Способ получения канавок на внутренней поверхности труб - SU550108A3
Код документа: SU550108A3
Чертежи
Описание
толщины стен, условий пластичности и ряда других факторов.
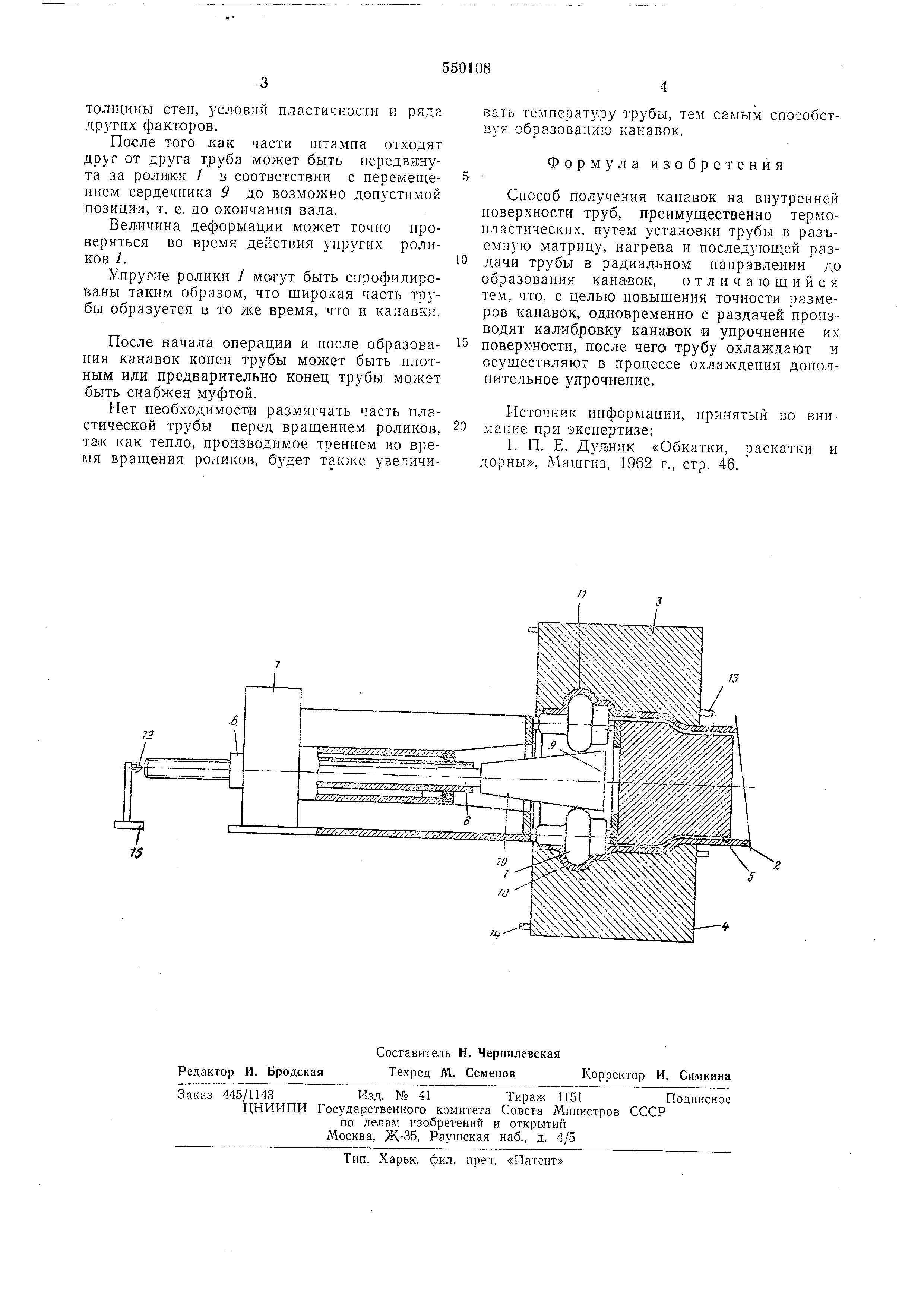
После того как части штампа отходят друг от друга труба может быть передвинута за ролпкн 1 в соответствии с перемещением сердечника 9 до возможно допустимой позиции, т. е. до окончания вала.
Величина деформации точно проверяться во время действия упругих роликов /.
Упругие ролики / могут быть спрофилированы таким образом, что широкая часть трубы образуется в то время, что и канавки.
После начала операции и после образования канавок конец трубы может быть плотным или предварительно конец трубы может быть снабжен муфтой.
Нет необходимости размягчать часть пластической трубы перед вращением роликов, та-К как тенло, производимое трением во время вращения роликов, будет также увеличивать температуру трубы, тем самым способствуя образованию канавок.
Формула изобретения
Способ получения канавок на внутренней поверхности труб, преимущественно термопластических , путем установки трубы в разъемную матрицу, нагрева и последующей раздачи трубы в радиальном направлении до образования канавок, отличающийся тем, что, с целью .повышения точности размеров канавок, одновременно с раздачей производят калибровку канавок и упрочнение их поверхности, после чего трубу охлаждают и осуществляют в процессе охлаждения дополнительное упрочнение.
Источник информации, принятый во внимание при экспертизе:
1. П. Е. Дудник «Обкатки, раскатки и дорны, Мащгиз, 1962 г., стр. 46.

Реферат
Формула
Комментарии