле них, дискретные протяженные элементы 24 оказывают малое сопротивление или практически не оказывают сопротивления пальцам человека, касающегося их в направлении поперек плоскости окрашенного тонколистового материала 18 или вдоль нее. Такое отсутствие сопротивления воспринимается как ощущение мягкости тонколистового материала и делает его похожим на бархат.
Такое утончение тонколистового материала может также иметь преимущества с точки зрения его зрительного восприятия, так как утонченные участки могут оказывать зрительное впечатление, отличное от впечатления, оказываемого участками, не подвергшимися утончению. Так, например, если исходный тонколистовой материал является двухслойным тонколистовым материалом, в котором верхний слой и нижний слой содержат различные красители, и вследствие этого имеют различный цвет, утончение делает цвет нижнего слоя более видимым при рассмотрении верхней поверхности окрашенного тонколистового материала. Так, например, это может делать дискретные протяженные элементы нижнего слоя более светлыми или темными, если нижний слой является белым или черным соответственно. В альтернативных воплощениях, в зависимости от степени утончения различных участков, это может придавать дискретным протяженным элементам новый цвет, или новые сочетания цветов, например, в двухслойном исходном тонколистовом материале, содержащем голубой верхний слой и желтый нижний слой, могут быть сформированы зеленые протяженные элементы. На утонченном участке может происходить изменение цвета как внешней, так и внутренней стороны дискретного протяженного элемента. Если исходный тонколистовой материал является многослойным тонколистовым материалом, и каждый из слоев имеет показатель преломления, отличный от показателей преломления соседних слоев (как, например, в радужных пленках), утончение может приводить к сдвигу цвета в голубую часть спектра, или даже привести к тому, что дискретные протяженные элементы, сформированные в окрашенном тонколистовом материале, будут бесцветными. Это позволяет получить уникальные зрительные эффекты, которые позволяют подчеркнуть форму структуры, образованной дискретными протяженными элементами окрашенного тонколистового материала.
Утончение исходного тонколистового материала на открытых или закрытых дистальных концах 26 и/или на боковых стенках 32 может рассматриваться относительно толщины исходного тонколистового материала или относительно толщины «равнинных» участков, полностью окружающих дискретные протяженные элементы 24 окрашенного тонколистового материала. Утончение исходного тонколистового материала, как правило, составляет по меньшей мере примерно 25%, по меньшей мере примерно 50%, по меньшей мере примерно 75% по отношению к толщине исходного тонколистового материала. Утончение исходного тонколистового материала 34, как правило, составляет по меньшей мере примерно 25%, по меньшей мере примерно 50%, или по меньшей мере примерно 75% по отношению к толщине «равнинных» участков, окружающих дискретные протяженные элементы окрашенного тонколистового материала.
Следует отметить, что непроницаемый для жидкостей и газов тонколистовой материал, имеющий только закрытые дискретные протяженные элементы в соответствии с настоящим изобретением и не имеющий макроскопических отверстий или дискретных протяженных элементов с открытыми дистальными концами, может использоваться как мягкий на ощупь тонколистовой материал в любых приложениях, где не требуется его проницаемость для жидкостей и газов. Открытые дистальные концы также могут быть желательны в некоторых воплощениях, например, в тех приложениях, где требуется вентиляция или проход воздуха или жидкости, например в вентилируемой упаковке. Так, например, в одном из воплощений настоящего изобретения предлагается окрашенный тонколистовой материал, по меньшей мере одна сторона которого является мягкой и шелковистой на ощупь за счет формирования структуры из дискретных протяженных элементов 24, являющихся выступами из поверхностей тонколистового материала и имеющих открытую проксимальную часть и закрытый или открытый дистальный конец, и при этом дискретные протяженные элементы имеют максимальный размер поперечного сечения в открытой проксимальной части или вблизи нее.
Окрашенный тонколистовой материал в соответствии с настоящим изобретением может также обладать улучшенными звуковыми характеристиками. Такой окрашенный тонколистовой материал при обращении с ним может издавать значительно меньше шума, чем исходный тонколистовой материал.
Поверхностная плотность дискретных протяженных элементов, определяемая как количество дискретных протяженных элементов на единицу площади первой поверхности, может быть оптимизирована в соответствии с потребностями приложения, и как правило, окрашенный тонколистовой материал содержит от примерно 4 до примерно 10000, от примерно 10 до примерно 10000, от примерно 95 до примерно 10000, от примерно 240 до примерно 10000, от примерно 350 до примерно 10000, о примерно 500 до примерно 5000, или от примерно 700 до примерно 3000 дискретных протяженных элементов на квадратный сантиметр. Что касается определения числа дискретных протяженных элементов на рассматриваемом участке поверхности, подразумевается, что если на данном участке находится только часть какого-либо дискретного протяженного элемента, данный дискретный протяженный элемент также включается в число дискретных протяженных элементов на данном участке поверхности.
Расстояние между центрами соседних дискретных протяженных элементов также может быть оптимизировано с точки зрения обеспечения требуемой мягкости ощущения, с одной стороны, и предотвращения застревания между ними различных объектов, или, например, сведения к минимуму количества удерживаемой жидкости, с другой стороны (в зависимости от потребности приложения). Расстояние между центрами соседних дискретных протяженных элементов может составлять от примерно 100 мкм до примерно 5000, от примерно 100 мкм до примерно 1020 мкм, от примерно 100 мкм до примерно 640 мкм, от примерно 150 мкм до примерно 500 мкм, или от примерно 180 мкм до примерно 430 мкм.
На фиг.4 приведена микрофотография (вид сверху) одного из воплощений окрашенного тонколистового материала 18 в соответствии с настоящим изобретением, содержащего множество дискретных протяженных элементов 24, полностью окруженных «равнинными» участками 36.
На фиг.5 приведена микрофотография (вид сбоку) одного из воплощений окрашенного тонколистового материала в соответствии с настоящим изобретением, на которой один из дискретных протяженных элементов виден в разрезе.
На фиг.6 представлено еще одно воплощение окрашенного тонколистового материала 18 в соответствии с настоящим изобретением, содержащего множество дискретных протяженных элементов 24, имеющих открытые проксимальные части 34 и открытые дистальные концы 26.
Окрашенный (или просвечивающийся) тонколистовой материал может дополнительно содержать и отверстия большего диаметра, позволяющие, например, жидкости протекать через данный тонколистовой материал. Площадь таких отверстий большего диаметра может составлять от примерно 0,5 мм2 до примерно 5 мм2. Примеры подходящих макротверстий подробно описаны в патентной публикации США 2008/0138574 А1 и в патенте США 7 521 588 (столбец 7, строки 11-47 и фиг.6).
ИСХОДНЫЙ ТОНКОЛИСТОВОЙ МАТЕРИАЛ
Окрашенный тонколистовой материал, содержащий множество дискретных протяженных элементов в соответствии с настоящим изобретением, может быть изготовлен из самых различных исходных материалов. Исходный тонколистовой материал может быть преобразован в окрашенный тонколистовой материал, содержащий множество дискретных протяженных элементов, предпочтительно в соответствии с описанным ниже способом. Подходящие исходные тонколистовые материалы включают материалы, которые могут быть деформированы путем приложения давления к ним и формирующей структуре, в результате чего исходный тонколистовой материал может быть плотно прижат, с его разрывом или без разрыва, к рельефу формирующей структуры, и таким образом может быть сформирован окрашенный тонколистовой материал в соответствии с настоящим изобретением.
Исходный тонколистовой материал в соответствии с настоящим изобретением, как правило, содержит синтетический материал, металлический материал, биологический материал (в частности, материалы животного происхождения) и их сочетания. В некоторых воплощениях исходный тонколистовой материал может содержать целлюлозные материалы. В других воплощениях исходный тонколистовой материал может не содержать целлюлозных материалов. Не ограничивающие примеры подходящих исходных тонколистовых материалов включают пленки, металлическую фольгу (например, алюминиевую, латунную, медную и им подобную), тонколистовые материалы, включающие устойчивые полимеры, пены, нетканые полотна, содержащие синтетические волокна (например, TYVEK.®), коллагеновые пленки, хитозановые пленки, вискозу, целлофан и им подобные. Подходящие исходные тонколистовые материалы дополнительно включают ламинаты и смеси из данных материалов.
Если исходный тонколистовой материал является волокнистым, то он, как правило, имеет высокую плотность, в результате чего ведет себя аналогично пленкам. Одним из примеров такого волокнистого тонколистового материала высокой плотности является TYVEK®.
В одном из воплощений исходный тонколистовой материал является полимерной пленкой. Подходящие полимерные пленки включают термопластические пленки, такие, как полиэтилен, полипропилен, полистирол, полиэтилентерефталат (ПЭТ), полиметилметакрилат (ПММА), поливиниловый спирт, нейлон, политетрафторэтилен (например, тефлон) или их сочетания. Подходящие полимерные пленки могут содержать смеси полимеров.
В некоторых воплощениях исходный тонколистовой материал может содержать устойчивый полимер, такой, как полилактиды, полигликолиды, полигидроксиалканаты, полисахариды, поликапролактоны и им подобные, и их смеси.
Толщина исходного тонколистового материала до формирования из него окрашенного тонколистового материала в соответствии с настоящим изобретением, как правило, находится в диапазоне от примерно 5 мкм до примерно 150 мкм, от примерно 8 мкм до примерно 100 мкм, или от примерно 10 мкм до примерно 80 мкм.
Исходный тонколистовой материал может быть дополнительно пластифицирован в целях уменьшения его модуля упругости и/или его хрупкости перед формированием из него окрашенного тонколистового материала в соответствии с настоящим изобретением.
В одном из воплощений исходный тонколистовой материал обладает способностью увеличивать твердость при растяжении. Свойство исходного тонколистового материала увеличивать твердость при растяжении может быть желательно для облегчения плотного прижатия исходного полотна к дискретным элементам формирующей структуры в соответствии с настоящим изобретением. Данное свойство может быть предпочтительным при изготовлении окрашенных тонколистовых материалов, в которых требуется получить закрытые дистальные концы протяженных элементов окрашенного тонколистового материала.
Исходный тонколистовой материал может быть любым материалом, таким, например, как полимерная пленка, имеющим свойства, подходящие для формирования из него окрашенного тонколистового материала с помощью способа тиснения в соответствии с настоящим изобретением. Исходный тонколистовой материал, как правило, имеет предел текучести, и предпочтительно должен быть растянут за предел текучести при формировании из него окрашенного тонколистового материала с помощью способа тиснения в соответствии с настоящим изобретением. То есть, исходный тонколистовой материал должен иметь достаточные свойства текучести, так чтобы он мог быть растянут без разрыва до такой степени, чтобы можно было сформировать требуемые дискретные протяженные элементы с закрытыми дистальными концами, или, если требуется получить окрашенный тонколистовой материал, содержащий дискретные протяженные элементы, имеющие открытые дистальные концы, тонколистовой материал должен иметь такие характеристики, чтобы наступал его разрыв при формировании открытых дистальных концов. Как будет описано ниже, для любого полимера условия процесса (например, его температура или скорость растяжения исходглго тонколистового материала) могут быть подобраны таким образом, что это позволит растянуть исходный тонколистовой материал с наступлением разрыва или без наступления разрыва, и сформировать окрашенный тонколистовой материал, имеющий требуемые дискретные протяженные элементы. На примере некоторых воплощений было определено, что наиболее предпочтительные исходные материалы, используемые в качестве исходных тонколистовых материалов для формирования тонколистового материала в соответствии с настоящим изобретением, имеют низкий предел текучести и обладают способностью к значительному удлинению. В дополнение к этому, как упоминалось выше, исходные тонколистовые материалы предпочтительно должны повышать свою твердость при растяжении. Примеры пленок, подходящих для использования в качестве исходных тонколистовых материалов в соответствии с настоящим изобретением, включают пленки, содержащие полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полипропилен и смеси полиэтилена низкой плотности и линейного полиэтилена низкой плотности.
Исходный тонколистовой материал должен быть также достаточно деформируемым и тягучим. Термин «деформируемый» в контексте настоящего описания означает материал, который, будучи растянут за предел упругой деформации, в сущности сохраняет свою новую форму, а также утончается на дистальных концах дискретных протяженных элементов или возле дистальных концов полученного окрашенного тонколистового материала.
Одним из материалов, который был определен подходящим для использования в качестве исходного тонколистового материала в соответствии с настоящим изобретением, является полиэтиленовый каучук DOWLEX 2045A производства The Dow Chemical Company, (Мидлэнд, штат Миннесота, США). Пленка из данного материала, имеющая толщину 20 мкм, может иметь предел текучести по меньшей мере 12 МПа; прочность на растяжение по меньшей мере 53 МПа; максимальное удлинение по меньшей мере 635%, модуль упругости (под углом 2%), составляющий по меньшей мере 210 МПа (каждое из упомянутых выше измерений проводилось по ASTM D 882). Прочие примеры подходящих исходных тонколистовых материалов включают полиэтиленовую пленку, имеющую толщину примерно 25 мкм (1,0 милли-дюйма) и имеющую плотность по меньшей мере 24 г/м2, предлагаемую RKW US, Inc., и полиэтиленовую/полипропиленовую пленку плотностью примерно 14 г/см2 и толщиной примерно 15 мкм, также предлагаемую RKW US.
Исходный тонколистовой материал может быть ламинатом из двух или более тонколистовых материалов и может быть также соэкструдированным ламинатом. Так, например, исходный тонколистовой материал может содержать два слоя или три слоя, и в последнем случае самый внутренний слой часто именуется сердцевинным слоем, а самые наружные слои часто именуются покровными слоями. В одном из воплощений исходный тонколистовой материал содержит трехслойный соэкструдированный ламинат суммарной толщиной примерно 25 мкм (0,001 дюйм), в котором сердцевинный слой имеет толщину примерно 18 мкм (0,0007 дюйма), а каждый из покровных слоев имеет толщину примерно 3,5 мкм (0,00015 дюйма). Толщина исходного тонколистового материала может составлять примерно 15 мкм, 20 мкм, 25 мкм, 30 мкм, 40 мкм, 45 мкм или 60 мкм. В одном из воплощений слои могут содержать полимеры, имеющие различные характеристики растяжения и/или упругости.
Исходный тонколистовой материал может быть изготовлен с использованием стандартных процедур изготовления многослойных пленок и с помощью традиционно применяемого оборудования для производства соэкструдированных пленок. Если требуется изготовить слои из смеси полимеров, гранулы компонентов могут быть сначала смешаны на сухую, а затем смешиваться в процессе расплавления в экструдере, подающем материал для данного слоя. В качестве альтернативы, если в экструдере не обеспечивается достаточного перемешивания, гранулы компонентов могут быть сначала смешаны на сухую, а затем расплавлены с перемешиванием в предварительном экструдере с последующим гранулированием полученного компаунда. Полученные гранулы компаунда могут быть затем поданы в основной экструдер, с помощью которого производится соответствующий слой для многослойного тонколистового материала. Подходящие способы изготовления исходных тонколистовых материалов описаны в патентах США 5520875 и 6228462.
В целом способность образовывать дискретные протяженные элементы, расположенные с высокой плотностью на поверхности окрашенного тонколистового материала (то есть с малым расстоянием между их центрами), может ограничиваться толщиной исходного тонколистового материала. Так, например, можно ожидать, что в одном из воплощений расстояние между краями соседних дискретных выступающих элементов формирующей структуры должно быть большим, чем удвоеная толщина исходного тонколистового материала, чтобы обеспечить должное и полное формирование трехмерного окрашенного тонколистового материала в промежутках между соседними дискретными выступающими элементами формирующей структуры. Кроме того, в различных воплощениях отношение средней высоты множества дискретных выступающих элементов формирующей структуры и толщины тонколистового материала составляет, как правило, по меньшей мере примерно 2:1, по меньшей мере примерно 3:1, по меньшей мере примерно 4:1, или даже по меньшей мере примерно 5:1. Подобным образом, если для формирования окрашенного тонколистового материала в соответствии с настоящим изобретением используется формирующая структура с углублениями или сквозными отверстиями, то диаметр отверстий должен более чем в два раза превышать тощину исходного тонколистового материала, чтобы его можно было должным образом прижать к углублению или отверстию, и таким образом сформировать трехмерный окрашенный тонколистовой материал.
В некоторых воплощениях исходный тонколистовой материал может дополнительно содержать поверхностно-активное вещество. Предпочтительные типы поверхностно-активных веществ включают соответствующие вещества из неионных семейств, такие, как алкоголь-этоксилаты, алкилфенол-этоксилаты, эфиры карбоновых кислот, эфиры глицерина, полиоксиэтиленовые эфиры жирных кислот, полиоксиэтиленовые эфиры алифатических карбоновых кислот - производных абиетиновой кислоты, эфиры ангидросорбитола, эфиры этокислированного ангидросорбитола, этоксилированные природные жиры, масла и воски, гликолевые эфиры жирных кислот, карбоксил-амиды, конденсированные диэтаноламины и блочные полиалкиленоксидные сополимеры. Молекулярный вес применяемых поверхностно-активных веществ в соответствии с настоящим изобретением может составлять от примерно 200 г/моль до примерно 10000 г/моль. Наиболее предпочтительный молекулярный вес применяемых поверхностно-активных веществ составляет от примерно 300 г/моль до примерно 1000 г/моль.
При использовании поверхностно-активных веществ их количество может составлять вплоть до 10% от суммарного веса исходного тонколистового материала, к которому они первоначально добавляются. Поверхностно-активные вещества, молекулярный вес которых находится в указанном выше предпочтительном диапазоне (300-1000 г/моль), могут быть добавлены в меньших количествах, как правило, в количестве примерно 5% от суммарного веса исходного тонколистового материала или менее.
В один или более слоев исходного тонколистового материала могут быть введены и прочие добавки, такие, как, например, частицы и вещества, защищающие кожу, или вещества, активно поглощающие газы, например цеолиты. В некоторых воплощениях окрашенные тонколистовые материалы, особенно в приложениях, связанных с контактом с кожей, содержат частицы, которые обеспечивают прямой и эффективный контакт активных веществ с кожей. А именно, в некоторых воплощениях при формировании дискретных протяженных элементов частицы могут быть расположены на дистальных концах дискретных протяженных элементов или возле них. В результате этого активные вещества для ухода за кожей, содержащиеся в таких частицах, расположенных на дистальных концах дискретных протяженных элементов (или вокруг них), будут непосредственно контактировать с кожей пользователя, что очень важно в приложениях, в которых окрашенный тонколистовой материал контактирует с кожей пользователя.
Подходящими исходными тонколистовыми материалами для изготовления окрашенных тонколистовых материалов в соответствии с настоящим изобретением могут быть также радужные пленки. Радужные пленки, как правило, являются многослойными пленками, содержащими первый слой, содержащий первый полимер, имеющий первый показатель преломления, и второй слой, содержащий второй полимер, имеющий второй первый показатель преломления, отличный от первого показателя преломления. За счет различия показателей преломления света в различных слоях полимеров формируется радужный эффект. Некоторые радужные пленки содержат более ста слоев, каждый из которых имеет толщину всего в несколько нанометров. Такие радужные пленки подробно описаны в патентах США 3711176 и 5451449. Подходящие радужные пленки из имеющихся в продаже включают пленки производства BASF, предлагамые под торговыми названиями серии AURORA® Special Effect Films.
Радужные пленки, используемые в качестве исходных тонколистовых материалов для формирования окрашенного тонколистового материала в соответствии с настоящим изобретением, обладают уникальными свойствами, благодаря которым можно получить особо интересные зрительные эффекты. За счет того, что полимер каждого слоя радужной пленки имеет свой показатель преломления, это определяет длину волны света, отражаемую данным слоем, в результате чего вся пленка отражает набор различных цветов. При формировании из такой радужной пленки окрашенного тонколистового материала в соответствии с настоящим изобретением, протяженные элементы окрашенного тонколистового материала будут иметь различный цвет и/или будут давать иной зрительный эффект, из-за придания тонколистовому материалу трехмерной топографии и/или утончения пленки на дистальных концах и/или боковых стенках протяженных элементов окрашенного тонколистового материала в соответствии с настоящим изобретением.
В одном из воплощений радужная пленка содержит воздушный слой (например, пустое пространство внутри исходного тонколистового материала). Такая пленка может образовывать структуры, зрительно воспринимаемые как крылья бабочек, в которых действительно содержится слой воздуха. Разность показателей преломления воздуха и прочих слоев тонколистового материала придает его поверхности радужный вид.
Так как цвет радужных пленок зависит от угла зрения, трехмерная топография протяженных элементов, даже с небольшим утончением (например, менее чем 25%) слоев пленки, может обеспечивать их видимый цвет, отличный от цвета исходного тонколистового материала и «равнинных» участков, окружающих дискретные протяженные элементы.
Как было указано выше, зрительное восприятие радужных исходных тонколистовых материалов может быть изменено за счет изменения степени утончения тонколистового материала, которое может происходить при формировании протяженных элементов окрашенного тонколистового материала в соответствии с настоящим изобретением. Если радужная пленка содержит слои, обладающие такими преломляющими свойствами, что спектр отражаемого ими света находится в диапазоне от 370 нм до примерно 770 мм (то есть в диапазоне видимого света), пленка будет иметь воспринимаемый глазом цвет. Цвета, имеющие длину волны, примерно вдвое большую толщины слоев, а точнее, длины пути света в слое, будут усиливаться. Длина пути света в слое зависит от угла зрения. Если смотреть точно поперек слоя (под углом 90° к его поверхности), длина пути будет кратчайшей и составлять примерно две толщины слоя. Если рассматривать слой под углом, меньшим 90°, длина пути будет больше. За счет этого можно управлять воспринимаемым цветом данной области материала путем изменения толщины данной области. Формирование в окрашенном тонколистовом материале утонченных протяженных элементов обеспечивает изменение воспринимаемого цвета тонколистового материала в областях протяженных элементов. Степень изменения цвета может зависеть от степени утончения тонколистового материала. [17]
На фиг.7А и 7В показан эффект утончения на примере радужной пленки Aurora Special Effect Film IF 4781 Red Green 56 (красно-зеленая). Нерастянутая радужная пленка имеет зеленый цвет на темном фоне и красный цвет на светлом фоне. На фиг.7А показана данная пленка на темном цветном фоне. Затем пленка, изображенная на фиг.7А, была растянута (ее образец размером 25,4 мм×25.4 мм растягивали в испытательном приборе со скоростью 2 мм/с). Как показано на фиг.7В, растянутая радужная пленка имеет первую область, которая не утончена, вторую область, которая несколько утончена, и третью область, которая еще более утончена. Первая область имеет тот же цвет, что и нерастянутая пленка на фиг.7А. Вторая область достаточно утончена, чтобы происходило смещение видимого отраженного света в голубую область спектра по сравнению с нерастянутой пленкой. Третья область растянута настолько сильно, что в тех участках, где она растянута больше всего, она воспринимается как бесцветная. Такое зрительное восприятие является результатом того, что радужная плена была утончена настолько, что отраженный свет вышел за пределы диапазона видимого света. То есть, толщина слоев стала меньшей, чем половина длины волны самого короткого из зрительно воспринимаемых цветов.
Разность в толщине различных областей дополнительно показана на микрофотографиях с сечением тонколистового материала на фиг.8А (нерастянутая пленка имеет зеленый цвет) и 8В (растянутая пленка бесцветна). Так, на фотографии 8А показан разрез нерастянутой окрашенной области пленки, изображенной на фиг.7А, отдельные слои которой имеют толщину примерно 150 нм. На фиг.8В показан разрез растянутой, третьей бесцветной области REF, изображенной на фиг.7В, толщина слоев в которой оставляет примерно 80 нм.
В еще одном воплощении в соответствии с настоящим изобретением исходное радужный тонколистовой материал имеет толщину слоев в нерастянутом состоянии, которая более чем в два раза превышает максимально возможную длину светового пути. В таком случае тонколистовой материал в исходном состоянии является бесцветным. Такая пленка может быть растянута, например, путем формирования протяженных элементов в соответствии с настоящим изобретением, таким образом, что толщина слоев уменьшится до такой степени, что они станут радужными в диапазоне видимого света. Такая пленка станет окрашенной только в утонченных областях.
В одном из воплощений радужного тонколистового материала в соответствии с настоящим изобретением, исходный тонколистовой материал содержит внешние слои, изготовленные из полиэтилена. Это позволяет получить окрашенный тонколистовой материал, который будет более мягким на ощупь и более тихим по сравнению с исходными радужными тонколистовыми материалами, не содержащими внешних слоев из полиэтилена.
Исходный тонколистовой материал может дополнительно содержать наполнители, пластификаторы и иные добавки.
КРАСИТЕЛЬ
В контексте настоящего описания термин «краситель» в общем относится к пигментам, лакам, тонерам, краскам и иным веществам, придающим материалу цвет.
Окрашенные тонколистовые материалы в соответствии с настоящим изобретением содержат краситель, который встроен в сам тонколистовой материал (например, способом со-экструдирования), или нанесен в виде покрытия по меньшей мере на одну поверхность тонколистового материала.
Подходящие пигменты включают неорганические пигменты, например пигменты с перламутровым или интерференционным эффектом, и им подобные. Не ограничивающие примеры подходящих пигментов включают тальк, слюду, карбонат магния, силикат магния, силикат алюминия-магния, кремнезем, диоксид титана, оксид цинка, оксид железа красный, оксид железа черный, сажу газовую, ультрамарин, полиэтиленовый порошок, порошок метакрилата, порошок полистирола, порошок шелка, кристаллическую целлюлозу, крахмал, титан ированную слюду, оксид железа-титанированную слюду, оксихлорид висмута и им подобные.
Пигменты с интерференционным эффектом, как правило, представляют собой частицы, содержащие два или более слоев точно выдержанной толщины, имеющие различные показатели преломления. Пигменты с интерференционным (перламутровым) эффектом могут создавать нужный оттенок в отраженном свете за счет интерференции двух, а иногда и более, световых потоков, возникающих в результате отражения света от различных слоев частиц, которые обычно имеют форму тонких пластин. Не ограничивающие примеры подходящих пигментов, которые могут использоваться в настоящем изобретении, содержат в своей основе частицы, содержащие натуральную или синтетическую слюду, боросиликатное стекло, кремнезем, оксид олова, оксид железа или их смеси, покрытые пленкой диоксида титана TiO2, кремнезем, оксид олова, оксид железа или их смеси, причем толщина слоев, как правило, составляет от примерно 50 нм до примерно 300 нм. В одном из воплощений пигменты с интерференционным эффектом в сущности являются бесцветными при рассмотрении их в порошкообразной форме в микроскоп и имеют покрытие в виде пленки TiO2.
Подходящие пигменты с интерференционным эффектом предлагаются различными поставщиками, например, Rona (Timiron™), Sensient (Covapearl™), Englehard (Flamenco™), Kobo (KTZ Interval™ и Interfine™) и Eckart (Prestige™). В различных воплощениях пигменты с интерференционным эффектом имеют средний диаметр частиц (размер в наибольшем измерении) от примерно 5 мкм до примерно 150 мкм, от примерно 5 мкм до примерно 25 мкм или от примерно 10 мкм до примерно 20 мкм.
Не ограничивающие примеры красителей, которые могут быть использованы в соответствии с настоящим изобретением, включают красители D&C желтый №7, D&C красный №36, FD&C красный №3, FD&C красный №4, D&C оранжевый №4, D&C красный №6, D&C красный №34, FD&C желтый №6, D&C красный №33, FD&C желтый №5, D&C коричневый №1, D&C красный №17, FD&C зеленый №3, D&C голубой №4, D&C желтый №8, D&C оранжевый №5, D&C красный №22, D&C красный №21, D&C красный №28, D&C оранжевый №11, D&C желтый №10, D&C фиолетовый №2, Ext. D&C фиолетовый №2, D&C зеленый №6, D&C зеленый №5, D&C красный №30, D& С зеленый №8, D&C красный №7, FD&C синий №1, D&C желтый №7, D&C красный №27, D&C оранжевый №10, D&C красный №31, FD&C красный №40, D&C желтый №11, экстракт аиматто, пи-каротин, гуанин, кармин, алюминиевую пудру, ультрамириновые красители, оксихлорид висмута (например, производства BASF, предлагаемый под торговой маркой Mearlite™), оксид хрома зеленый, гидроксид хрома зеленый, оксиды железа, ферроцианид железа (II), марганец фиолетовый, диоксид титана, оксид цинка, карамельный краситель, слюду, железоаммониевый ферроцианид, дигидроксиацетон, гвайзулен, пирофиллит, бронзовую пудру, медную пудру, алюминия стеарат, кальция стеарат, лактофлавин, марганца стеарат, цинка стеарат, капсантип/капсорубин, бентонит, бария сульфат, кальция карбонат, кальция сульфат, сажу газовую, карбонат магния, окрашенный кремнезем, коричневые красители, красно-коричневые красители, красители цвета охры и им подобные. Прочие подходящие красители включают чернила на основе металлов, в том числе чернила, образующие чешуйки и не образующие чешуйки.
Лак представляет собой пигмент, который разбавляется разжижающим веществом или сгущается твердым веществом, или органический пигмент, который готовится осаждением водорастворимого красителя на поглощающей поверхности, которой обычно является гидрат алюминия. В некоторых случаях точно не установлено, выпадает ли растворимый краситель на поверхности гидрата алюминия, в результате чего получается окрашенный неорганический пигмент, или же краситель просто выпадает в осадок в присутствии основы. Лак также образуется в результате выпадения в осадок нерастворимой соли из кислотного или щелочного красителя. В соответствии с настоящим изобретением могут также использоваться соли кальция и бария.
В зависимости от требуемых зрительных эффектов при выборе красителя для нанесения на поверхность исходного тонколистового материала в соответствии с настоящим изобретением могут использоваться гибкие чернила или негибкие чернила. Негибкие чернила могут ломаться в некоторых областях окрашенного тонколистового материала в соответствии с настоящим изобретением после формирования в нем протяженных элементов. В результате этого в областях, где сформированы протяженные элементы, может подчеркиваться цвет лежащего под чернилами слоя тонколистового материала. В некоторых приложениях данный эффект может быть желательным. Данный эффект иллюстрирует приведенный ниже Пример 7.
В иных приложениях, где данный эффект не желателен, могут использоваться гибкие чернила, которые могут утончаться, но не ломаются в областях окрашенного тонколистового материала в соответствии с настоящим изобретением, в которых сформированы протяженные элементы. Гибкие чернила могут включать гибкие чернила, предлагаемые к продаже Sun Chemical (Цинциннати, штат Огайо, США).
В одном из воплощений один из слоев многослойного тонколистового материала в соответствии с настоящим изобретением имеет черный цвет. Черный цвет, как правило, комбинируют с другим слоем, имеющим другой цвет. Слой, окрашенный в черный цвет, может работать как фон, подчеркивающий трехмерную структуру, приданную исходному тонколистовому материалу в соответствии с настоящим изобретением, особенно в тех случаях, когда исходный тонколистовой материал претерпевает утончение на дистальных концах, возле них, и на боковых стенках протяженных элементов (дистальные концы протяженных элементов могут быть закрытыми или открытыми). Для окраски слоя в черный цвет, как правило, используется пигмент, выбираемый из группы, состоящей из оксида железа, сажи газовой, подобных веществ и их сочетаний. В одном из воплощений один из слов многослойного тонколистового материала содержит сажу газовую. Содержание пигмента в окрашенном в черный цвет слое может составлять от примерно 0,5% до примерно 50%, от примерно 1% до примерно 30%, или от примерно 2% до примерно 20% от веса окрашенного в черный цвет слоя. Многослойный тонколистовой материал такого типа описан в примерах 1 и 2.
В одном из воплощений один из слоев многослойного тонколистового материала в соответствии с настоящим изобретением имеет белый цвет. Белый цвет, как правило, комбинируют с другим слоем, имеющим другой цвет. Слой, окрашенный в белый цвет, может работать как фон, подчеркивающий трехмерную структуру, приданную исходному тонколистовому материалу в соответствии с настоящим изобретением, особенно в тех случаях, когда исходный тонколистовой материал претерпевает утончение на дистальных концах, возле них, и на боковых стенках протяженных элементов (дистальные концы протяженных элементов могут быть закрытыми или открытыми). Для окраски слоя в белый цвет, как правило, используется пигмент, выбираемый из группы, состоящей из диоксида титана, карбоната кальция, талька, им подобных веществ и их сочетаний. В одном из воплощений один из слоев многослойного тонколистового материала содержит сажу газовую. Содержание пигмента в окрашенном в черный цвет слое может составлять от примерно 0,5% до примерно 20%, от примерно 1% до примерно 10%, или от примерно 2% до примерно 6% от веса окрашенного в белый цвет слоя. Многослойный тонколистовой материал такого типа описан в Примере 3. Кроме того, для получения частично прозрачного тонколистового материала в него могут добавляться прочие материалы, не смешивающиеся с полимерной структурой тонколистового материала, например, в полиэтиленовую полимерную пленку может добавляться полимолочная кислота.
Еще в некоторых воплощениях один из слоев многослойного тонколистового материала в соответствии с настоящим изобретением может иметь цвет, отличный от черного или белого. Такой окрашенный слой, как правило, используется в сочетании с фоновым черным или белым слоем. В одном из воплощений такой окрашенный слой содержит пигмент с интерференционным эффектом, который может создавать особо приятные зрительные эффекты, будучи встроенным в тонколистовой материал в соответствии с настоящим изобретением, имеющий макроскопически трехмерную структуру. В одном из воплощений пигментом с интерференционным эффектом является слюда, имеющаяся в продаже в виде красителей широкого набора цветов и с различным размером частиц. Содержание пигмента с интерференционным эффектом в окрашенном слое тонколистового материала может составлять от примерно 1% до примерно 50%, от примерно 2% до примерно 25% или от примерно 4% до примерно 15%, по весу, от веса соответствующего слоя окрашенного тонколистового материала. Диапазоны размеров частиц пигмента с интерференционным эффектом могут составлять от примерно 5 мкм до примерно 120 мкм, от примерно 5 мкм до примерно 60 мкм или от примерно 5 мкм до примерно 25 мкм.
В некоторых воплощениях краситель наносится на поверхность исходного тонколистового материала в соответствии с настоящим изобретением способом высокой печати, литографии, флексографии, глубокой печати, шелкографии или им подобным. Как правило, толщина нанесенного на поверхность красителя в виде покрытия составляет от примерно 1 мкм до примерно 20 мкм. Толщина покрытия красителя может быть различной в зависимости от требуемого зрительного эффекта, который может дополнять зрительный эффект от наличия на окрашенном тонколистовом материале протяженных элементов в соответствии с настоящим изобретением.
СПОСОБЫ ИЗГОТОВЛЕНИЯ ОКРАШЕННОГО ТОНКОЛИСТОВОГО МАТЕРИАЛА
Для изготовления тонколистового материала, содержащего множество дискретных протяженных элементов в соответствии с настоящим изобретением, могут использоваться различные способы. В целом тонколистовой материал в соответствии с настоящим изобретением изготавливается путем обеспечения исходного тонколистового материала и формирующей структуры, и приложения давления к исходному тонколистовому материалу и формирующей структуре, в результате чего исходный тонколистовой материал по меньшей мере частично прижимается к рельефу формирующей структуры, и таким образом формируется окрашенный тонколистовой материал в соответствии с настоящим изобретением. Давление, прилагаемое к исходному тонколистовому материалу, может вырабатываться различными способами, используемыми в данной области техники, включая механическое тиснение, вакуумное формование и гидроформование.
Формирующая структура, используемая в способе в соответствии с настоящим изобретением, содержит множество дискретных выступающих элементов и «равнинные» участки, полностью окружающие дискретные выступающие элементы. Дискретные выступающие элементы формирующей структуры являются элементами меньшего масштаба по сравнению с обычными элементами формирующих структур, используемых в обычных процессах тиснения. Дискретные выступающие элементы формирующей структуры имеют также относительно большое отношение высоты к диаметру. За счет такого сочетания их свойств с помощью способа в соответствии с настоящим изобретением могут быть получены окрашенные тонколистовые материалы, имеющие протяженные элементы с относительно высоким отношением высоты к диаметру и утонченными дистальными концами, даже без нагревания исходного тонколистового материала, и при высокой скорости его обработки.
Дискретные выступающие элементы формирующей структуры могут иметь самую различную форму в сечении, например, в целом напоминающую форму колонны круглого, овального, квадратного, треугольного, шестиугольного, трапециевидного сечения, или форму, отличную от формы колонны, например форму гребня, пирамиды, песочных часов, им подобные формы и их сочетания. Дискретные протяженные элементы могут иметь различный угол наклона стенок или иметь криволинейные стенки. Выступающие элементы могут иметь острые вершины, скругленные вершины, плоские вершины или вершины, представляющие собой сочетание таких форм. Формирующие структуры, в которых высота, форма или расположение выступающих элементов являются переменными, могут быть использованы для получения тонколистовых материалов с особо интересными зрительными эффектами.
Формирующая структура может быть изготовлена из любого материала, которому может быть придана форма, в которой имеются выступающие элементы, имеющие размеры, подходящие для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением. Кроме того, материал должен быть достаточно устойчивым в плане сохранения своих размеров в диапазонах температур и давлений, которым подвергается формирующая структура в процессе изготовления тисненого плотна. Было определено, что относительно высокие и тонкие выступающие элементы позволяют выполнить изготовление окрашеннного тонколистового материала тем более качественно, чем выше модуль упругости материала формирующей структуры, при условии, что материал имеет достаточный предел деформации на излом (то есть что он не является очень хрупким), чтобы элементы не сломались в процессе формирования окрашенного тонколистового материала.
В одном из воплощений выступающие элементы выполнены за единое целое с формирующей структурой. То есть, в данном воплощении формирующая структура изготавливается в виде единой целой структуры, путем удаления или добавления материала. Так, например, формирующая структура, имеющая относительно маломасштабные выступающие элементы, может быть выполнена путем локального, избирательного удаления материала, например способом химического травления, механической гравировки, или путем удаления массы с помощью источников высоких энергий, например способом электроразрядной механической обработки (ЭМО), лазером, электронным лучом, или электрохимической обработкой. В одном из воплощений формирующая структура может быть изготовлена способом ламинирования со световым травлением, в соответствии с идеями патента США 4342314.
Формирующая структура, используемая для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением, может иметь форму плоской пластины, валика, ленты конвейера, бесконечной ленты, рукава и им подобную. В одном из предпочтительных воплощений формирующая структура имеет форму валика.
Не ограничивающие примеры подходящих формирующих структур включают структуры, описанные в предварительной патентной заявке США 61/159906, поданной 13 марта 2009 года, и в патентах США 7521588 и 4609518.
Формирующая структура, используемая для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением, может содержать углубления или сквозные отверстия. Если формирующая структура содержит отверстия или углубления, то исходный тонколистовой материал может быть вдавлен в отверстия или углубления, и в исходном тонколистовом материале могут быть сформированы дискретные протяженные элементы, сформированные с помощью отверстий или углублений формирующей структуры.
Формирующая структура, используемая для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением, может содержать и выступающие элементы, и, в дополнение к ним, углубления или сквозные отверстия. Если формирующая структура действительно включает не только выступающие элементы, но и отверстия или углубления, то исходный тонколистовой материал может быть прижат к выступающим элементам и быть вдавлен в отверстия или углубления, и в исходном тонколистовом материале могут быть сформированы дискретные элементы, сформированные выступающими элементами и протяженные от поверхности тонколистового материала, находящейся напротив поверхности, от которой сформированы дискретные протяженные элементы с помощью отверстий или углублений формирующей структуры. В результате этого может быть сформирован двухсторонний окрашенный тонколистовой материал, на различных сторонах которого будут иметься различные структуры из протяженных элементов или протяженные элементы различные размеров. В зависимости от давления, создаваемого между формирующей структурой и исходным тонколистовым материалом, а также геометрической формы выступающих элементов, отверстий или углублений, могут быть сформированы дискретные протяженные элементы окрашенного тонколистового материала, имеющие открытые или закрытые дистальные концы.
Формирующие структуры, используемые для изготовления тонколистовых материалов в соответствии с настоящим изобретением, могут содержать дискретные выступающие элементы и/или углубления, или отверстия, расположенные в виде определенных массивов, в результате чего в тонколистовом материале могут быть сформированные требуемые графические образы или структуры, как описано в патенте США 5158819. В некоторых участках формирующей структуры может не иметься дискретных выступающих элементов, углублений и/или отверстий. Дискретные выступающие элементы, углубления и/или отверстия могут быть расположены на различных высотах по отношению к основной плоскости формирующей структуры, в результате чего могут быть сформированы как переходы рисунков, так и переходы цветов полученного тонколистового материала, вследствие различной степени утончения дискретных элементов.
Дискретные выступающие элементы в форме гребней или канавок также могут быть расположены с различной относительной ориентацией, как описано в патенте США 5567376.
В одном из воплощений выступающие элементы могут иметь переменную геометрию, например переменную высоту, что позволяет влиять на цвет протяженных элементов окрашенного тонколистового материала. Так, например, постепенно может увеличиваться высота формирующих элементов на величину в диапазоне от нескольких сотых до нескольких десятых высоты по отношению к смежному с ним, в результате чего может быть получен тонколистовой материал, имеющий градиент цвета в областях, обработанных такими выступающими элементами.
В одном из воплощений способ формирования окрашенного тонколистового материала в соответствии с настоящим изобретением включает обеспечение формирующей структуры, как описано выше, обеспечение деформируемой основы и создание давления между формирующей структурой и деформируемой основой. Подходящие деформируемые основы подробно описаны в предварительной патентной заявке США 61/159906, поданной 13 марта 2009 года. Способ дополнительно включает подачу исходного тонколистового материала, описанного выше, между формирующей структурой и деформируемой основой. Давление между формирующей структурой и дефоромируемой основой является достаточным для плотного прижатия исходного тонколистового материала к формирующей структуре, в результате чего формируется окрашенный тонколистовой материал. Прижатие исходного тонколистового материала к формирующей структуре может быть частичным, в сущности полным или совершенно полным, в зависимости от прилагаемого давления и топографии формирующей структуры. И хотя теоретически это не обязательно, за счет локальных разрывов исходного тонколистового материала во время его прижатия к дискретным формирующим элементам формирующей структуры могут быть сформированы открытые дистальные концы. Такой способ подробно описан в предварительной патентной заявке США 61/159 906, поданной 13 марта 2009 г.
Прочие подходящие способы изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением включают процессы, обычно именуемые процессами гидроформования. Не ограничивающие примеры процессов гидроформования подробно описаны в патентах США 4609518 и 4846821. Такие способы гидроформования, в сочетании с формирующей структурой и исходным тонколистовым материалом, описанными в настоящей заявке, могут быть использованы для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением.
Прочие подходящие способы изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением включают процессы, обычно именуемые процессами вакуумного формования. Не ограничивающие примеры процессов вакуумного формования подробно описаны в патентах США 4456570 and 4151240, а также в патентной заявке США 2004/0119207 А1. Такие способы вакуумного формования, в сочетании с формирующей структурой и исходным тонколистовым материалом, описанными в настоящей заявке, могут быть использованы для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением.
Для получения необратимой деформации исходного тонколистового материала и формирования окрашенного тонколистового материала в соответствии с настоящим изобретением, исходный тонколистовой материал должен быть растянут за предел его текучести.
Способ изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением может быть способом изготовления партиями или непрерывным процессом.
Непрерывный процесс может включать обеспечение рулона исходного тонколистового материала, его размотку и подачу между формирующей структурой и деформируемой основой. Последние могут быть выполнены в форме валиков. На фиг.9 показано одно из воплощений непрерывного поцесса в соответствии с настоящим изобретением, в котором исходный тонколистовой материал 30 подается между валиком 8 формирующей структуры и валиком 38 деформируемой основы. Деформируемая основа 38 содержит жесткий валик 40, например, изготовленный из стали, покрытый деформируемым материалом 42. Деформируемый материал 42 имеет толщину Т примерно 3 мм. При прохождении исходного тонколистового материала между валиком 8 формирующей структуры и валиком 38 деформируемой основы формируется окрашенный тонколистовой материал 18. Такой процесс подробно описан в предварительной патентной заявке США 61/159906, поданной 13 марта 2009 года.
Способ изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением может характеризоваться коротким временем приложения давления. В контексте настоящего описания термин «время приложения давления» означает время, в течение которого к данному участку исходного тонколистового материала приложено давление, и как правило, оно представляет собой время, которое данный участок тонколистового материала проводит на формирующей структуре. В способе изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением давление прилагается к исходному тонколистовому материалу в течение времени приложения давления, составляющего менее чем примерно 5 с, менее чем примерно 1 с, менее чем примерно 0,01 с, менее чем примерно 0,005 с или менее чем примерно 0,002 с. Так, например, время приложения давления может составлять от примерно 0,5 мс до примерно 50 мс. Даже при таком коротком времени приложения давления могут быть изготовлены тисненые тонколистовые материалы, имеющие требуемые структурные черты, описанные выше. В результате этого предлагаемый способ позволяет наладить высокоскоростное производство окрашенных тонколистовых материалов.
В способе изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением, особенно при использовании непрерывного процесса, исходный тонколистовой материал может обрабатываться на формирующей структуре со скоростью по меньшей мере примерно 0,01 м/с, по меньшей мере примерно 1 м/с, по меньшей мере примерно 5 м/с, по меньшей мере примерно 7 м/с или по меньшей мере примерно 10 м/с. Прочие подходящие скорости подачи включают, например, по меньшей мере примерно 0,01, 0,05, 0,1, 0,5, 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 м/с.
В зависимости от таких факторов, как форма дискретных выступающих элементов на формирующей структуре и прилагаемое давление, могут быть получены закрытые или открытые дистальные концы протяженных элементов окрашенного тонколистового материала.
Для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением может также использоваться процесс растяжения с малой скоростью, подобный описанному в патентной публикации США 2008/0224351 А1, причем активирующая лента может выполнять роль твердой или деформированной основы.
Предлагаемый способ изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением может сочетаться с другими процесами, в которых производится дальнейшая обработка окрашенного тонколистового материала. В одном из воплощений такие дополнительные процессы или последующие процессы могут осуществляться на одной сборочной линии, например на линии изготовления абсорбирующих изделий. В одном из воплощений способ в соответствии с настоящим изобретением сочетается с процессом формирования макроотверстий в окрашенном тонколистовом материале, подобным процессам, описанным в патентных заявках США 2006/0087053 А1 или 2005/0064136 А1. С помощью сочетания предлагаемого способа и упомянутых процессов формирования макроотверстий может быть получен окрашенный тонколистовой материал с макроотверстиям, подходящий для использования в качестве верхнего листа в абсорбирующем изделии. Такой окрашенный тонколистовой материал, преобразованный в верхний лист абсорбирующего изделия, может быть соединен с прочими компонентами абсорбирующего изделия, такими как абсорбирующая сердцевина, тыльный лист и прочие, и все предпочтительно может быть сделано на одной и той же линии изготовления изделия.
В альтернативных воплощениях вместо деформируемой основы может использоваться давление жидкой или газообразной среды, например давление воздуха или воды. Значения давления, прилагаемого к исходному тонколистовому материалу со стороны жидкой или газообразной среды, например воздуха или воды, как правило, будут близкими к значениям давления, прилагаемого к исходному тонколистовому материалу со стороны деформируемой основы, приведенным выше.
Одним из примеров подходящего устройства, в котором используется давление воздуха, обеспечивающего прижатие исходного тонколистового материала к формирующей структуре, является воздушный нож высокого давления. Воздушные ножи высокого давления производятся, например, Canadian Air Systems. Еще один пример подходящего устройства и способа, основанного на использовании давления воздуха, прижимающего исходный тонколистовой материал к формирующей структуре, описан в патенте США 5972280.
Примером устройства, основанного на использовании давления воды для прижатия исходного тонколистового материала к формирующей структуре, является водяная камера статического давления, описанная в патенте США 7364687.
Прочие подходящие процессы описаны в патенте США 4846821 и патентной заявке США 2004/0119207 А1, а также в патентных заявках, поданных 11 марта 2010 года под одним и тем же названием «Способ изготовления тисненого полотна» (номера дел Proctor and Gamble 11636, 11637 и 11638).
ИСПОЛЬЗОВАНИЕ ОКРАШЕННЫХ ИЛИ СВЕТОПРОПУСКАЮШИХ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ МНОЖЕСТВО ПРОТЯЖЕННЫХ ЭЛЕМЕНТОВ
Окрашенные или светопропускающие тонколистовые материалы, изготовленные в соответствии с настоящим изобретением, могут быть использованы для самых различных целей, например, в качестве материалов компонентов абсорбирующих изделий (например, верхнего слоя, тыльного слоя или защитной обертки), упаковочных материалов (например, оберточные материалы в рулонах, термоусадочные обертки, рулоны из пакетов), пакетов для мусора, оберточных материалов для пищевых продуктов, упаковки для зубных нитей, салфеток, упаковки для компонентов электронных приборов, а также в таких изделиях, как обои, защитные полотна для окон, элементы одежды или спецодежды, подкладки для тарелок, обложки для книг и им подобные.
Примеры
Приведенные ниже не ограничивающие примеры отображают многообразие окрашенных тонколистовых материалов, которые могут быть изготовлены в соответствии с настоящим изобретением.
ПРИМЕР 1
Готовили исходный тонколистовой материал в виде трехслойной пленки. Верхний слой содержал частицы голубого красителя в форме пигмента с интерференционным эффектом на основе слюды. Средний слой содержал черный краситель на основе оксида железа. Нижний слой не содержал красителей.
Красители
Sensipearl 58241 (голубой пигмент с интерференционным эффектом на основе слюды, размер частиц 10-60 мкм);
Sensient 58040 (оксид железа черный, размер частиц 0,09-0,11 мкм).
Оба красителя производства Sensient Colors Inc. (Сент-Луис, штат Миссури, США).
Твердые частицы смешиваются друг с другом в отдельные партии с помощью двухвинтового экструдера для формирования гранул. Полученные гранулы содержат 25% (по весу) твердых частиц в смеси из 80% линейного полиэтилена низкой плотности и 20% полиэтилена низкой плотности. С использованием данной смеси из 80% линейного полиэтилена низкой плотности и 20% полиэтилена низкой плотности, а также соответствующих концентратов красителей, соэкструдировали трехслойную пленку, согласно таблице ниже:
Суммарная толщина экструдированного исходного тонколистового материала составляла примерно 23 мкм (0,9 миллидюйма).
Тиснение исходной пленки проводили при температуре, равной температуре окружающего воздуха, с помощью формирующей структуры и листа ненаполненной резины толщиной 6,4 мм (0,25 дюйма) и твердостью 40 единиц. Лист ненаполненной резины прижимался к формирующей структуре, когда между ними находилась исходная пленка, с явным давлением 1650 фунтов/дюйм, и при этом верхний слой, содержащий слюду, являлся обращенным к резиновой пластине.
На фиг.10 изображена использованная формирующая структура, содержащая области, содержащие множество выступающих элементов (более светлые области на фиг.10) и области, на которых нет выступающих элементов (более темные области на фиг.10). Такая формирующая структура может быть использована для изготовления окрашенного тонколистового материала в примере 1. Выступающие элементы расположены так, что в областях, не содержащих выступающих элементов, создается графический образ цветка.
На Фиг.11 представлен вид сбоку с большим увеличением относительно острых выступающих элементов формирующей структуры, изображенной на Фиг.10. Выступающие элементы имеют высоту примерно 215 мкм и расположены так, что росстояние между их центрами составляет примерно 205 мкм.
На Фиг.12 приведена микрофотография окрашенного тонколистового материала, изготовленного, как описано в Примере 1. Дискретные протяженные элементы полученного окрашенного материала имеют более темный голубой цвет, чем области, в которых нет протяженных элементов, благодаря наличию черного среднего слоя, который частично виден через утонченные открытые и закрытые дистальные концы протяженных элементов окрашенного тонколистового материала.
На Фиг.13 представлена микрофоторгафия (вид сверху) фрагмента воплощения окрашенного тонколистового материала, изготовленного в соответствии с Примером 1. Большинство дискретных протяженных элементов имеет закрытые протяженные концы.
На Фиг.14 представлена микрофоторгафия (вид сверху) фрагмента воплощения окрашенного тонколистового материала, изготовленного в соответствии с Примером 1. Большинство дискретных протяженных элементов имеет открытые протяженные концы.
ПРИМЕР 2
Готовили исходный тонколистовой материал в виде двухслойной пленки. Верхний слой содержал частицы пурпурного красителя в виде пигмента с интерференционным эффектом на основе слюды. Нижний слой содержал черный краситель в виде сажи газовой.
Красители
Clariant PE02709843 - Пурпурный пигмент с интерференционным эффектом на основе слюды (размер частиц слюды 5-25 мкм);
Clariant PL94620002 - Сажа газовая (размер частиц 2-10 мкм).
Оба красителя производства Clariant Corporation (Цинциннати, Огайо, США) в форме концентратов. Носителем является смола линейного полиэтилена низкой плотности с показателем текучести расплава 20. Концентрат слюды содержит примерно 40 весовых % слюды.
Двухслойная пленка изготавливалась из полиэтилена низкой плотности и линейного полиэтилена низкой плотности с добавлением концентратов красителей в следующий пропорциях:
Суммарная толщина экструдированного исходного тонколистового материала составляла примерно 25 мкм (1 миллидюйм).
Тиснение пленки проводили при температуре, равной температуре окружающего воздуха, с использованием формирующей структуры, содержащей множество выступающих элементов, и деформируемого материала, который представлял собой толстый лист губчатой резины с открытыми ячейками толщиной 0,25 дюйма производства Netherland Rubber Co., (Цинциннати, Огайо, США); - полимер на основе неопрена/EPDM, твердость по шкале Шора «00» 30-45. Выступающие элементы формирующей структуры прижимаются к нижнему слою пленки с явным давлением 3 200 фунтов/дюйм2.
На фиг.15 представлен вид сбоку с большим увеличением выступающих элементов формирующей структуры, которая использовалась для изготовления окрашенного материала в данном примере. Выступающие элементы имеют относительно скругленные вершины, высоту примерно 192 мкм и расположены с межцентровым расстоянием примерно 254 мкм друг от друга. Выступающие элементы расположены так, что области, в которых они отсутствуют, формируют на тонколистовом материале образ цветка.
На фиг.16 приведена микрофотография окрашенного тонколистового материала, изготовленного в соответствии с данным Примером 2 и используемого в качестве внешней обертки женской гигиенической прокладки. Дискретные протяженные элементы имеют более темный пурпурный цвет, чем области, в которых отсутствуют дискретные протяженные элементы, из-за того, что черный слой становится частично видимым через утонченные дистальные концы протяженных элементов окрашенной пленки.
ПРИМЕР 3
Готовили исходный тонколистовой материал в виде двухслойной пленки. Верхний слой содержит частицы пурпурного красителя в виде пигмента с интерференционным эффектом на основе слюды. Нижний слой содержит белый краситель в виде диоксида титана.
Красители
Clariant PE52709905 (голубой пигмент с интерференционным эффетом на основе слюды, размер частиц слюды 5-25 мкм) производства Clariant Corporation (Цинциннати, штат Огайо, США). Краситель поставляется в форме концентрата. Носителем является смола линейного полиэтилена низкой плотности с показателем текучести расплава 20. Концентрат содержит приверно 40 весовых % слюды и 15 весовых % голубого пигмента.
Ampacet 110573-B (Концентрат диоксида титана, содержащий 67 вес.% TiO2) производства Ampacet Corporation (Тер-От, штат Индиана, США).
Двухслойная пленка изготавливалась из полиэтилена низкой плотности и линейного полиэтилена низкой плотности с добавлением концентратов красителей в следующий пропорциях:
Суммарная толщина экструдированной пленки составляла примерно 18 мкм (0.7 миллидюйма).
Тиснение исходного тонколистового материала проводилось при тех же условиях, что и в Примере 2.
На фиг.17 приведена микрофотография окрашенного тонколистового материала, изготовленного в соответствии с Примером 3 и используемого в качестве внешней обертки женской гигиенической прокладки. Дискретные протяженные элементы имеют более светло-голубой цвет, чем области, в которых отсутствуют дискретные протяженные элементы, из-за того, что белый слой становится частично видимым через утонченные дистальные концы протяженных элементов окрашенной пленки.
ПРИМЕР 4
Для изготовления окрашенного тонколистового материала в соответствии с настоящим изобретением в качестве исходного тонколистового материала использовалась радужная пленка Aurora Special Effect Film IF4781 красно-зеленая №56, производства BASF Corporation (Флорхэм Парк, штат Нью-Джерси, США). Толщина пленки составляла примерно 16 мкм.
Тиснение исходного тонколистового материала проводили при температуре, равной температуре окружающего воздуха, с помощью формирующей структуры, содержащей множество выступающих элементов, и листа деформируемого материала - ненаполненной резины толщиной 6,4 мм (0,25 дюйма) и твердостью 40 единиц. Лист ненаполненной резины прижимается к формирующей структуре, когда между ними находится исходная пленка, с явным давлением примерно 24,3 МПа (3530 фунтов/дюйм). Выступающие элементы формирующей структуры имеют высоту примерно 250 мкм, диаметр 105 мкм и расположены в виде структуры из шестиугольников с расстоянием примерно 270 мкм между их центрами.
На фиг.18 приведена микрофотография (вид сверху) фрагмента окрашенного тонколистового материала, изготовленного в соответствии с Примером 4.
На фиг.19 приведен вид сбоку тонколистового материала, изображенного на фиг.18, причем один из дискретных протяженных элементов виден в разрезе. Из данного разреза видно утончение исходного тонколистового материала до толщины примерно 5,3 мкм на дистальном конце протяженного элемента и примерно до 7,3 мкм на боковой стенке протяженного элемента, по сравнению с толщиной примерно 15,5 мкм «равнинных» участков, окружающих дискретный протяженный элемент.
ПРИМЕР 5
Проводилось совместное тиснение двух исходных тонколистовых материалов. Первым исходным тонколистовым материалом была радужная пленка Aurora Special Effect Film Fluoridescent™ Groovey Green FG 8601 RG-56 (зеленая), производства Engelhard Corporation (Айслин, штат Нью-Джерси, США).
Вторым исходным тонколистовым материалом была пленка, которая готовилась таким же образом, как и пленка в Примере 1, с тем отличием, что вместо красителя Sensipearl 8241 (голубой интерференционный пигмент на основе слюды) использовался краситель Sensipearl 58201 (зеленый интерференционный пигмент на основе слюды с размером частиц 10-60 мкм).
Совместное тиснение исходных тонколистовых материалов проводилось при температуре, равной температуре окружающего воздуха, и с использованием той же формирующей структуры, что использовалась в Примере 2. Исходные тонколистовые материалы располагались таким образом, что сверху находилась радужная пленка, а снизу - пленка, содержащая слюду, черной стороной вверх и зеленой стороной вниз, то есть в сторону от радужной пленки. Выступающие элементы фильтрующей структуры вдавливались в зеленую сторону нижней, содержащей слюду пленки. Тиснение проводилось с использованием деформируемого материала, который представлял собой толстый лист ненаполненной резины толщиной 6,4 мм (0,25 дюйма) и твердостью 40 единиц. Явное давление тиснения составляло 2200 фунтов/дюйм2.
На фиг.20 приведена микрофотография радужной стороны окрашенной пленки, изготовленной в соответствии с данным Примером 5. На фиг.21 приведена фотография пленки, изображенной на Фиг.20, с еще большим увеличением. На данной фотографии видны области, не содержащие протяженных элементов (более темные) и области, содержащие протяженные элементы (более светлые области).
На Фиг.22 приведена микрофотография (вид сверху) фрагмента окрашенной пленки, изготовленной в соответствии с данным Примером 5.
На Фиг.23 приведена микрофотография (вид сбоку) фрагмента окрашенной пленки, изготовленной в соответствии с данным Примером 5. Радужная пленка расположена поверх пленки, содержащей слюду. Видно, что протяженные элементы, сформированные в двух исходных пленках, являются вложенными друг в друга.
ПРИМЕР 6
В примере 6 в качестве исходного тонколистового материала использовалась внешняя обертка индивидуальной упаковки женской гигиенической прокладки ALWAYS®. Исходный тонколистовой материал имеет белый цвет из-за включения в него диоксида титана при экструзии. На одну сторону исходного тонколистового материала нанесены сине-зеленые чернила, для создания графического образа на обертке продукта.
Тиснение исходного тонколистового материала проводилось при температуре, равной температуре окружающего воздуха с использованием формирующей структуры, содержащей множество выступающих элементов, и деформируемого материала - листа ненаполненной резины толщиной 6,4 мм (0,25 дюйма) и твердостью 40 единиц, с явным давлением примерно 22,8 МПа (3300 фунтов/дюйм2). Выступающие элементы формирующей структуры имеют высоту примерно 270 мкм и расположены в виде структуры из шестиугольников с расстоянием примерно 250 мкм (10 миллидюймов) между их центрами.
На фиг.24 представлена фотография тисненого окрашенного тонколистового материала, изготовленного в соответствии с примером 6. Дискретные протяженные элементы имеют высоту примерно 140 мкм и более светлый голубой цвет, чем «равнинные» участки из-за того, что белый слой становится частично видимым через утонченные дистальные концы протяженных элементов окрашенной пленки.
ПРИМЕР 7
В примере 7 в качестве исходного тонколистового материала использовалась внешняя обертка индивидуальной упаковки женской гигиенической прокладки ALWAYS®. Исходный тонколистовой материал имеет белый цвет из-за включения в него диоксида титана при экструзии. На одну сторону исходного тонколистового материала нанесены сине-зеленые чернила, для создания графического образа на обертке продукта.
Тиснение исходного тонколистового материала проводилось аналогично Примеру 6, с тем отличием, что формирующая структура содержала выступающие элементы, изображенные на Фиг.25.
На фиг.25 приведена микрофотография формирующей структуры, содержащей множество выступающих элементов, которая использовалась для изготовления окрашенной пленки в соответствии с настоящим изобретением в Примере 7. В более светлых областях расположены выступающие элементы высотой примерно 215 мкм и расположенные с межцентровым расстоянием примерно 205 мкм. В более светлых областях не имеется выступающих элементов.
На фиг.26 приведена фотография тисненого окрашенного тонколистового материала, изготовленного в соответствии с Примером 7. Дискретные протяженные элементы имеют более светлый цветовой оттенок, чем расположенные вокруг них «равнинные» участки, из-за того, что белый слой становится частично видимым через утонченные дистальные концы протяженных элементов. На фиг.27 и 28 приведены фотографии тисненого окрашенного тонколистового материала, изготовленного в соответствии с Примером 7, при еще большем увеличении, при котором становятся видимыми дискретные протяженные элементы окрашенного тонколистового материала.
ПРИМЕР 8
В примере 8 в качестве исходного тонколистового материала использовалась внешняя обертка индивидуальной упаковки женской гигиенической прокладки ALWAYS® «ультратонкая длинная», производившейся в Восточной Европе в 2006 году. Исходный тонколистовой материал имеет белый цвет из-за включения в него диоксида титана при экструзии. На одну сторону исходного тонколистового материала нанесены розовые чернила, для создания графического образа на обертке продукта.
Исходный тонколистовой материал подвергался гидроформованию на формирующей структуре, аналогичной структуре, использованной в Примере 2, и в соответствии с описанием процесса гидроформования в патенте США 7521588. Формирующая структура содержала сквозные отверстия диаметром примерно 0,55 мм, выполненные способом лазерной гравировки, расположенные в узлах решетки с квадратными ячейками на расстоянии примерно 6,4 мм друг от друга. Температура воды составляла примерно 82°C (180°F), давление в водяном рукаве составляло примерно 3.8 МПа (550 фунтов/дюйм2), а скорость движения тонколистового материала на линии составляла примерно 46 м/мин (150 футов/мин).
На фиг.29 приведена микрофотография окрашенной пленки, изготовленной способом гидроформования в Примере 8 и содержащей множество дискретных протяженных элементов.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Любая техническая черта, описанная на примере какого-либо воплощения, может использоваться в сочетании с любой другой чертой (любыми другими чертами), описанными в отношении других воплощений или упоминаемыми в формуле изобретения.
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты и заявки, цитируются целиком, если явно не оговорено, что они цитируются частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
Реферат
Изобретение относится к многослойному окрашенному тонколистовому материалу, содержащему множество дискретных протяженных элементов, который может быть использован в качестве компонента адсорбирующих изделий, упаковок широкого назначения и т.п. Многослойный окрашенный тонколистовой материал содержит по меньшей мере 95 дискретных протяженных элементов на 1 см. Диаметр указанных протяженных элементов от примерно 50 мкм. Отношение высоты указанных элементов к диаметру составляет по меньшей мере примерно 0,2. Дискретные протяженные элементы содержат открытые проксимальные концы, открытые или закрытые дистальные концы и боковые стенки. На дистальных концах и/или на боковых стенках указанные дискретные элементы содержат утонченные участки. Утончение этих участков достаточно для формирования впечатления, отличного от впечатления, формируемого неутонченными участками. Изобретение обеспечивает широкий спектр цветов и оттенков и контрастные цветовые переходы у материала вследствие различных показателей преломления каждого его слоя и утонченных участков, а также улучшенное эстетическое, осязательное и зрительное впечатление на потребителя этого материала. 13 з.п. ф-лы, 29 ил., 8 пр.
Формула
(a) упомянутые дискретные протяженные элементы имеют диаметр от примерно 50 мкм;
(b) упомянутые дискретные протяженные элементы имеют отношение высоты к диаметру по меньшей мере примерно 0,2; и/или
(c) упомянутый многослойный окрашенный тонколистовой материал содержит по меньшей мере примерно 95 дискретных протяженных элементов на 1 см2.
Документы, цитированные в отчёте о поиске
Поглощающее изделие, обладающее повышенной эластичностью и позволяющее улучшить эстетические характеристики и способность удержания
Комментарии