Устройство для поперечного растяжения трубчатых полимерных изделий - SU654156A3
Код документа: SU654156A3
Чертежи
Описание
Изобретение относится к производству ориентированных полимерных изделий, в частности к устройствам для поперечного растяжения трубчатых полимерных изделий. Известно устройство для растяжения трубчатых полимерных изделий, например рукавных пленок, содержаи,ее оправку, расширяющуюся в направлении переме ие1П1я изделия, направляющие и транспортирующие ролики и нагреватель 1.
Однако с по. этого устройства невозможна ориентация изделий типа сеток.
Наиболее близким по технической cyni,ности является устройство для поперсчнога растяжения трубчатых полимерных изделий, содержащее оправку с расширяющимся в направлении перемещения изделия входным участком и выходным участком постоянного поперечного сечения 2.
Однако возникновение продольных деформаций в изделиях, обработанных на данном устройстве, енижает их качество.
Цель изобретения - повыщение качества изделий за счет устранения продольных деформаций.
Указанная кмь .юстигается тем, что оправка выполнена по.юй со сквозными отверстиями па входном и выходном участках и снабжена гнбким бесконечны.м рукавом, торопда .изно о.хватываюпиш опранкч, и приводом для перемещенпя рукава, pacno,:ioженным носле входного участка оправки. Кроме того, оправка изготовлена с допо ,1ните,1ьным сужаюпи1мся в панравленип перемещения изде.лня участком, расноложепным между входным и выходны.м участками . Привод рукава выполнен в виде бесконечных лепт, расноложен1П51х на выходном участке оправки, а рукав -- из вязаной сетчатой ткапи с отверстиями ромбов щной или- и естиуголы1ой формы. Устройство может быть спабжено приводом для избыточной подачи изделия на входной участок оправки.
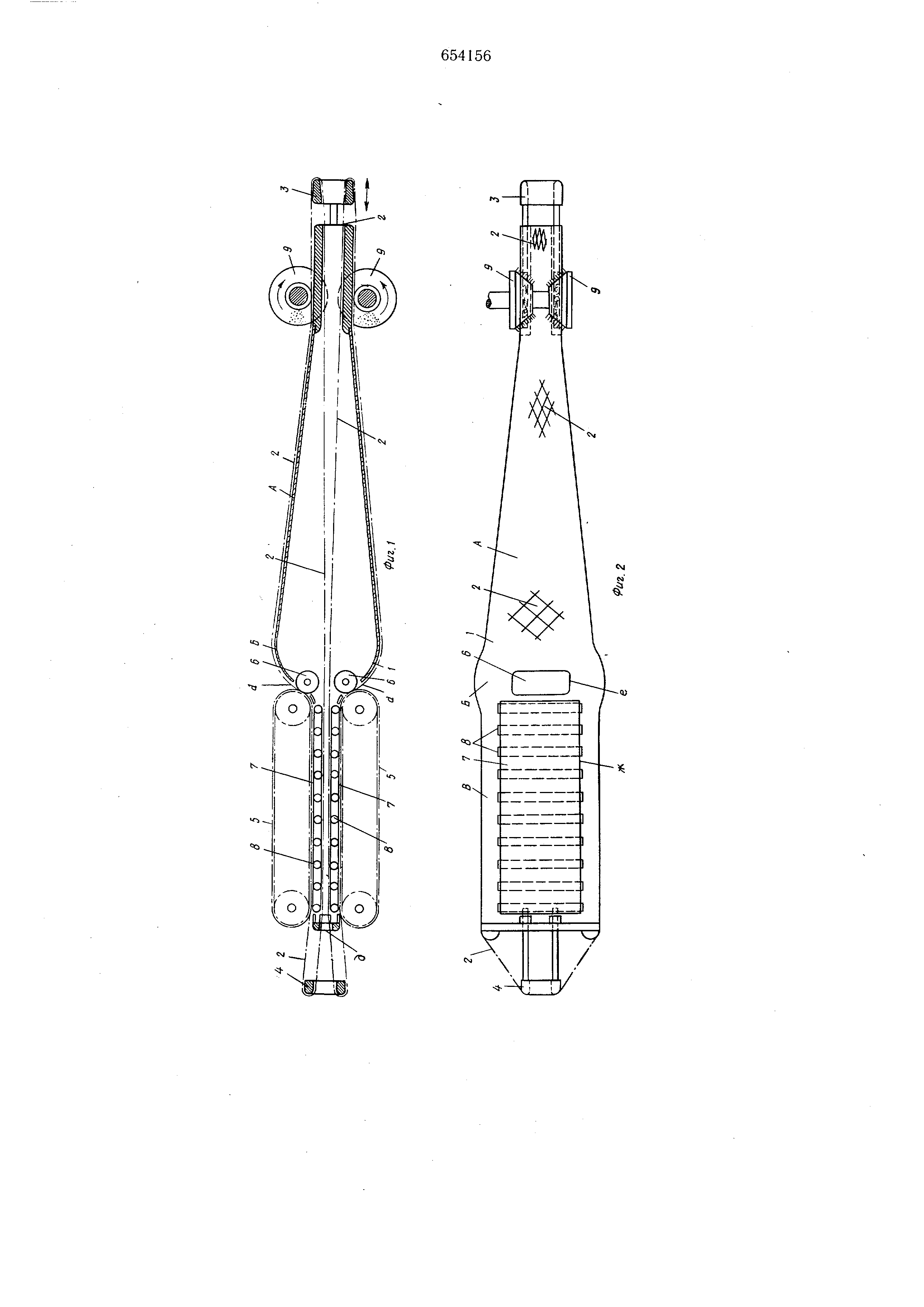
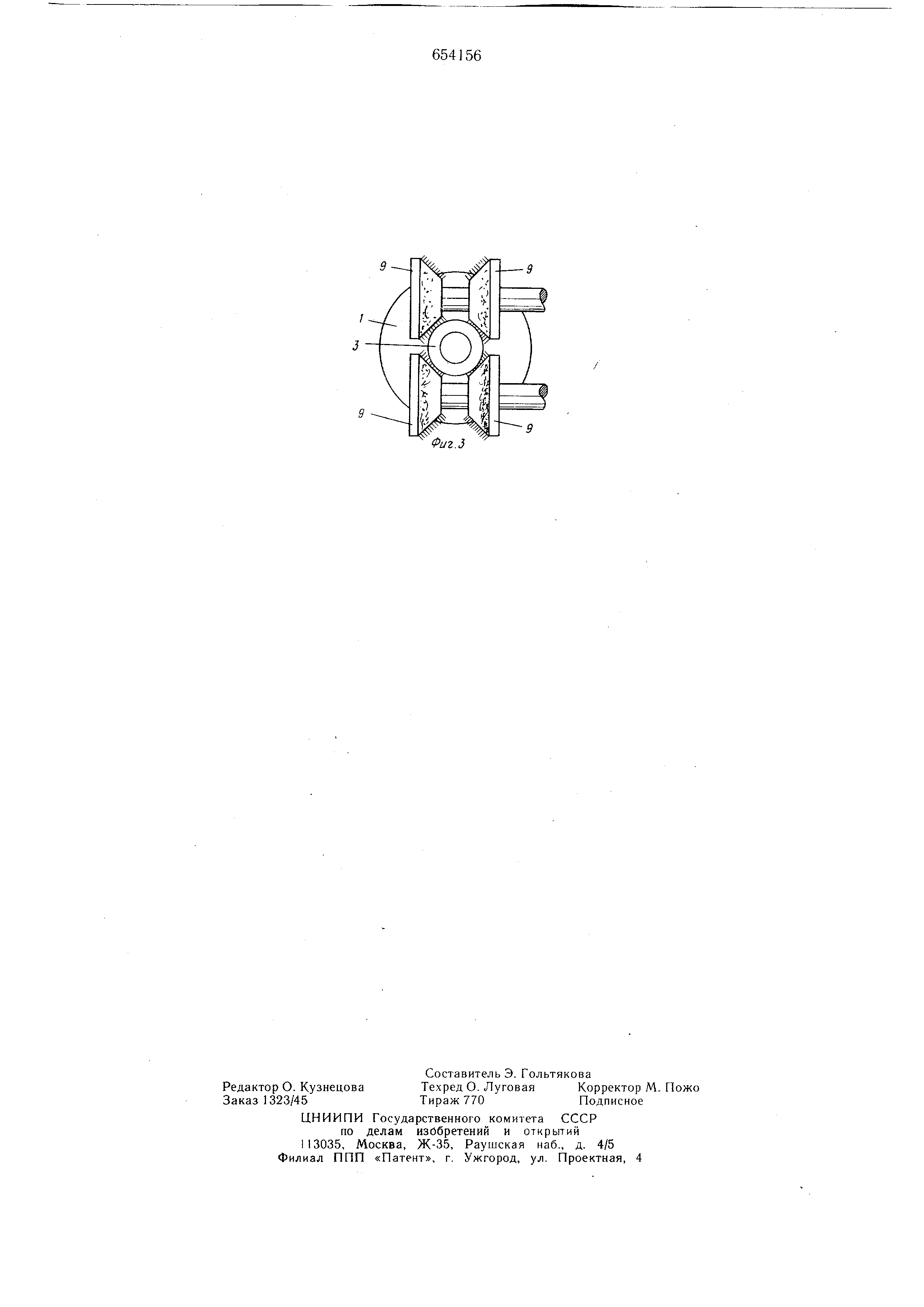
На фиг. 1 изображено предлагаемое устройство , вид сбоку в разрезе; на фиг. 2 - устройство со снятыми приводными лентами , вид сверху; на фиг. 3 - устройство, вид сиереди.
Устройство для иоперечного растяжения содержит полую металлическую оправку 1, имеющую расширяющийся в направлении перемещения изделия по существу конический входной участок А, сужающийся участок Б и выходной участок В, имеющий постоянное поперечное сечение, величина которого меньше максимального поперечного сечения оправки. Гибкий бесконечный рукав 2 из вязаной нейлоновой сетки с ромбовидными отверстиями ячеек тороидально охватывает оправку, проходя через сквозные отверстия г ид на входном и выходном участках оправки в ее полость. На входном участке оаравка снабжена кольцом 3 из политетрафторэтилена для растяжения рукава , а на выходном участке фиксированным кольцом 4 из политетрафторэтилена. Кольца 3 и 4 облегчают движение бесконечного рукава 2 относительно точек поворота. Для привода в движение рукава 2 (и подлежащего растягиванию трубчатого материала ) вдоль оправки на выходном ее участке В расположен привод 5 рукава, выполненный в виде бесконечных лент. Когда гибкий рукав 2 продвигается по расщиряющемуся участку, А оправки, его конфигурация изменяется так, что каждое ромбовидное отверстие становится постепенно сплющенным в продольном направлении. В полости оправки расположено приспособление , предназначенное для снижения трения между бесконечным рукавом 2 и внешней поверхности оправки. Оно может быть выполнено в виде катков 6 свободного хода, наружная поверхность которых расположена в прорезях с, выполненных на поверхности оправки непосредствеино за участком максимального расщирения ее поперечного сечения, или в виде бесконечных лент 7 на поддерживающих роликах 8, причем ленты и. в этом случае расположены в прорезях Ж, выполненных на выходном участке В поверхности оправки так, что взаи.модействуют с приводом 5 бесконечного рукава 2. -Катки 6 свободного хода также располагают таким образом, чтобы они взаимодействовали с приводом 5 бесконечного рукава 2. На входном участке Л оправка снабжена приводом избыточной подачи изделия, выполненным в виде ведомых щеток 9 избыточной подачи, служащих при необходимоети для приведения в движение подлежащего растягиванию трубчатого материала со скоростью , по крайней мере, в два раза большей скорости привода 5, для получения избыточной подачи. В процессе работы рукав 2 непрерывно движется поверх оправки при помощи привода 5. Подлежащий растяжению материал подается на оправку с входного конца поверх рукава 2 и движется вдоль оправки с рукавом при одновременном поперечном растяжении . Если требуется избыточная подача материала, то щетки 9 приводят с более высокой линейной скоростью, чем движутся ленты привода 5. Если избыточной подачи не требуется, то щетки можно изъять или приводить в действие с такой же линейной скоростью, что и у приводных лент. При растяжении экструдированных пластмассовых сеток на сетку во время растяжения можно направлять горячую воду, пар или горячий воздух. Соотношение между диаметрами оправки на ее входном участке и в точке максимального расширения, например, может составлять примерно 3:10. Предлагаемое устройство благодаря выполнению оправки полой со сквозными отверстиями на входном и выходном участках и наличию гибкого бесконечного рукава, тороидально охватывающего оправку, позволяет устранить продольные деформации в изделиях, что повышает их качество. Это особенно важно при ориентации полимерных рукавных сеток. Формула изобретения 1.Устройство для поперечного растяжения трубчатых полимерных изделий, содержащее оправку с расширяющимся в направлении пере.мещения изделия входным участком и выходным участком постоянного поперечного сечения, отличающееся тем, что, с целью повышения качества изделий за счет устранения продольных деформаций, оправка выполнена полой со сквозными отверстиями на входно.м и выходном участках и снабжена гибким бесконечным рукавом, тороидально охватывающим оправку, и приводом для перемещения рукава, расположенным после входного участка оправки. 2.Устройство по п. I, отличающееся тем, что оправка выполнена с дополнительным сужающимся в направлении перемещения изделия участком, расположенным между входным и выходным участками. 3.Устройство по пп. 1 и 2, отличающееся тем, что привод рукава выполнен в виде бесконечных лент, расположенных на выходном участке оправки. 4.Устройство по п. 1, отличающееся тем, что рукав выполнен из вязаной сетчатой ткани с,отверстиями ромбовидной или щестиугольной формы. 5.Устройство по пп. 1-4, отличающееся тем, что оно снабжено приводом для избыточной подачи изделия на входной участок оправки. Приоритет по пунктам: 29.03.76 по пп. 1-4; 24.09.76 по п. 5. Источники информации, принятые во внимание при экспертизе 1.Заявка Великобритании Я9 1279187, кл. В 5 В, 1972. 2.Патент США № 2697248, кл. 425-392, 1954.
о
Реферат
Формула
Комментарии