Рукав, способ и устройство для его изготовления - RU2007654C1
Код документа: RU2007654C1
Чертежи






Описание
Изобретение относится к конструкции, способу и устройству для изготовления гибкого однослойного армированного рукава. Такие рукава могут использоваться в системах вентиляции, фильтрации, кондиционирования воздуха, транспортировки, для защиты от абразивной пыли ходовых винтов и направляющих и т. д.
Известен гибкий однослойный рукав, состоящий из витков ленты, навитой по спирали с перекрытием кромок и спирального армирующего элемента, расположенного между кромками соседних витков ленты.
Известен также способ изготовления рукава путем спиральной навивки на оправку армирующего элемента и ленты с перекрытием ее кромок, имеющей нанесенный на нее полимерный материал, их соединения и съема рукава с оправки.
Известно устройство для изготовления рукава, включающее средство подачи ленты, консольную приводную цилиндро-коническую оправку, направляющий аппарат, тангенциально расположенный по отношению к оправке и имеющий лоток с пазом, соответствующим сечению ленты, и направляющий ролик, средство для соединения и прижима кромок ленты имеющее, по меньшей мере, один прижимной ролик.
Целью изобретения в части изделия является повышение прочности рукава.
Целью изобретения в части способа является повышение производительности и расширение технологических возможностей.
Целью изобретения в части устройства является повышение качества рукава и расширение технологических возможностей устройства.
Указанная цель в части изделия изобретения достигается тем, что в рукаве, состоящем из витков ленты, навитой по спирали с перекрытием кромок и спирального армирующего элемента, расположенного между кромками соседних витков ленты, согласно изобретению лента, по меньшей мере, на ширине перекрытия, выполнена с пропиткой термопластичным материалом, а соседние витки соединены между собой двойным спиральным сварным швом, расположенным на перекрытии.
Такая конструкция рукава, благодаря увеличенной по сравнению с прототипом величине перекрытия, обеспечивающей возможность расположения на нем двойного сварного шва и благодаря наличию кромки или всей ленты, пропитанной термопластичным полимерным материалом, который при сварке обеспечивает высокую прочность и плотность сварного шва, дает возможность обеспечить высокую прочность и плотность рукава. Кроме того, армирующий элемент может быть выполнен в виде полосы из полимерного материала, площадь сечения которой составляет 0,6-1,5 площади сечения ленты, а толщина в 3-8 раз превышает толщину ленты.
Использование армирующего элемента в виде полосы из полимерного материала дает возможность повысить гибкость рукава, уменьшить его способность к складыванию (по сравнению с обычно используемой в качестве армирующего элемента проволокой), повышает кислотостойкость рукава, что особенно важно для рукавов, используемых для вентиляции цехов гальванических покрытий и других производств, использующих кислоты. Нижняя граница указанных соотношений размеров определяется исходя из обеспечения достаточной жесткости рукава в радиальном направлении, верхняя - исходя из экономичности и исключения чрезмерного утяжеления рукава.
Кроме того, армирующий элемент может быть выполнен в виде проволочной спирали с диаметром проволоки 0,8-2,5 мм и наружным диаметром спирали, составляющим в свободном состоянии 1-1,3 наружного диаметра рукава.
Границы соотношений для диаметра проволоки определяются аналогично вышеуказанному для полосы из полимерного материала, а указанные соотношения для диаметра определяются необходимостью с одной стороны обеспечить небольшое натяжение ленты для обеспечения стабильности размеров рукава, а с другой - нежелательностью слишком большого натяжения, которое негативно сказывается на прочности сварного шва и рукава в целом.
Ширина армирующего элемента, выполненного в виде полосы из полимерного материала, может быть равна ширине перекрытия. Это позволяет снизить до минимума расход ленты, но возможно только в случае, если полимерный материал, из которого изготовлен армирующий элемент, может свариваться с термопластичным материалом, которым пропитана лента или ее кромка.
Кроме того, ширина или диаметр армирующего элемента может быть меньше величины перекрытия кромок, при этом двойной сварной шов охватывает армирующий элемент с двух сторон.
Это снимает какие-либо ограничения на материал армирующего элемента, снижает требования к точности поддержания стабильного шага намотки ленты и армирующего элемента при изготовлении рукава, обеспечивает наиболее высокие значения прочности и плотности рукава.
Цель изобретения в части способа достигается тем, что в способе изготовления рукава путем спиральной навивки на оправку армирующего элемента и ленты с перекрытием ее кромок, имеющей нанесенный на нее полимерный материал, их соединения и съема рукава с оправки, согласно изобретению нанесение полимерного материала на ленту осуществляют, по меньшей мере, на ширину перекрытия ее кромок, при навивке армирующий элемент укладывают на кромку последнего лежащего на оправке витка и накрывая его кромкой последующего витка, а соединение кромок осуществляют посредством высокочастотной сварки со съемом рукава за спиральный выступ, образованный армирующим элементом.
При этом армирующий элемент перед навивкой пластически изгибают, придавая ему остаточную кривизну, радиус которой равен 0,5-0,8 диаметра оправки. Меньшие значения в указанном интервале используются для армирующего элемента в виде проволочной спирали, а большие - для полимерного армирующего элемента. Это обеспечивает минимальные значения напряжений, которые создаются в рукаве в процессе его изготовления, исключает ползучесть ленты под напряжением, нарушение сплошности сварного шва, повышает прочность и плотность рукава.
Цель изобретения в части устройства достигается тем, что устройство, влючающее средство подачи ленты, консольную приводную цилиндро-коническую оправку, направляющий аппарат, тангенциально расположенный по отношению к оправке и имеющий лоток с пазом, соответствующим сечению ленты и направляющий ролик, средство для соединения и прижима кромок ленты, имеющее, по меньшей мере, один прижимной ролик, согласно изобретению снабжено средством подачи армирующего элемента, средство для соединения кромок выполнено в виде сварочной высокочастотной головки, имеющей концентратор, причем концентратор, направляющий аппарат средство прижима и направляющий ролик имеют углубления, соответствующие сечению армирующего элемента, и установлены с возможностью образования равномерно расположенных по окружности оправки участков спиральной впадины, имеющей шаг, равный шагу навивки.
Кроме того, лоток направляющего аппарата выполнен с пазом для подачи армирующего элемента, причем паз расположен по касательной относительно спиральной впадины.
При этом средство прижима и сварная головка установлены на поворотном кронштейне и имеют средства регулирования усилия прижима.
Средства подачи ленты и армирующего элемента, направляющий аппарат, средство прижима и направляющие ролики установлены с возможностью поворота в плоскости, параллельной оси оправки.
Кроме того, средство подачи армирующего элемента снабжено механизмом его пластического деформирования перед навивкой на оправку.
На фиг. 1 изображен рукав, частично в разрезе; на фиг. 2 - в увеличенном масштабе место 1 на фиг. 1; на фиг. 3 - вариант выполнения стыка соседних витков, образующих рукав (место I на фиг. 1); на фиг. 4 - частично в разрезе рукав с проволочным спиральным армирующим элементом; на фиг. 5 - в увеличенном масштабе место II на фиг. 5; на фиг. 6 - общий вид устройства для изготовления рукава; на фиг. 7 - разрез А-А на фиг. 6; на фиг. 8 разрез Б-Б на фиг. 7; на фиг. 9 - разрез В-В на фиг. 7; на фиг. 10 - вариант выполнения питателя армирующего элемента.
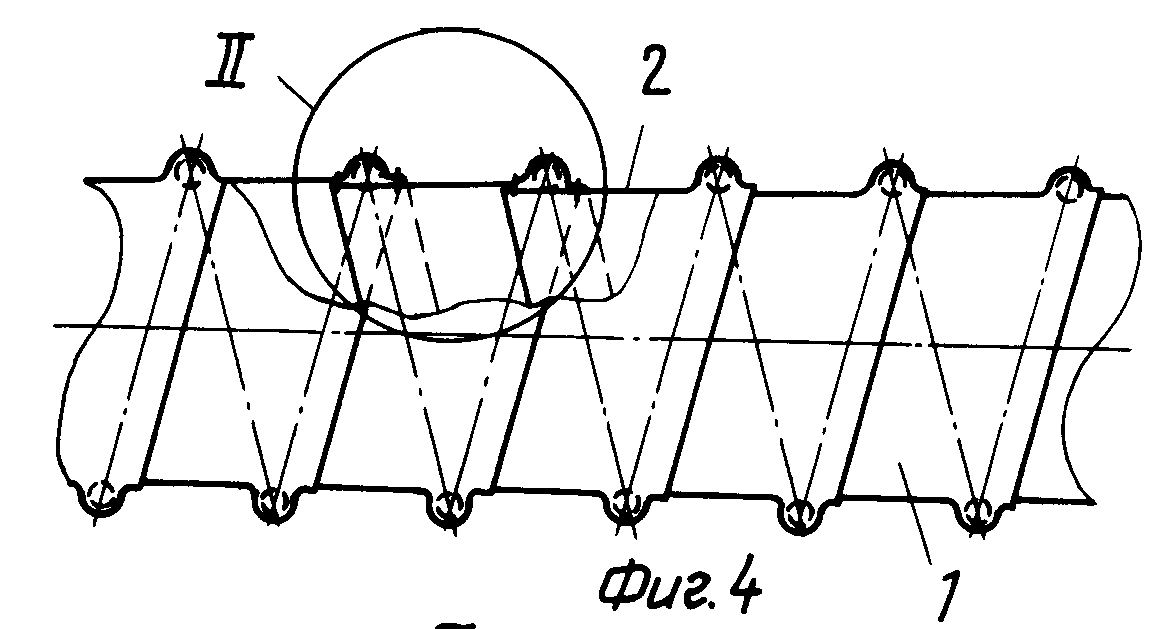
Рукав 1 (см. фиг. 1, 4) состоит из витков ленты 2 из волокнистого тканого или нетканого материала, навитой по спирали с перекрытием кромок соседних витков и спирального армирующего элемента 3 (см. фиг. 2, 3, 5), расположенного на перекрытии между кромками соседних витков ленты. Для обеспечения прочного соединения витков ленты между собой кромки ленты, по меньшей мере, на ширине перекрытия (см. фиг. 2, 3, 5) выполнены с пропиткой термопластичным полимерным материалом и соединены между собой двойным спиральным сварным швом 4, расположенным на перекрытии. Остальная часть ленты может быть без пропитки, например, для фильтровальных рукавов или быть пропитанной тем же составом, что и края ленты, например, для рукавов вентиляционных систем или защитных рукавов. Благодаря такой конструкции рукава, высокой прочности и плотности соединительного элемента в виде двойного сварного шва, уложенного на перекрытии кромок ленты, пропитанных термопластичным полимерным материалом, обеспечивается повышение прочности рукава, а в случае вентиляционных и других рукавов, выполненных из ленты, полностью пропитанной термопластичным полимерным материалом, и их герметичности.
В качестве армирующего элемента может быть использовано полоса (см. фиг 2, 3) из полимерного материала, например, полипропилена, толщина которой в 3-8 раз превышает толщину ленты, а площадь сечения составляет 0,1-1,5 площади сечения ленты. Полоса, в свою очередь, может быть армирована синтетическими волокнами.
Использование армирующего элемента в виде полосы из полимерного материала увеличивает гибкость рукава по сравнению с проволочным армирующим элементом. Такой рукав меньше склонен к складыванию, т. е. самопроизвольному смыканию витков вдоль оси рукава и предпочтителен при использовании, например, в системах вытяжной вентиляции объектов, в атмосфере которых содержатся кислоты или другие вещества, вызывающие быструю коррозию металлических армирующих элементов.
Однако, в случае фильтровальных рукавов и при необходимости обеспечить минимальный расход ленты в качестве армирующего элемента может быть использована проволочная спираль (см. фиг. 4, 5) с диаметром проволоки 0,8-2,5 и наружным диаметром, составляющим в свободном состоянии 1-1,3 наружного диаметра рукава.
Нижние значения толщины полосы и наружного диаметра проволоки, а также площади поперечного сечения полосы определяются возможностью обеспечения удовлетворительной жесткости стенок рукава в радиальном направлении, что особенно важно для рукавов систем вытяжной вентиляции. Верхние значения ограничены из условия обеспечения минимальной массы рукава. Для фильтровальных рукавов при этом учитывается еще необходимость обеспечения максимальной поверхности фильтрации, для чего используют нижние значения диаметра (ширины) армирующего элемента, а следовательно, и размера пропитываемой термопластичным материалом кромки и величины перекрытия.
С этой точки зрения, а также с точки зрения минимального расхода ленты, оптимальной конструкцией является конструкция рукава, в которой ширина полосы равна ширине перекрытия (см. фиг. 2). Однако, такая конструкция возможна только при использовании полосы из того же полимерного материала, которым пропитывают ленту или подобного ему, допускающего сварку между собой полосы и ленты. При этом ширина двойного сварного шва меньше ширины полосы.
Сравнительно узкий интервал наружного диаметра проволочной спирали определяется тем, что толщина ленты, из которой свернут рукав, обычно лежит в пределах 0,2-0,5 мм и реже до 0,1 мм. Такой рукав без армирующего элемента очень легко деформируется по направлению к его оси и поэтому использование в качестве армирующего элемента проволочной спирали, наружный диаметр которой меньше диаметра рукава, приводит к потере устойчивости витков ленты и ухудшению внешнего вида и качества рукава. Верхняя граница наружного диаметра проволочной спирали ограничена тем, что при чрезмерном натяжении ленты, вызванном упругой деформацией проволочной спирали при навивке и сварке рукава, возможно нарушение прочности сварного шва, особенно в момент изготовления рукава, а также пластические деформации (ползучесть) ленты под действием радиальной нагрузки со стороны упруго деформированной проволочной спирали. Следствием такой ползучести может стать нарушение формы из-за неравномерности деформации различных участков рукава и повышенные напряжения в ленте, которые могут привести к потере прочности и преждевременному выходу рукава из строя.
Если к рукаву не предъявляются требования обеспечения максимальной поверхности фильтрации (вентиляционные и другие рукава), более предпочтительной является конструкция рукавов (см. фиг. 3 и 5), в которых ширина или диаметр армирующего элемента меньше величины перекрытия кромок, а двойной сварной шов охватывает армирующий элемент с двух сторон. Такая конструкция не накладывает каких-либо ограничений на материал армирующего элемента, обеспечивает наилучшее значение прочности и плотности рукава, снижает требования к точности поддержания стабильного шага навивки ленты и армирующего элемента при изготовлении рукава.
Рукав описанной выше конструкции, благодаря малой жесткости ленты, обладает большой гибкостью, что и позволяет использовать его для отсоса вредных газообразных, абразивных и других продуктов, выделяющихся при сварке, шлифования, и других операциях с подвижными источниками вредных продуктов. В то же время, благодаря большой жесткости армирующего элемента 3, такой рукав не теряет своей устойчивости при создании внутри его разрежения, а также способен выдержать избыточное давление, обеспечивающее возможность использования его в системах фильтрации.
Способ изготовления описанного выше рукава заключается в том, что армирующий элемент 3 и ленту 2 из тканого или нетканого волокнистого материала - капрона, полиэфира, вискозы и др. - навивают на вращающуюся оправку по спирали, причем ленту предварительно пропитывают, по крайней мере, по краям термопластичным полимерным материалом. Пропитку выполняют либо в процессе изготовления рукава непосредственно перед навивкой ленты на оправку, либо предварительно, используют при навивке уже пропитанную ленту. Укладку ленты и армирующего элемента при навивке производят одновременно, при этом армирующий элемент укладывают на кромку последнего лежащего на оправке витка ленты и накрывают его кромкой последующего витка. По мере навивки соседние витки непрерывно сваривают ультразвуковой высокочастотной сваркой одновременно двумя сварными швами, расположенными на перекрытии по краям армирующего элемента (см. фиг. 2), либо по обе стороны от него (см. фиг. 3 и 5).
Пропитку ленты осуществляют с помощью каландров при температуре 110-140оС до начала процесса навивки или одновременно с ним. Ленту на оправку при изготовлении рукава наматывают с перекрытием, величина которого равна или превышает ширину армирующего элемента. Чтобы обеспечить требуемую жесткость рукава в радиальном направлении, препочтительно использовать армирующий элемент из более жесткого полимерного материала, чем тот, который используется для пропитки ленты, например, из полипропилена, армированного синтетическими волокнами, или в виде проволочной спирали. При этом целесообразно использовать указанные выше значения толщины и ширины полимерной полосы, используемой в качестве армирующего элемента.
Перед навивкой на оправку армирующий элемент, особенно проволочный, пластически изгибают, придавая ему остаточную кривизну, радиус которой равен 0,5-0,8 диаметра оправки. Благодаря этому исключаются чрезмерные остаточные напряжения в ленте после изготовления рукава, которые могут приводить к нарушению сплошности сварного шва, особенно сразу после сварки, а также и деформации ленты и рукава, вызываемые текучестью полимерного материала под напряжением. При этом верхние пределы указанного выше соотношения используются главным образом для полимерного пластического материала, а нижние - для проволочного.
Для изготовления спирали используют проволоку из качественной высокоуглеродистой стали (50, 60, 65 Г) диаметром 0,8-2, 5 мм, причем диаметр проволоки выбирают обычно равным 0,5-1% диаметра рукава. Предварительный пластический изгиб армирующего элемента может производиться как перед навивкой рукава, так и в процессе навивки.
Чтобы обеспечить непрерывный съем готового рукава с оправки и тем самым сделать процесс его получения непрерывным, что повышает производительность и позволяет получить рукав любой длины, на оправке одновременно располагают 1-3 витка ленты, а после сварки кромок ленты рукав при вращении оправки непрерывно снимают с нее за спиральный выступ рукава, образованный армирующим элементом. При этом, как будет далее показано в описании устройства, это осуществляют с помощью неподвижной спиральной впадины, образованной отдельными элементами устройства, взаимодействующей с упомянутым спиральным выступом и создающей осевое усилие, стягивающее рукав с оправки.
Устройство (см. фиг. 6, 7) для реализации описанного выше способа изготовления рукава включает приводную оправку 5 для спиральной навивки ленты, консольно установленную в подшипниковой опоре 6 станины 7.
Навивка ленты производится на цилиндрический участок оправки. Для облегчения съема рукава с оправки часть оправки в направлении съема выполнена конической с небольшим углом конусности. Вращение оправки осуществляется приводом 8. Средство для подачи ленты - питатель 9 и средство для подачи армирующего элемента - питатель 10 расположены на платформе 11, установленной с возможностью поворота в плоскости, параллельной оси оправки 5. Над ней консольно установлено с возможностью поворота в плоскости, параллельной оси этой оправки 5, и перемещения в направлении к оси оправки и от нее, средство для соединения между собой кромок соседних витков ленты, выполненное в виде сварочной ультразвуковой высокочастотной головки 12, имеющей концентратор 13, на рабочей поверхности которого имеется углубление 14 (см. фиг. 9), соответствующее профилю и размерам сечения армирующего элемента. Размеры углубления в концентраторе 13 определяются с учетом размеров сечения армирующего элемента, толщины ленты и необходимых зазоров, учитывающих возможные отклонения размеров, а также деформацию полимерного материала в области сварного шва.
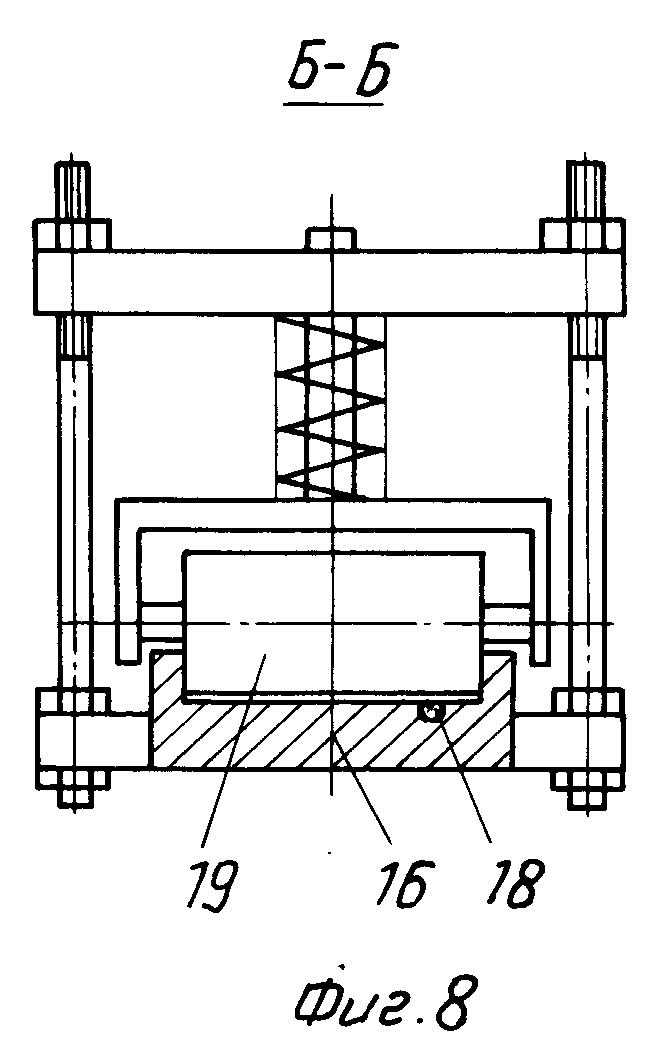
Перед головкой 12 установлен направляющий аппарат 15, включающий лоток 16, тангенциально расположенный относительно оправки и связанный с поворотной платформой 11. Внутренний канал 17 лотка 16 (см. фиг. 9) выполнен по ширине ленты, а углубление 18 для направления армирующего элемента расположено относительно боковых кромок лотка и ленты так же, как это должно быть после намотки ленты и армирующего элемента на оправку 5. Внутрь лотка 16 входит подпружиненный элемент 19, выполненный, например, в виде поворотного цилиндра и обеспечивающий регулируемое натяжение ленты при намотке, а также дополнительную фиксацию армирующего элемента в углублении 18.
За концентратором 13 (см. фиг. 6 и 7) сварочной головки 12 установлено средство для прижима соседних витков ленты при их соединении, выполненное в виде, по меньшей мере, одного подпружиненного ролика 20, установленного вместе со сварочной головкой 13 на откидывающемся поворотном кронштейне 21, снабженном средством 22 регулирования усилия прижима концентратора к ленте при сварке рукава. Это средство может быть выполнено, например, в виде рычага с перемещающимся грузом, пружины с регулируемым поджатием и т. д. Основание 23 кронштейна также установлено на платформе 11 и, таким образом, при его повороте и концентратор и ролик прижима могут поворачиваться вместе с питателями 9 и 10 и направляющим аппаратом 15 в плоскости, параллельной оси оправки, и устанавливаться в соответствии с шагом навивки и углом подъема винтовой линии свариваемых кромок ленты. Ролик 20 имеет кольцевое углубление 24, размеры сечения которого соответствуют размерам сечения армирующего элемента и которое сдвинуто вместе с роликом 20 вдоль оси оправки 5 относительно углубления в концентраторе 13 на величину, пропорциональную шагу навивки и угловому смещению ролика 20 относительно концентратора 13 вдоль цилиндрической поверхности оправки.
На поворотной платформе 11 установлены, по меньшей мере, еще один подпружиненный направляющий ролик 25, имеющий кольцевое углубление 26, размеры которого аналогичны углублению ролика 20, и сдвинуты вдоль оси оправки 18 относительно ролика 20 на величину, пропорциональную шагу навивки и угловому смещению ролика 25 относительно ролика 20 (т. е. на половину шага). При указанном расположении концентратора 13, ролика прижима 20 и направляющего ролика 25 центры сечения их углублений плоскостями, проходящими через ось оправки и ось соответствующего ролика, лежат на винтовой линии, шаг которой равен шагу навивки, а ось углубления 18 в лотке 16 расположена касательно этой винтовой линии. При таком расположении концентратора 13, ролика прижима 20 и направляющего ролика 25 участки их углубления, обращенные к оправке, образуют участки витка спиральной впадины, имеющей шаг, равный шагу навивки. Вдоль этой же спиральной впадины могут быть установлены при необходимости дополнительные направляющие ролики.
Благодаря установке лотка 16 совместно с питателями 9 и 10 на поворотной платформе 11 с возможностью поворота в плоскости, параллельной оси оправки, обеспечивается также регулирование угла подачи ленты и армирующего элемента в зависимости от требуемого шага навивки.
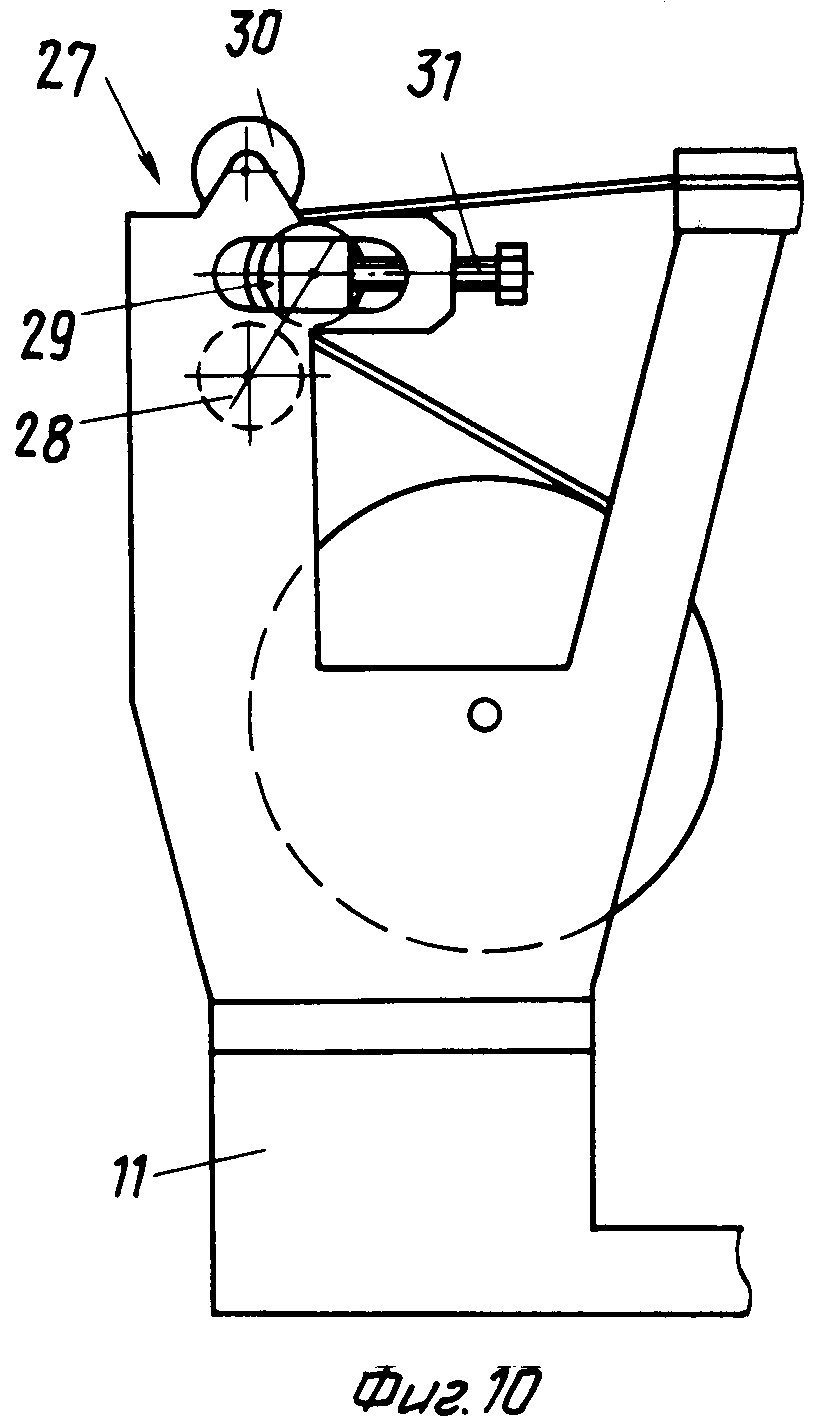
Средство подачи армирующего элемента 9 может быть дополнительно снабжено (см. фиг. 10) механизмом 27 для предварительного пластического деформирования армирующего элемента перед его намоткой на оправку, выполненным, например, в виде катушки, диаметр которой меньше диаметра оправки или трех роликов 28, 29 и 30, оси вращения которых параллельны между собой, а средний ролик 29 установлен с возможностью перемещения в направлении, перпендикулярном плоскости, в которой лежат оси двух крайних роликов 28 и 30. Это перемещение может быть обеспечено с помощью, например, винтового устройства 31. Величина перемещения определяет величину пластической деформации армирующего элемента перед его навивкой на оправку. Регулированием этой величины могут быть обеспечены указанные выше значения остаточной кривизны армирующего элемента перед его навивкой на оправку. Механизм 27 предварительного пластического деформирования армирующего элемента может быть установлен и независимо от устройства. В этом случае армирующая спираль предварительно наматывается на катушку средства подачи армирующего элемента.
Подобно механизму предварительного пластического деформирования армирующего элемента, средство для пропитки ленты или края ленты термопластичным материалом также может входить в состав устройства для изготовления рукава и быть независимым до него. Однако, наиболее предпочтительными оказались предварительная пропитка ленты вне устройства и предварительное пластическое деформирование армирующего элемента непосредственно перед намоткой.
П р и м е р осуществления способа и описание работы устройства.
Ленту шириной 40 мм и толщиной 0,30 мм из полиэфирной ткани предварительно пропитывают с помощью каландра, валки которого нагреты до температуры 130оС термопластичным полимерным материалом - суспензионным поливинилхлоридом по ГОСТ 14332-78. Перед пропиткой поливинилхлорид нагревают до температуры 120оС и смешивают с 3% диактилфталата по ГОСТ 8729-88 и 0,5% стеарата бария марки С-17 ТУ 6-09-4803-79.
После охлаждения и последующей смотки питатель 9 с лентой, пропитанной термопластичным полимерным материалом, состав которого указан выше, устанавливают на поворотную платформу 11 устройства для навивки рукавов. Туда же устанавливают питатель 10 с полипропиленовой лентой сечением 1,5 х 5 мм, которая используется в качестве армирующего элемента. Перед началом навивки поворотом платформы 11 устанавливают концентратор 13, направляющий аппарат 15, ролики 20 и 25 под углом 5о, к оси оправки (этот угол соответствует углу подъема винтовой линии при шаге навивки 31 мм и диаметре оправки 125 мм), а затем смещением их в горизонтальной плоскости вдоль оси оправки 5 на расчетную величину или по шаблону устанавливают и закрепляют концентратор 13 и ролики 20 и 25 таким образом, чтобы центры углублений на их рабочей поверхности сечением 2,1 х 5,9 мм располагались вдоль общей винтовой линии с шагом 31 мм.
Вначале ленту из питателя 9 и армирующий элемент из питателя 10 подают в соответствующие углубления 18 лотка 16 и по ним к оправке 5, закрепляют на оправке и край спускают на концентратор 13 сварочной головки 12 и ролики 20 и 25, оставляя по обе стороны армирующего элемента краевую полоску ленты шириной 2,5 мм с каждой стороны, прижимаемую к оправке ребордами роликов 20 и 25 и выступами концентратора 13. После этого включают генератор ультразвуковых колебаний (не показан) и начинают медленно вращать оправку, направляя вручную образующийся выступ от армирующего элемента шириной 5,6 мм и высотой 1,8 мм в углубления ролика прижима и направляющих роликов.
После того, как выступ пройдет все направляющие ролики, начинают процесс непрерывной намотки и сварки рукава. Процесс ведут при частоте вращения оправки 2 об/мин. Сварку ведут при следующих параметрах - частота ультразвуковых колебаний 23 кГц, мощность - 120 Вт, а непрерывно навиваемые и свариваемые участки рукава непрерывно снимают с оправки за спиральный выступ рукава, образованный армирующим элементом. Необходимая для съема осевая сила создается за счет взаимодействия вращающегося спирального выступа рукава с участками неподвижной спиральной впадины. Этими участками являются углубления в концентраторе, ролике прижима и направляющих роликах. Число направляющих роликов определяется диаметром формируемого рукава, однако, для наиболее распространенных рукавов диаметром 100-250 мм достаточно иметь не более 1-3 направляющих роликов.
После сварки рукава требуемой длины режущим устройством (не показано) производят его отрезку, либо во время вращения оправки, либо при ее остановке, после чего процесс продолжается, сваривается новый отрезок рукава требуемой длины и т. д. , пока не израсходуется лента и армирующий элемент, после чего все описанные выше операции повторяются или лента и армирующий элемент с новых питателей стыкуется с предыдущими и процесс продолжается.
Непрерывность процесса изготовления рукава на этом устройстве благоприятно сказывается на стабильности параметров, качества и производительности изготовления легких, прочных и гибких складывающихся рукавов неограниченной длины.
(56) Патент США N 4203476, кл. 138-122, 1980.
Авторское свидетельство СССР N 1260238, кл. B 29 D 23/22, 1980.
Авторское свидетельство СССР N 513606, кл. B 29 C 53/72, 1975.
Реферат
Использование: в системах вентиляции, фильтрации кондиционирования воздуха. Сущность изобретения: на оправку спирально навивают армирующий элемент и ленту с перекрытием ее кромок. На ленту нанесен полимерный материал. Нанесение материала осуществляют на ширину перекрытия ее кромок. При навивке армирующий элемент укладывают на кромку последнего лежащего на оправке витка, накрывая его кромкой последующего витка. Соединение кромок осуществляют высокочастотной сваркой со съемом рукава за спиральный выступ, образованный армирующим элементом. 3 с. и 9 з. п. ф-лы, 10 ил.
Комментарии