Пакетоделательная машина (варианты), способ изготовления пакетов, наконечник для сварочного элемента роторной пакетоделательной машины и перфоратор для роторной пакетоделательной машины - RU2516479C2
Код документа: RU2516479C2
Чертежи














Описание
Область техники, к которой относится изобретение
Настоящее изобретение, в целом, относится к изготовлению пакетов. В частности, изобретение относится к пакетоделательным машинам и способу изготовления пакетов, посредством которых пакеты изготавливаются из пленки или ленточного полотна, и формируются сварные швы и перфорации или линии пониженной прочности, разделяющие соседние пакеты, выполненные из полотна.
Уровень техники
Известно много типов пакетоделательных машин. К одному из них относится роторная барабанная машина. Роторные барабанные машины хорошо известны и подробно описаны в патентах US 6117058, 4934993, 5518559, 5587032 и 4642084 (каждый из которых введен в настоящее описание посредством ссылки).
С подробным описанием работы роторных пакетоделательных машин можно ознакомиться в упомянутых патентах, а в общих чертах их работа показана на Фиг.1. Известная роторная пакетоделательная машина непрерывно перерабатывает пленку/полотно, используя узел с плавающими валиками, пару валиков подачи на барабан, сварочный барабан, пару валиков отвода от барабана, прижимное полотно, пару валиков подачи в резак, резак (это может быть любое устройство обработки полотна, например, перфоратор, резак, вырубной нож, перфорирующее устройство, фальцевальное устройство), пару валиков отвода от резака и контроллер. Секция ввода, в данном примере, включает часть пакетоделательной машины, куда поступает полотно, например, узел размотки рулона и узел с плавающими валиками. Секция вывода, в данном примере, включает узлы обработки полотна после нанесения на него сварных швов, например, перфораторы, намоточные устройства, фальцевальные устройства и др.
Полотно подается на барабан через узел с плавающими валиками. На барабане имеется группа сварочных планок. Сварочные планки нагреты и создают сварные швы, формирующие пакеты из полотна. Полотно прижимается к барабану (и сварочным планкам) прижимным полотном с покрытием Teflon®. Расстояние между сварными швами, формируемыми барабаном, зависит от длины пакета (для пакетов, формируемых один за другим) или ширины пакета (для пакетов, формируемых боковыми сварными швами). Пакеты, изготавливаемые последовательно друг за другом, формируются одним сварным швом на барабане, а пакеты, располагающиеся при изготовлении поперек полотна, формируются двумя сварными швами. Диаметр барабана может быть изменен и/или не все сварочные планки могут быть включены для задания расстояния между сварными швами, а значит, и размера пакета.
В известной машине, показанной на Фиг.1, после того, как полотно сходит с барабана, оно направляется к дисковому ножу, который создает перфорацию между пакетами, либо разделяет соседние пакеты. Когда изготавливаемые пакеты расположены друг за другом, перфорация размещается вблизи единого сварного шва таким образом, что когда пакеты разделяются, перфорация и перфорированный конец оказываются верхом одного пакета, а сварной шов оказывается днищем соседнего пакета при концевом сварном шве, либо боковыми сторонами соседних пакетов при боковых швах. В идеальном случае, расположение перфорации вблизи сварного шва позволяет уменьшить отходы, хотя практически достигнуть этого непросто. Если пакеты при формировании расположены рядом поперек полотна, перфорация выполняется между парой сварных швов. Сварной шов должен быть с обеих сторон перфорации, поскольку по бокам оба пакета должны быть заварены. Полотно между парой сварных швов уходит в отходы. Таким образом, два сварных шва должны быть расположены вблизи друг к другу для сведения отходов к минимуму, хотя на практике это также выполнить трудно.
Контроллер связан с различными узлами для управления скоростью, положением и т.д. Могут быть использованы датчики, различающие печать на поверхности полотна при формировании сварных швов и/или совмещении перфорации (нанесении перфорации в нужном месте) со сварным швом. Кроме того, датчики могут обнаруживать сварные швы для нанесения перфорации в нужном месте. Обнаружение сварного шва вызывает трудности. Известный пример системы, где обнаруживаются сварные швы, описан в патенте US 6792807, включенном в настоящее описание посредством ссылки. Если перфорация оказывается расположенной слишком близко к одному из сварных швов, сварной шов может прорваться, а пакет становится негодным.
Из-за сложности обнаружения сварного шва, при изготовлении пакетов получается много отходов, либо портятся пакеты. Стоимость полотна, ушедшего в отходы (т.е. материала полотна между сварным швом и смежной с ним перфорацией), либо полотна, потраченного на изготовление испорченного пакета, может быть достаточно большой, особенно в случае высокопроизводительных пакетоделательных машин, где в час изготавливается огромное количество пакетов.
Другим недостатком известных машин является то, что перфорация может быть перекошена относительно сварных швов, поскольку перфорирование выполняется внизу по ходу полотна, а полотно может смещаться или растягиваться. Кроме того, перфорационный инструмент требует регулировки каждые несколько дней для обеспечения нормальной работы. Как правило, острые механические лезвия не допускают регулировки с целью изменения силы перфорации, и они отличаются дороговизной, сложностью конструкции и эксплуатации.
В пакетоделательных машинах другого типа, например, машинах с прерывистым движением (не роторные барабанные машины) используется оплавление шва и отрезание или перфорирование одновременно, однако скорость не превышает примерно 300 фут/мин (1,52 м/с) из-за возвратно-поступательного движения и времени выдержки, и возникают сложности с укладкой свободно висящих пакетов. В других машинах с прерывистым движением, например, CMD Icon™, используются сварочные планки со встроенным зубчатым лезвием. В машине CMD CM300™ используется колебательное движение сварочных планок со встроенным зубчатым лезвием. Обычно машины с прерывистым движением не обладают такой производительностью, как машины с вращающимся барабаном непрерывного действия, и поэтому изготавливают меньше пакетов за час работы.
В некоторых известных роторных пакетоделательных машинах создается два параллельных сварных шва и перфорация между ними, по мере того как пленка движется с барабаном. Примером могут служить патент US 6635139, выданный Bohn и др., и более ранняя связанная с ним заявка US 2007-0167304 Selle и др., опубликованная как патент US 7445590 4 ноября 2008 г., которые включены в настоящее описание путем ссылки.
Соответственно, существует потребность в создании способа изготовления пакетов, и соответствующего устройства, с улучшенной способностью размещения перфорации вблизи сварных швов. В предпочтительном варианте, это может быть выполнено без использования расположенного внизу по ходу движения полотна лезвия, что позволит избежать связанных с таким расположением проблем. Кроме того, желательно решить задачу с использованием машины с непрерывным движением, с тем, чтобы избежать невысокой скорости и сложностей, присущих машинам с прерывистым движением.
Раскрытие изобретения
Согласно первой особенности изобретения, пакетоделательная машина включает секцию ввода, вращающийся барабан и секцию вывода, причем полотно движется от секции ввода к вращающемуся барабану и к секции вывода. Вращающийся барабан, включает по крайней мере одну сварочную планку, которая имеет единую сварочную зону, формирующую один сварной шов, и также включает зону разупрочнения в пределах первой сварочной зоны, чем формируется разупрочненная зона внутри единого сварного шва.
Согласно второй особенности изобретения, пакет изготавливается посредством приема полотна, формирования на полотне единого сварного шва с использованием сварочной планки на вращающемся барабане, и формирования разупрочненной зоны внутри единого сварного шва. Разупрочненная зона формируется в течение по крайней мере части времени формирования первого сварочного шва.
Согласно третьей особенности изобретения, перфоратор для роторной пакетоделательной машины представляет собой вставку для вращающегося барабана, включающего единую сварочную зону и зону разупрочнения внутри единой сварочной зоны. Он может быть встроен, либо не встроен в существующие машины.
Согласно другой особенности изобретения, пакетоделательная машина включает секцию ввода, вращающийся барабан и секцию вывода, предназначенную для получения полотна от вращающегося барабана. Вращающийся барабан имеет по крайней мере одну сварочную планку, включающую сварочную зону, формирующую единый сварной шов, и нить накала, выполняющую роль зоны разупрочнения внутри сварочной зоны, которая формирует разупрочненную зону внутри единого сварного шва. На по крайней мере части по крайней мере одной сварочной зоны имеется разделяющий слой.
Зона разупрочнения представляет собой нагретый перфоратор и/или включает нить накала и/или тонкопленочный нагреватель, согласно различным вариантам выполнения.
К нити накала присоединен источник питания, имеющий регулируемые напряжение или мощность, и/или в других вариантах выполнения используется импульсное питание и/или обратная связь.
Нить накала, в различных вариантах выполнения, представляет собой никель-хромовый провод с высоким сопротивлением, содержащим, в предпочтительном варианте, примерно 80% никеля и 20% хрома, и/или тонкопленочный нагреватель, и/или резистивный нагреватель, и/или располагаемый так, чтобы иметь прерывистый контакт с полотном, и/или имеет сопротивление примерно 4 Ом/фут (13,12 Ом/м), и/или расположенный во вставке и/или патроне на сварочной планке.
Вставка состоит из слюды Muscovite®, слюды Phlogopite®, композита Glastherm®, или аналогичного электроизоляционного материала, и/или, в других вариантах выполнения, имеет группу отверстий, расположенных по линии в поперечном направлении.
Единый сварной шов проходит, в разных вариантах выполнения, максимум 0,125 (3,175 мм), 0,25 (6,35 мм) или, самое большее, 0,75 дюйма (19,05 мм) в направлении движения полотна в машине.
Зона разупрочнения, в разных вариантах выполнения, расположена так, чтобы создать линию пониженной прочности с переменным снижением прочности, и/или является разделительной зоной, и/или включает нагревательную пленку, и/или включает зубчатое лезвие, и/или включает ряд игл, и/или включает источник направленного на ленту воздуха, и/или включает источник вакуума.
Согласно другому варианту выполнения изобретения, зубчатое лезвие сделано отводящимся.
В различных вариантах выполнения, первая сварочная зона включает группу температурных зон с независимым управлением температурой, которые позволяют выполнять боковые сварные швы и сварные швы под затягивающую тесьму, и/или включают по крайней мере две параллельные сварочные подзоны, проходящие поперек направления движения полотна, и зону перфорации, расположенную между по крайней мере двумя параллельными сварочными подзонами.
В различных вариантах выполнения, единая сварочная зона включает группу температурных зон с независимым управлением температурой, которые позволяют выполнять боковые сварные швы и сварные швы под затягивающую тесьму, и/или включают нагревательные патроны с группой зон нагрева, и/или включают источник воздуха, предназначенный для охлаждения по крайней мере части единой сварочной зоны, и/или включают по крайней мере одно отверстие, направляющее нагретый воздух на ленту, и/или включают по крайней мере один источник ультразвуковой энергии, СВЧ энергии, и/или теплового излучения.
В других вариантах выполнения, прижимное полотно предназначено для прижатия полотна к вращающемуся барабану и может быть выполнено из полиэфирного материала. с кремнийорганическим слоем, который соприкасается с полотном.
В другом варианте выполнения, вращающийся барабан имеет регулируемый диаметр.
Формирование разупрочненной зоны занимает меньше времени, чем формирование первого сварного шва, и в различных вариантах выполнения занимает примерно половину времени формирования первого сварного шва.
В других вариантах выполнения, формование разупрочненной зоны включает формование линии с повсеместно пониженной прочностью, и/или формование перфорации, и/или формование линии с пониженной прочностью с переменной прочностью, и/или разделение соседних пакетов, и/или приложение вакуума к полотну, и/или подачу воздуха на полотну.
В различных вариантах выполнения, формование перфорации включает нагревание проволоки, и/или использование резистивного нагревателя, и/или использование нагревательной пленки, и/или соприкосновение полотна с зубчатым лезвием, которое может отводиться, либо не отводиться после выполнения перфорации; и/или соприкосновение полотна с рядом игл, и/или формование вспомогательного сварного шва, прилегающего к перфорации.
В других вариантах выполнения, к нити накала подводится питание от источника с регулируемым напряжением, и/или импульсным напряжением.
В различных вариантах выполнения,, отслеживается сигнал, показывающий разогрев нити накала, и подводимая мощность регулируется в зависимости от этого сигнала.
Единый сварной шов занимает, в разных вариантах выполнения, максимум 0,125 (3,175 мм), 0,25 (6,35 мм) или, самое большее, 0,75 дюйма (19,05 мм) в направлении движения полотна в машине.
В другом варианте выполнения, при формировании единого сварного шва по крайней мере две параллельные сварочные подзоны приводятся в тепловой контакт с полотном, а при формировании разупрочненной зоны, зона разупрочнения, располагающаяся между параллельными сварочными подзонами, приводится в тепловой контакт с полотном.
В различных вариантах выполнения, единый сварной шов имеет группу температурных зон с независимой регулировкой температуры, и/или с охлаждением, и/или формирующихся с использованием энергии ультразвука, СВЧ энергии, и/или теплового излучения.
В соответствии с другими вариантами выполнения, сварочная зона состоит из нити накала, электроизолирующего слоя / разделяющего слоя, слоя материала Glastherm или слюдяного слоя, и алюминиевого блока (в таком порядке), где нить накала и электроизолирующий слой / разделяющий слой входят в соприкосновение с пленкой.
В различных вариантах выполнения, разделяющий слой может быть выполнен из ленточного материала, например, Kapton® и/или Teflon®, a стежки нити накала вшиты в сварочную зону и/или материал расположен под нитью накала.
В других вариантах выполнения, поверхность сварочной зоны, соприкасающаяся с пленкой, может быть в форме наконечника или дуги.
В одном варианте выполнения, сварочная зона и/или зона разупрочнения включают участок шва под затягивающую тесьму, где разделяющий слой на участке шва под затягивающую тесьму поднят по отношению к остальной части сварочной зоны.
В одном варианте выполнения, сварочная зона может представлять собой нагреватель из алюминиевого блока.
В одном варианте выполнения, нить накала расположена внутри и между отверстиями группы отверстий в нагревателе из алюминиевого блока.
В соответствии с другими вариантами выполнения, сварочная зона состоит из двухсторонней ленты, нагревателя, теплопроводного слоя, нити накала и разделяющего слоя (в таком порядке), где разделяющий слой входит в соприкосновение с пленкой.
Другие важные признаки и преимущества изобретения будут очевидны для специалиста при ознакомлении с приведенными чертежами, подробным описанием и приложенной формулой.
Краткое описание чертежей
На Фиг.1 представлена известная пакетоделательная машина;
На Фиг.2 представлен вращающийся барабан, в соответствии с настоящим изобретением;
На Фиг.3 представлен вид с торца сварочной планки, в соответствии с настоящим изобретением;
На Фиг.4 представлен вид сбоку сварочной планки, в соответствии с настоящим изобретением;
На Фиг.5 представлен вид сверху сегмента сварочной планки, показанной на Фиг.3;
На Фиг.6 представлен вид сверху вставки/наконечника, в соответствии с настоящим изобретением;
На Фиг.7 представлен вид сбоку вставки, показанной на Фиг.6;
На Фиг.8 Представлен сварной шов с разупрочненной зоной, в соответствии с настоящим изобретением;
На Фиг.9 представлен вид с торца сварочной планки, в соответствии с настоящим изобретением;
На Фиг.10 представлен вид с торца сварочной планки, в соответствии с настоящим изобретением;
На Фиг.11 представлен вид с торца сварочной планки, в соответствии с настоящим изобретением;
На Фиг.12 представлен вид с торца сварочной планки, в соответствии с настоящим изобретением;
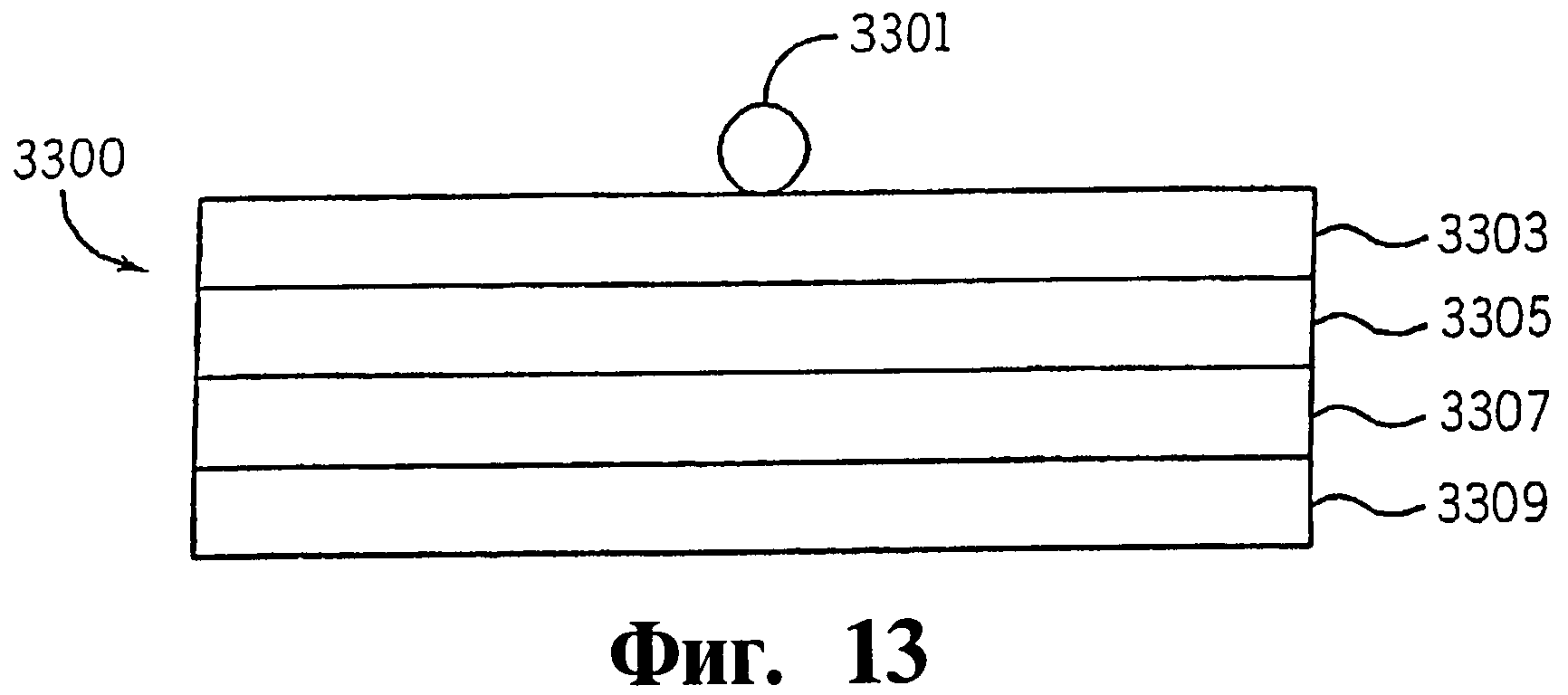
На Фиг.13 представлен вид с торца сварочного узла/перфоратора, в соответствии с настоящим изобретением;
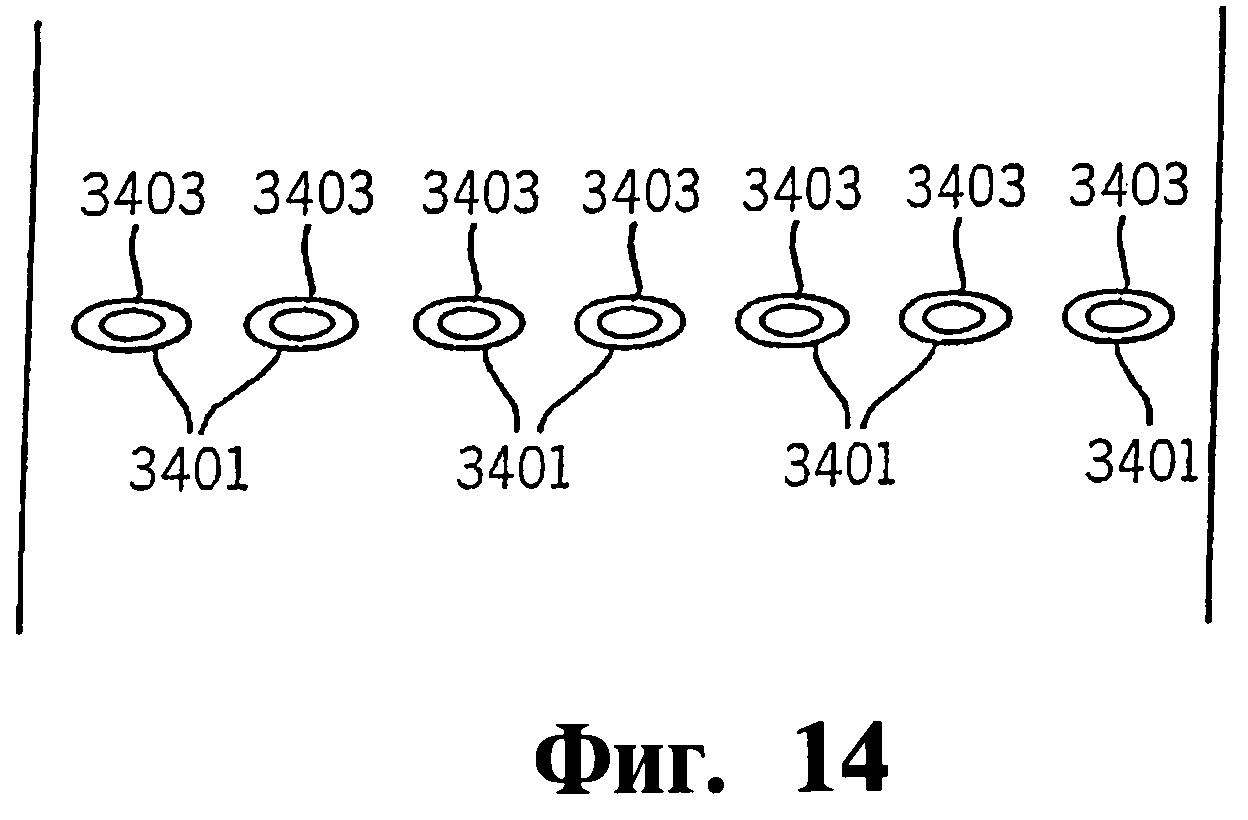
На Фиг.14 представлен сварной шов с разупрочненной зоной, в соответствии с настоящим изобретением;
На Фиг.15 представлен перспективный вид сегмента сварочной планки, в соответствии с настоящим изобретением;
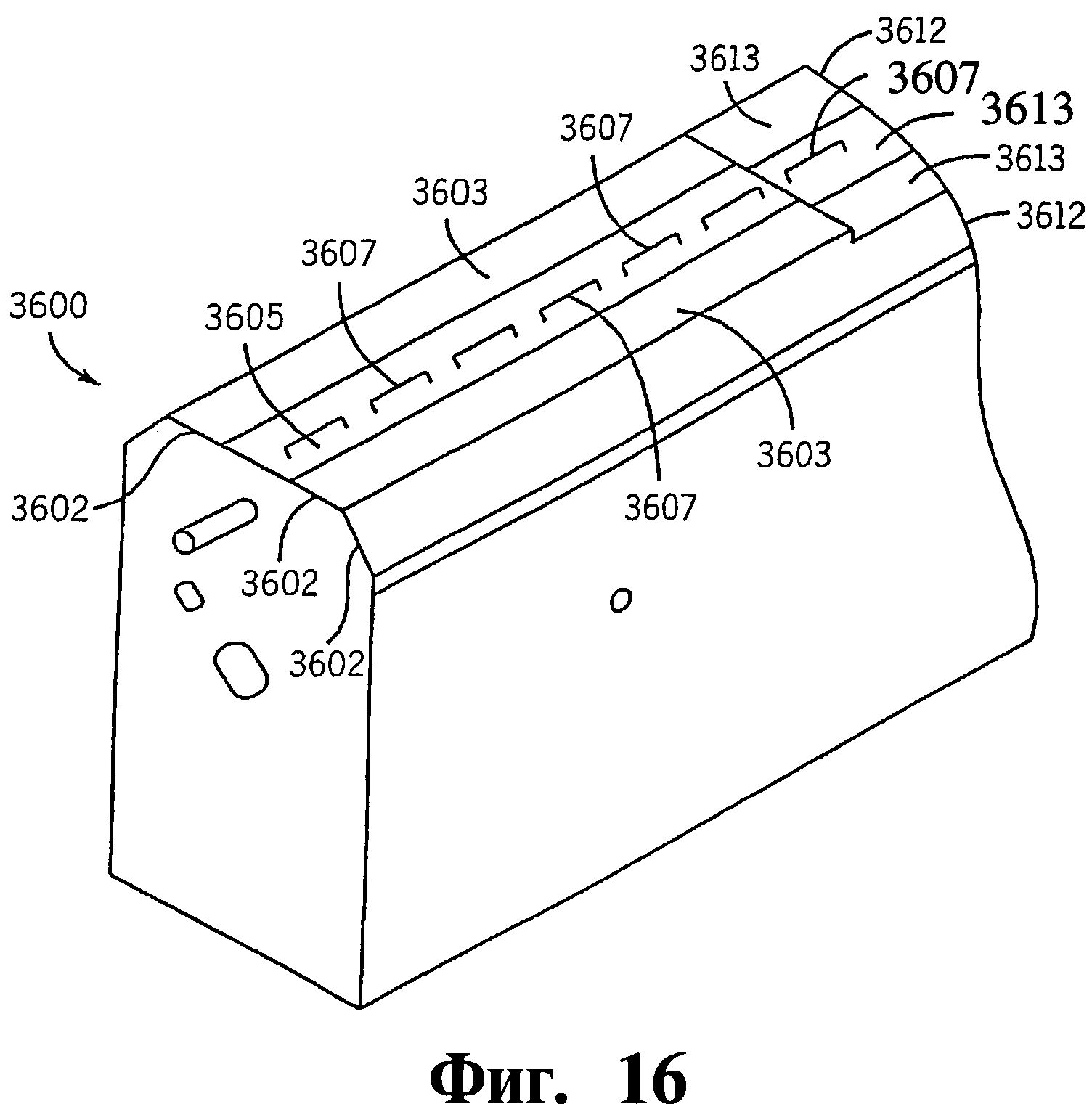
На Фиг.16 представлен перспективный вид сегмента сварочной планки, в соответствии с настоящим изобретением;
На Фиг.17 представлен вид сверху части сегмента сварочной планки, показанной на Фиг.16; и
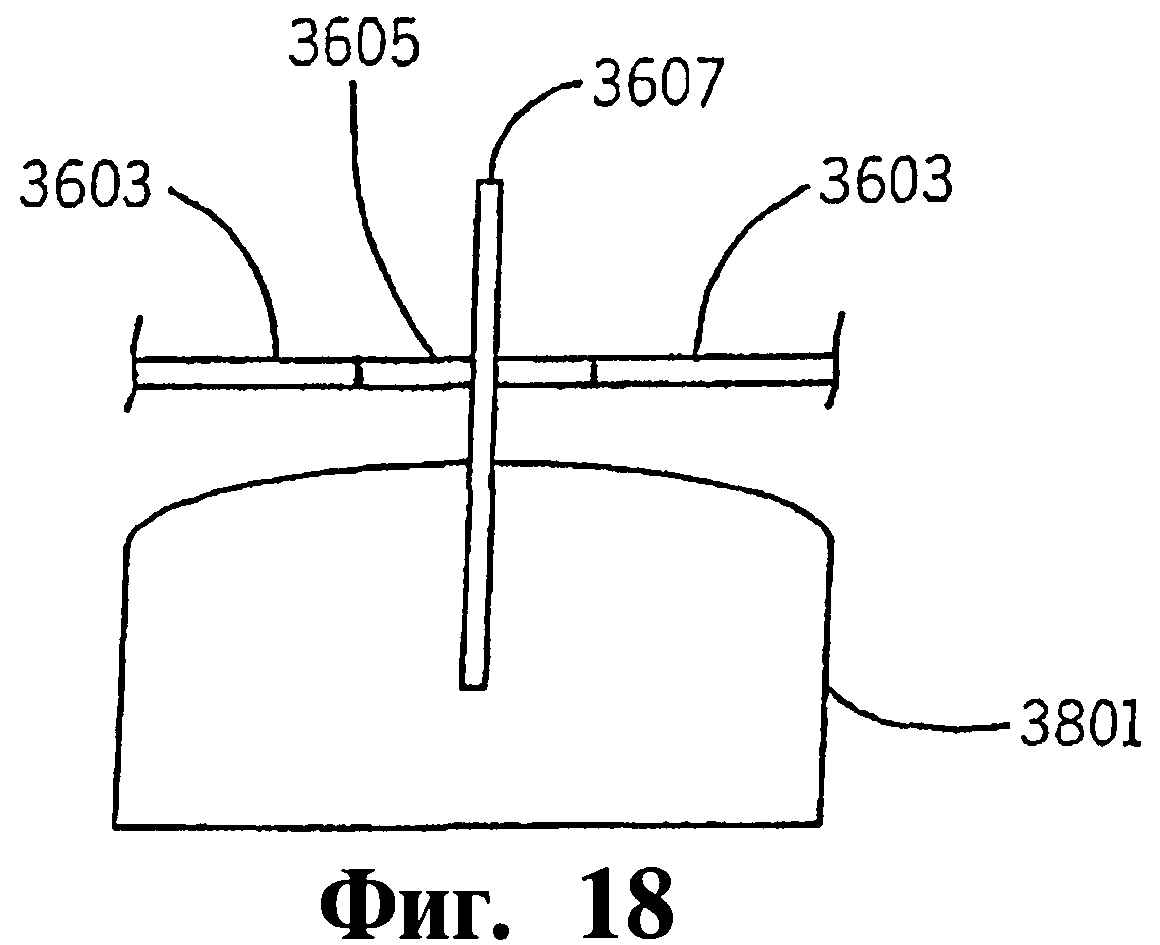
На Фиг.18 представлен вид с торца наконечника, который может быть использован со сварочной планкой, показанной на Фиг.16 и 17.
Подробно рассматривая по крайней мере один вариант выполнения изобретения, следует иметь в виду, что выполнение изобретения не ограничено деталями конструкции и расположением компонентов, представленных в приведенном описании или на чертежах. Изобретение может иметь другие варианты выполнения, либо может использоваться или осуществляться различными способами. Кроме того, необходимо понимать, что используемые здесь выражения и термины соответствуют задачам описания и не могут рассматриваться как ограничительные. Одинаковые обозначения используются для одних и тех же компонентов.
Осуществление изобретения
Хотя настоящее изобретение будет описано на примере конкретной пакетоделательной машины, с самого начала следует понимать, что изобретение может быть выполнено также и с другими машинами, и с использованием других, компонентов. В настоящем описании, пакетоделательная машина включает машину, используемую для изготовления пакетов, например, пакетов с затягивающей тесьмой, пакетов без затягивающей тесьмы и других пакетов. В настоящем изобретении могут быть использованы любые секции ввода (например, узлы размотки и узлы с плавающими валиками) и любые секции вывода (например, намоточные устройства, фальцевальные устройства). Пакеты могут состоять из традиционных полимерных материалов, других материалов, например, крахмала, полиактовой кислоты, целлюлозы, полиоксиалконатов и лигнина, и/или могут быть биоразлагаемыми, поддающимися биохимическому распаду и др., например, Mater-Bi®, Ecoflex®, Ecovio®, Bioplast GF106®.
В общих чертах работа роторных пакетоделательных машин показана на Фиг.1. Известная роторная пакетоделательная машина 100 непрерывно перерабатывает пленку/полотно 201, используя узел 203 с плавающими валиками, пару валиков 205 и 206 подачи на барабан (элементы 203-206 составляют часть секции ввода), сварочный барабан 208, пару валиков 210 и 211 отвода от барабана, прижимное полотно 213, пару валиков 215 и 216 подачи в резак, резак 218 (это может быть любое устройство обработки полотна, например, перфоратор, резак, вырубной нож, перфорирующее устройство, фальцевальное устройство), пару валиков 219 и 220 отвода от резака (элементы 210-220 составляют часть секции вывода) и контроллер 221. Секция ввода, в данном примере, включает часть пакетоделательной машины, куда поступает полотно, например, узел размотки рулона и узел с плавающими валиками. Секция вывода, в данном примере, включает узлы обработки полотна после нанесения на него сварных швов, например, перфораторы, намоточные устройства, фальцевальные устройства и др.
Полотно подается на барабан 208 через узел 203 с плавающими валиками. На барабане 208 имеется группа сварочных планок 209. Сварочные планки нагреты и создают сварные швы, формирующие пакеты из полотна 201. Полотно 201 прижимается к барабану 208 (и сварочным планкам) прижимным полотном с покрытием Teflon®. Расстояние между сварными швами, формируемыми барабаном, зависит от длины пакета (для пакетов, формируемых один за другим) или ширины пакета (для пакетов, формируемых боковыми сварными швами). Пакеты, изготавливаемые последовательно друг за другом, формируются одним сварным швом на барабане, а пакеты, располагающиеся при изготовлении поперек полотна, формируются двумя сварными швами. Диаметр барабана может быть изменен и/или не все сварочные планки могут быть включены для задания расстояния между сварными швами, а значит, и размера пакета.
В известной машине, показанной на Фиг.1, после того, как полотно 201 сходит с барабана 208, оно направляется к дисковому ножу 218, который создает перфорацию между пакетами, либо разделяет соседние пакеты. Когда изготавливаемые пакеты расположены друг за другом, перфорация размещается вблизи единого сварного шва таким образом, что когда пакеты разделяются, перфорация и перфорированный конец оказываются верхом одного пакета, а сварной шов оказывается днищем соседнего пакета при концевом сварном шве, либо боковыми сторонами соседних пакетов при боковых швах. В идеальном случае, расположение перфорации вблизи сварного шва позволяет уменьшить отходы, хотя практически достигнуть этого непросто. Если пакеты при формировании расположены рядом поперек полотна, перфорация выполняется между парой сварных швов. Сварной шов должен быть с обеих сторон перфорации, поскольку по бокам оба пакета должны быть заварены. Полотно между парой сварных швов уходит в отходы. Таким образом, два сварных шва должны быть расположены вблизи друг к другу для сведения отходов к минимуму, хотя на практике это также выполнить трудно.
Контроллер 221 связан с различными узлами для управления скоростью, положением и т.д. Могут быть использованы датчики, различающие печать на поверхности полотна при формировании сварных швов и/или совмещении перфорации (нанесении перфорации в нужном месте) со сварным швом. Кроме того, датчики могут обнаруживать сварные швы для нанесения перфорации в нужном месте.
В целом, настоящим изобретением предусматривается роторная пакетоделательная машина, имеющая секцию ввода, секцию барабана и секцию вывода. При движении пленки вместе с вращающимся барабаном, формируется единый сварной шов, и внутри этого единого сварного шва формируется перфорация или линия разупрочнения. Таким образом, единый сварной шов, внутри которого сделана перфорация, формирует швы для двух смежных пакетов.
В предпочтительном варианте, единый сварной шов создается в единой сварочной зоне. В альтернативном варианте, единая сварочная зона может быть создана с использованием двух сварных швов, которые сплавляются, образуя единый сварной шов, либо единую сварочную зону. В любом случае, единый сварной шов состоит из двух параллельных сварочных подзон, при этом перфорация или разупрочненная зона находятся внутри единого сварного шва. Могут быть использованы и другие технологии закупоривания. Единый сварной шов может сочетаться с другими вариантами выполнения, например, сварными швами с подгибом или под затягивающую тесьму, или швами с переменной прочностью и перфорацией, и др.
Сварные швы и перфорация могут формироваться за более короткое время, чем время прохождения пленки по барабану. Например, полотно на роторной пакетоделательной машине может находиться в контакте с барабаном менее половины оборота барабана, а перфорация может формироваться за четверть оборота барабана. Сварочная планка включает сварочную зону и воздействует теплом при вращении барабана, формируя при этом единый сварной шов.
Используемые в данном варианте выполнения сварочные планки включают узел, например, находящийся на вращающемся барабане, который воздействует теплом на полотно и сваривает его, и направляющие механизмы, перфораторы и др. Сварочная зона, в данном варианте, включает часть сварочной планки, которая создает сварной шов. В данном варианте, "внутри сварочной зоны" имеется в виду "внутри границ единой сварочной зоны". В данном варианте, "внутри единого сварного шва" имеется в виду "внутри границ единого сварного шва". Единый сварной шов, в данном варианте, включает участок пленки, который расплавлен для образования сварного шва без несваренных частей, который имеет значительную протяженность в направлении, поперечном направлению движения полотна в машине. Единый сварной шов может иметь небольшие пробелы в сварном шве, сделанные преднамеренно или непреднамеренно, и может иметь одну или более подзон.
Сварочные планки могут иметь независимо управляемые температурные зоны в направлении, поперек направлению движения полотна, например, для подведения большего количества тепла к части полотна с подгибом, либо части бокового сварного шва под затягивающую тесьму. Независимо управляемые температурные зоны, в данном варианте, включают температурные зоны вдоль сварочной зоны, температурой которых можно управлять или устанавливать различной величины.
Перфоратор или зона разупрочнения устанавливается внутри единой сварочной зоны и может быть частью наконечника или вставки. При формировании сварного шва, зона разупрочнения создает перфорацию или разупрочненную зону. Перфорация может быть создана нагревом, излучением или механическим контактом. Зона разупрочнения, в данном варианте, включает часть сварочной планки, которая создает разупрочненную зону. Разупрочненная зона, в данном варианте, включает участок на полотне со сниженной прочностью, например, перфорацией, либо часть полотна, которая расплавляется или выжигается.
В альтернативном варианте, наконечник может включать разделительную зону для разделения смежных пакетов. Для этого обычно требуется больше тепла, чем для разупрочнения или перфорирования. Разделительная зона, в данном варианте, включает часть сварочной планки, которая разделяет смежные пакеты. В одном варианте выполнения, для модернизации существующих машин на имеющуюся сварочную планку помещается наконечник или вставка, либо производится замена сварочных планок сварочными планками, конструкция которых включает зоны разупрочнения, например, вставки.
Таким образом, перфорация находится постоянно и точно в пределах единого сварного шва, который формирует края смежных пакетов. Используется меньше пленки, поскольку расстояние между парой боковых швов меньше. В то время как обычные известные пакетоделательные машины имели расстояние между боковыми сварными швами, равное дюйму, в предпочтительном варианте создается единый шов шириной примерно 0,65 дюйма (16,51 мм), без зазора между сварным швом и кромкой пакета. Таким образом, каждый пакет имеет ширину сварного шва около 0,325 дюйма (8,255 мм). "Примерно", в данном варианте, включает величину, достаточно близкую к заданной величине, чтобы восприниматься как заданная величина.
Могут быть использованы самые разнообразные перфораторы, например, нить накала, нагревающая пленка, зубчатые лезвия и др. Нагревающая пленка, в данном варианте, включает пленку, используемую для воздействия теплом на определенную зону. Сила перфорации может регулироваться управлением количества тепла (или давления), приложенного в перфораторе. Перфорация может быть четко выражена, как линия наименьшей прочности, или как линия пониженной прочности с переменной прочностью. Линия пониженной прочности с переменной прочностью, в данном варианте, включает переменную прочность полотна по линии или кривой, например, перфорацию или, например, линию, по которой полотно не удалено, но чередуются зоны низкой и высокой прочности.
Нагреваемый перфоратор может включать проволоку, имеющую прерывистый контакт с полотном для создания перфорирующей последовательности. Прерывистый контакт между полотном и сваривающим или, в данном варианте, перфорирующим элементом, включает контакт полотна с этим элементом в некоторых местах и отсутствие контакта в других местах, например, чередование наличия и отсутствия контакта вдоль линии, направленной поперек направления движения полотна в машине.
Нагреваемый перфоратор, в данном варианте, включает устройство, в котором для перфорации используется тепловая энергия через посредство контакта, конвекции, кондуктивного или радиационного нагрева. Нить накала, в данном варианте, представляет собой проволоку, используемую для нагревания, например, пропусканием через нее электрического тока. Радиационное нагревание, в данном варианте, включает тепло в форме электромагнитного излучения, ультразвукового излучения, теплового излучения и др.
В качестве прижимного полотна могут использоваться прижимные полотна, известные в уровне техники, хотя предпочтительный вариант выполнения включает прижимное полотно, представляющее собой бесконечную полосу двухслойного полиэфирного материала, покрытого сверху шлифованным слоем кремнийорганического материала Silam K® (55 единиц твердости по дюрометру) толщиной 1/32 дюйма. В различных вариантах выполнения, возможно использование и других прижимных полотен, которые, в предпочтительном варианте, способны выдерживать высокие прерывистые температуры (600-800°F) 315-427°C, достигаемые при прожигании перфорации, и которые обладают хорошими разделяющими характеристиками, что не позволяет пленке прилипать к полосе, например, Teflon®, кремнийорганические материалы, гибридные материалы и др. В другом варианте используется тиснение тонкой тканой сетки в поверхности кремнийорганического материала прижимного полотна. В результате на пленке появляется отпечаток, который может способствовать сварке или перфорированию, и также улучшает характеристики разделения. В одном варианте используется прижимное полотно, верхний слой которого представляет собой кремнийорганическую резину толщиной 0,03-0,012 дюйма (0,762-0,3048 мм) с матовой поверхностью, твердостью 50-90 единиц по шкале A Шора, обработанную порошком талька. В другом варианте выполнения используется прижимное полотно с тиснением тонкой ткани (бугристой или текстурированной), например, прижимное полотно из кремнийорганической резины Habasit® WVT-136, в результате чего в местах давления "бугров" прожигается пластик, образуя разупрочненную зону.
На Фиг.2 представлен барабан 200, в соответствии с настоящим изобретением. Барабан 200 включает четыре сварочные планки 229 и прижимное полотно 230, прижимающее полотно или пленку к барабану 200 и сварочным планкам 229. Барабан 200 функционирует в основном так же, как и известный барабан, однако сварочные планки 229 теперь включают перфоратор.
В предпочтительном варианте барабан 200 аналогичен барабану из машины CMD 1270GDS Global Drawtape System® и имеет время выдержки сварки, равное примерно 0,5 с при скорости протяжки 600 фут/мин (3,04 м/с), при этом диаметр барабана может изменяться, что позволяет просто менять повторяющуюся на барабане длину изделия. На барабане имеется четыре сварочные планки, равномерно размещенные по окружности, и перекрывающие 50 дюймов (1270 мм) ширины полотна. Такой барабан может быть использован для изготовления, например, вкладышей для урн или мешков для мусора. На других барабанах может быть больше или меньше сварочных планок, они могут иметь диаметр больше или меньше, либо большую или меньшую ширину полотна.
На Фиг.3 показан вид с торца сварочной планки 300, в соответствии с предпочтительным вариантом выполнения. Сварочная планка 300 включает наконечник 301 и части 303 и 305. В предпочтительном варианте, нагревательный патрон 307 расположен в разъемных частях 303 и 305 планки, что облегчает замену патрона 307.
В предпочтительном варианте, наконечник 301 имеет ширину 0,65 дюйма для формирования единого сварного шва такой ширины. Два куска полиамидной ленты 310 и 311 (каждая толщиной 0,003 дюйма (0,0762 мм)) приклеены к наконечнику 301, посередине относительно направления движения полотна. Перфорирующая нить 312 накала расположена на наконечнике 301 (в предпочтительном варианте, вводится стежками в наконечник 301), поверх лент 310 и 311. Ленты 310 и 311 предназначены для установки перфорирующей нити накала на необходимой высоте для получения требуемого давления (на пленку между нитью 312 накала и прижимным полотном) для создания перфорации. Ленты 310 и 311 имеют различную ширину для обеспечения более постепенного перехода по высоте от наконечника к нити накала. Этим обеспечивается. однородность и целостность единого сварного шва, создаваемого сварочной планкой 300. В предпочтительном варианте, лента 311 имеет поперечный размер 0,25 дюйма (6,35 мм), а лента 310 - 0,38 дюйма (9,652 мм). В предпочтительном варианте, ленты 310 и 311 выполнены из полиамида, для обеспечения компромисса между хорошим разделением и износостойкостью (часто приходится выбирать между лучшим отделением пленки и лучшей износоустойчивостью ленты).
На поверхности наконечника 301 поверх лент 310 и 311 помещены две тефлоновые ленты 314 и 315, для улучшения отделения пленки и для создания однородного единого сварного шва. В предпочтительном варианте, ленты 314 и 315 имеют толщину 0,002 дюйма (0,05 мм).
В предпочтительном варианте, сварочная планка 300 имеет равномерную температуру на заданной ширине полотна, с независимо управляемой температурой в зоне на краю для создания бокового сварного шва одновременно с созданием сварного шва под затягивающую тесьму посредством планки 401.
В предпочтительном варианте, нить 312 накала выполнена из сплава NiCr, может подсоединяться к источнику питания постоянного или переменного тока, и может состоять из группы проволок, например, для подачи большего количества тепла на участок шва под затягивающую тесьму. Эти проволоки могут представлять собой отдельные проволоки со своими отдельными источниками питания, параллельные проволоки, или последовательно соединенные отрезки проволок. Энергия к нити накала может подаваться постоянно, включаться импульсами, либо уровень мощности питания может изменяться по-другому. При надлежащей продолжительности циклов включения импульсов обеспечивается охлаждение сварных швов до момента схода полотна с барабана, что облегчает отделение полотна от сварочной планки.
Нить 312 накала из NiCr вшивается стежками в наконечник 301 таким образом, что проволока 312 имеет прерывистый контакт с полотном (например, зоны контакта, где пленка выжигается, и зоны отсутствия контакта, где пленка не выжигается, для создания перемычек перфорации). В предпочтительном варианте, в нить 312 накала из NiCr подается импульс питания в течение первой половины время выдержки (время, когда полотно прижато к сварочной планке), и нить остывает в течение второй половины времени выдержки с тем, чтобы перфорация не была расплавлена при отделении полотна от перфоратора. Этим обеспечивается большая прочность полотна, ослабляется прилипание пленки к проволоке и устраняется возможность заплавления перфорации.
В предпочтительном варианте выполнения, нагревательный патрон 307 представляет собой намотанный на заказ источник нагрева, например, по типу источников, поставляемых Watlow® или Thermal Corp. Распределением температуры для конкретных или различных комбинаций установки температуры (особенно необходимо в случае тонких пленок) можно управлять, используя сжатый воздух, охлаждающий горячие зоны, как это описано ниже. В разных вариантах выполнения, воздушное охлаждение также используется для разделения различных температурных зон, расположенных рядом друг с другом, но в которых установлены сильно различающиеся температуры, например, 300°F (148,9°C) (планка 304) для боковых сварных швов, и 450°F (232,2°C) (планка 401) для швов под затягивающую тесьму.
На Фиг.4 представлен вид сбоку сварочной планки 300. В предпочтительном варианте выполнения, сварочная планка 300 включает первую температурную зону 401 для шва по затягивающую тесьму (или для подгиба), и вторую температурную зону 402 для создания бокового сварного шва. Температурная зона 402 может включать группу температурных зон 403, 404, 405.
На Фиг.5 представлен вид сверху наконечника 301 сварочной планки 300, показанной на Фиг.3, которая создает единый сварной шов, с перфорацией или разупрочненной зоной внутри него. Сварочная планка 300 может представлять собой широко известную сварочную планку, в которую внесены описанные здесь изменения. Сварочная планка 300, в предпочтительном варианте, представляет алюминиевую планку с установленным внутри нагревательным патроном FIREROD, и включает сварной наконечник 301, формирующий единый шов. Ленты 314 и 315 представляют собой разделяющие слои, расположенные поверх наконечника 301, необходимые для отделения пленки после формирования сварного шва. Показанная часть наконечника 301 формирует единый сварной шов на участке пленки или полотна, где располагается затягивающая тесьма. Аналогичная часть наконечника формирует сварной шов на участке, не относящемся к затягивающей тесьме.
Созданный единый сварной шов может иметь неоднородную плотность, но достаточную прочность для единого шва, с достаточной надежностью для предполагаемой функции пакета. В предпочтительном варианте, разделяющие слои 314 и 315 представляют собой ленту Teflon®, однако в альтернативных вариантах могут использоваться лента Rulon®, лента Kapton®, лента Mica®, окраска Resbond®, краска Rescore®, и/или запеченная политая на поверхность армированная полиимидная смола (выпускается Unitech, шт. Виржиния). В одном варианте разделяющие слои не используются. Разделяющие слои 314 и 315 проходят над боковыми участками, прилегающими (и находящимися снаружи) к сварочной зоне в одном варианте выполнения (Фиг.3), и не проходят в другом варианте выполнения. Разделяющие слои 314 и 315 проходят почти до нити 312 накала в одном варианте выполнения (как показано сплошными линиями 314A, 315A), и не проходят вблизи нити 312 накала в других вариантах выполнения.
Единая сварочная зона (верх наконечника 301) проходит под разделяющими слоями 314 и 315, и под нитью 312 накала. Лента 310 помещается на наконечник 301 и, таким образом, находится под лентами 314 и 315, за исключением зоны вблизи нити 312 накала. Поскольку лента 310 не видна на виде сверху на Фиг.5, края ленты/разделяющего слоя 310 показаны пунктирной линией. Лента 311 помещается поверх ленты 310, и находится под лентами 314 и 315, за исключением зоны вблизи нити 312 накала. Таким образом, лента 311 может выполнять функцию разделяющего слоя, особенно, вблизи нити 312 накала. Края 311A ленты/разделяющего слоя 311 показаны пунктирной линией, поскольку они не видны на виде сверху на Фиг.5. В предпочтительном варианте, в качестве лент 310 и 311 используются лента Rulon®, лента Kapton®, лента Mica®, окраска Resbond®, краска Rescore®, и/или запеченная политая на поверхность армированная полиимидная смола (выпускается Unitech, шт. Вирджиния), и/или другие нелипкие материалы. В различных вариантах выполнения, ленты 310 и 311 могут не использоваться, либо могут использоваться дополнительные ленты, в зависимости от требуемой высоты нити 312 накала для предполагаемого применения. Нить 312 накала располагается на нужной высоте с использованием других, нежели лента, средств, например, приподнятого и скругленного наконечника 301, тонкой металлической пластины и др.
В том случае, если сварочная планка 300 и/или наконечник 301 выполнены из алюминия, желательно использовать электроизолирующее покрытие, чтобы предотвратить короткое замыкание нити 312 накала. Если используется вставка (описана ниже), которая обладает проводимостью, изолирующее покрытие используется со вставкой. В альтернативном варианте, вставка может быть выполнена из непроводящего материала.
Нить 312 накала, выполненная, желательно, из NiCr, располагается внутри участка шва под затягивающую тесьму. Нить 312 накала вшита стежками в единую сварочную зону/наконечник 301, и также прошита сквозь ленты 310 и 311. В другом варианте, нить 312 накала может быть вшита во вставку, например, как описано выше. В предпочтительном варианте, наконечник 301 используется для облегчения замены. Вместо того чтобы заменять весь нагреватель, либо заново наносить разделяющий слой и прошивать проволоку нити накала, в нагреватель должен быть установлен новый наконечнике разделяющими слоями и нитью накала. Использованный наконечник может быть отремонтирован. "Вшитая стежками в сварочную зону" в настоящем описании означает, что нить накала помещена в отверстия в материале, где она устанавливается, в результате чего образуется зона, в которой полотно не расплавляется, например, сплошные части между отверстиями в перфорации.
Отношение высоты нити 312 перфоратора к ширине участка сварного шва (ширина наконечника 301) выбирается для получения в данном применении хорошей перфорации и хороших сварных швов одновременно, и может быть отличаться для участка шва под затягивающую тесьму по сравнению с остальным швом. При ширине единого сварного шва, равной 0,65 дюйма (16,51 мм), нить 312 накала может на 0,015-0,025 дюйма (0,381-0,635 мм) выступать над наконечником 301 в некоторых применениях.
Нить 312 накала имеет на конце серебряный или посеребренный штырь (в предпочтительном варианте, диаметром 0,125 дюйма (3,175 мм) и длиной 0,75 дюйма (19,05 мм)). Медный провод от источника питания обжимом прикрепляется к серебряному штырю, присоединяя тем самым нить 312 накала к источнику питания. Аналогичная схема используется и для зоны, не относящейся к затягивающейся тесьме, включающей наконечник 301, ленты 310, 311, 314 и 315, и нить 312 накала. Наконечник может быть непрерывным, либо поперек полотна может проходить более одного наконечника. Участок формирования шва под затягивающуюся тесьму включает нить 312 накала, а сварочная зона приподнята так, что прикладывается добавочное давление и, поэтому, на участке шва под затягивающую тесьму происходит более сильное расплавление. В альтернативном варианте, может быть приподнята только одна из, или ни одна из зоны перфорации и сварочной зоны. Участок шва под затягивающую тесьму приподнята относительно остальной сварочной зоны, когда участок шва под затягивающую тесьму выступает ближе к прижимному полотну, в результате чего на участок шва под затягивающую тесьму прикладывается большее давление. В альтернативном случае, на обратную поверхность прижимного покрытия могут давить резиновый ролик или вспомогательный ремень для увеличения давления на участке шва под затягивающую тесьму.
В предпочтительном варианте, нить 312 накала состоит на 80% из никеля и примерно на 20% из хрома, и/или представляет собой тонкопленочный нагреватель, и/или резистивный нагреватель, и/или расположена для получения прерывистого контакта с полотном, и/или имеет сопротивление примерно 4 Ом/фут (13,12 Ом/м), и/или расположена во вставке и/или патроне на сварочной планке, в различных вариантах выполнения. Прошивка может выполняться так, как описано применительно к другим вариантам выполнения.
Поверхность наконечника 301 может быть дугообразной с тем, чтобы способствовать созданию большего давления на участке шва под затягивающую тесьму, и передаче, благодаря этому, большего нагрева, и созданию лучшего сварного шва за счет дополнительных слоев пленки в подгибе шва под затягивающую тесьму. В данном случае, дугообразная поверхность подразумевает скорее искривленную поверхность, нежели прямую, в результате чего сварочная дугообразная поверхность обладает распределением давления, отличающимся от распределения давления прямой сварочной поверхности. В альтернативных вариантах, дугообразная форма используется по всей зоне сварки, либо используются поверхности с другими профилями, включая плоский.
В одном альтернативном варианте используются сварочные планки, которые формируют только боковые сварные швы, без зоны сварного шва под затягивающую тесьму. В другом варианте выполнения, нагревательный патрон 307 заменен гибким нагревателем из кремнийорганической резины. Нагреватели могут прикрепляться по краям алюминиевой планки с использованием контактного клея (поставляется Watlow®).
Другой вариант выполнения изобретения включает вставку 2600, либо, в другом варианте выполнения, наконечник 2600, показанный на Фиг.6, а также отдельную зону 2601 нагрева, например, для нагрева подгиба или участка шва под затягивающую тесьму. Наконечник/вставка 2600 устанавливаются на сварочную планку. Вставка, применительно к сварочной планке в настоящем описании, включает узел, установленный на сварочной планке или вместе со сварочной планкой, являющейся добавочной к сварочной зоне, создающей сварной шов или сварные швы. Наконечник, применительно к сварочной планке в настоящем описании, включает узел, образующий верхнюю часть сварочной планки, нагреваемой для формирования сварного шва или сварных швов.
В различных вариантах выполнения, зона 2601 используется с перфорацией или без перфорации, проходящей поперек пленки (например, перфорация может пересекать затягивающую тесьму, и сварной шов может проходить по ширине пленки). Внутри зоны 2601, используется слой слюды (или слой Glastherm HT®) 2603 толщиной 0,020 дюйма (0,508 мм). Нить накала из NiCr помещается в ряду гнезд или отверстий (см. Фиг.16). Отверстия располагаются каждые 0,312 дюйма (7,925 мм) и в зоне 2601 имеют диаметр 0,030 дюйма (0,762 мм). Ширина вставки составляет 0,25 дюйма (6,35 мм), а сварные швы (между которыми сделана перфорация) разнесены на 0,25 дюйма (6,35 мм).
На виде сбоку вставки 2600, представленном на Фиг.7, показана нить 2701 накала из NiCr, помещенная в отверстиях в зоне 2601. В предпочтительном варианте, диаметр нити в зоне 2601 составляет 0,0089 дюйма (0,2261 мм). Нить 2701 накала последовательно соединена с нитью 2703 накала из NiCr диаметром 0,0126 дюйма (0,32 мм) (посредством обжима 2705). Для более толстой проволоки требуются отверстия большего размера (в предпочтительном варианте, 0,062 дюйма (1,575 мм)). Размеры проволоки могут выбираться исходя из сопротивления нити накала, и выделяющегося тепла. В предпочтительном варианте, нити 2703 накала припаяны и/или прикреплены наматыванием к серебряному штырю для обжимного соединения с имеющей высокую температуру проволокой 2707. Разделяющий слой может быть помещен поверх нити накала, либо между нитью накала и основанием вставки. Разделяющие материалы могут включать: ленту Teflon®, ленту Rulon®, ленту Kapton®, ленту Mica®, окраску Resbond®, и краску Rescore®. В данном варианте, разделяющий слой включает поверхность сварочной планки или перфоратора, имеющую покрытие или слой материала, свойства которого предотвращают прилипание расплавленной пленки к поверхности, и находится на или вблизи поверхности, соприкасающейся с пленкой, когда создается сварной шов или перфорация.
Нить накала из NiCr может быть включена или выключена (протекающий ток) для управления температурой нити/сварки. Например, нить накала может быть включена сразу же после соприкосновения с пленкой (или прижимным полотном), и выключена сразу же после завершения контакта с пленкой (или прижимным полотном). В альтернативных вариантах могут использоваться и другие, помимо последовательного, соединения между нитями 2701 и 2703 накала, большее число зон нагрева (и соединений/типов нитей накала), управление нагревом внешними сопротивлениями/потенциометрами или величиной тока, например, широтно-импульсной модуляцией (ШИМ). Если используется потенциометр, пользователь может устанавливать соответствующую температуру регулировкой потенциометра. В других вариантах выполнения, используется комбинация этих признаков, или иные схемы включения/выключения. Эти и другие варианты выполнения могут быть использованы для любого другого пакета, где необходимо разместить перфорацию вблизи сварного шва, например, пакетах-майках, включая усиленные пакеты-майки, пакетах с затягивающей тесьмой, пакетах с боковым швом и др. Нить накала может быть выключена часть времени формирования сварного шва, и включена в течение по меньшей мере части времени формирования первого сварного шва. В одном варианте требуется предварительный нагрев нити накала, когда она не соприкасается с пленкой с тем, чтобы она была отключена при контакте с пленкой, используя запасенное в проволоке тепло для прожигания перфорации.
Нить накала может удерживаться в отверстиях посредством высокотемпературного клея Resbond®, вводимого в отверстия шприцем. Могут использоваться твердые или эластичные клеи, или и те и другие, (например, с чередованием). Эластичные клеи допускают деформацию проволоки, происходящую при ее нагревании и остывании. Вставка может закрепляться пятью стопорными винтами 2605 с коническими концами, либо стопорными винтами с плоскими концами.
В других вариантах, нить 1502 накала может быть круглой, может быть лентой прямоугольного сечения, прямой или витой с постоянным или переменным шагом, постоянной толщины или непостоянной толщины вдоль длины (для создания горячих/холодных точек), проволокой Toss®, суживающейся, либо фигурной, позволяющей сделать два боковых сварных шва между прожженным разрезом. Фигурная нить накала может имеет прерывистое медное покрытие, для выполнения перфорации вместо сплошного прореза. Изменяющийся шаг для плетеного провода или различное расстояние между отверстиями создает разупрочненную зону переменной прочности, что позволяет проще оторвать пакет вручную с краю, чем в середине ленты. В других конструкциях предполагается использовать эластичные нагреватели из кремнийорганической резины, технологии толстопленочных нагревателей, спеченной керамики и т.п., имеющиеся в Watlow Electric Manufacturing Co. Другие альтернативные варианты включают использование технологии тонкопленочных нагревателей, размещенных на надувной диафрагме из PNEUSEAL™ резины, которая может оставаться постоянно нагретой, но при этом физически смещаясь с периодическим касанием пленки при надувании и сдувании диафрагмы.
В предпочтительном варианте выполнения, управление нагревом нити накала прожигающего перфоратора производится регулировкой напряжения переменного тока. Переменный ток используется по соображениям стоимости, хотя управление напряжением постоянного тока оказывается более точным. В предпочтительном варианте, используется минимальное напряжение, обеспечивающее получение приемлемой перфорации. Например, 80% Ni / 20% Cr проволока диаметром 0,013 дюйма (0,3302 мм), навитая через слюду так, что попеременно 0,25 дюйма (6,35 мм) ее длины соприкасаются с полотном, а 0,12 дюйма (3,048 мм) проходят под слюдой, требует примерно 20 Ватт на дюйм (25,4 мм) по ширине полотна для прожигания перфораций в двухслойной пленке линейного полиэтилена низкой плотности толщиной 0,00075 дюйма (0,02 мм) со скоростью 600 фут/мин (3,04 м/с). Таким образом, перфоратор длиной 2 дюйма (50,8 мм) будет использовать 10-вольтовое питание, включаемое импульсами длительностью 0,25 с, когда пленка зажата между перфоратором и прижимным полотном. При времени выдержки, равном 0,5 с, для остывания перфорации отводится примерно 0,25 с. В предпочтительном варианте выполнения, обеспечивается быстрый разогрев и охлаждение перфорации. В одном варианте выполнения, регулируемое напряжение подается от контроллера с двигателем постоянного тока. В других вариантах выполнения используются механический реостат, потенциометр или регулируемый резистор. В предпочтительном варианте может быть использовано напряжение переменного тока.
Контроллер может быть использован для компенсации изменения сопротивления на сроке службы нити накала. Например, контроллер Toss® имеет чувствительную к величине тока обратную связь, и соответственно регулирует напряжение для поддержания более постоянной температуры. Управление нагревательными патронами может выполняться посредством обратной связи с термопарой с использованием пропорционально-интегрально-дифференциального управления температурой, хорошо известного в промышленности.
Другие варианты используются для изготовления мешка с отверстиями, например, мешка для листьев. Для мешка для листьев с отверстиями могут потребоваться швы 3401 вокруг каждой перфорации 3403, без непрерывного шва, как это показано на Фиг.14. Единый сварной шов/перфорация может быть сформирован с использованием фигурной сварочной планки, и/или предыдущих вариантов выполнения, в которых температура регулируется так, чтобы прожигать в нужных местах.
Единый сварной шов также может быть создан с использованием одной сварочной планки, или двух планок, расположенных так, чтобы два шва сливались, образуя единый сварной шов (т.е., между ними не оставалось бы несваренного полотна), состоящий из двух сегментов швов. Сегменты швов обычно в целом параллельны и проходят поперек полотна или пленки в направлении поперек направлению движения полотна в машине, и разупрочненная зона формируется между в целом параллельными сегментами шва. Перфорация может быть выполнена с использованием любого из способов, описанных выше. В другом варианте выполнения, используется один из описанных выше вариантов, но температура на боковом сварном шве устанавливается очень низкой, настолько, что сварные швы не формируются. После этого перфоратор делает перфорацию, и сварные швы представляют собой швы, сопутствующие перфорации.
На Фиг.9 представлен вариант выполнения сварочной планки 2900, которая включает единую сварочную зону и зону разупрочнения, расположенную внутри единой сварочной зоны. В предпочтительном варианте, единый сварной шов, со сформированной внутри перфорацией, имеет протяженность в направлении движения полотна по крайней мере 0,25 дюйма (6,35 мм), лучше по крайней мере 0,125 дюйма (3,175 мм) в направлении движения на пленке 2912, после того как были сформированы сварной шов и перфорация. Протяженность в направлении движения полотна в машине, в данном случае, включает среднее расстояние через часть сварного шва вдоль линий, проходящих параллельно краю пленки.
Сварочная планка 2900 формирует единый сварной шов на полотне или пленке 2912. Нагревательный патрон 2901, расположенный внутри алюминиевого блока 2903, подает постоянный нагрев на сварочную планку 2900. Нить накала или резистивный нагреватель 2911 обеспечивает дополнительный нагрев, создающий сварной шов и разупрочненную зону. В предпочтительном варианте, нить 2911 накала представляет собой NiCr проволоку диаметром 0,009-0,013 дюйма (0,229-0,330 мм). Различные источники нагрева объединены таким образом, что оба обеспечивают подачу тепла в сварочную зону и зону разупрочнения, хотя в настоящем варианте выполнения нить 2911 накала в основном обеспечивает нагрев в зоне разупрочнения, а нагреватель 2901 в основном предназначен для подогрева узла.
В альтернативных вариантах используется плоская проволока с высоким сопротивлением, либо проволока другой формы. Плоская нить накала может иметь приподнятый выступ, либо может быть искривлена для формирования зоны разупрочнения, с прерываниями в местах, где помещаются сплошные участки между отверстиями перфорации. Находящийся под изгибом воздух может служить изолятором, влияющим на характер распределения нагрева ленты.
Для обеспечения более плотного касания нити 2911 накала с полотном 2912 может использоваться прокладка 2905, особенно в случае доработки устройства. В других вариантах выполнения, требуются более толстые прокладки на участке подгиба или на участке шва под затягивающую тесьму (примерно, на 0,020 дюйма (0,508 мм) в одном варианте выполнения) с тем, чтобы полотно на этом участке испытывало большее давление, чем на остальной части пленки, чем улучшается теплопередача на этом участке, либо там, где прокладка отсутствует вовсе. В другом варианте используется прижимной ролик за прижимным полотном на участке подгиба или шва под затягивающую тесьму, который прижимает прижимное полотно к пленке и обеспечивает в этом месте большее давление.
В предпочтительном варианте, вставка 2907 состоит из, или покрыта электрически- или теплоизоляционным материалом для изоляции нити 2911 накала. В различных вариантах выполнения, вставка 2907, или электроизоляционный материал, состоит из слюды, материала Glastherm, фенолоальдегидной смолы, армированной стекловолокном, пластиков, полимеров, алюминия (с электроизоляционным покрытием) или иных материалов. Используемый здесь Glastherm® включает композиционный материал из стекловолокна и теплоустойчивых термореактивных полимеров.
Поверх вставки 2907 помещен разделяющий слой 2909, состоящий, в предпочтительном варианте, из ленты Teflon®, Rulon®, Kapton®. Материал для разделяющего слоя выбирается таким, чтобы к нему не прилипала расплавленная пленка, но чтобы он мог выдерживать температуры, необходимые для сварки и перфорирования пленки. Разделяющий слой на сварочной планке или вставке, в данном случае, включает слой, который, по сравнению с другими материалами сварочной планки или вставки, сокращает нарастание расплавленной пленки на сварочной планке или вставке. В данном варианте выполнения, пленка соприкасается только с нитью накала и лентой (над вставкой), хотя в других вариантах выполнения пленка непосредственно касается вставки, и/или касается алюминиевого нагревательного блока. В альтернативных вариантах используется нанесение на нить накала разделяющего покрытия вместе или в комбинации с разделяющим слоем. Разделяющим покрытием может быть высыхающее покрытие жидких красок Resbond®, Rescore®, Teflon®, кремнийорганической краски и др.
Единый сварной шов может простираться по всей ширине пленки, либо части пленки, где на одном участке имеется два сварных шва, например, для подгиба или под затягивающую тесьму. Два сварных шва могут быть сформированы так, как это было описано выше. В другом варианте, используется два сегмента шва только на участке шва под затягивающую тесьму, а на всех остальных участках используется единый шов без сегментов швов, или наоборот.
Выбор различных материалов, например, для разделяющего слоя, изолирующего слоя, нагревателя, нити накала и пр., должен делаться с учетом толщины пленки, температуры, требующейся для перфорации (до 600°F (315°C) и более, в одном варианте выполнения) и сварки основной части пленки, и участков подгиба и затягивающей тесьмы, а также способности сваривающей поверхности отделяться от расплавленной пленки. Неправильный выбор материала приведет к преждевременному износу материала, или преждевременному нарастанию расплавленной пленки на сваривающей поверхности. В альтернативных вариантах, используется более ранее включение нити накала для ее подогрева с тем, чтобы ее можно было раньше выключить, удаление нароста пленки в промежутке между контактами со сварочной планкой, например, механическим путем, нагревом, щеткой или обдувом воздухом и др.
Другие вопросы конструкции включают типы и толщины пленки, которая должна использоваться с пакетоделательной машиной, распространение тепла между подгибом и другими участками, перфорация и сварной шов, материал прижимного покрытия, время выдерживания, воздействие на морщины на пленке и их удаление, накопление на сваривающей поверхности краски с полотна, создание зон с различным давлением.
На Фиг.10 представлен другой вариант выполнения сварочной планки 3000, включающей единую сварочную зону и зону разупрочнения, расположенную внутри единой сварочной зоны. Общее описание сварного шва и приведенное выше рассмотрение конструкции относится к этому и другим вариантам выполнения. Нить накала или резистивный нагреватель 3003, установленный на алюминиевом нагревателе 3001, формирует сварной шов и разупрочненную зону. В данном случае, термин "установленный" включает наличие непосредственного контакта с алюминиевым нагревателем или другими слоями или элементам, находящимися между ними. Нагреватель 3001 может представлять собой опорную планку, вместо нагревателя. Нить 3003 накала может быть такой, как описана выше, а разделяющий элемент может быть помещен под нитью 3003 накала, поверх нити 3003 накала, либо нить 3003 накала может, при необходимости, иметь покрытие. В предпочтительном варианте, нить 3003 накала представляет собой проволоку из NiCr, прошитую стежками в алюминиевой планке с электроизоляционным покрытием, и/или проволоку, покрытую электроизоляционным материалом. В предпочтительном варианте, нить накала покрыта разделяющим материалом (который может быть одновременно и изолятором).
На Фиг.11 показан другой вариант выполнения сварочной планки 3100, аналогичный сварочной планке 3000, в которой источником тепла для создания сварного шва и разупрочненной зоны на полотне 2912 служит тонкопленочный нагреватель 3103, помимо нити 3105 накала и опорной планки или нагревателя 3101.
На Фиг.12 представлен другой вариант выполнения сварочной планки 3200, аналогичный сварочной планке 3100, в котором установлен изолятор 3202 между тонкопленочным нагревателем 3203, в дополнение к нити 3207 накала и опорной планке или нагревателю 3201, для формирования сварного шва и разупрочненной зоны на полотне 2912.
На Фиг.13 схематически показан сварочный элемент для создания единого шва/перфоратор 3300, содержащий полосу, которая может быть прикреплена к сварочной планке или вставке сварочной планки. Сварочный элемент 3300 может быть легко заменен и поэтому подходит в случаях, когда происходит нарастание пленки на сварочном элементе. Сварочный элемент 3300 включает нить 3301 накала из NiCr (которая может быть аналогична нитям накала, описанным выше), разделяющий элемент 3303, который также является, в предпочтительном варианте, электрическим изолятором и может быть аналогичен описанным выше разделяющим элементам, теплопроводящий слой 3305, в предпочтительном варианте состоящий из алюминия для передачи тепла, выделяемого резистивным сетевым нагревателем 3307, которые все закреплены на двухсторонней ленте 3309. При этом лента 3309 может быть закреплена поверх вставки для использования на опорной планке или сварочной планке, либо приклеена непосредственно к сварочной планке.
В одной модификации этого варианта выполнения используется разделяющий элемент в виде ленты, помещаемой поверх нити накала, в котором могут быть, а могут и не быть, сделаны отверстия или прорези в разделяющем элементе, совмещаемые с местами формирования отверстий перфорации с тем, чтобы нить накала соприкасалась с пленкой в этих местах.
На Фиг.15 представлен перспективный вид вставки 3500 сварочной планки, включающей нагреваемый алюминиевый блок 3501 с нагревательным патроном 3502. Группа штырей 3503 проходит сквозь сварочную планку и создает микроперфорацию. Штыри 3503 расположены в отверстиях в блоке 3501, которые проходят под углом, чтобы не касаться нагревательного патрона 3502. Штыри 3503, могут быть проводящими и могут соединяться с проводом 3504 для нагрева штырей 3503 для улучшения перфорации и/или сваривания. Этот вариант выполнения, также как и другие, может быть комбинированным, при необходимости. Например, штыри 3503 могут быть использованы совместно с вакуумным отсосом сквозь отверстия, в которых находятся штыри 3503, и/или могут быть использованы в комбинации с одним из многих способов создания сварного шва и перфораций, описанных выше для единой сварочной планки, когда микроперфорации помогают в создании разупрочненной зоны, либо штыри 3503 могут быть единственным средством формирования перфорации.
В другом альтернативном варианте, ряд штырей или игл расположен в ненагреваемой или нагреваемой сварочной планке и давит на прижимное полотно из материала Kevlar®, повреждение которого в результате проникновения в него острых штырей маловероятно. Ряды штырей или игл могут быть расположены в прижимном полотне, и их перемещение для создания перфорации может происходить в фазе со сварочными планками на барабане. Аналогично, тонкопленочные нагреватели и/или штыри на ремне или прижимном покрытии могут надавливать на простую поверхность барабана. Барабан вообще не потребуется, если давление прикладывается ремнями друг к другу, например, в тракте эллиптической формы для обоих ремней.
В другом варианте выполнения, сварной шов и перфорация формируются магнитными полями или индукционным нагревом. Магнит (постоянный или электромагнит) на сварочной планке с металлом на прижимном покрытии создает дополнительное давление в зоне перфорации для расплавления отверстий в нужных местах, и обеспечивает снижение давления на участке сварного шва.
В другом варианте выполнения, сварной шов и перфорация формируются вместе на некруговом контуре, например, овальном или удлиненном, либо в машине с возвратно-поступательным движением. В целом, изобретение, использованное в этих вариантах выполнения, предназначено для создания сварного шва тогда и там, где формируется перфорация.
Настоящее изобретение также охватывает и другие способы выполнения перфорации одновременно со сварными швами на вращающемся барабане, в предпочтительном варианте, создание перфорации посередине одного узкого сварного шва. Например, может быть использовано три ряда переставных стежков проволоки NiCr, где два наружных ряда создают сварные швы, а внутренний ряд создает перфорацию. "Внутренний" означает внутренний ряд в направлении движения полотна в машине.
Один сварной шов может быть выполнен одной скругленной сварочной насадкой, когда пленка растянута так, что утончается / разупрочняется / перфорируется в середине сварного шва в процессе сварки. Сварочная планка может иметь бугристую поверхность на гребне для создания перфорации.
Сварочная планка может включать резистивное покрытие, нанесенное на фигурном электрически непроводящем материале, с тем, чтобы тепло выделялось точно на сваривающей поверхности, где оно и необходимо, и могла быть получена сложная форма с различной высотой сваривающих поверхностей. Это может быть достигнуто использованием технологий тонкопленочных нагревателей.
В другом варианте используется увеличенное давление прижимного полотна, например, в 5, 10 или 20 раз, предпочтительно, в 10 раз, с тем, чтобы температуры прожигающей перфорации могли быть снижены с 550°F-650°F (287,8-343,3°C) до более низких температур, где имеется большее разнообразие покрытий и материалов (многие материалы имеют максимальную рабочую температуру не более 500°F (260°C)).
В еще одном варианте выполнения, используется сварочная планка, включающая две параллельные нагретые полосы, раздвигающиеся в процессе сварки от 0,03 дюйма до 0,06 дюйма (0,762-1,524 мм), для растягивания пленки по линии пониженной прочности или перфорации между двух полос.
Пленка может быть вдавлена в углубление в сварочной планке барабана глубиной 1/8 дюйма (3,175 мм) так, что перфорация может быть прорезана или прожжена ниже поверхности барабана без повреждения прижимного полотна. Вдавливание может выполняться механически или с использованием вакуума.
Могут быть использованы другие способы создания сварного шва и перфорации, например, с использованием радиационного нагрева, СВЧ излучения или светового излучения, параметры которого выбраны для нагрева и перфорирования полотна. Может наноситься горячий клей, либо жидкость со стороны барабана с тем, чтобы ее тепло сваривало два полимерных полотна. При этом может выполняться и перфорация, если горячая жидкость одновременно прожигает отверстия перфорации. Разогретый твердый материал, например, песок или полимерные гранулы, либо горячая жидкость, например, масло, могут продавливаться сквозь полотно таким образом, что производится перфорация полотна с одновременным формированием сварного шва. Либо полотно может подвергаться химической обработке для проведения реакции с добавкой, в результате чего пленка сплавляется, и проплавляются перфорационные отверстия в тех местах, где наносится больше химического реагента. В другом альтернативном варианте, на барабан наносится кислота, активируемая через некоторое время, в результате чего полотно (несваренное и неперфорированное) наматывается и помещается в упаковку, а после прохождения промежутка времени кислота создает сплавленный сварной шов, в результате чего полотно позже превращается в сваренные/разделенные пакеты.
Полотно может быть сварено с использованием кондуктивного нагрева, и перед окончанием времени выдержки полотно может быть подвергнуто криогенному охлаждению в точках перфорирования с тем, чтобы произошло растрескивание пленки в этих точках во время ее деформации при движении в машинном направлении.
На Фиг.16, Фиг.17 и Фиг.18 представлены, соответственно, перспективное изображение сварочной планки, вид сверху и вид с торца наконечника для варианта выполнения изобретения, где формируется единый сварной шов с перфорацией или разупрочненной зоной внутри сварного шва. Сварочная планка 3600 может представлять собой известную сварочную планку, с описанными здесь изменениями. В предпочтительном варианте, сварочная планка 3600 представляет собой алюминиевую планку с установленным внутри патронным нагревателем FIREROD, и включает единую сварочную зону 3602 под разделяющим слоем 3603, формирующую единый сварной шов на участке полотна под затягивающую тесьму.
Другая одиночная сварочная зона 3612 под разделяющим слоем 3613 формирует одиночный сварной шов по остальной части полотна (участок, не относящийся к участку полотна под затягивающуюся тесьму). Полученный единый сварной шов может иметь неоднородную толщину, но обладать по всей своей поверхности достаточной прочностью для того, чтобы быть одиночным швом с требуемой надежностью. В предпочтительном варианте, разделяющие слои 3603 и 3613 представляют собой ленту из материала Teflon®. Единая сварочная зона 3602 проходит под разделяющими слоями 3603 и под разделяющим слоем 3605. Разделяющий слой 3605 используется, вместе с перфорирующей/нагревающей нитью 3607 накала, для создания перфорации или разупрочненной зоны на участке полотна под затягивающую тесьму. В предпочтительном варианте, разделяющий слой 3605 выполнен из ленты Kapton®. В данном варианте выполнения могут также использоваться и описанные выше альтернативные материалы.
Нить 3607 накала, выполненная, в предпочтительном варианте, из NiCr, помещена внутри участка формирования шва под затягивающую тесьму. Стежки нити 3607 накала проходят в единой сварочной зоне 3602, и также через разделяющий слой 3605. В альтернативном варианте, стежки нити 3607 накала могут быть проложены в наконечнике 3801 (Фиг.18), выполненном из алюминия или материала другого типа.
На Фиг.18 показан вид с торца наконечника 3801, с помещенными на нем разделяющими слоями 3603 и 3605, и нитью 3607 накала, стежки которой проложены в наконечнике 3801 и разделяющем слое 3605. Наконечник 3801 охватывает меньше, чем размер единой сварочной зоны 3602 в другом варианте выполнения. Нить 3607 накала помещена поверх наконечника 3801.
При желании различные альтернативные варианты могут быть скомбинированы для создания пакетоделательной машины для конкретных задач.
В настоящем изобретении могут быть сделаны многочисленные модификации, которые попадают в область его притязаний. При этом должно быть очевидно, что представленные, в соответствии с настоящим изобретением, способ и устройство для изготовления пакетов полностью удовлетворяют поставленным задачам и заявленным преимуществам. Несмотря на то, что изобретение было описано на примере конкретных вариантов его выполнения, понятно, что специалистам будут очевидны его различные альтернативные варианты, модификации и изменения. Соответственно, предполагается, что изобретение охватывает все такие альтернативы, модификации и изменения, попадающие под существо и область притязаний приложенной формулы.
Реферат
Пакетоделательная машина включает секцию ввода, вращающийся барабан, содержащий по меньшей мере одну сварочную планку, которая имеет сварочную зону, формирующую единый сварной шов, и нить накала, представляющую собой зону разупрочнения, расположенную внутри сварочной зоны, формирующей разупрочненную зону внутри единого сварного шва, и установленный с возможностью подачи на него полотна с секции ввода. Машина включает секцию вывода, установленную с возможностью приема полотна с вращающегося барабана, и разделяющий слой, расположенный на по меньшей мере части по меньшей мере одной сварочной зоны. Предложенная машина обеспечивает улучшенную способность размещения перфорации вблизи сварных швов. 3 н. и 30 з.п. ф-лы, 18 ил.
Комментарии