Способ изготовления рукавообразной волоконной системы армированного волокном композиционного конструктивного элемента и рукавообразная волоконная система - RU2553902C2
Код документа: RU2553902C2
Чертежи









Описание
Область техники, к которой относится изобретение
Данное изобретение относится к способу изготовления рукавообразной волоконной системы в качестве промежуточного изделия для армированного волокном композиционного конструктивного элемента, который имеет изменяющуюся вдоль его длины форму поперечного сечения.
Уровень техники
Армированные волокном композиционные конструктивные элементы находят все более широкое применение, поскольку они по сравнению с обычными конструктивными элементами имеют сравнительно небольшой собственный вес и обеспечивают возможность особенно гибкого изготовления и использования.
Однако недостатком обычных армированных волокном композиционных конструктивных элементов является то, что при выполнении полых профилей, в которых волокна расположены вокруг сердечника, плотность расположения волокон значительно колеблется в соответствии с профилем сердечника, соответственно, конечной формой волоконного композиционного конструктивного элемента, и при этом часто могут возникать слабые места относительно механической нагружаемости изготовленного композиционного конструктивного элемента.
Например, при превышаемом необходимую меру использовании материала при армировании волокном повышается стоимость материала и, с другой стороны, это приводит также к геометрическим проблемам, когда на основании чрезмерного использования материала лежащее в основе армирования волокном основное тело искажается снаружи по своей геометрии, т.е. выполняется с неправильными пропорциями.
Из DE 19625798 А1 уже известно, что для предотвращения создания изготавливаемого со значительными затратами с точным согласованием с сердечником текстильного рукава из армирующего волокна для руля транспортного средства, создают текстильный чулок, который имеет превентивно согласованное с формой сердечника неравномерное распределение волоконного материала, которое должно становиться равномерным при натягивании чулка на сердечник. То есть, сначала более плотное расположение волокна попадает затем на выпуклости сердечника и должно после натягивания согласовываться с плотностью расположения волокна в остальных зонах. При этом недостатком является то, что последующее натягивание рукава на сердечник может не точно приводить к этому желаемому действию, поскольку, например, при прохождении больших диаметров сердечника расширяются зоны, которые предусмотрены затем для меньшего диаметра сердечника, и при этом волокна или пряди волокон сдвигаются, что в конечном итоге приводит к неравномерной прочности и стабильности и тем самым к слабым местам создаваемого композиционного конструктивного элемента.
Из немецкой полезной модели DE 7826718 U1 известно изготовление рукавообразного плетения с изменяющимся диаметром в виде гибкого образования, которое служит в качестве промежуточного изделия для жестких и легких частей, т.е., например, для пропитываемых смолой композиционных конструктивных элементов, таких как спортивный инвентарь, или для промышленных применений. Для достижения желаемой равномерной толщины плетения, в данном случае изменяется угол плетения, т.е. угол укладки волокон относительно продольной оси плетения, то есть, угол плетения для меньших поперечных сечений уменьшается за счет увеличения скорости транспортировки во время плетения, а для больших поперечных сечений увеличивается за счет меньшей скорости транспортировки. За счет этого изменяется направление максимальной восприимчивости силы растяжения волокон, например, стекловолокна или углеродного волокна, которые, например, применяются для таких конструктивных элементов. Если исходить из того, что направление укладки волокон должно по возможности соответствовать направлению нагрузки готового композиционного конструктивного элемента, то при применении идеи этого документа происходит более или менее заметное отклонение от направления укладки волокна и направления ввода сил, что значительно уменьшает использование дорогостоящих волоконных материалов и требует выполнения волоконной системы с чрезмерными размерами для достижения необходимых значений стабильности.
Для согласования процесса плетения с изменяющейся формой поперечного сечения сердечника для оплетки, в еще не опубликованной предварительно заявке DE 102010047193 А1 предлагается гибкое согласование так называемого плетельного кольца, которое сводит вместе волокна перед точкой плетения, в его диаметре с фактическим диаметром сердечника. Хотя это и приводит к не зависящей от диаметра геометрии плетения и тем самым к равномерным условиям плетения, однако не решает проблему изменяющейся в зависимости от диаметра толщины плетения.
Сущность изобретения
В основу изобретения положена задача создания способа изготовления рукавообразной волоконной системы армированного волокном композиционного конструктивного элемента, а также рукавообразной волоконной системы в качестве промежуточного изделия для композиционного конструктивного элемента, при этом особенно просто и надежно должны учитываться локальные данные относительно геометрии композиционного конструктивного элемента, а также его профиля нагрузки.
Положенная в основу изобретения задача решена относительно способа с помощью признаков пункта 1 формулы изобретения.
Рукавообразная волоконная система согласно изобретению является предметом пункта 10 формулы изобретения.
Предпочтительные модификации способа согласно изобретению для изготовления рукавообразной волоконной системы армированного волокном композиционного конструктивного элемента являются предметом зависимых пунктов формулы изобретения.
С помощью способа согласно изобретению обеспечивается возможность создания в значительной степени одинаковой плотности и тем самым также толщины волоконной системы независимо от колебаний поперечного сечения сердечника, на котором создается волоконная система. Таким образом, предотвращаются искажения геометрии создаваемого из промежуточного изделия в виде рукавообразной волоконной системы композиционного конструктивного элемента. Однако прежде всего не оказывается по меньшей мере ощутимого отрицательного влияния на заданную ориентацию волокон, которая затем должна совпадать с направлением нагрузки композиционного конструктивного элемента, при изменениях диаметра. Последнее достигается также, в частности, за счет того, что в отличие от уровня техники, согласование массы волокна на соответствующем поперечном сечении сердечника, на котором создается рукавообразная волоконная система, осуществляется не за счет различной скорости подачи, которая приводит к различным углам укладки.
Волоконную систему в смысле данного изобретения следует понимать как систему, в частности, из имеющих толстый титр нитей или ленточек из стекла, углерода или других высокопрочных материалов, которые обычно применяются для изготовления армированных волокном композиционных конструктивных элементов. Поскольку диаметр, соответственно, периметр соответствующего форме композиционного конструктивного элемента сердечника изменяется более или менее быстро или сильно, то изменение массы волокна не удается осуществлять полностью синхронно. Поэтому в данном случае под пропорционально следует также понимать, что, например, осуществляется ступенчатое согласование, и/или что согласование охватывает полностью не все выбросы значения периметра, поскольку в противном случае требования к техническому осуществлению изменения массы волокна могли бы превосходить их пользу.
Предпочтительно, волоконная система образована нетканой структурой. При этом используются, в частности, так называемые нити 0°, которые проходят по существу параллельно продольной длине сердечника и должны воспринимать продольные силы, и обмоточные нити, которые проходят под углами между 0° и 90° относительно продольной длины сердечника. Нетканые структуры имеют то преимущество, что за счет предотвращения точек перекрещивания, как в плетениях или вязаниях, волокна расположены очень вытянуто и имеют отличные характеристики восприятия сил. Однако перекрещивающаяся волоконная структура хорошо пригодна для связывания укладки, с целью предотвращения обоюдного сдвига и фиксации соединения нитей до последующей пропитки смолой. Такие способы известны, например, из WO 2007/090555 А2 и поэтому их описание здесь не приводится.
В качестве перекрещивающейся структуры нитей можно использовать, в частности, плетение.
Однако в качестве альтернативного решения пригодна трикотажная структура для связи слоев нетканой структуры.
Изменение волоконной массы можно предпочтительно достигать тем, что изменяется тонина подаваемых нитей. Для этого можно с помощью удаляющего приспособления уменьшать количество отдельных волокон, из которых образованы соответствующие нити, или увеличивать с помощью автоматизированного наносящего приспособления. Предпочтительно, удаляющее приспособление и наносящее приспособление объединены в одном устройстве, поскольку после удаления волокон для достижения предыдущей тонины нити, требуется снова наносить волокна. Для нанесения волокон предпочтительно используются клеи, которые с учетом последующей пропитки основаны на смолах.
Вместо изменения тонины применяемых нитей, можно осуществлять согласование массы волокна также посредством изменения, например, количества используемых в образовании кладки нитей. Уменьшение количества нитей достигается посредством отделения нитей. Увеличение количества нитей осуществляется тем, что, например, подаются снова отделенные ранее и удерживаемые в резерве нити. Фиксацию начал нитей можно и в этом случае поддерживать с помощью клея.
Для определения локального поперечного сечения композиционного конструктивного элемента, соответственно, подлежащего покрытию рукавообразной волоконной системой сердечника, можно применять механические тактильные датчики или поверхностные системы световых реле или т.п.
Служащая в качестве промежуточного изделия для армированного волокном композиционного конструктивного элемента рукавообразная волоконная система, согласно изобретению, имеет массу волокна, пропорциональную поперечному сечению сердечника, на который она укладывается, соответственно, соответствующему его диаметру локальному периметру, при этом ориентация волокон относительно продольного направления сердечника является в значительной степени постоянной независимо от локального периметра сердечника. За счет этого обеспечивается равномерная структура композиционного конструктивного элемента и, прежде всего, высоконадежная последующая ориентация волокон в направлении нагрузки.
Краткое описание чертежей
Ниже приводится более подробное пояснение изобретения на основе примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - два имеющих форму усеченного конуса композиционных конструктивных элемента, с одной стороны, согласно уровню техники и, с другой стороны, с применением изобретения;
фиг. 2-10 - стадии способа при уменьшении волоконной массы и последующем восстановлении прежней волоконной массы;
фиг. 11 - композиционный конструктивный элемент с тремя различными диаметрами и обкладкой с изменяющимся в зависимости от диаметра количеством нитей; и
фиг. 12 - композиционный конструктивный элемент с аналогичной фиг. 12 структурой для обкладки обмоточными волокнами.
Показанный на фиг. 1 композиционный конструктивный элемент, согласно уровню техники, выполненный в форме усеченного конуса, имеет укладку с так называемыми стоевыми нитями 2 (нитями 0°), которые по длине композиционного конструктивного элемента 1 имеют остающуюся одинаковой волоконную массу. За счет этого образуется в направлении от небольшого к большому диаметру непрерывно уменьшающееся покрытие волокном периметра композиционного конструктивного элемента. В зоне большого диаметра нити имеют явное расстояние друг от друга, что отрицательно сказывается на восприятии сил в продольном направлении композиционного конструктивного элемента. Однако в целом более плотная укладка нитей приводила бы к тому, что в зоне малого диаметра нити накладывались друг на друга, были бы избыточными для восприятия сил и приводили к искажению геометрии снаружи. В противоположность этому, справа на фиг. 1 показан вариант выполнения того же волоконного композиционного конструктивного элемента, в котором на всех трех участках 3a-3c имеется в среднем одинаковое расстояние между нитями. Стоевые нити 4a-4c имеют различные волоконные массы, т.е. волоконная масса нитей 4a-4c ступенчато уменьшается от большого диаметра/периметра к малому диаметру/периметру. Изменением волоконной массы внутри каждого участка 3a-3c можно пренебречь. В смысле изобретения волоконная масса распределяется пропорционально диаметру, соответственно, периметру композиционного конструктивного элемента.
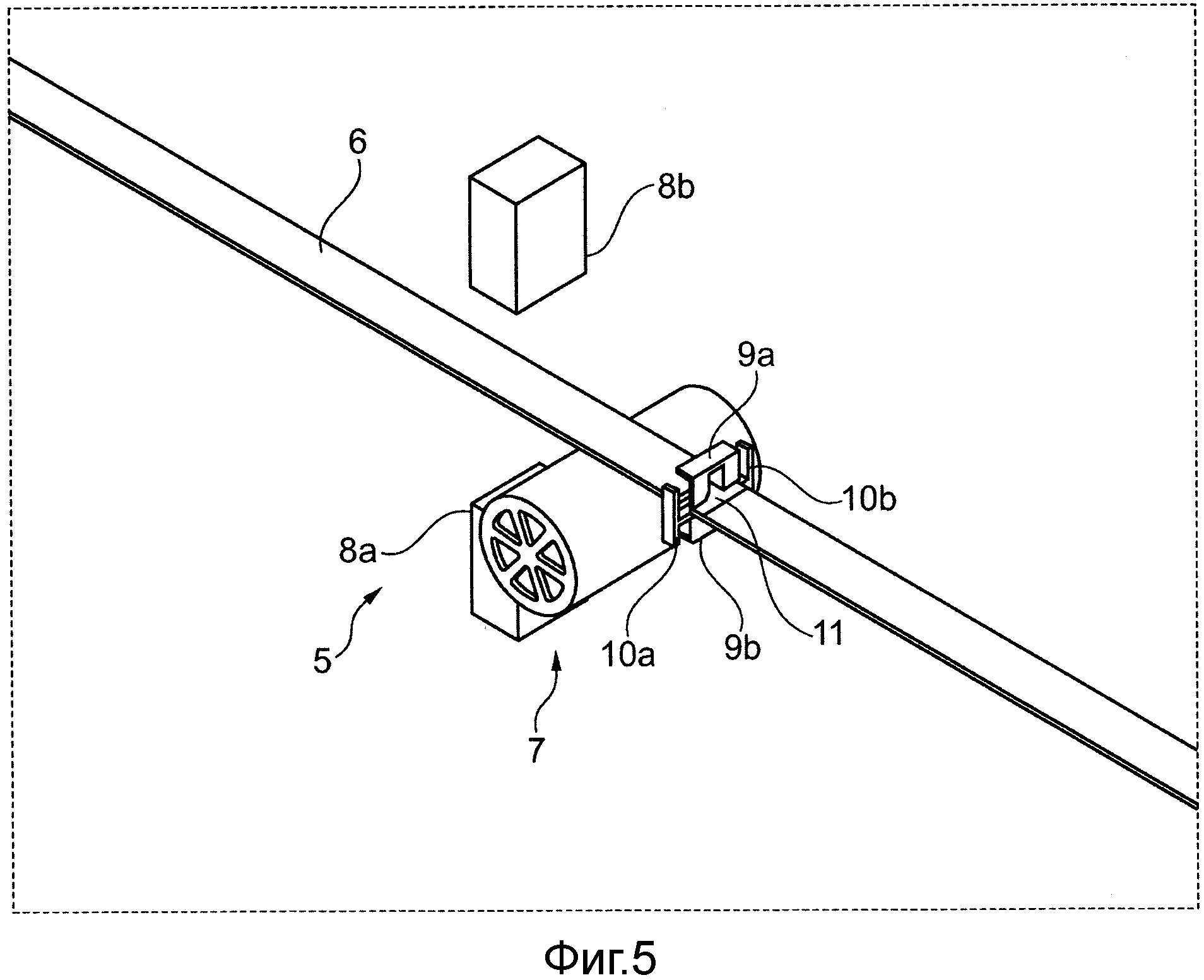
На фиг. 2-10 показано, как можно изменять тонину нити с помощью удаляющего и наносящего приспособления 5. Так, например, углеродная нить 6 транспортируется с помощью транспортировочного устройства 7 и затем подается в неизображенное плетельное устройство в качестве стоевой нити. Затем в плетельном устройстве множество параллельно подаваемых стоевых нитей связываются с помощью перекрещивающихся нитей.
В показанном на фиг. 2 исходном положении углеродная нить 6 имеет постоянную ширину, соответственно, тонину нити. На фиг. 3 показано, что с помощью так называемого этикетного приспособления 8а, 8b наносится наклейка для стабилизации, которая затем усиливает место разреза, в котором ширина нити скачкообразно изменяется. На фиг. 4 снабженный наклейкой участок подается в разделительное приспособление 9а, 9b с зажимным приспособлением 10а, 10b. На фиг. 5 показано, что разделительное приспособление 9а, 9b приводится в действие, в то время как с помощью зажимного приспособления 10а, 10b углеродная нить 6 фиксирована в зоне разделения.
Затем на фиг. 6 показано, что отщепленные продольные участки 6b, 6c углеродной нити отделяются и отводятся от зажимного приспособления 10а, соответственно, 10b.
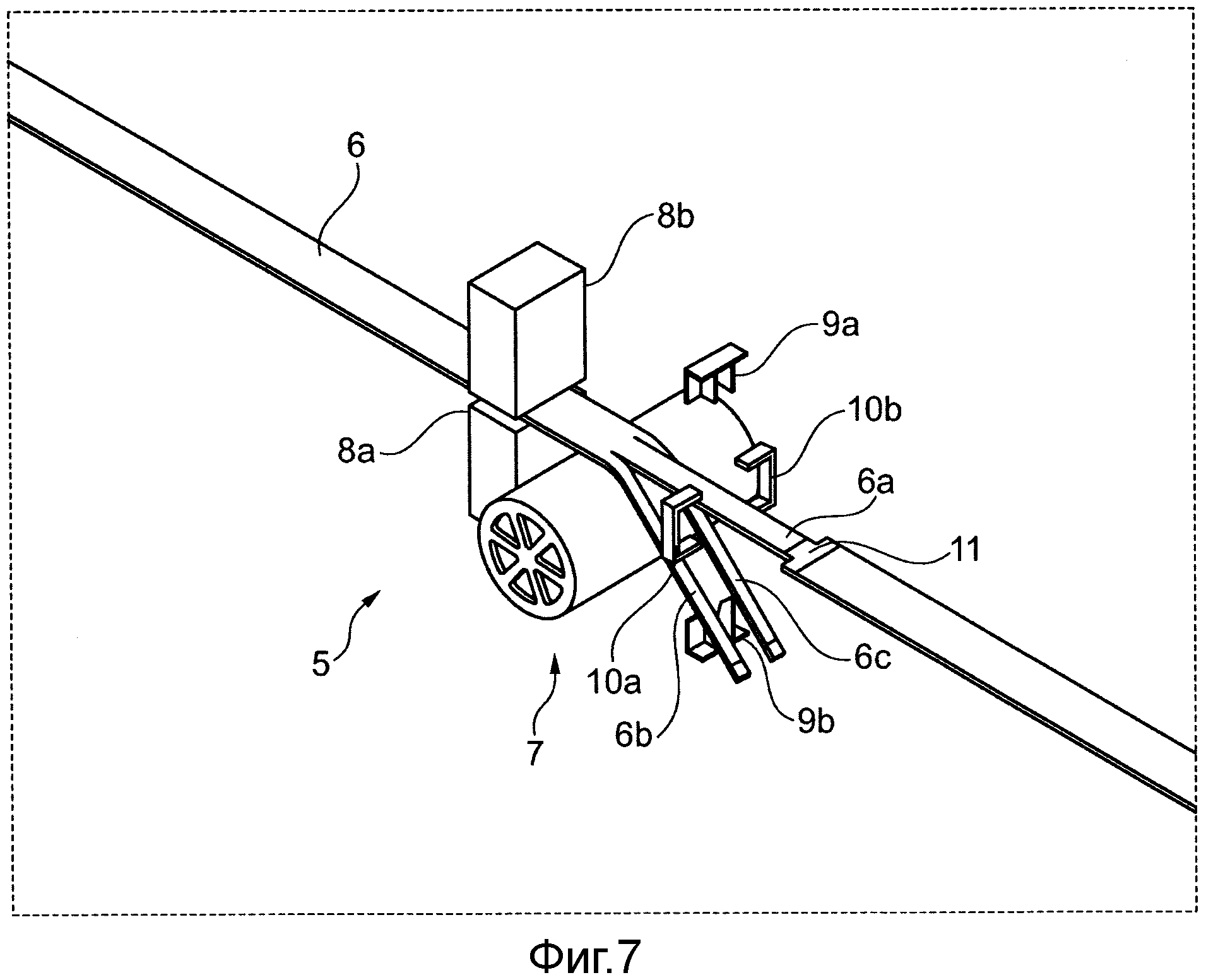
На фиг. 7 показан дальнейший ход движения углеродной нити 6, при этом отделенные участки 6b и 6c, а также остающийся средний участок 6a имеют большую длину. Снова приводится в действие этикетировочное приспособление 8а, 8d, которое наносит новую наклейку на место, в котором должно происходить следующее изменение волоконной массы. Это показано на фиг. 8, на которой в зоне второй наклейки приводятся в действие разделительное приспособление 9а и 9b и зажимное приспособление 10а и 10b.
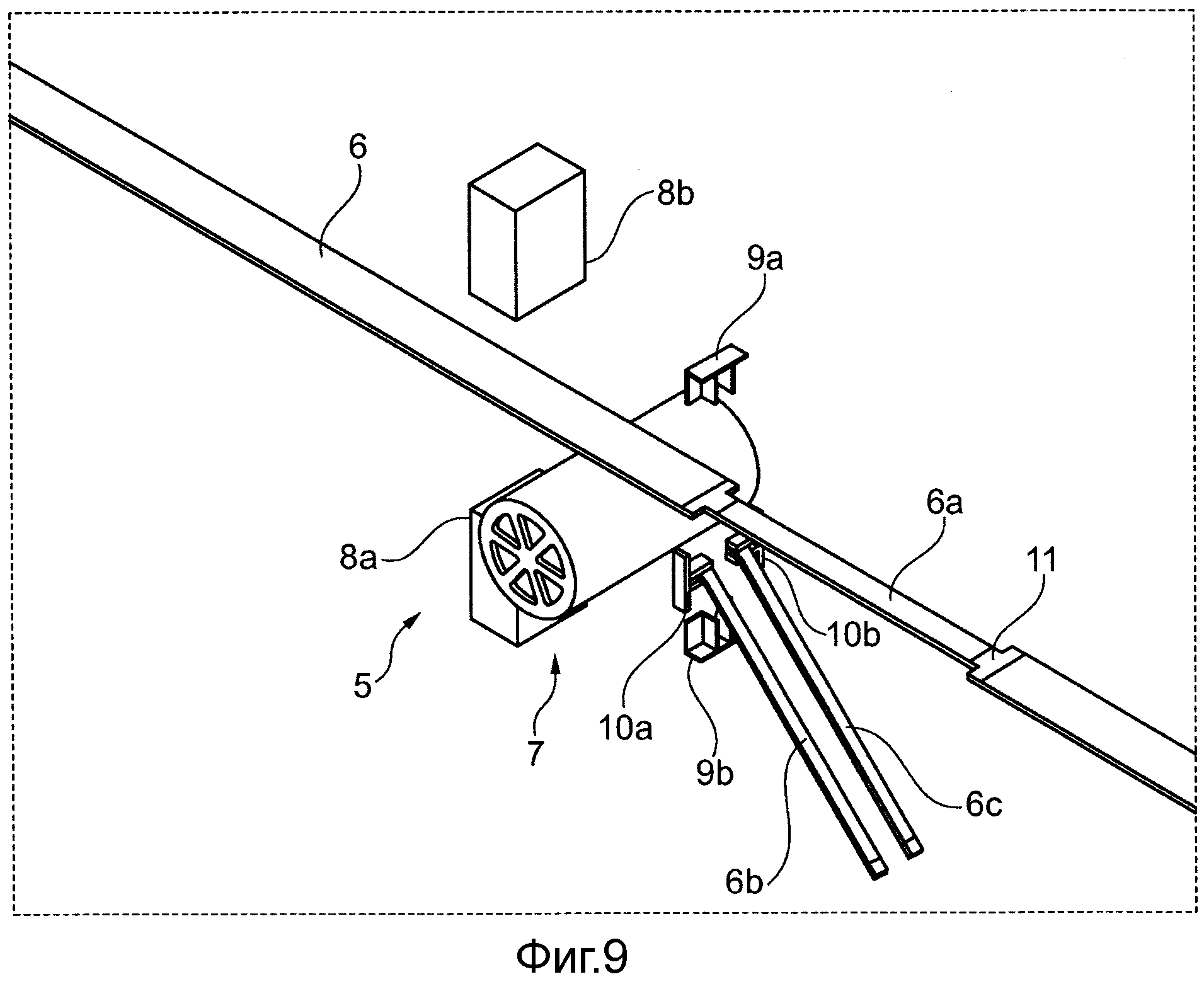
Затем на фиг. 9 показан отвод отделенных участков 6b и 6c. После участка 6а с уменьшенной волоконной массой снова примыкает «нормальная» углеродная нить 6. Обработанная так, подаваемая в качестве стоевой нити углеродная нить 6, 6a может применяться, например, когда между двумя участками с большим диаметром проходит участок с меньшим диаметром. Преимуществом этого примера выполнения является то, что удаляющее приспособление и наносящее приспособление объединены в одном устройстве. Это устройство пригодно для таких случаев применения, в которых углеродные нити 6 имеют преимущественно участки, в которых требуется максимальная тонина нити. В противном случае отщепление волокна было быть слишком большим, хотя удаляемые с углеродной нити 6 волокна можно снова использовать. В качестве альтернативного решения можно применять снова отделенные участки нити в том же процессе, посредством нанесения их на углеродную нить 6 в местах, в которых на основании большого диаметра требуется большая тонина углеродной нити.
Наконец, можно также выполнять процесс создания участков с различной тониной нити прерывисто, т.е. в отдельных стадиях. Это может достигаться, например, тем, что изготавливают сначала нити, которые имеют каждая участки с различной тониной нити, а затем наматываются на носитель. В последующем процессе нити снова сматывают. Однако это требует очень точного согласования процессов, с целью предотвращения суммирования фазовых сдвигов. Такое применение особенно предпочтительно, когда последовательно следует снабжать одинаковые сердечники укладкой, соответственно, изготавливать одинаковые композиционные конструктивные элементы, и при этом в начале создания каждого нового элемента осуществляется синхронизация, например, посредством удаления участка нити или изменения расстояния друг от друга.
Возможно также соединение друг с другом различных участков нити, т.е. участков нити с различной тониной. Для этого можно применять, например, способ и устройство, известные из WO 2008/135280 А1.
В показанном на фиг. 1 варианте выполнения композиционного конструктивного элемента 11, который состоит из участков 11а-11c, подаваемая волоконная масса изменяется за счет количества нитей 12, выполненных также в виде стоевых нитей. Как показано на фиг. 11, в зоне диаметра D1, который одновременно является наибольшим диаметром композиционного конструктивного элемента 11, количество стоевых нитей является максимальным. За этим участком 11а следует участок 11b, на котором применяется наименьшее количество стоевых нитей, в то время как на следующем участке на основании среднего диаметра D3 используется среднее количество нитей 12. Целесообразно, в местах, в которых изменяется количество нитей, с помощью клея обеспечивается правильная подача стоевых нитей. Эти места не представляют также слабое место при дальнейшем применении, поскольку речь идет сначала о промежуточном изделии, которое за счет пропитки смолой получает свою конечную стабильность.
На фиг. 12 показано, что на композиционный конструктивный элемент 13, который, как обозначено с помощью стрелки, перемещается, например, слева направо, укладываются обмоточные нити 15а-15c, которые подаются с помощью обмоточных головок 14а-14c. На участках 13а-13c снова имеются различные диаметры D1-D3, с которыми соединительные нити 15а-15c согласованы так, что может осуществляться по существу одинаковая укладка обмоточных волокон независимо от соответствующего диаметра. Для этой цели обмоточные головки 14а-14с вращаются по спирали вокруг подаваемого композиционного конструктивного элемента 13. Движение композиционного конструктивного элемента во время процесса обмотки остается постоянным, за счет чего подъем нитей также остается постоянным и соответствует желаемому относительно последующего ввода сил углу укладки. Кроме того, за счет изменяющейся толщины нити достигается, что плотность укладки изменяется лишь незначительно, например, в зонах перехода.
Для обеспечения укладки волокон в композиционном конструктивном элементе в соответствии с различными направлениями нагрузки, как правило, комбинируются различные виду укладки, т.е. нанесение нитей в различных направлениях. Например, процесс нанесения стоевых нитей и обмотку можно осуществлять последовательно на одном и том же основном конструктивном элементе, при этом в начале процесса имеется лишь материал сердечника, который по существу уже имеет форму подлежащего созданию композиционного конструктивного элемента.
Затем происходит фиксация уложенных нитей, например, с помощью круглоплетельной машины, как это описано, например, в полезной модели DE 7826718 U1 или DE 102010047193 А1. Например, в DE 102010047193 А1 приведено описание, как осуществляется транспортировка сердечника и измерение с помощью датчиков локального диаметра.
Реферат
Данное изобретение относится к способу изготовления рукавообразной волоконной системы в качестве промежуточного изделия для армированного волокном композиционного конструктивного элемента, который имеет изменяющуюся вдоль его длины форму поперечного сечения. Техническим результатом заявленного изобретения является повышение надежности и упрощение учета локальных данных относительно геометрии композиционного конструктивного элемента, а также его профиля нагрузки. Технический результат достигается способом изготовления рукавообразной волоконной системы в качестве промежуточного изделия для армированного волокном композиционного конструктивного элемента, который имеет изменяющуюся вдоль его длины форму поперечного сечения. При этом рукавообразную волоконную систему создают на соответствующем форме композиционного конструктивного элемента сердечнике. Причем подаваемая во время образования рукава волоконная масса пропорциональна задаваемому диаметром локальному периметру композиционного конструктивного элемента. При этом скорость подачи сердечника остается по существу постоянной. 2 н. и 8 з.п. ф-лы, 12 ил.
Комментарии