Устройство для изготовления гибких шлангов с нитевидной арматурой - SU1222190A3
Код документа: SU1222190A3
Чертежи


Описание
2.Устройство по п.1, о т л и - чающееся тем, что оно снабжено средством дня наложения фиксирующего слоя на слои нитей арматуры.
3.Устройство по п.), отличающееся тем, что блок наложения нитей арматуры снабжен конической гильзой с- направляющими канавками на ее торцовой поверхности для подачи
1
Изобретение относится к оборудованию для изготовления рукавных изделий , в частности гибких шлангов большого диаметра, усиленных нитевидной арматурой.
Цель изобретения - расширение эксплуатационных возможностей устройства .
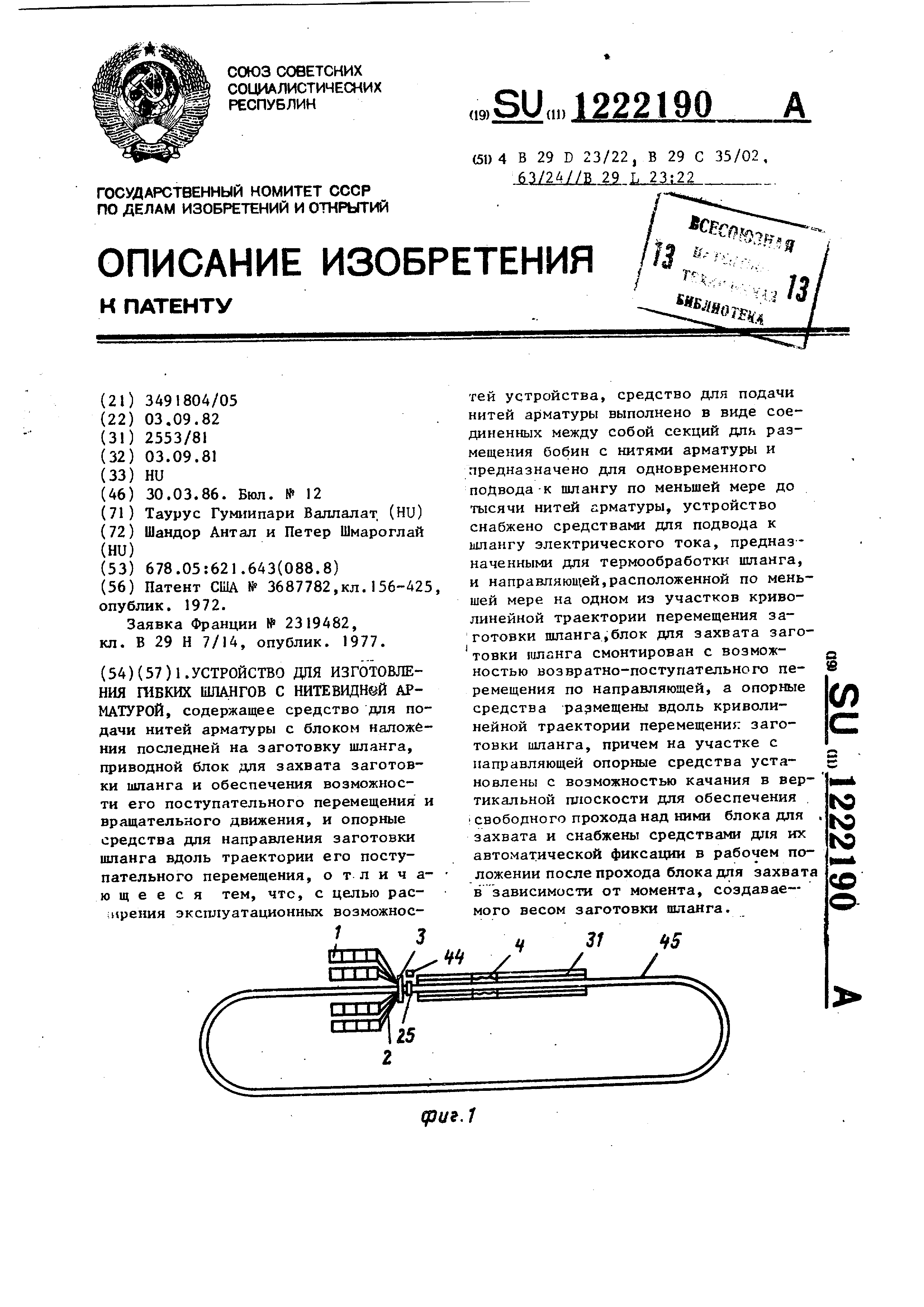
На фиг.1 изображено устройство, вид в плане; на фиг ,2 - опорные средства, вид сбоку; на фиг.З - опорное средство с опорным элементом; На фиг.4-вид по стрелке А на фиг.З; на фиг.З - средство для подачи нитевидной арматуры, вид спереди; на фиг.6 - то же, вид в плане; на фиг.7 - бобина с арматурой, продольный разрез; на фиг.8 - средство для подачи нитевидной арматуры, вариант исполнения;на фиг.9 - то же,вид в плане; на фиг.10 - блок наложения на шланг арматуры и средство для наложения фиксирующего вкладыша; на фиг.II - блок дпя захвата шланга; на фиг.12 - блок наложения нитевидной арматуры в момент закладки последней; на фиг.13 - то же, после закрепления нитевидной арматуры на шланге; на фиг.14 - разрез Б-Б на фиг.12.
Устройство содержит средство 1 для подачи нитей 2 арматуры с блоком 3 наложения последней на заготовку шланга,приводной блок 4 для захвата заготовки шланга и обеспечения ее поступательного перемещения и вращательного движения и опорные средства 5 для направления заготовки шланга вдоль траектории ее поступательного перемещения.
Средство 1 для подачи нитевидной арматуры выполнено в виде горизоннитей арматуры ггод уг.цом одмл к другой .
4. Устройство по t. I, о т л и чающееся тем, что блок наложения нитей гфматуры снабжен шайбами для предварительного обжатия и деформирования нитей арматуры, выполненными со стержнями и установленными с возможностью поворота одна относительно . другой.
тальных секций 6, этажно расположенных- с образовани2.м блоков секций 6 для размещения бобин 7 с нитевидной арматурой. Секции 6 соединены
между собой посредством шипов 8 вьш1е- лежащих секций, входящих в пазы (не обозначены) опорньк элементов 9 нижележащей секции (см. фиг. 5,6).
Нижняя из секций 6 имеет приспособления (не обозначены) для ее захвата и подъема блока секций погрузчиком электрокары.
Блоки секций могут дополнительно устанавливаться один на другой. При
этом бобины 7 установлены в секциях вертикально и посажены в гнезда 10 с коническими углублениями. В гнездах имеются фрикционные обкладки 11, тормозной момент в которых устанавливается с учетом веса бобины 7 и тормозного груза 12, закрепленного на верхнем торце бобины и подпружиненного относительно последней. Тормоз-- ной момент создает натяжение нитей
арматуры при их размотке с бобин и препятствует их провисанию. Гнезда 10 установлены в опорных плитах 13, причем зазоры между гнездами 10 и плитами 13 выбираются меньшими диаметра нитей арматуры, что препятствует защемлению нитей в зазорах между элементами средства для подачи.
В случае применения бобин боль- шого диаметра применяются секции 14, собранные в блоки (см. фиг.8,9). В таких секциях оси 15 бобин 7 располагаются горизонтально. Секции 14 с помощью цапф 16 вставляются в опорные элементы. 17. Для предотнраще- .
ния выбега нитей арматуры предусмот31
рены тормозные элементы 18. Выбор общего количества секций 6,14 определяется числом нитей арматуры, требуемым для намотки.
Бобины большого диаметра исполь- зуются в небольшом количестве ввиду наличия на них нитей арматуры большего диаметра.
Блоки секций располагают вблизи блока наложения нитей арматуры на заготовку шланга.
Для направления нитей 2 арматуры в каждой из секций имеются стержни 19 и нитенаправители 20 (см.фиг.6).
Конструкция средства для подачи обеспечивает возможность замены секций с израсходованными бобинами на секции с полными бобинами, а также замену секций при переходе на другой типоразмер нитей арматуры.
Блок 3 наложения нитей 2 арматуры включает кольцевой электромагнитный тормозной элемент 21, нитенап- равитель 22, шайбы 23 предварительного обжатия и деформирования нитей арматуры, коническзгю гильзу 24 и прикатывающее приспособление 25 с отверстием для захода заготовки шланга.
Коническая гильза 24 выполнена с
направляющими канавками в на ее
торцовой поверхности и поджата винтовой гильзой 26. Шайбы 23 предварительного обжатия и деформирования нитей арматуры выполнены со стержнями 27 и установлены с возможностью поворота одна относительно другой.
Прикатывгиощее приспособление 25 имеет эластичное прикатывающее кольцо 28 и связано посредством тросовой тяги 29 со средством 30 его аксиального перемещения относительно заготовки шланга.
Опорные средства 5 размещены вдоль криволинейной, например, С-об разной или 0-образной траектории перемещения заготовки шланга. Форма траектории и ее размеры выбираются в зависимости от имеющейся в распо ряжении площади, а также от длины изготавливаемого шланга. Радиус изгиба траектории должен быть подобран с учетом получения качественного изделия без повреждений его вну1т ен- ней структуры гфи изгибе в процессе перемещения.
На участке вдоль траектории пере- мещения заготовки шланга смонтирована направляющая 31, длина которой значительно меньше длины шланга.
j ю
J5 20
25 .
30
40
50
551
190
Блок 4 для захвата заготовки шланга смонтирован с возможностью возвратно-поступательного перемещения по направляющей 31 на колесах 32 и связан с приводом (не показан) его пере- .мещения. Количество участков с направляющей может быть выбрано в зависимости от длины изготавливаемого шланга и его прочностных характеристик .
Блок 4 имеет приспособление 33 для зажима заготовки шланга с ради- ально-подвйжными захватывающими элементами (не показаны). Приспособление 33 имеет возможность вращения от привода (не показан) при поступательном перемещении блока 4 вместе с зажатой заготовкой шланга.
. Опорные средства 34 (см. фиг.2-4) выполнены в виде смонтирован1 1х равномерно по окружности на общей горизонтальной оси 35 пар шкивов 36. Каждый шкив 36 посажен на горизонтальную ось 37 и имеет возможность вращения вокруг последней. Кроме того , пары шкивов 36 имеют возможность вращения вокруг общей оси 35. Такая конструкция позволяет поддерживать заготовку шланга перемещающейся поступательно при вращательном движении . Рабочая поверхность шкивов может быть выполнена из резины.
Для поддерживания заготовок, имеющих более мягкое основание, на пары шкивов 36 могут быть н-гтянуты бесконечные резиновые ремни 38, которые в ненагруженном положении не натянуть .
Расстояния между парами шкивов 36 могут быть изменены при переходе на изготовление шланга другого диаметра . На участке с направляющей шкивы расположены вьвве уровня направляющей планки 43 приводного блока 4, опорные средства 5 установлены с возможностью качания в вертикальной плоскости при взаимодейств:ш с заготовкой шланга. Это необходимо для обеспечения свободного прохода над ними блока 4 для захвата. Для этого опорные средства, установленные вдоль участка с направляющей 31,смонтированы на поворотных коромыслах 39, установленных на осях 40. На свободных концах коромысел установлены противовесы 41 и имеется также средство 42 для фиксации коромысла 39 на оси 40 после прохода
блока для захвата в зависимости от момента, создаваемого весом заготовки шланга. Приводной блок 4 для захвата выполнен с заправляющей планкой
43для взаимодействия с опорными средствами 5.
Средство 42 для фиксации и рас- фиксаций коромысла на оси связано с датчиками сигнала веса заготовки шланга.
Устройство может иметь средство
44(см. фиг. 10) для наложения фиксирующего слоя на слои нити 2 арматуры , установленное по ходу движения заготовки шланга после прикатывающего приспособления. Средство 1 для подачи нитевидной арматуры 2 и блок 3 ее наложения могут быть установлены в начале траектории движения заготовки шланга и в ее конце, что обеспечивает наложение нитей арматуры при перемещении заготовки сначала в прямом направлении, а затем в обратном.
Устройство имеет также средства (не обозначены) для подвода к заготовке шланга электрического тока для термообработки шланга, например его вулканизации. Электрический ток может быть подведен к армирующим электропроводным вкладьш1ам шланга с двух его концов. При этом вкладыши являются электрическими нагревателями со противления.
Устройство работает следующим образом .
Шланг собирается, например, на гибком дерне либо на предварительно вулканизованном гибком основа- ,нии 45, перемещаемом поступательно, например, вдоль 0-образной траектории .
Приводной блок 4 перемещается возвратно-поступательно по направляющей 31, а захватывающие элементы приспособления 33 для зажима захватывают основание 44 в начале участка с направляющей по ходу перемещения заготовки , обеспечивая последней вращательное движение при ее поступательном перемещении за счет перемещения блока 4.
Нити 2 арматуры сматываются с бобин 7 и направляются через нитенапра вители io секций 6, тормоз 21 и ните направитель 22 блока наложения нитей в щайбы 23 предварительного обжатия нитей арматуры, где они деформируются между стержнями 27. После шайб 23 нити через направляющие ка- навки 6 конической гильзы 24 подаются под определенным углом на поверхность основания 45, вращающегося и перемещающегося поступательно. Нити образуют необходимое перекрыQ тие друг друга и прижимаются к по - верхности основания прикатывающим эластичным кольцом 28 приспособления 25, которое посредством тяги 29 от средства 30 перемещается аксиаль5 но относительно образующейся заготовки 46 шланга. Ввиду равномерного давления обеспечивается равномерное натяжение нитей арматуры на образую- щейся заготовке 46 шланг а. Бобины 7 вви0 ДУ тормозного момента устраняют появляющееся при остановке машины провисание нитей 2 арматуры. Кроме того, нити натягиваются кольцевым магнитным тормозным элементом 21. Натяже5 ние в данном случае зависит от силы трения, которая определяется электромагнитным возбуждением тормозного элемента 21, которое в процессе изменения диаметра бобины изменяется таQ КИМ образом, что натяжение нитей 2 арматуры в месте их наложения на основание 45 остается постоянным. Поскольку в каждый момент времени количество нитей .на бобинах 7 или диаметр последних одинаковы, то достаточно следить за диаметром только лишь одной бобины и на этом основании управлять электромагнитным возбуждением тормозного элемента 21.
Коническая гильза 24 блока наложения нитей может заменяться в зависимости от диаметра дорна или основания 45.
В случае структуры шланга, когда
г нити 2 не полностью перекрывают друг друга одновременно с наложе- .нием усиливающих нитей на поверхность последних накладывается фиксирующий слой 47 средством 44, который препят« ствует смещению нитей 2 арматуры и изменению вследствие этого их взаимного расположения.
По окончании обработки нити 2 арматуры обрезаются за прикатывающим 5 приспособлением 25 и заделываются на основании 45 с помощью эластичного кольца 28. После закрепления концов нитей 2 коническая гильза 24
5
0
и винтовая 26 могут быть заменены на новые элементы с большими размерами центрального отверстия, обеспечивающими последующее наложение нитей арматуры на увеличивающийся диаметр образующейся заготовки шланга.
Приводной блок после перемещения в одном направлении останавливается в конце направляющей, а захватывающие элементы (не обозначены) приспособления 33 для зажима отпускают заготовку шланга, покрытую нитями 2 арматуры. Блок 4 возвращается к началу направляющей для захвата нового участка изготавливаемого шланга.
Этот процесс последовательно повторяется до тех пор, пока не будет образовано необходимое число слоев арматуры.
В процессе перемещения образующейся заготовки 46 шланга с помощью блока 4 последняя поддерживается, установленными вдоль траектории ее перемещения шкивами 36 опорньЬс средств 5, которые поддерживают поступательное и вращательное движение заготовки. На участке с направляющей 31 шкивы, установленные на поворотных коромыслах 39, могут отклоняться при повороте последних.
Момент, создаваемый весом штанги, воспринимается средством 42 для фиксации коромысла в рабочем положении . Когда приводной блок 4 приближается к одному из опорных средств 5 с помощью датчика сигнала ( не показан), средство 42 освобождается. Управляющая планка 43 приводного блока 4, взаимодействуя со шкива- г-ш 36, поворачивает расфиксирован- ное коромысло 39. После прохода блока 4 над опорным средством 5 коромысло поворачивается под действием противовеса 41 в рабочее положение, в котором шкивы 36 поддерживают мещаемую заготовку 46 шланга. Средство 42 -для (iикcaции суова получает
управляющий импульс и фиксирует опорное средство в рабочем положении.
В процессе изготовления шпанг мо- йсет быть нагрет до соответствующей
температуры при подведении к аготов- ке, к ее армирующим вкладьппам, с одного ее конца или с двух концов электрического тока. В результате нагрева до соответствующей температу- ,рь1 заготовка шланга вулканизуется. Армирующие вкладьшш в этом случае выполняют роль электрического сопротивления . В результате нагрева тепло образуется непосредственно внутри шланга и разогрев последнего осуществляется по направлению от внутренних слоев к наружным. Такой нагрев обеспечивает минимальные потери тепла и приводит к лучшему сцеплению арматуру с резиной.


Реферат
Формула

Комментарии