Приспособление для изготовления бурта на полых телах с внутренним и внешним пластмассовым покрытием - SU1204393A1
Код документа: SU1204393A1
Чертежи

Описание
Изобретение относится к устройствам для изготовления длинных полых тел, образующие боковых поверхностей которых расположены параллельно, например, соединительных патрубков для резервуаров, труб с различной формой поперечного сечения, особенно стальных труб с внутренним и внешним пластмассовым покрытием.
В хозяйственном патенте ГДР № 137856 описан способ и приспособление для изготовления защитного наконечника на полых телах с пластмассовым покрытием. Согласно способу на конце полого тела пластмассовое покрытие размягчается внутри и снаружи, затем давлением изнутри и снаружи материал как внутреннего, так и внешнего покрытия , уменьшающегося по толщине, вытесняется в форму прикрепленного к концу полого тела формовочного инструмента и снова затвердевает. Устройство состоит из формовочного инструмента, изготовленного из антиадгезионного, жаропрочного и низкотеплопроводного материала, из нажимных элементов давления на внутреннюю и внешнюю поверхности полого тела. При использовании изобретения вытесненная пластмасса внутреннего и внешнего покрытия встречаются в торце полого тела, причем место касания может распространяться по всей ширине торца. При соприкосновении внутренне и внешне пластмассовые покрытия соединяются.
Вследствие уменьшения толщины внешнего покрытия в области, расположенной р.близи конца полого тела, надежное применение известных соединительных элементов, например муфты Гибаулта, усложняется или становится невозможным. Кроме того, очень сложно обеспечить равномерное давление одновременно по всей поверхности зоны размягчения внешнего покрытия. В силу высокой оснащенности приборами этот способ не годится для применения в условиях строительной площадки.
При длительности эксплуатации полых тел с внутренним и внешним пластмассовым покрытием внутреннее покрытие под действием нагрузки частично или полностью отслаивается от внутренней стенки полого тела. Внутреннее покрытие в незакрепленном виде остается в полом теле, при повреждении внутреннего покрытия или по другим причинам среда просачивается до внутренней стенки полого тела и при продолжительном воздействии вызывает ее разрушение.
Задача изобретения состоит в том, что бы сохранить на длительное время полностью или частично отслоившееся покрытие полого тела и таким образом значительно оттянуть момент разрушения. Одновременно обеспечивается надежная защита торцов полого тела с внутренним и внешним покрытием от действия транспортируемых сред.
Цель изобретения состоит в повышении долговечности полых тел с внутренним и внешним пластмассовым покрытием, особени
но соединенных в систему, например, трубопроводов .
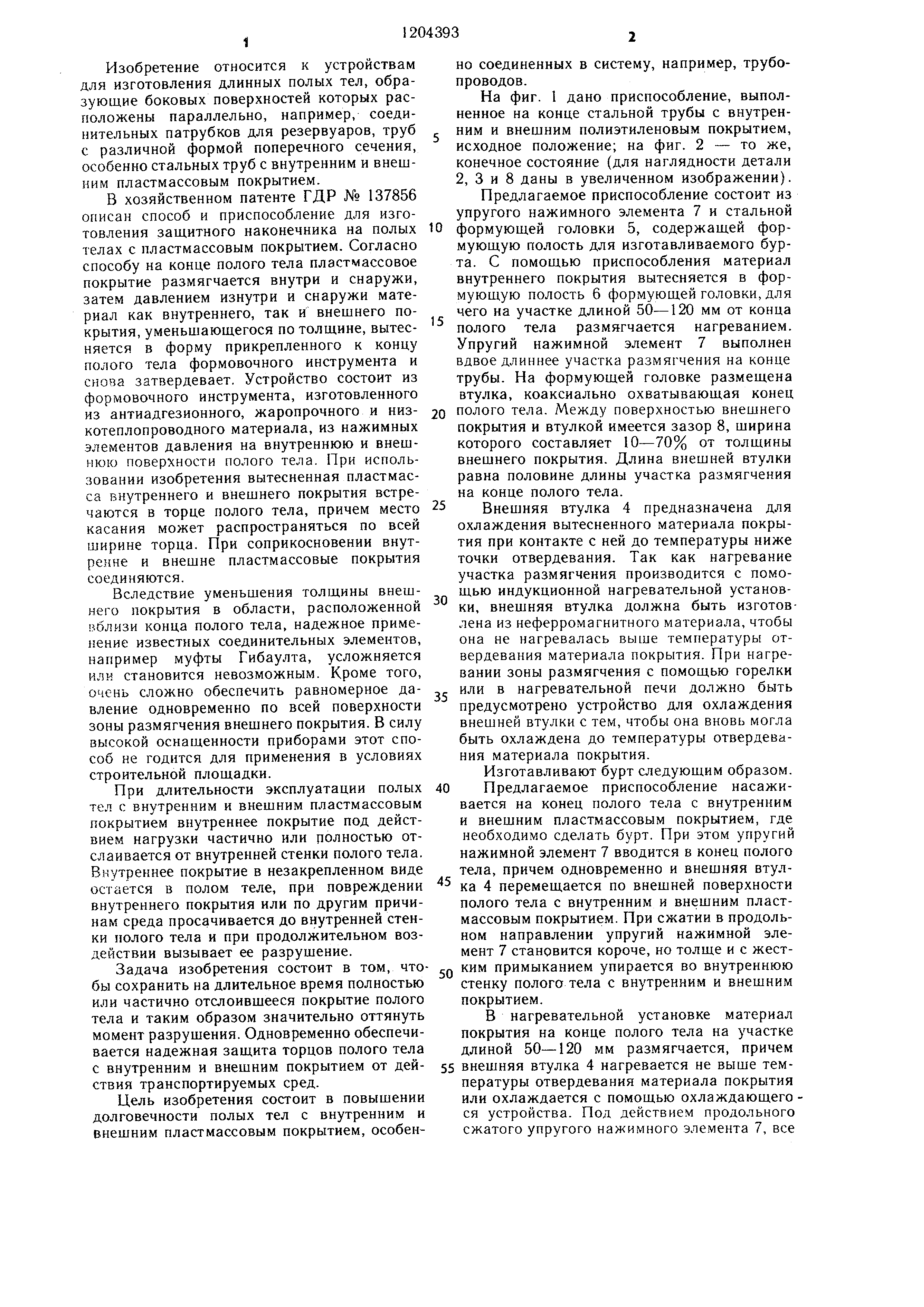
На фиг. 1 дано приспособление, выполненное на конце стальной трубы с внутренс ним и внешним полиэтиленовым покрытием, исходное положение; на фиг. 2 - то же, конечное состояние (для наглядности детали 2, 3 и 8 даны в увеличенном изображении). Предлагаемое приспособление состоит из упругого нажимного элемента 7 и стальной
10 формующей головки 5, содержащей формующую полость для изготавливаемого бурта . С помощью приспособления материал внутреннего покрытия вытесняется в формующую полость 6 формующей головки, для чего на участке длиной 50-120 мм от конца полого тела размягчается нагреванием. Упругий нажимной элемент 7 выполнен вдвое длиннее участка размягчения на конце трубы. На формующей головке размещена втулка, коаксиально охватывающая конец
20 полого тела. Между поверхностью внешнего покрытия и втулкой имеется зазор 8, щирина которого составляет 10-70% от толщины внешнего покрытия. Длина внешней втулки равна половине длины участка размягчения на конце полого тела.
25 Внешняя втулка 4 предназначена для охлаждения вытесненного материала покрытия при контакте с ней до температуры ниже точки отвердевания. Так как нагревание участка размягчения производится с помощью индукционной нагревательной установки , внешняя втулка должна быть изготовлена из неферромагнитного материала, чтобы она не нагревалась выше температуры отвердевания материала покрытия. При нагревании зоны размягчения с помощью горелки
2 или в нагревательной печи должно быть предусмотрено устройство для охлаждения внешней втулки с тем, чтобы она вновь могла быть охлаждена до температуры отвердевания материала покрытия.
Изготавливают бурт следующим образом.
40 Предлагаемое приспособление насаживается на конец полого тела с внутренним и внещним пластмассовым покрытием, где необходимо сделать бурт. При этом упругий нажимной элемент 7 вводится в конец полого тела, причем одновременно и внешняя втул ка 4 перемещается по внешней поверхности полого тела с внутренним и внешним пластмассовым покрытием. При сжатии в продольном направлении упругий нажимной элемент 7 становится короче, но толще и с жест5Q КИМ примыканием упирается во внутреннюю стенку полого тела с внутренним и внешним покрытием.
В нагревательной установке материал покрытия на конце полого тела на участке длиной 50-120 мм размягчается, причем
55 внешняя втулка 4 нагревается не выще температуры отвердевания материала покрытия или охлаждается с помощью охлаждающего - ся устройства. Под действием продольного сжатого упругого нажимного элемента 7, все
30
больше расширяющегося, размягченный материал внутреннего покрытия, уменьшающегося по толщине, вытесняется в формующую полость формующей головки вдоль торца полого тела и внешнего покрытия. Зазор между втулкой и внешним покрытием частично или полностью закрывается благодаря тепловому расширению материала, из которого состоит полое тело, и материала покрытия. Возможный остающийся зазор заполняется в одной части длины втулки вытеснен1 ым материалом внутреннего, а также размягченного внешнего покрытий.
По окончании процесса вытеснения благодаря охлаждающему действию внешней втулки охлаждается конец полого тела вместе с насажденным приспособлением. Затем расслабляется упругий нажимной элемент и приспособление удаляется с конца полого тела.;
Если полое тело с внутренним и внешним пластмассовым покрытием изготовлено из ферромагнитного материала и нагревание конца полого тела производится индукционным методом, то внешняя втулка, изготовленная из неферромагнитного материала, не нагревается выше температуры отвердевания материала покрытия. Благодаря наличию относительно холодной внешней втулки происходит остановка процесса вытеснения . Выполненный таким образом бурт, соединяющийся плавно с внутренним покрытием , сдерживает внутреннее отслоившееся от внутренних стенок полого тела покрытие и одновременно защищает торцы полых тел с внутренним и внешним пластмассовым покрытием от контакта с транспортируемой средой.
Пример. Изготавливают бурт на стальной трубе с внутренним и внешним полиэтиленовым покрытием размера мм. С учетом величины формующей полости б для формования бурта установлено, что длина участка размягчения на конце трубы должна достигать 80 мм. Нагревание для размягчения материала покрытия трубы должно производиться с помощью индукционного нагревателя.
Предлагаемое устройство состоит из упругого нажимного элемента 7 круглого сечения длиной 160 мм, изготовленного из силокса- нового каучука, и формующей стальной головки 5, содержащей форму для формования бурта. На формующую головку 5 надевается цилиндрическая внешняя втулка 4 из латуни длиной 40 мм. Величина внутреннего диаметра внещней втулки 4 обеспечивает наличие зазора 8 шириной 30-40% от толщины внеш
него покрытия между поверхностью внешнего покрытия 3 и втулкой 4.
Для изготовления бурта приспособление насаживается на конец стальной трубы 1 с внутренним и внешним пластмассовым покрытием таким образом, что упругий нажимной элемент 7 коаксиально стальной трубе 1 с внутренним 2 и внешним 3 покрытиями во втулке 4 вводится по стальной трубе 1 с внутренним 2 и внешним 3 покрытиями до формующей головки, доходя, как показано на фиг. 1, до плоскости торца стальной трубы с внутренним и внешним пластмассовым покрытием.
Под действием силы F, приложенной вдоль упругого нажимного элемента 7, последний сжимается в указанном направлении и при этом укорачивается. Одновременно упругий нажимной элемент 7 испытывает .радиальное расширение .и давит на внутреннее покрытие 2, вследствие чего упругий
нажимной элемент вдавливается во внутреннее покрытие 2 и все приспособление фиксируется с жестким примыканием.
С помощью индукционной нагревательной установки материал покрытия на определенном участке размягчается нагреванием,
однако внешняя втулка 4 нагревается не выше температуры отвердевания материала покрытия. Материал покрытия по мере нагревания переходит в формующееся состояние . Упругий нажимной элемент 7, продолжая испытывать давление под действием
силы F, расширяется в зоне размягчения в радиальном направлении дальше и вытесняет размягченный материал внутреннего покрытия 2, уменьшая толщину его слоя, в формующую полость 6 формующей головки 5. Продолжая оставаться под действием давления, материал внутреннего покрытия 2 натекает в зазор 8, где встречается с материалом внешнего покрытия и с внешней втулкой 4. От соприкосновения с внешней втулкой 4 материал покрытия охлаждается
ниже температуры отвердевания и снова затвердевает. Таким образом, зазор 8 заполняется и процесс вытеснения останавливается .
После охлаждения конца трубы с насаженным на него приспособлением пластмассовое покрытие вновь становится твердым, и приспособление после расслабления упругого нажимного элемента 7 удаляется с конца трубы.
Признано изобретением по результатам экспертизы, осуществленной ведомством по изобретательству Германской Демократической Республики.
I Z J
Фиг.г

Реферат

Комментарии