Непрерывный поточный способ формирования многослойной упаковочной пленки - RU2121437C1
Код документа: RU2121437C1
Чертежи
Описание
Изобретение касается непрерывного поточного способа формирования многослойной упаковочной пленки для создания упаковки для продукта, который разлагается и образует нежелательные деградационные композиции.
Такими разлагающимися и образующими нежелательные вещества продуктами являются, например маслосодержащие продукты.
Маслосодержащие пищевые продукты, которые упаковывают и хранят при обычных условиях, обладают ограниченными сроками годности при хранении, частично вследствие разложения масла в окислительных реакциях. Срок годности при хранении упакованного продукта означает период времени, в течение которого качественные свойства продукта не имеют четких различий со свойствами свежеприготовленного продукта. С течением времени изменяется влажность, и разложение масла отрицательно влияет на аромат, текстуру и вкус упакованного пищевого продукта. Ранее с подобными явлениями боролись путем упаковывания маслосодержащих пищевых продуктов в упаковки, включающие пленки, препятствующие проникновению влаги и кислорода, непрозрачные пленки, которые ослабляют реакции, протекающие под воздействием света, а также путем промывания упаковки инертным газом, таким как азот. С помощью этих мер в некоторой степени удается увеличить срок годности при хранении маслосодержащих упакованных пищевых продуктов. Однако внутри упаковки неизбежно происходит некоторое разложение пищевого продукта, и меры для предотвращения окисления, такие как использование перегораживающих пленок, в этом случае приводят к задержанию нежелательных побочных продуктов, таких как альдегиды, придающих продуктам прогорклый привкус, и которые вносят свой вклад в порчу пищевого продукта.
Далее, последние технические решения, направленные на увеличение срока годности при хранении, не только включали средства для уменьшения окислительного разложения масла, но и учитывали образование внутри упаковки окислительных побочных продуктов, таких как альдегиды. Данные подходы используют в упаковочном материале слой, обладающий желаемым особенным физическим упаковочным свойством. Здесь особенное физическое упаковочное свойство определяется как свойство слоя упаковочного материала, который взаимодействует с упакованным продуктом питания и/или образует некоторого рода перегородку между внутренним и внешним пространствами упаковки. Такая перегородка может ингибировать процессы проникновения влаги, кислорода, света и т.п. внутрь упаковки или процессы их выхода из нее. Таким путем в качестве слоя пленки упаковки для абсорбции или улавливания продуктов разложения масла использовали слой пленки с особенным физическим упаковочным свойством, таким как способность улавливать продукты разложения масла. Подробные описания пленок с особенными физическими упаковочными свойствами имеются в PCT-заявке N 92/05514 и публикации N WO 93/01049, а также во всех ссылках, приведенных в них. Таким образом, упаковку конструируют так, чтобы образование побочных продуктов разложения масла внутри упаковки значительно уменьшилось.
Предпочтительной композицией, поглощающей альдегиды, известной в прототипах, является полиэтиленимин (ПЭИ). Полиэтиленимин содержит первичные и вторичные аминогруппы, которые обладают реакционной способностью по отношению к альдегидам, таким, как пентаналь, гексаналь и гептаналь, но значительно более низкой по отношению к другим органическим соединениям, таким, как 2-метилбутаналь, толуол, метилпиразин и 4-гептанол. Полиэтиленимин может быть использован в прямом или, предпочтительно, в непрямом контакте с пищевыми продуктами и является стабильным при его размещении внутри упаковочного материала. Известно, что его используют как исходный материал для формирования слоистых пленочных структур, которые могут быть использованы в качестве упаковочных материалов. В патенте Хейна и др. (патент США N 4,439,493) полиэтиленимин описан как исходный материал для многослойных ориентированных пленочных структур, которые можно герметизировать сварным швом. В этой ссылке приведено применение полиэтиленимина в прототипах упаковочных материалов. Иные, чем ПЭИ, защитные покровные композиции также приводят к улучшению особенных физических упаковочных свойств, таких как обеспечение препятствия по отношению к влаге и запахам, абсорбция кислорода, усиление запаха и др. Примеры таких защитных покрытий, кроме ПЭИ, включают акриловый материал, ПВС (поливиниловый спирт), ароматизаторы, поглотители кислорода и ПВДХ (поливинилиденхлорид).
В известных технических решениях проблемы возникают при попытке получения упаковочного материала со слоем пленки с желаемым особенным физическим упаковочным свойством, при том, чтобы конечный продукт был относительно недорогим и к тому же обладал наилучшими желаемыми свойствами. Как правило, ранее требовались дорогие и фигкованные стадии нанесения слоя материала с желаемыми особенными физическими упаковочными свойствами на слой подложки, такого как полипропилен, или же использовался непоточный способ формирования различных слоев упаковочного материала, что не всегда приводит к упаковочной пленке, которая выполняет желаемую функцию и имеет необходимые физические свойства при разумной цене.
Например, в патенте США N 5,156,904 описан поточный процесс для экструзии ПЭИ на пленке подложки перед ее растяжением в перпендикулярном направлении. Пленка, полученная по данному способу, после ее перпендикулярного растяжения может быть затем покрыта в непоточном процессе экструдированным слоем сополимера или связана с полимером типа
Однако, дополнительные стадии в непоточном процессе дороги. Кроме того, поскольку пленку растягивают перед наложением экструдированного слоя сополимера или полимера типа

Учитывая вышеупомянутые недостатки известных технологий, настоящее изобретение предлагает способ, сочетающий экономичность поточного способа получения пленки с нанесением экструзионного покрытия с целью достижения желаемых особых физических упаковочных свойств.
Согласно изобретению, способ указанного во введении типа, включающий экструзию слоя подложки для поддержки упаковочной пленки, продольное ориентирование слоя подложки в направлении ее движения, покрытие одной из сторон экструдированного ориентированного слоя подложки слоем жидкой пленки, которая уменьшает вредные эффекты деградационных композиций, обусловленные разложением продукта, обеспечивая первое особенное физическое упаковочное свойство, последующее высушивание слоя пленки и экструзию покрывающего слоя герметика на высушенный слой пленки, обеспечивающего отделения продукта в упаковке от слоя пленки, имеет те особенности, что после экструзии покрывающего слоя герметика осуществляют процесс растяжки в ширильной машине, покрытой герметиком высушенной упаковочной пленки для достижения ее полной ориентации и уменьшения таким образом толщины покрывающего слоя герметика для увеличения его проницаемости по отношению к деградационным композициям.
В качестве слоя подложки предпочтительно используют полипропилен.
В предпочтительном варианте выполнения с полипропиленовой подложкой, способ по изобретению дополнительно включает стадии экструзии связующего слоя одновременно с экструзией подложки с закреплением связующего слоя на ее другой стороне и обработки одной из сторон слоя подложки для подготовки его к нанесению и закреплению на нем слоя пленки.
В качестве слоя пленки, наносимого на одну из сторон слоя подложки, ориентированного в направлении его движения, предпочтительно использовать полиэтиленимин для формирования улавливателя продукта, образующегося в процессе разложения масла, когда упаковочная пленка используется для упаковки маслосодержащих продуктов, а в качестве покрывающего слоя предпочтительно использовать герметик, проницаемый по отношению к деградационной композиции, способствуя тем самым улавливанию деградационной композиции в полиэтиленимине.
Указанный вариант выполнения может дополнительно включать стадию покрытия ориентированного слоя подложки поливиниловым спиртом в качестве препятствия для кислорода.
Альтернативно, способ по изобретению дополнительно включает стадию покрытия ориентированного слоя подложки акриловым материалом в качестве препятствия для запаха и для улучшения аромата.
Еще одна альтернатива дополнительно включает стадию покрытия ориентированного слоя подложки материалом SARANR в качестве препятствия для кислорода и влаги.
Для обработки одной из сторон подложки может быть также использован коронный разряд для того, чтобы вызвать неупорядоченное окисление связующей поверхности для образования модифицированной поверхности для улучшения закрепления на ней слоя покрытой пленки.
Вышеупомянутое покрытие подложки полиэтиленимином осуществляют обычно в количестве 1,87 - 74,64 г/м2 (0,005 - 0,2 фунтов на рим.), предпочтительно в пределах 18,7 - 37,32 г/м2.
Растяжение пленки в ширильной машине осуществляют до достижения ее конечной толщины, предпочтительно в пределах 0,001 - 0,0025 мм.
Еще один вариант выполнения способа дополнительно включает стадии покрытия другой стороны слоя подложки, после высыхания на ее первой стороне слоя пленки, другим слоем пленки, ослабляющим дополнительные вредные воздействия деградационных композиций, вызванных разложением продукта, обеспечивая второе особенное физическое упаковочное свойство, и высушивания покрытого слоя подложки с другой стороны перед экструдированием слоя герметика на указанный слой подложки.
Примером упаковываемого продукта в данном случае будут картофельные чипсы, содержащие около 30 вес.% масла.
Другие маслосодержащие продукты, которые могут быть улучшены по данному способу, включают иные маловлажные соленые легкие закуски, такие как кукурузные и маисовые чипсы, легкие закуски на основе экструдированной кукурузы, претцели, воздушная кукуруза, выпечные продукты, такие как печенья, круглые вышки, кексы, крекеры, приправленные на основе масла продукты, содержащие жир кондитерские изделия, молочные продукты, кулинарные масла, каши и др.
В соответствии с данным способом, увеличение срока годности при хранении может быть осуществлено с использованием любой композиции, способный поглощать эффективные количества альдегидов, как определено здесь и пригодной к применению в прямом или непрямом контакте с пищей. При выборе композиции, поглощающей альдегиды, необходимо принимать во внимание ее селективность по отношению к поглощению альдегидов. Внутри герметизированной упаковки пфигутствуют другие органические вещества, придающие ароматы и запахи, связанные с пищевым продуктом, которые улучшают органолиптические свойства пищи. Примерами таких органических соединений является пиразины. Композиции, которые поглощают альдегиды и одновременно удаляют значительные количества желательных органических соединений, могут продлевать срок годности при хранении, однако приводить к пресным, безвкусным пищевым продуктам. Таким образом выбор композиции, поглощающей альдегиды, следует делать с учетом избирательности композиции по отношению к поглощению альдегидов.
Композиции, для которых известна способность поглощать значительные количества альдегидов, могут быть выбраны из числа соединений, содержащих первичные и/или вторичные аминогруппы, а также из числа сильных неорганических оснований. Предпочтительно выбирать композиции, поглощающие альдегиды, из группы, включающей полимеры с высоким содержанием первичных аминогрупп и сильные неорганические основания. Более предпочтительно выбирать композиции, поглощающие альдегиды, из группы, включающей полиэтиленимин, полимеры, содержащие этилендиамин, диизопропаноламин, гидроксид натрия и гидроксид кальция. Тип композиции может быть таким, что она непосредственно контактирует с пищевым продуктом, или таким, что она имеет непрямой контакт с пищей и отделена функциональным барьером, который предотвращает прямой контакт между композицией, поглощающей альдегиды, и пищевым продуктом, но через который альдегиды могут проникать и приходить в контакт с композицией, поглощающей альдегиды. В первом случае композиция, поглощающая альдегиды, может быть расположена как внутренний слой упаковочного материала, полученного в поточном процессе, для прямого контакта с пищевым продуктом и образовавшимися побочными альдегидными продуктами. Во втором случае композиция, поглощающая альдегиды, может также быть расположена в виде отдельного слоя или тонкой пленки внутри упаковочного материала, полученного в поточном процессе, и иметь непрямой контакт с пищевым продуктом. Такие варианты осуществления будут функционировать в соответствии с настоящим изобретением, если образовавшиеся альдегиды могут проникать через все промежуточные слои и вступать в контакт с композицией, поглощающей альдегиды.
Следует использовать эффективное количество композиции, поглощающей альдегиды. Под эффективным количеством имеется в виду достаточное количество композиции, поглощающей альдегиды, которое способно поглощать альдегиды, образующиеся при разложении масла с такой скоростью и в таких количествах, что уровень содержания гексаналя внутри герметизированной упаковки не превышает уровень, указывающий на порчу продукта в течение предполагаемого срока годности при хранении пищевого продукта. Эффективное количество будет зависеть от реакционной способности выбранной композиции, поглощающей альдегиды, свойствами использованного в пищевом продукте масла по отношению к разложению, а также скорости миграции альдегидов к композиции, поглощающей альдегиды, в том числе через любые промежуточные материалы, которые могут присутствовать в течение данного периода времени.
Таким образом, настоящее изобретение относится к непрерывному поточному процессу формирования многослойной упаковочной пленки, который включает экструзию слоя подложки, поддерживающей упаковочную пленку; продольное ориентирование слоя подложки в направлении движения пленки (НДП); покрытие одной стороны экструдированного ориентированного слоя слоем пленки в жидкой форме, которая обеспечивает особенное физическое упаковочное свойство (например, МУЛВ); высушивание покрытого слоя пленки; экструзию слоя герметика на покрытие высушенного слоя пленки; и введение высушенной упаковочной пленки, покрытой герметиком, в процесс растяжки в ширильной машине для полного ориентирования пленки.
Краткое
описание чертежей
Эти и другие предметы настоящего изобретения будут более подробно описаны в последующем тексте, в
котором одинаковые позиции обозначают одинаковые элементы, со ссылкой на
чертежи, на которых:
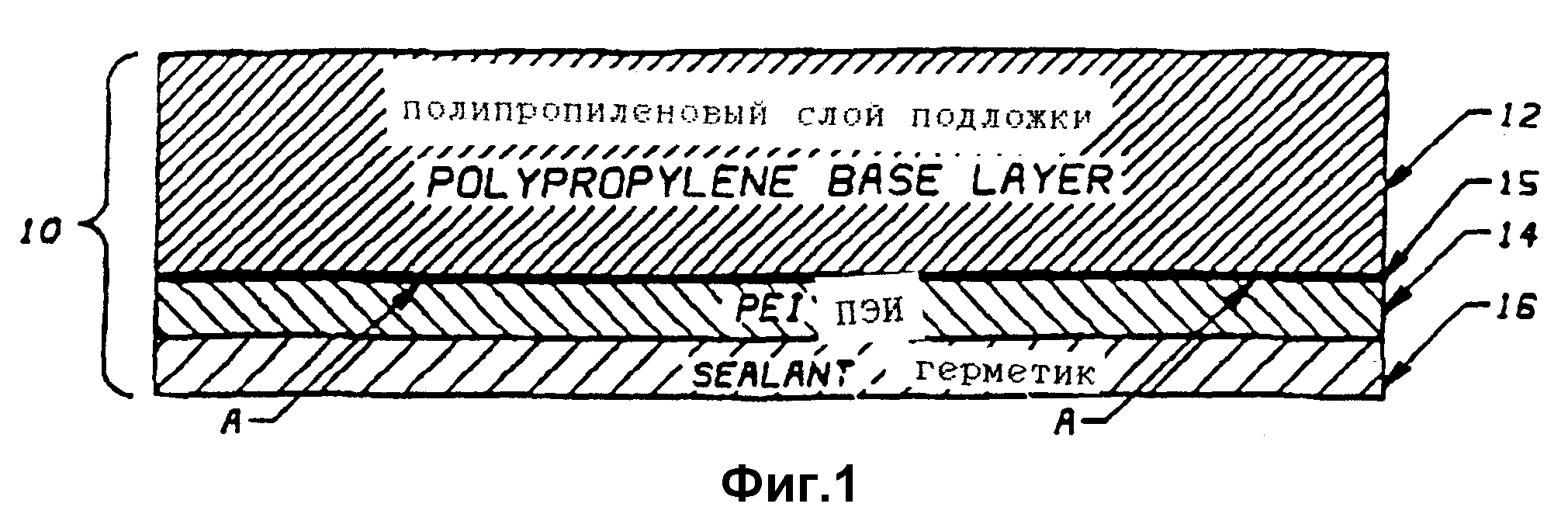
фиг. 1 - поперечное сечение основной пленки, образованной в поточном способе по настоящему
изобретению;
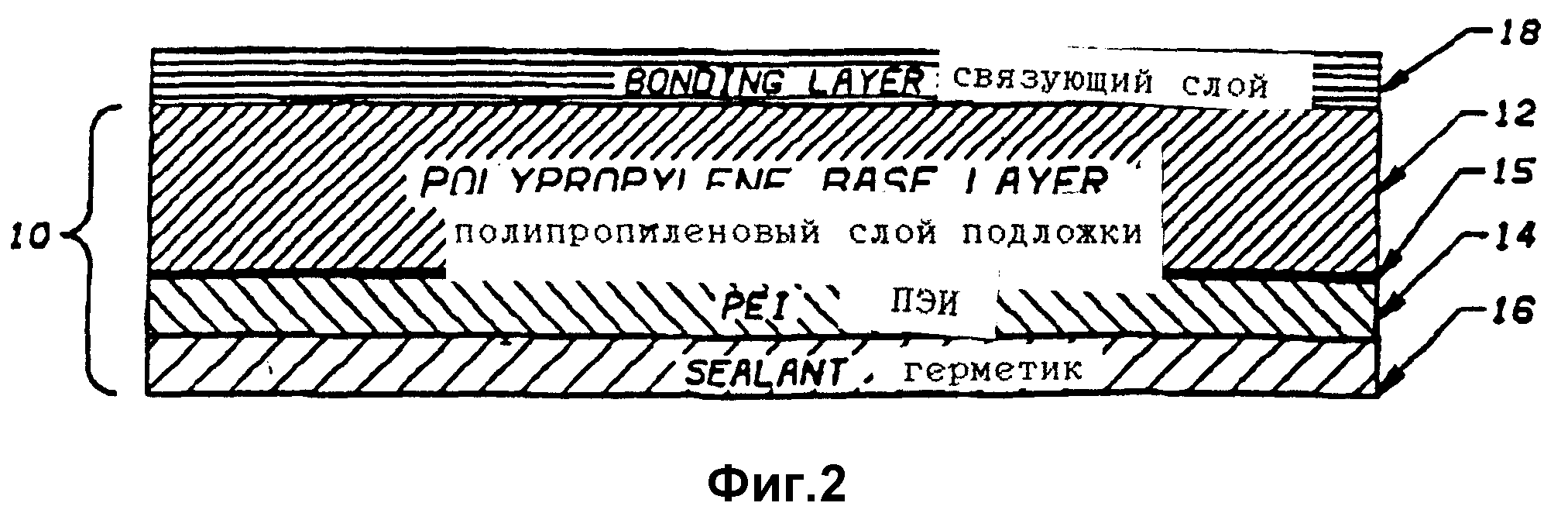
фиг. 2 - поперечное сечение пленки, полученной новым
способом по настоящему изобретению, где в пленке, изображенной на фиг. 1 добавлен связующий слой;
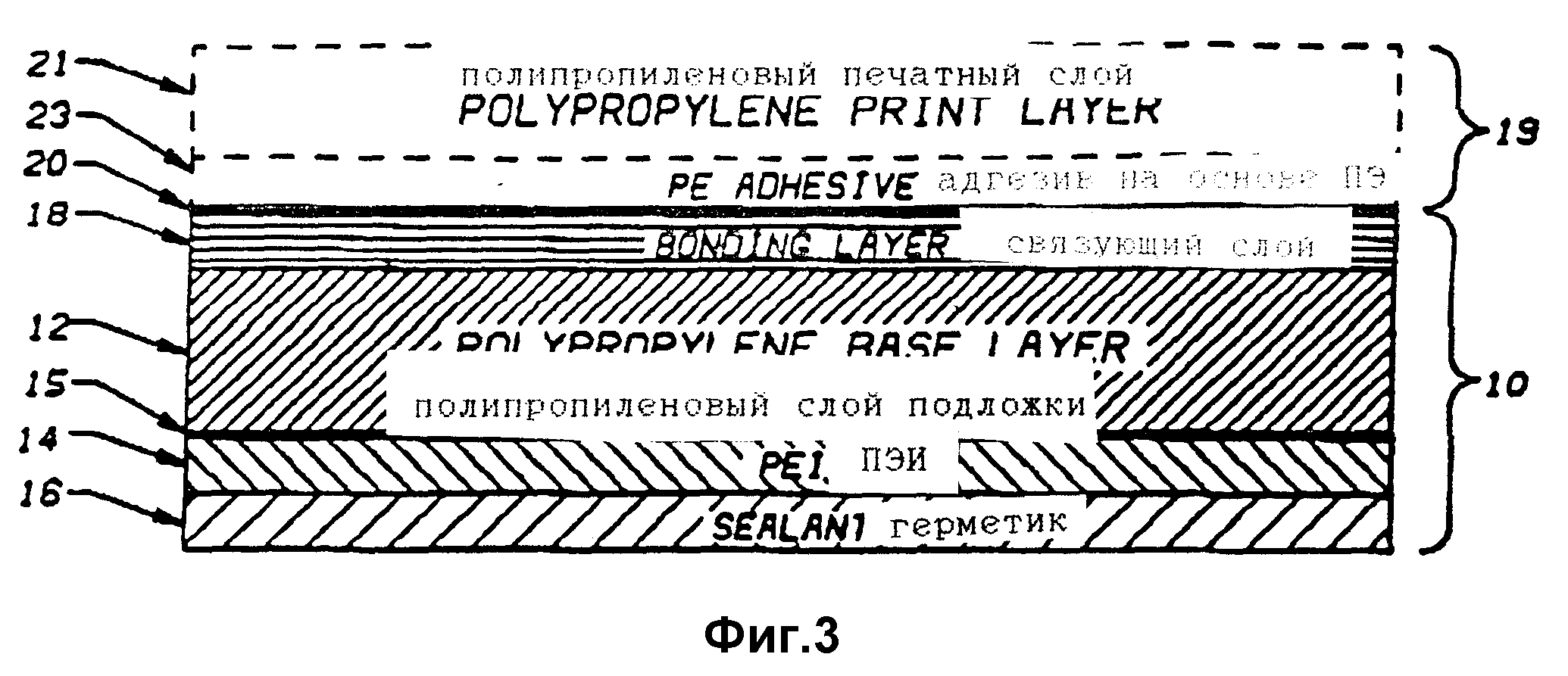
фиг. 3
- поперечное сечение, иллюстрирующее, как в пленке, полученной новым способом по
настоящему изобретению, могут присоединяться печатный слой и адгезив;
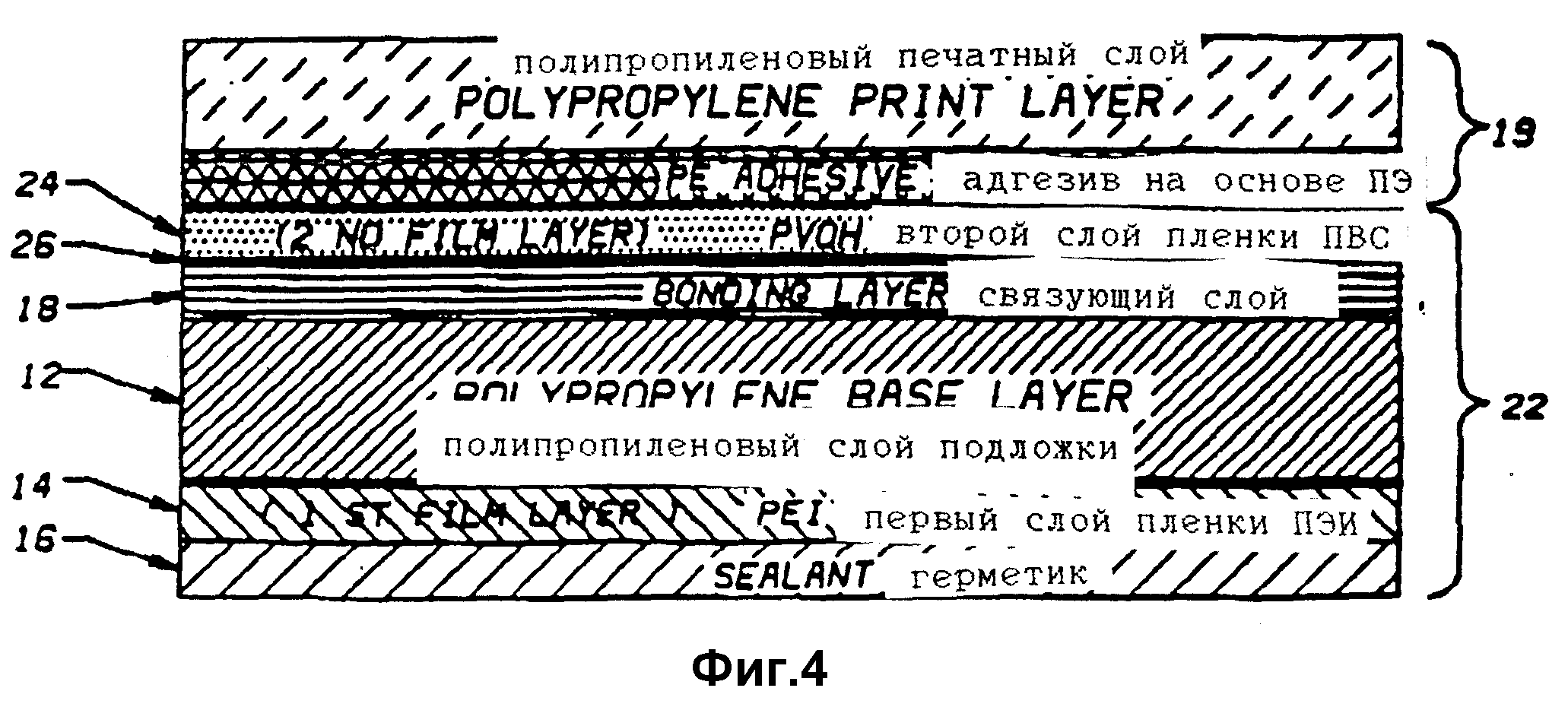
фиг. 4 - поперечное сечение
альтернативного варианта пленки, которая может быть получена способом по настоящему
изобретению и которая включает второй слой пленки, обладающей особенными физическими упаковочными свойствами,
которая может быть образована на другой стороне пленки, изображенной на фиг. 1;
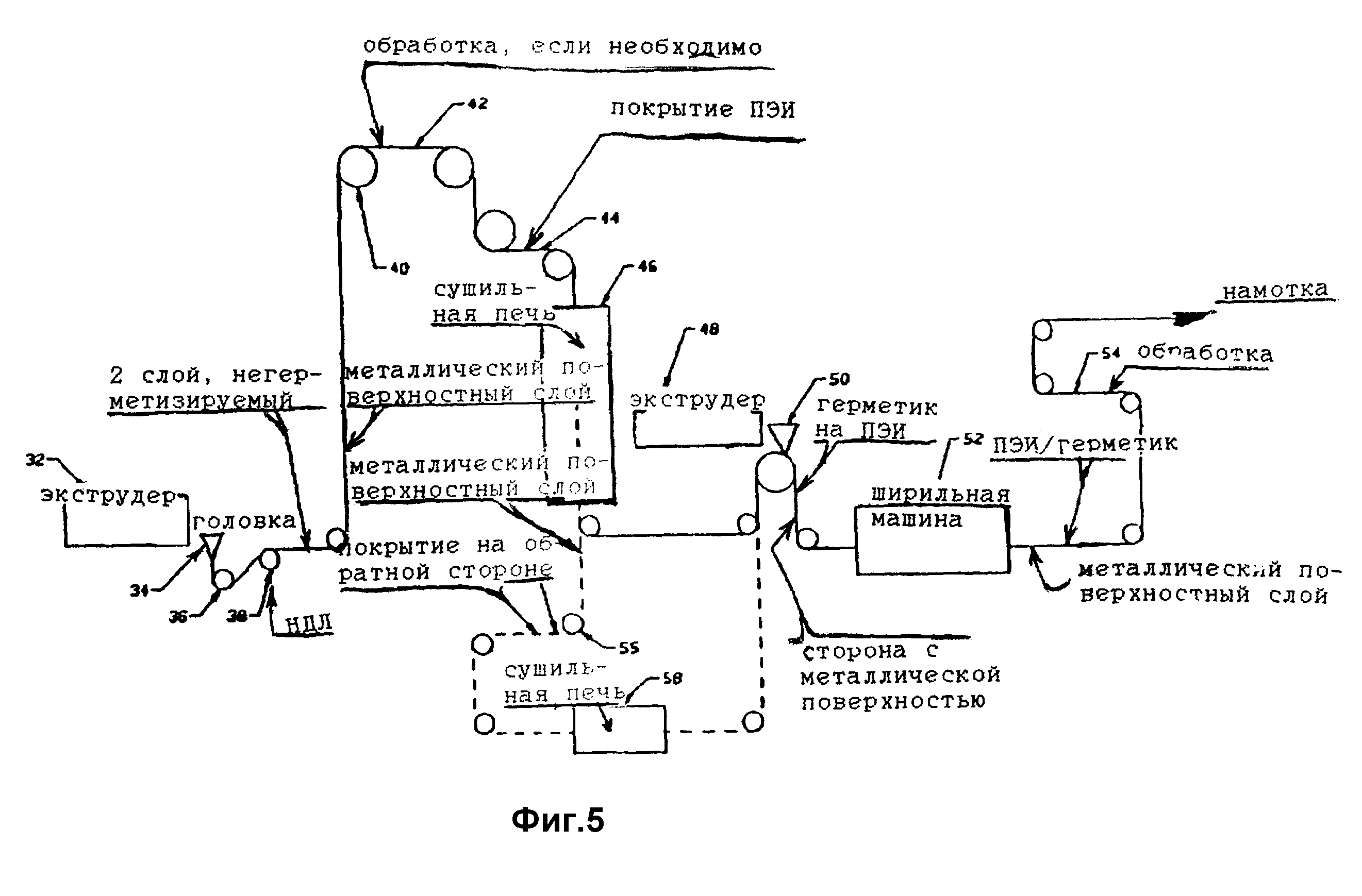
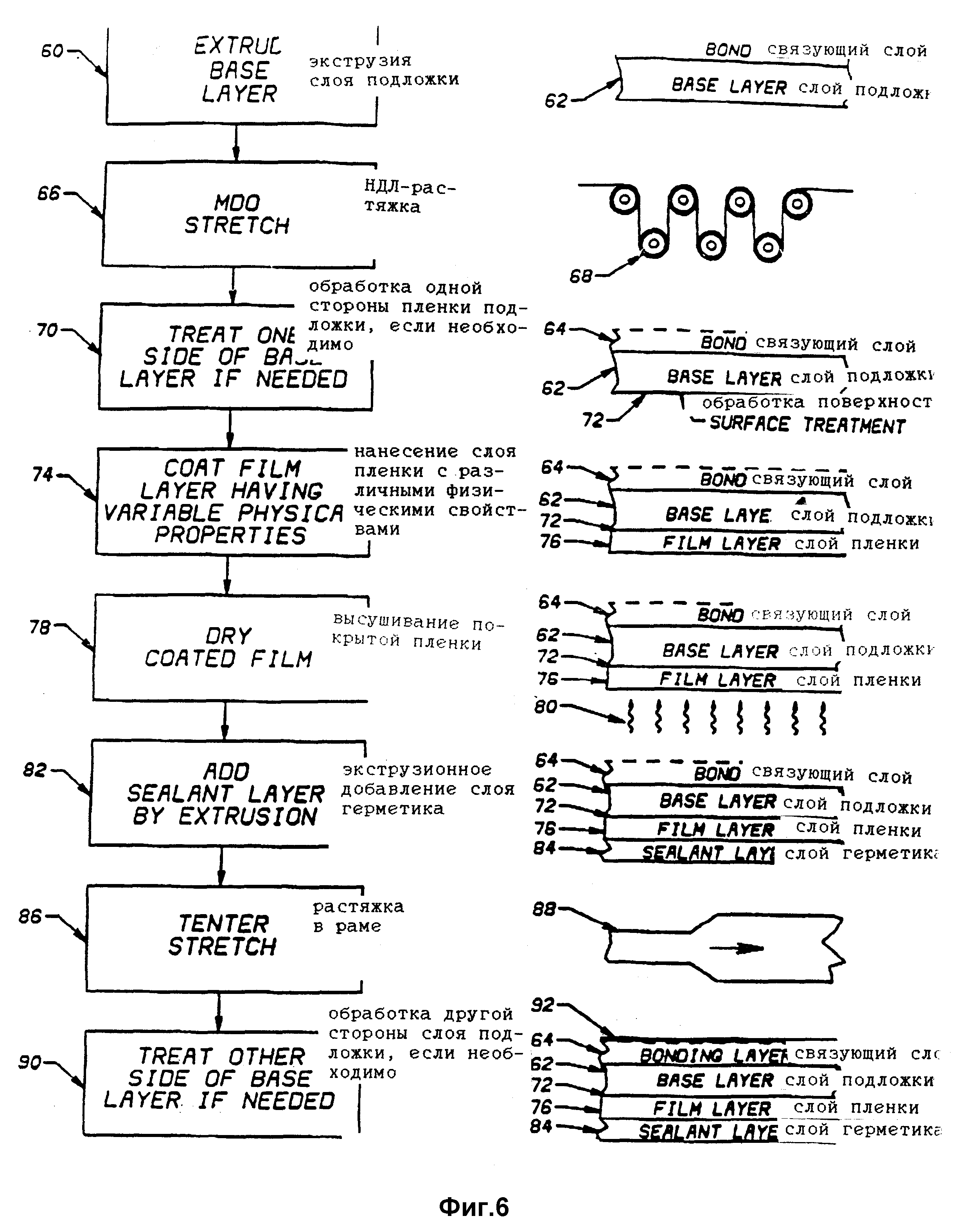
фиг. 5 - схема процесса по настоящему изобретению; и
фиг. 6 - последовательная диаграмма стадий
способа по настоящему изобретению.
Фиг. 1 представляет вид поперечного сечения структуры упаковочной пленки, полученной в соответствии со стадиями нового способа по настоящему изобретению. Упаковочная пленка, обозначенная числом 10, представляет собой обычную структуру, включающую слой пленки 14, обладающей особенными физическими упаковочными свойствами, такими как (только для примера) содержание в ней материала, поглощающего альдегиды, то есть полиэтиленимина, в таких количествах и в таком расположении, что он эффективно удаляет побочные альдегидные продукты, образовавшиеся в результате разложения масла в пище, упакованной в пленку 10. Для простоты обсуждения слой пленки с особенными физическими упаковочными свойствами будет обозначаться как ПЭИ. Однако ясно, что может быть использован любой материал, обладающий особенным физическим упаковочным свойством, и совместимый с техникой экструзии пленки.
Структура 10 включает внешний слой 12 толщиной от 0.0152 до 0.0177 мм (от 0.0006 до 0.0007 дюйма), ориентированного в двух направлениях полипропилена, который обеспечивает прочность и влагонепроницаемость структуры.
При необходимости, нижняя поверхность слоя полипропиленовой подложки 12 (фиг. 1) может быть получена или обработана таким образом (как обозначено числом 15), чтобы облегчить нанесение слоя ПЭИ 14 в качестве материала, улавливающего летучие вещества (МУЛВ). Поверхность обрабатывают любым хорошо известным способом, таким как применением коронного разряда для окисления поверхности с целью облегчения наложения следующего слоя пленки. После этого на нижнем слое подложки 12, изображенном на фиг. 1, формируют полиэтилениминовый слой 14.
В процессе покрытия ПЭИ можно использовать ванну, содержащую водный раствор ПЭИ, с валиком (не изображен), который при вращении увлекает ПЭИ в порах на его внешней поверхности, по которой непрерывно движется слой полипропиленовой подложки 12. После этого на слое полипропиленовой подложки 12 присутствует слой ПЭИ 14. Температура пленки на этой стадии процесса относительно низкая и свойства ПЭИ как МУЛВ не ухудшаются в результате тепловых воздействий, присущих предшествующим стадиям экструзии слоя подложки. После этого, покрытая ПЭИ пленка проходит через сушильный аппарат, где ПЭИ высушивается в стандартной сушильной печи, работающей в хорошо известном режиме. Температура пленки на данной стадии процесса относительно низка, и свойства ПЭИ как МУЛВ при данной термообработке не ухудшаются. Затем слой подложки, покрытый ПЭИ, вводят в контакт с экструдером для герметика, где герметик, такой как

Типичные стадии растяжки в ширильной машине уменьшают толщину слоя в 5 - 10 раз. Внутри герметизированной упаковки маслосодержащего пищевого продукта, такого как картофельные чипсы, образуются альдегиды, такие как пентаналь, гексаналь и гептаналь, обозначенные на фиг. 1 буквами A. Эти альдегиды могут проходить сквозь слой герметика 16, как указано стрелками на фиг. 1. Когда альдегид контактирует с активным первичным или вторичным амином на тонкой пленке 14 композиции, поглощающей альдегиды, он иммобилизуется, и ни вносит вклад в уменьшение срока годности при хранении упакованного продукта, ни накапливается внутри герметизированной упаковки с образованием неприятного запаха, ни вносит вклад в привкус продукта, когда упаковку вскрывают.
На фиг. 2 изображена полученная новым способом пленка 10 с фиг. 1, на которую нанесен связующий слой 18. Если связующий слой требуется для наложения слоя металлической пленки, его экструдируют одновременно с экструзией полипропиленового слоя. Связующий слой можно формировать на Э-П сополимера или подобного материала, а он может иметь толщину от 0.01 до 0.1 мм (1 - 10 гейч).
На фиг. 2 изображен вид поперечного сечения новой пленки 10, полученной новым способом по настоящему изобретению, на которую нанесен слой пленки 19, содержащий полипропиленовый печатный слой 21 и полиэтиленовый адгезивный слой 23. Слой 23 может быть также из адгезива на основе воды или растворителя. Слои 21 и 23 хорошо известны в прототипах и не будут детально обсуждаться. Связующий слой 18 в этом случае может служить для хорошего закрепления слоев 19 на пленке 10.
На фиг. 4 изображен вид поперечного сечения альтернативного варианта пленки, которая может быть получена новым поточным процессом. Новая пленка 22 включает слой полипропиленовой подложки 12, первый слой 14 пленки с особенным физическим упаковочным свойством, такой как ПЭИ, и слой герметика 16, которые образуют таким способом пленку 10 на фиг. 1, и, кроме того, включает второй слой пленки 24 с особенным физическим упаковочным свойством, который прикреплен к связующему слою 18. Этот второй слой пленки может представлять, например, слой ПВС, который известен как хорошее препятствие для кислорода. С целью улучшения аромата продукта этот слой также может быть изготовлен из акрилового материала, являющегося препятствием для запаха. Второй слой также может быть слоем SARANa, являющегося хорошим препятствием для кислорода и влаги. Есть и другие материалы, такие как поглотители кислорода и ароматизаторы, которые также можно использовать в качестве второго слоя пленки 24. Второй слой пленки получают таким же способом, что и первый слой пленки, так что второй слой пленки обладает желаемым свойством и налагается в поточном процессе без теплового воздействия, связанного с нормальным процессом экструзии. Ко второму слою пленки 24 могут быть добавлены полипропиленовый печатный слой и ПЭ адгезивный слой, так что образуется структура, изображенная на фиг. 4.
Фиг. 5 и 6 иллюстрируют новый способ по настоящему изобретению. Экструдер 32 через головку 34 выдавливает слой подложки 62, как показано на стадии 60 фиг. 6. Одновременно с помощью подобного экструдера на него может экструдироваться и накладываться связующий слой 64, как показано на фигуре рядом со стадией 60, если это желательно и необходимо, например, для нанесения слоя металлической пленки. Экструдированный слой подложки 62 далее проходит через ориентирующие в направлении движения пленки валики 36 и 38 для растягивания пленки в продольном направлении, как указано стадией 66 на фиг. 6, на которой валики 68 изображены рядом со стадией 66 и где последующие валики вращаются быстрее предыдущих (что хорошо известно в технике), обеспечивая требуемое НДП растяжение. НДП - ориентированный слой подложки 62 затем проходит над валиком 40 и, если необходимо, одна из его сторон подвергается обработке в пункте 42 с целью подготовки стороны или поверхности для нанесения слоя пленки, обеспечивающего особенное физическое упаковочное свойство, такого как ПЭИ или материала, улавливающего летучие продукты. Это показано на стадии 70 фиг. 6 и проиллюстрировано на фигуре рядом со стадией 70 (число 72) по отношению к одной стороне слоя подложки 62. Обработка хорошо известна в технике; одним из способов поверхностной обработки является использование коронного разряда с целью окисления поверхности. Данная стадия окисления приводит к модифицированной поверхности, которая обеспечивает лучшую адгезию с материалом, приводимым в контакт с ней. Обработанный пленочный слой подложки 62 затем в пункте 44 фиг. 5 покрывают слоем пленки с особенным физическим упаковочным свойством. Это показано на стадии 74 фиг. 6 и полученный слой пленки 76 проиллюстрирован рядом со стадией 74. Количество ПЭИ, нанесенного в пункте 44 таково, что на конечном продукте или на сухой покрытой подложке оно составляет от 0.005 до 0.2 фунта на рим (3000 квадратных футов) или, предпочтительно, от 0.05 до 0.1 фунтов на рим. ПЭИ покрытие накладывают любым хорошо известным способом и обычно используют хорошо известный процесс пропускания пленки над валиком с порами на поверхности, часть которого вращается в ванне с жидкостью (не изображена), такой как ПЭИ, при этом размер пор и скорость вращения определяют толщину покрытия. Это стандартный способ покрытия, и он не будет здесь подробно обсуждаться.
Затем покрытую пленку переводят в стандартную сушильную печь 46, как показано на фиг. 5, где ПЭИ высушивают. Это проиллюстрировано на стадии 78 фиг. 6, где теплота 80, подаваемая на слой пленки 76 показана на фигуре рядом со стадией 78. Высушенная пленка затем подается в экструдер 48, который является стандартным экструдером с головкой 50, покрывающей ПЭИ герметиком. Как обсуждалось ранее, герметик может быть любого типа, таким как

Затем покрытую герметиком пленку переводят в ширильную машину 52, типичную для прототипов, в виде печи с температурой около 200 - 300oF, где пленку растягивают в направлении, поперечном по отношению к ее ориентации, и таким образом получают пленку, ориентированную в двух направлениях. Эта ступень процесса показана на стадии 86 фиг. 6, а растяжение указано числом 88 на фигуре рядом со стадией 86. В данном процессе после поперечного ориентирования толщина слоя герметика составляет приблизительно 0.001 - 0.0025 мм (4 - 10 гейч), что можно сравнить с непоточным способом в прототипах, где требуется толщина слоя герметика 0.005 - 0.0125 мм (20 - 50 гейч).
Наконец, слой подложки со стороны связующего слоя может быть необязательно вторично обработан в пункте 54, например, коронным разрядом с целью подготовки этой поверхности к нанесению какого-то другого слоя, если в этом есть необходимость. Это показано на стадии 90 фиг. 6, при этом обработанная поверхность указана числом 92 на фигуре, приведенном рядом.
На фиг. 5 также приведен альтернативный вариант осуществления изобретения, в котором после сушильной печи 46 и перед пунктом экструзии герметика 48 добавлен дополнительный пункт для покрытия противоположной стороны пленки подложки 62 вторым слоем пленки, обеспечивающей второе особенное физическое упаковочное свойство. Это покрытие может быть в комбинации с ПЭИ или может быть любой другой подходящей комбинацией покрывающих материалов. Эта пленка может быть из ПВС для образования препятствия для кислорода, из акрилового материала для образования препятствия для кислорода и запаха, из материала

Пример.
Получение пленки по настоящему изобретению начинают с экструзии одно- или многослойного листа из полиолефинов при 300 - 600oF. Для получения листа с толщиной в 40 - 60 раз больше, чем толщина конечной пленки, могут быть использованы один или несколько экструдеров. Лист охлаждают на холодном валике, повторно нагревают и производят ориентирование в направлении движения пенки (НПД) на совокупности нагреваемых валиков, причем каждый их них вращается быстрее, чем предыдущий. НДП - ориентированную пленку обрабатывают и покрывают надлежащим покрытием, например, ПЭИ, используя стандартный гравюрный покрывающий валик. После этого покрытую пленку высушивают в сушильной печи при 200 - 200oF или при температуре, достаточной для удаления всей или большинства воды из водного покрытия. Время нахождения в сушильной печи обычно составляет менее одной минуты, как правило, несколько секунд. Затем при необходимости пленку обрабатывают в коронном разряде с покрываемой стороны и экструзионно покрывают в поточном процессе на стандартном оборудовании для экструзионного нанесения покрытия. Экструзионное покрытие представляет собой герметик из числа полиолефинов, который совместим с пленкой подложки и в условиях процесса ориентирования пленки подложки ориентирован в поперечном направлении (ПН). Наложенный в этом процессе герметик обеспечивает оптимальное взаимодействие продукта и упаковке или побочных продуктов его разложения со средой покрытия. Слой герметика, полученный в данном процессе, гораздо тоньше (в типичном случае 4 - 10 гейч) слоя, который может быть получен непоточным способом экструзионного нанесения покрытия (в типичном случае 50 - 100 гейч) во время преобразования пленки. Кроме того, экструзионное покрытие герметиком в процессе преобразования гораздо дороже герметика, нанесенного в поточном процессе.
Покрытая ПЭИ пленка с нанесенным герметиком, полученная по данному способу, оказалась очень эффективной для улавливания альдегидов по сравнению с пленкой без покрытия. В самых последних испытаниях пленка с покрытием поглощала 91% гексаналя, в то время как пленка без покрытия поглощала 6%. Пленка с тонким слоем герметика, полученная по данному способу, обеспечивает минимальный вес эффективно действующих интерактивных или препятствующих покрытий.
Таким образом, открыт новый способ формирования упаковочных композиций, увеличивающих срок годности при хранении маслосодержащих пищевых продуктов. Для достижения желаемых свойств стандартный процесс получения пленки объединен с экструзионным нанесением покрытия. С целью осуществления ориентирования в двух направлениях, материал с особенным физическим упаковочным свойством (такой, как ПЭИ) наносится на негерметизированную пленку в операции покрытия, осуществляемой после ориентирования в направлении движения пленки и перед растягиванием в ширильной машине. После того, как слой пленки с особенным физическим упаковочным свойством покрыт и высушен, материал поступает к экструдеру, где на материал, обладающий особенным физическим упаковочным свойством эструзионно наносится герметик и образуется частично ориентированная пленка. После этого пленку подвергают растяжке в ширильной машине для ее полной ориентации. Таким образом, с помощью нового способа по данному изобретению, материал с особенным физическим упаковочным свойством может быть нанесен в поточном процессе без тепловых воздействий, которые связаны с обычными экструзионными процессами. Кроме того, новый способ приводит к толщине конечной пленки значительно меньшей, чем получаемой в обычном непоточном процессе, поскольку в новом процессе слой герметика наносится перед операцией растяжения в ширильной машине и, следовательно, после поперечного растяжения толщина слоя герметика существенно уменьшается.
В прототипах герметик наносится после операции растяжения в ширильной машине, и толщина нанесенного герметика не меняется. Следовательно, пенка, полученная по новому способу, представляет меньшее препятствие для необходимого проникновения альдегидов и таким образом обеспечивает лучший захват летучих веществ поглощающим материалом, таким как ПЭИ, и способствует увеличению срока годности пищевого продукта при хранении. Для получения полной структуры пленки по новому способу стандартная линия для непрерывного производства полипропиленовой пленки включает устройство для нанесения покрытия, сушильный агрегат, операцию экструзионного нанесения покрытия и операцию растяжения в ширильной машине.
Новый способ также адаптирован для раздельного покрытия обеих сторон пленки материалом с особенным физическим упаковочным свойством с целью получения упакованных в особенную пленку продуктов.
Несмотря на то, что данное изобретение описано в связи с конкретным предпочтительным вариантом осуществления, его объем не предполагается ограничить частным случаем, а наоборот, предполагается распространить его на альтернативы, модификации и эквиваленты, которые соответствуют его сущности и объему, определенным в прилагаемой формуле изобретения.
Реферат
Изoбpeтeниe касается непрерывного поточного способа формирования многослойной упаковочной пленки для создания упаковки для продукта, который разлагается и образует нежелательные деградационные композиции. Способ включает экструзию слоя подложки для поддержки упаковочной пленки. Затем осуществляют продольное ориентирование слоя подложки в направлении ее движения. Одну из сторон экструдированного ориентированного слоя подложки покрывают слоем жидкой пленки, уменьшающей вредные эффекты деградационных композиций, обусловленные разложением продукта. Затем высушивают слой пленки и экструдируют на него покрывающий слой герметика, обеспечивающего отделение продукта в упаковке от слоя пленки. После экструзии покрывающего слоя герметика осуществляют процесс растяжки в ширильной машине покрытой герметиком высушенной упаковочной пленки для достижения ее полной ориентации и уменьшения таким образом толщины покрывающего слоя герметика. Описаны материалы, используемые в качестве слоя подложки, слоя пленки и покрывающего слоя. Способ может дополнительно включать стадию экструзии связующего слоя одновременно с экструзией подложки, стадии покрытия ориентированного слоя подложки поливиниловым спиртом в качестве препятствия для кислорода, акриловым материалом в качестве препятствия для запаха и для улучшения аромата, материалом SARAN® в качестве препятствия для кислорода и влаги. Способ может также дополнительно включать стадию покрытия другой стороны слоя подложки после высыхания на ее первой стороне слоя пленки другим слоем пленки и высушивание покрытого слоя подложки перед экструдированием на него слоя герметика. Способ позволяет получить многослойную упаковочную пленку меньшей толщины, увеличивающую срок годности при хранении маслосодержащих пищевых продуктов. 11 з.п. ф-лы, 6 ил.
Комментарии