Способ и устройство для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность - RU2688584C2
Код документа: RU2688584C2
Чертежи
Описание
Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение в целом относится к технологии обработки полимерных материалов, а в частности - к способу и устройству для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность.
Предпосылки создания предлагаемого изобретения
Использование при производстве пластмассовых пленок технологии двухосного растяжения позволяет улучшить механические свойства пленки, уменьшить ее проницаемость для газов, водяного пара и т.д., повысить прозрачность, поверхностный блеск и другие оптические свойства пленки, сузить отклонения по ширине и улучшить ее пространственную однородность.
В настоящее время технологию производства пленки с двухосным растяжением можно разделить на две категории. Это технология двойного раздува и технология ширения. При двойном раздуве материал расплавляют и, пока он не остыл, экструдируют с помощью экструдера для формования первичной пленки, после чего нагревают и для получения тонкой пленки в качестве готового продукта подвергают второму растяжению раздувом. Технология ширения для производства и обработки пленки с двухосным растяжением подразделяется на ширение с пошаговым растяжением и ширение с непрерывным растяжением. При ширении с пошаговым растяжением продольное растяжение осуществляют с помощью валка с разной линейной скоростью, а поперечное растяжение обычно осуществляют с помощью двух наборов зажимов, которые зажимают пленку при ее движении вдоль направляющей рейки, имеющей фиксированную дорожку. Однако пленка с пошаговым растяжением подвергается действию силы неравномерно и имеет неравномерную толщину, большую термическую усадку, плохую анизотропию и плохой баланс качества.
С целью повышения точности управления скоростью соответствующих зажимов на направляющей рейке компания «Герман Брукнер» (German Bruckner) применила в составе оборудования для синхронного двухосного растяжения пленки линейный синхронный электрический двигатель, так что обеспечено поддержание высокоточной синхронизации перемещения зажима, зажимающего обе стороны пленки с достижением, таким образом, синхронного двухосного растяжения пленки. В 2007 году австрийская компания «АНДРИТЦ» (ANDRITZ) разработала технологию механического синхронного двухосного растяжения «МЕЗИМ» (MESIM), в которой для достижения синхронного двухосного растяжения пленки используется механический цепной зажим с телескопическим механизмом. В заявке на патент на изобретение №201010612820.8 раскрывается установка для двухосного растяжения пластмассовой пленки, которая основана на принципе постепенного сокращения расстояния между внутренней рейкой и наружной рейкой узла растяжения от головы до хвоста с целью изменения конструкции М-образной стяжки наружной рейки с изменением, тем самым, расстояния между зажимами в узле растяжения и достижением синхронного двухосного растяжения пленки. В патенте на изобретение №201310184357.5 раскрывается растяжная машина для синхронного двухосного растяжения пленки, основанная на использовании механического зажима для зажимания пленки, движущейся по окружной направляющей рейке с достижением синхронного двухосного растяжения пленки, которое не имеет больших отличий от традиционного механического зажимного синхронного двухосного растяжения, кроме того что линейная направляющая рейка преобразована в окружную направляющую рейку.
Пленка, полученная путем синхронного двухосного растяжения, имеет лучшие общие технические характеристики, чем пленка, полученная путем пошагового растяжения, однако технология синхронного двухосного растяжения пленки, основанная на использовании механического зажима, связана со следующими проблемами: (1) по причине неравномерности растяжения пленка склонна к перекосу, что приводит к разнице в ориентации молекул в центральной части пленки и на ее краевых частях, а также к разнице в оптических свойствах, проницаемости и термической усадке разных частей пленки; (2) зажимы в зажимном узле расположены с некоторым интервалом, и процесс растяжения пленки оказывается перемежающимся вместо равномерного; (3) зажимы в зажимном узле распределены как точки, и в процессе растяжения край пленки подвергается действию силы неравномерно, что приводит к неравномерности толщины растягиваемой пленки и делает пленку легко разрываемой, не допускающей растяжения с большим углом; (4) зажимный узел сам по себе имеет сложную конструкцию и может быть легко поврежден, кроме того, он дорог в изготовлении; (5) технология синхронного двухосного растяжения пленки имеет плохое синергическое действие, предъявляет относительно высокие требования к основному процессу и требует точности изготовления направляющей рейки, двигательного привода и системы управления, результатом чего является высокая стоимость производственной линии по растяжению пленки.
Из-за вышеуказанных проблем предшествующего уровня техники в отношении способов и устройств для двухосного растяжения пленок представляется чрезвычайно важной разработка нового устройства для синхронного двухосного растяжения пленок.
Краткое описание предлагаемого изобретения
Для преодоления недостатков предшествующего уровня техники создано предлагаемое изобретение, одной из целей которого является создание принципиально простого, легкого в управлении и обеспечивающего получение пленки с превосходными общими техническими характеристиками способа непрерывного двухосного растяжения пленки за счет перехода через седлообразную поверхность.
Еще одна цель предлагаемого изобретения состоит в создании устройства для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность, предназначенного для осуществления упомянутого способа.
В предлагаемом изобретении применено следующее техническое решение. Предлагаемое изобретение предусматривает создание способа непрерывного двухосного растяжения пленки за счет перехода через седлообразную поверхность, при котором в процессе двухосного растяжения поверхности пленки прикладывают силы соответственно поперечного и продольного растяжения к другой касательной (тангенциальной) плоскости, так что пленка испытывает плавный перенос в трехмерном пространстве от узкой грани, т.е. кромки, через седлообразную поверхность к широкой грани с регулированием толщины двухосно растягиваемой пленки путем управления формой седлообразной поверхности.
Предлагаемым изобретением предусмотрено создание устройства для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность для осуществления вышеуказанного способа, при этом предлагаемое устройство содержит модуль с угловым расположением колес и модуль с параллельным расположением колес, при этом угол между колесами поперечного растяжения в модуле с угловым расположением колес является регулируемым, а два колеса в модуле с параллельным расположением колес расположены параллельно, при этом оно снабжено закрепительным жгутом, обеспечивающим прижатие правого и левого края пленки к периферийной поверхности колеса поперечного растяжения и колеса продольного растяжения, с достижением при этом поперечного растяжения пленки за счет вращения колеса поперечного растяжения и продольного растяжения пленки за счет разности линейных скоростей колеса поперечного растяжения и колеса продольного растяжения. За счет синергического действия закрепительного жгута с колесом поперечного растяжения и колесом продольного растяжения силы соответственно поперечного растяжения и продольного растяжения прикладываются к другой касательной плоскости пленочной поверхности с образованием при этом седлообразной поверхности.
Упомянутый модуль с угловым расположением колес содержит два подмодуля, которые расположены симметрично, и каждый из которых содержит одно колесо поперечного растяжения, так что два симметрично расположенные колеса поперечного растяжения образуют между собой угол; упомянутое колесо поперечного растяжения расположено в нижней части с первым соединительным узлом, имеет снаружи первую опорную пластину, расположенную параллельно, и ось колеса поперечного растяжения проходит через упомянутую первую опорную пластину, которая расположена вертикально в нижней части с нижним основанием. Упомянутое нижнее основание находится в конце вблизи входа модуля с угловым расположением колес с вилочной позиционирующей стойкой, и в конце вблизи выхода модуля с угловым расположением колес с первой выходной позиционирующей стойкой, при этом предусмотрена вилка, которая расположена у упомянутой вилочной позиционирующей стойки. Соответствующие вилки на конце соединены с первым подающим винтом посредством соответствующей входной гайки, и соответствующие первые выходные позиционирующие стойки соединены со вторым подающим винтом посредством соответствующей первой выходной гайки.
Упомянутый первый соединительный узел содержит первый закрепительный жгут, первое скользящее колесо и первое предварительно нагруженное колесо, при этом упомянутый первый закрепительный жгут охватывает совокупность первых скользящих колес, контактируя снаружи с упомянутым первым предварительно нагруженным колесом; при этом ось соответствующих первых скользящих колес проходит через первую опорную пластину.
В модуле с угловым расположением колес угол, образованный концами двух вилок, является регулируемым посредством первого подающего винта, а расстояние между колесами поперечного растяжения на выходе модуля с угловым расположением колес является регулируемым посредством второго подающего винта с обеспечением, тем самым, регулирования выходной ширины пленки после снятия последней с колеса поперечного растяжения для обеспечения возможности непрерывного регулирования степени поперечного растяжения. Угол β между двумя колесами поперечного растяжения в целом находится в диапазоне больше 0°, но меньше 180° (0°<β<180°). В первом соединительном узле сначала регулируют натяжение первого закрепительного жгута на первом скользящем колесе с помощью первого предварительно нагруженного колеса, после чего управляют натяжением пленки на скользящем колесе путем регулирования натяжения первого закрепительного жгута, чтобы обеспечить плотное закрепление пленки.
Упомянутый модуль с параллельным расположением колес содержит два подмодуля продольного растяжения, которые расположены симметрично и каждый из которых включает одно колесо продольного растяжения, при этом эти два симметрично расположенные колеса продольного растяжения расположены параллельно; упомянутое колесо продольного растяжения установлено в нижней части со вторым соединительным узлом и имеет снаружи вторую опорную пластину, расположенную параллельно, при этом ось колеса продольного растяжения проходит через вторую опорную пластину. Вторая опорная пластина расположена на конце вблизи входа модуля с параллельным расположением колес с направляющим отверстием, и на конце вблизи выхода модуля с параллельным расположением колес со второй выходной позиционирующей стойкой. Соответствующие направляющие отверстия соединены с направляющим стержнем, и соответствующие вторые выходные позиционирующие стойки соединены с третьим подающим винтом посредством соответствующей второй выходной гайки.
Упомянутый второй соединительный узел содержит второй закрепительный жгут, второе скользящее колесо и второе предварительно нагруженное колесо, при этом упомянутый второй закрепительный жгут охватывает совокупность вторых скользящих колес, контактирует снаружи со вторым предварительно нагруженным колесом, а ось соответствующих вторых скользящих колес проходит через вторую опорную пластину.
В модуле с параллельным расположением колес расстояние между колесами продольного растяжения является регулируемым за счет взаимодействия между третьим подающим винтом и направляющим стержнем; в целом расстояние между параллельными колесами несколько больше, чем расстояние между колесами поперечного растяжения на выходе модуля с угловым расположением колес; во втором соединительном узле сначала настраивают натяжение второго закрепительного жгута на втором скользящем колесе с помощью второго предварительно нагруженного колеса, после чего управляют натяжением пленки на скользящем колесе путем регулирования натяжения второго закрепительного жгута, чтобы обеспечить плотное закрепление пленки.
Принцип управления предлагаемым устройством для синхронного двухосного растяжения пленки на основе перехода через седлообразную поверхность состоит в следующем. В процессе двухосного растяжения поверхности пленки, когда силы поперечного и продольного растяжения действуют соответственно на другую касательную плоскость, пленка испытывает плавный перенос в трехмерном пространстве от узкой грани (кромки) через седлообразную поверхность к широкой грани с регулированием толщины двухосно растягиваемой пленки путем управления формой седлообразной поверхности. Для соединения левого и правого краев пленки с периферийной поверхностью колеса поперечного растяжения и колеса продольного растяжения использован соответствующий закрепительный жгут (то есть, для соединения левого и правого краев пленки с периферийной поверхностью колеса поперечного растяжения использован первый закрепительный жгут, а для соединения левого и правого краев пленки с периферийной поверхностью колеса продольного растяжения использован второй закрепительный жгут), при этом управление поперечным растяжением осуществляют регулированием угла между двумя колесами поперечного растяжения, а управление продольным растяжением осуществляют регулированием разности линейных скоростей колеса поперечного растяжения и колеса продольного растяжения. Модуль с параллельным расположением колес выполнен с возможностью растяжения пленки в обе стороны в поперечном направлении, уплощения ее и придания ей формы, причем в процессе продольного растяжения в контакте с устройством находится только край пленки, при этом поверхность пленки не повреждается трением.
По сравнению с известными механическими устройствами зажимного типа устройство согласно предлагаемому изобретению имеет следующие преимущества.
1. Под действием внешней силы пленка испытывает непрерывное синхронное двухосное растяжение и образует в трехмерном пространстве седлообразную поверхность, подобную гиперболическому параболоиду. Благодаря управлению формой седлообразной поверхности предлагаемое изобретение обеспечивает эффективное предотвращение перекоса, равномерность толщины и регулирование микроструктуры пленки.
2. Угол между колесами поперечного растяжения является изменяемым за счет регулирования положения первого подающего винта и второго подающего винта, чем обеспечено регулирование степени поперечного растяжения; непрерывное синхронное двухосное растяжение пленки достигается благодаря непрерывному прижимающему действию закрепительного жгута на пленку и растягивающему действию модуля с угловым расположением колес.
3. В процессе двухосного растяжения закрепительный жгут находится в линейном контакте с пленкой, чем предотвращено попадание края пленки под неравномерное силовое воздействие, которое имеет место в традиционном процессе растяжения по причине интервалов между зажимами, и это представляет преимущество с точки зрения улучшения равномерности по толщине получаемой пленки.
4. При работе устройства закрепительный жгут всегда находится в одной и той же плоскости, отсутствуют пространственные и другие сложные деформации, и ширина закрепительного жгута не ограничена; при этом нет необходимости, чтобы закрепительный жгут преодолевал сопротивление трения, нагрузка на него мала, и срок его службы удлиняется.
5. Закрепительный жгут легко сжимается при закручивании и дорожка качения, работа модуля с угловым расположением колес по синхронному растяжению легко управляема, конструкция и детали предлагаемого устройства просты и легки в изготовлении и сборке и предъявляют относительно низкие требования к основному процессу. Устройство свободно от недостатков известного устройства зажимного типа, которое требует точности выполнения направляющей рейки, двигательного привода и системы управления и т.д., благодаря чему обеспечено снижение стоимости производственного процесса.
Краткое описание прилагаемых графических материалов
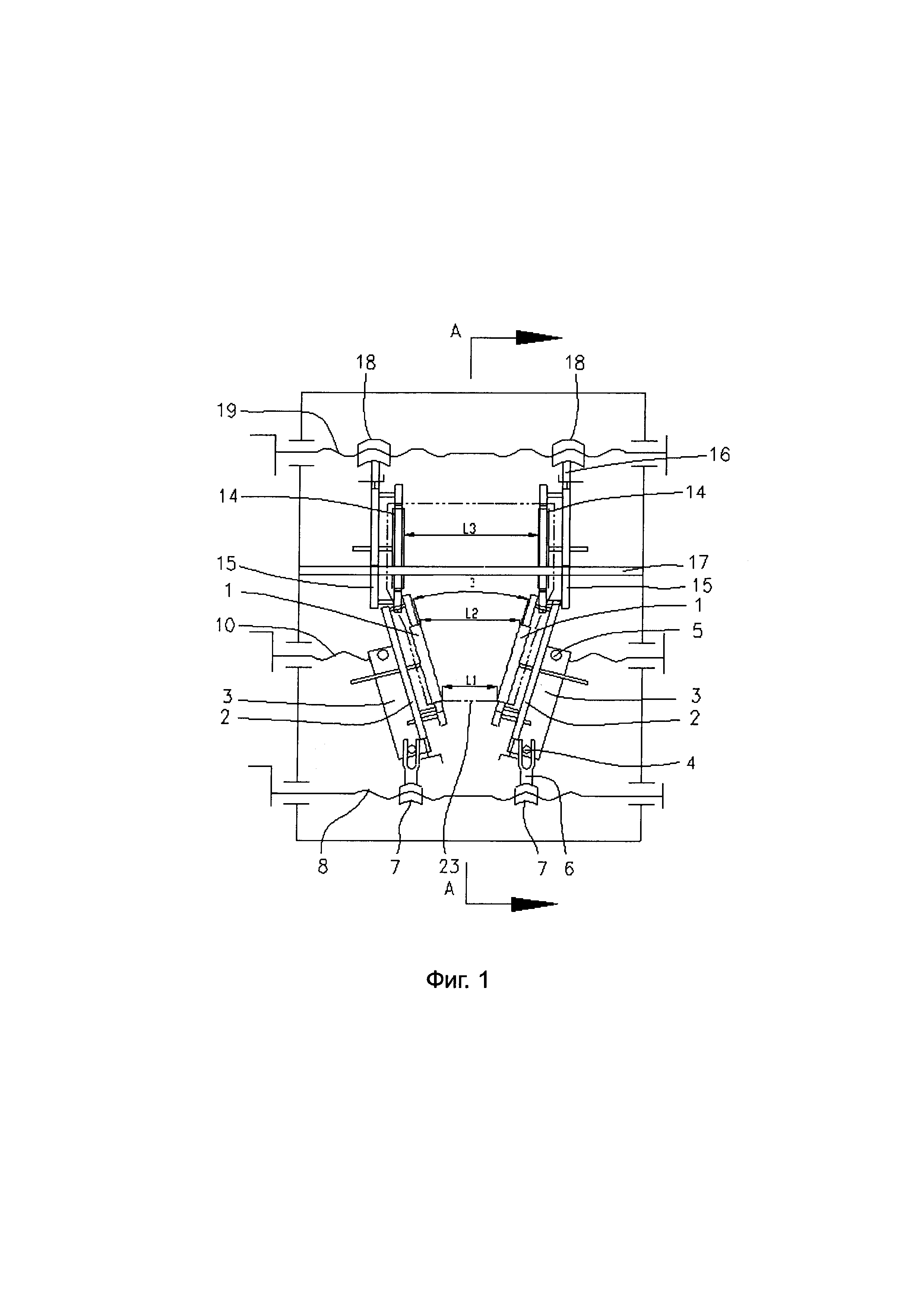
На фиг. 1 схематично изображена конструкция предлагаемого устройства для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность, устройство изображено в состоянии двухосного растяжения.
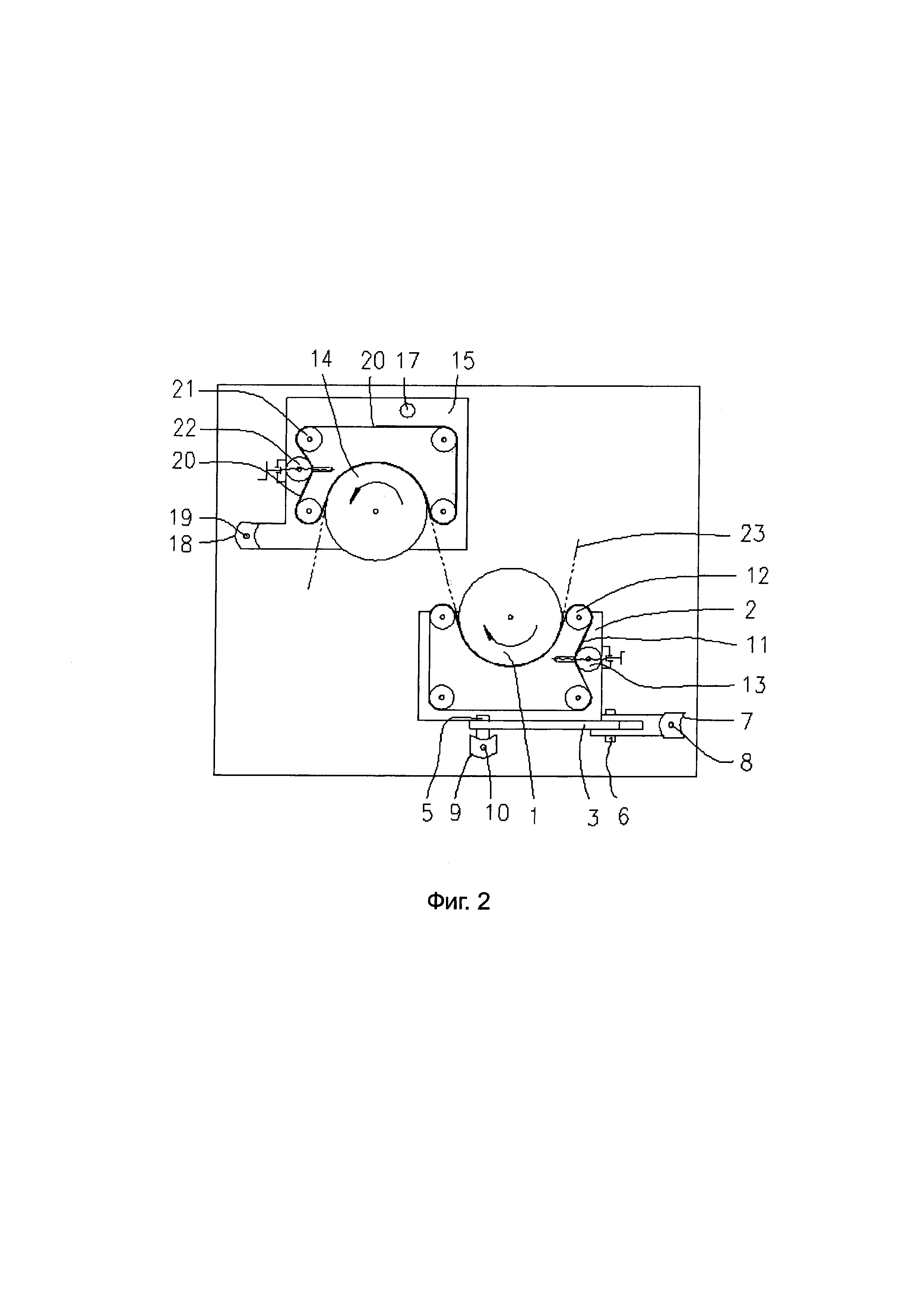
На фиг. 2 устройство, изображенное на фиг. 1, показано в разрезе по А -А.
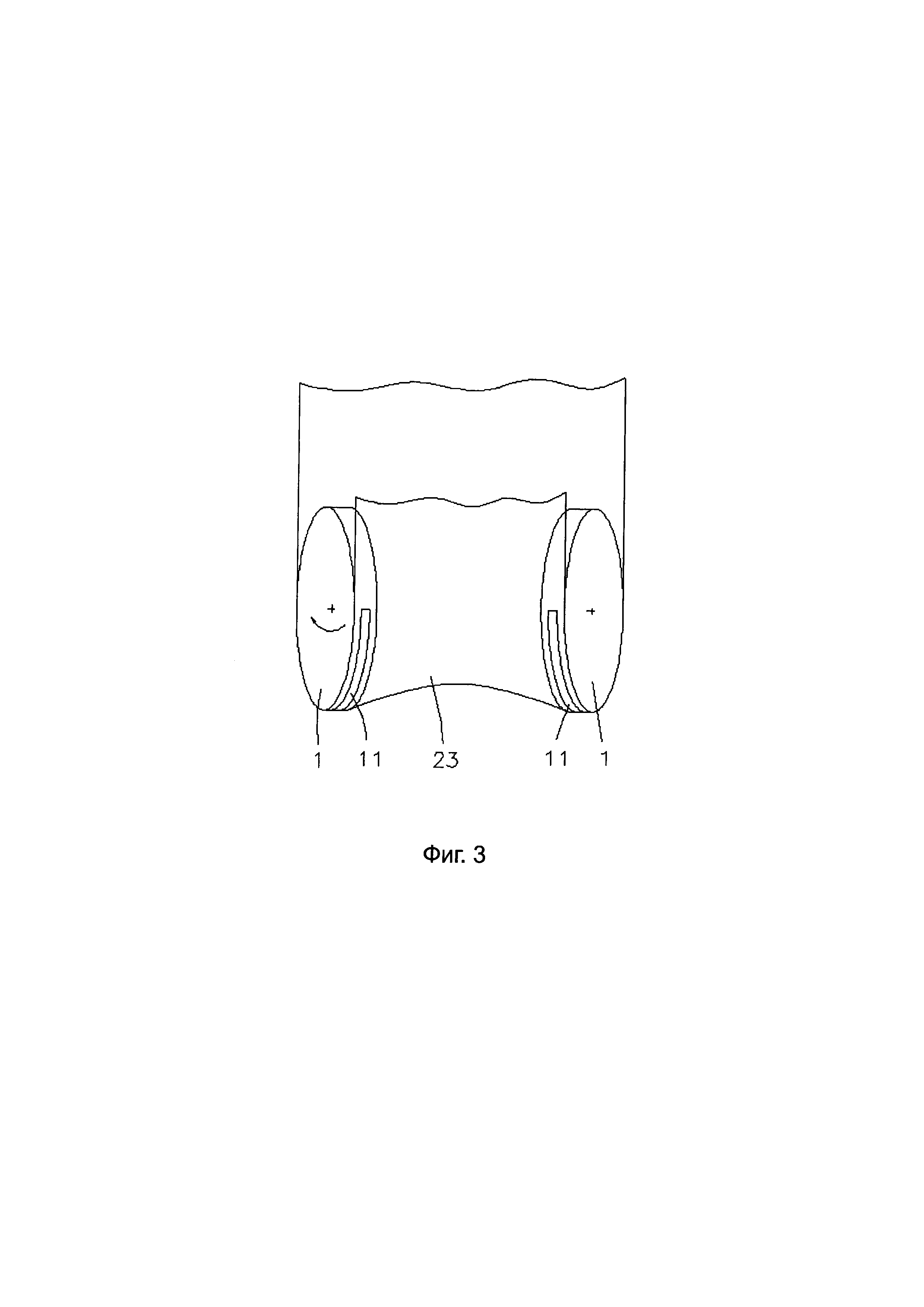
На фиг. 3 схематично изображена пленка на модуле с угловым расположением колес, образующая седлообразную поверхность.
Подробное описание предлагаемого изобретения
Далее предлагаемое изобретение будет описано подробно на примерах конкретного осуществления, однако должно быть понятно, что объем предлагаемого изобретения рассматриваемыми примерами не ограничивается.
Пример
В этом примере рассматривается устройство для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность, изображенное на фиг. 1, которое содержит модуль с угловым расположением колес и модуль с параллельным расположением колес, расположенный за ним по направлению транспортирования пленки. Угол между двумя колесами поперечного растяжения в модуле с угловым расположением колес является регулируемым, два колеса продольного растяжения в модуле с параллельным расположением колес расположены параллельно. Для соединения левого и правого краев пленки с периферийной поверхностью колеса поперечного растяжения и колеса продольного растяжения использован соответствующий закрепительный жгут, и при транспортировке пленки вперед при вращении колеса поперечного растяжения обеспечивается поперечное растяжение пленки. Продольное растяжение пленки обеспечивается при транспортировке пленки вперед за счет разности линейных скоростей колеса поперечного растяжения и колеса продольного растяжения. За счет синергического действия соответствующего закрепительного жгута с колесом поперечного растяжения и колесом продольного растяжения силы соответственно поперечного растяжения и продольного растяжения прикладываются к другой касательной плоскости пленочной поверхности с образованием при этом седлообразной поверхности.
Как можно видеть на фиг. 1 или фиг. 2, модуль с угловым расположением колес содержит два симметрично расположенных подмодуля поперечного растяжения, каждый из которых имеет одно колесо 1 поперечного растяжения, при этом эти два симметрично расположенных колеса поперечного растяжения образуют между собой угол. Колесо поперечного растяжения расположено в нижней части с первым соединительным узлом и имеет снаружи первую опорную пластину 2, расположенную параллельно. Ось колеса поперечного растяжения проходит через упомянутую первую опорную пластину, которая расположена вертикально в нижней части с нижним основанием 3. Упомянутое нижнее основание находится на конце вблизи входа модуля с угловым расположением колес с вилочной позиционирующей стойкой 4 и в конце вблизи первой выходной позиционирующей стойки 5, при этом на упомянутой вилочной позиционирующей стойке выполнена вилка 6. Соответствующие вилки соединены на конце с первым подающим винтом 8 через посредство соответствующей входной гайки 7, и соответствующие первые выходные позиционирующие стойки соединены со вторым подающим винтом 10 через посредство соответствующей выходной гайки 9. Первый соединительный узел содержит первый закрепительный жгут 11, первое скользящее колесо 12 и первое предварительно нагруженное колесо 13, при этом упомянутый первый закрепительный жгут охватывает четыре первых скользящих колеса, контактируя снаружи с первым предварительно нагруженным колесом. Ось соответствующих первых скользящих колес проходит через первую опорную пластину. Упомянутая вилка имеет U-образную выемку, и упомянутое нижнее основание введено в эту U-образную выемку через вилочную позиционирующую стойку. Что касается центральной линии пленки 23, то левая и правая резьбы на первом подающем винте обеспечивают вращение в разные стороны, то же верно и в отношении левой и правой резьбы на втором подающем винте. В модуле с угловым расположением колес угол, образованный концами двух вилок, является регулируемым посредством первого подающего винта, а расстояние между колесами поперечного растяжения на входе модуля с угловым расположением колес приспособлено к ширине L1 пленки на входе. Расстояние между колесами поперечного растяжения на выходе модуля с угловым расположением колес регулируется посредством второго подающего винта, обеспечивая, тем самым, регулирование выходной ширины L2 пленки при ее снятии с модуля с угловым расположением колес для достижения непрерывной регулируемости степени поперечного растяжения. Угол β между двумя колесами поперечного растяжения в целом находится в диапазоне больше 0°, но меньше 180° (0°<β<180°). Края обеих сторон предварительно нагретой пленки первым закрепительным жгутом прижаты к периферийной поверхности двух синхронно вращающихся колес поперечного растяжения. Пленка плотно и равномерно закреплена без пропусков, так что в процессе поперечного растяжения обеспечено равномерное действие на пленку силы растяжения, благодаря чему повышена равномерность толщины растянутой пленки и повышена пространственная устойчивость продукта.
Модуль с параллельным расположением колес содержит два подмодуля, которые расположены симметрично и каждый из которых имеет одно колесо 14 продольного растяжения, при этом два симметрично расположенных колеса продольного растяжения расположены параллельно. Упомянутое колесо продольного растяжения расположено в нижней части со вторым соединительным узлом и имеет снаружи вторую опорную пластину 15, расположенную параллельно, при этом ось колеса продольного натяжения проходит через эту вторую опорную пластину. Вторая опорная пластина расположена на конце вблизи входа модуля с параллельным расположением колес с направляющим отверстием, и на конце вблизи выхода модуля с параллельным расположением колес со второй выходной позиционирующей стойкой 16. Соответствующие направляющие отверстия соединены с направляющим стержнем 17, и соответствующие вторые выходные позиционирующие стойки соединены с третьим подающим винтом 19 посредством соответствующих вторых выходных гаек 18. Второй соединительный узел содержит второй закрепительный жгут 20, второе скользящее колесо 21 и второе предварительно нагруженное колесо 22. Упомянутый второй закрепительный жгут охватывает четыре скользящих колеса, контактируя снаружи со вторым предварительно нагруженным колесом. Ось соответствующих вторых шкивов (колес) проходит через вторую опорную пластину. Что касается центральной линии пленки, левая и правая резьбы на третьем подающем винте вращаются в противоположных направлениях. В модуле с параллельным расположением колес расстояние между параллельными колесами является регулируемым путем взаимодействия между третьим подающим винтом и направляющим стержнем. В целом расстояние между двумя колесами продольного натяжения несколько больше, чем расстояние между двумя колесами поперечного растяжения на выходе модуля с угловым расположением колес. Во втором соединительном узле сначала регулируют натяжение второго закрепительного жгута на втором скользящем колесе с помощью второго предварительно нагруженного колеса, после чего управляют натяжением пленки на скользящем колесе путем регулирования натяжения второго закрепительного жгута, чтобы обеспечить плотное закрепление пленки. Модуль с параллельным расположением колес имеет соединительный узел, подобный тому, которым снабжен модуль с угловым расположением колес, и независимую предварительно нагруженную конструкцию этого соединительного узла. Кроме этого, вторая опорная пластина в модуле с параллельным расположением колес прикреплена к направляющему стержню и третьему подающему винту. Синхронное относительное движение параллельных колес достигается вращением третьего подающего винта, два колеса остаются параллельными, расстояние L3 между параллельными колесами несколько больше, чем расстояние L2 снятия пленки на выходе модуля с угловым расположением колес Пленка поступает в модуль с параллельным расположением колес после растяжения в модуле с угловым расположением колес. Пленка подвергается уплощению под прижимающим действием второго закрепительного жгута, и для достижения непрерывного продольного растяжения пленки обеспечено регулирование отношения линейной скорости колеса продольного растяжения к линейной скорости колеса поперечного растяжения.
Принцип работы устройства для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность состоит в следующем. В процессе двухосного растяжения поверхности пленки, когда силы поперечного и продольного растяжения действуют соответственно на другую касательную плоскость, пленка испытывает плавный перенос в трехмерном пространстве от узкой грани через седлообразную поверхность к широкой грани (как можно видеть на фиг. 3) с регулированием равномерности толщины двухосно растягиваемой пленки за счет управления формой седлообразной поверхности. Левый и правый края пленки соответствующим закрепительным жгутом прижаты к периферийной поверхности колеса поперечного растяжения и колеса продольного растяжения, при этом управление поперечным растяжением пленки осуществлено регулированием угла между двумя колесами поперечного растяжения. Управление продольным растяжением пленки осуществлено регулированием разности линейных скоростей колеса поперечного растяжения и колеса продольного растяжения. Модуль с параллельным расположением колес выполнен с возможностью растягивать пленку в обе стороны в поперечном направлении и делать ее плоской и придавать ей форму, и только край пленки контактирует с устройством в процессе продольного растяжения, при этом поверхность пленки не повреждается трением.
Предлагаемое изобретение может быть успешно осуществлено как описано выше. Описанные выше примеры - это только предпочтительные варианты осуществления предлагаемого изобретения и не являются ограничивающими его объем. То есть, в объем предлагаемого изобретения включены вариации и модификации, определяемые прилагаемой формулой изобретения.
Реферат
Группа изобретений относится к способу и устройству для непрерывного двухосного растяжения пленки на основе перехода через седлообразную поверхность. В способе двухосного растяжения поверхности пленки, когда силы поперечного и продольного растяжения прикладывают к другой касательной плоскости, пленку подвергают плавному переносу в трехмерном пространстве от узкой грани через седлообразную поверхность к широкой грани. Равномерность толщины двухосно растягиваемой пленки регулируют управлением формой седлообразной поверхности. Устройство для осуществления способа содержит модуль с угловым расположением колес и модуль с параллельным расположением колес. Угол между двумя колесами поперечного растяжения в модуле с угловым расположением колес является регулируемым. Два колеса продольного растяжения в модуле с параллельным расположением колес расположены параллельно. Поперечное растяжение пленки достигается вращением колеса поперечного растяжения. Продольное растяжение пленки достигается за счет разности линейных скоростей колеса поперечного растяжения и колеса продольного растяжения. В предлагаемом изобретении применена связанная структура колес, эффективно использована седлообразная поверхность для коррекции перекоса и сокращена поверхность контакта между пленкой и растягивающим элементом с предотвращением, тем самым, повреждения поверхности трением. Технический результат, достигаемый группой изобретений, заключается в обеспечении однородности толщины пленки как готового продукта. 2 н. и 4 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ вытягивания непрерывного полимерного листового материала и устройство для его осуществления
Комментарии