Устройство для непрерывного изготовления трубчатых изделий из термопластичных полосовых материалов - SU655295A3
Код документа: SU655295A3
Чертежи



Описание
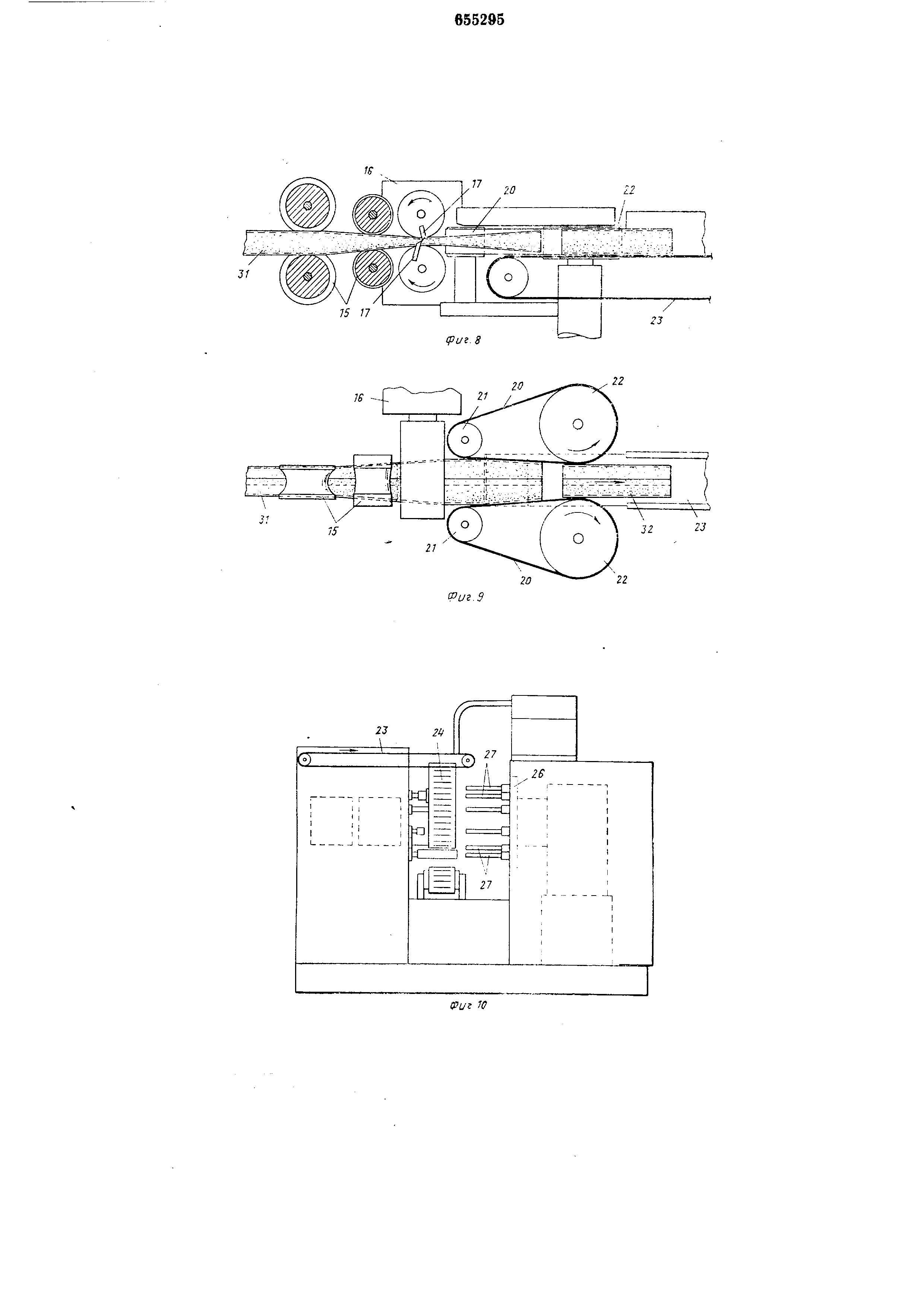
механизм и механизм для восстановления круглой формы поперечного сечения, вид сбоку; на фиг. 9 - то же, вид в плане; на фиг. 10 - приспособление для насадки головок и подающий механизм, вид спереди; на фиг. 11 - то же, вид сбоку; на фиг. 12 - другой вариант выполнения подающего механизма; на фиг. 13 - отдельные позиции обработки приспособления для насадки головок .
Устройство для непрерывного изготовления трубчатых изделий из термопластичных полосовых материалов содержит механизм подачи материала, включающий валок 1 с полосовым материалом и направляющие и уравновешивающие ролики 2, формующий узел, состоящий из полого корпуса в виде формующей трубы 3, вводной воронки 4, в которой выполнена направляющая прорезь 5, и оправки 6.
Одна сторона направляющей прорези 5 служит для направления одной кромки подаваемой полосы, обеспечивая положение внахлестку двух кромок полосового материала . Внутреннее поперечное сечение формующей трубы 3 и наружное сечение оправки
6выполнены в соответствии с желаемой степенью расщирения трубчатой заготовки.
За формующим узлом расположен сварочный механизм 7, прессующий ролик 8, охлаждающий механизм 9 и механизм непрерывного перемещения материала, выполненный в виде двух конвейерных лент 10 и 11. Конвейерная лента 10 расположена в пазах оправки 6, которая размещена также в зонах сварочного и охлаждающего механизмов, на свободно вращающихся внутри оправки роликах 12. Конвейерная лента И огибает сварочный механизм 7 и прессующий ролик 8 и размещена на приводных роликах 13.
Каждый ролик 13 установлен по отнощению к свободно вращающемуся ролику 12 так, что движение ролика 13 передается через конвейерную ленту 11 вследствие трения конвейерной ленте 10, в результате чего синхронизируется движение конвейерных лент.
Сварочный механизм 7 может быть высокочастотным при изготовлении изделий из многослойных материалов или ультразвуковым при изготовлении изделий из однослойных материалов.
Для перемещения трубчатой заготовки служат также ролики 14, которые обеспечивают также неизменность ее формы.
Для охлаждения конвейерной ленты 10 и облегчения скольжения материала в формующей трубе 3 в оправке 6 в стенках формующей трубы 3 и в сварочном механизме
7предусмотрены отверстия или сопла для подачи воздуха (на фигурах не показаны). За охлаждающим механизмом 9 расположен механизм для сплющивания трубчатой заготовки в виде валков 15, режущий механизм 16, включающий два поворотных ножа 17, расположенных без зазора.
Для плавного изменения длины отрезаемых корпусов служит бесступенчатая передача 18.
Перед валками 15 расположен привод 19 подачи вперед трубчатой заготовки.
За режущим механизмом установлен механизм восстановления круглого сечения, включающий две бесконечные ленты 20, огибающие ролики 21 и 22 различного диаметра . Зазор меладу роликами 22 несколько меньще, чем диаметр трубчатой заготовки. За роликами 22 расположен подающий механизм, включающий транспортерну ленту 23, питающую ленту 24 и желобы 25, и приспособление для насадки головок, содержащее поворотный стол 26 с поворотными шпипделями 27, установленными равномерно по окружности стола. Против каждого шпинделя 27 расположена соответствующая позиция обработки, загрузки или разгрузки . Другой вариант выполнения подающего
устройства включает ролик 28, вакуумный
барабан 29, металлическую пластину 30,
установленную с возможностью поворота
вокруг ролика 28.
Устройство работает следующим образом.
Поступающий с валка 1 полосовой материал 31, нанример алюминиевая фольга, покрытая с обеих сторон полиэтиленом, подается через направляющие и уравновешивающие ролики 2 к формующему узлу, где он
формируется в трубчатую заготовку требуемых размеров.
Затем трубчатая заготовка поступает в зону сварки, где уложенные внахлестку кромки ее поступают в зазор между конвейерными лентами 10 и 11 и свариваются сварочным механизмом 7. Прессующий ролик 8 опрессовывает полученный щов, а охлаждающий мехаиизм 9 охлаждает. Далее трубчатой заготовке придается овальная
форма при помощи валков 15, причем длинная сторона ее расположена параллельно кромкам ножей 17. Ножи 17 режут трубчатую заготовку на трубчатые корпуса 32 требуемой длины, после чего они поступают в
зазор между бесконечными лентами 20, при прохождении которых трубчатый корпус 32 имеет некоторую овальную форму в вертикальном направлении. Благодаря снятию сжимающих напряжений при выходе из-под
лент 20 упругие свойства материала обеспечивают получение требуемой круглой формы корпуса.
Далее трубчатые корпуса 32 поступают по транспортерной ленте 23 на питающую
ленту 24 и в подающих желобах 25 подаются в приспособление для насадки головок. На шпиндель 27 перед тем, как он займет положение против подающего желоба 25, насаживается колпачковая головка 33 (положение I). При дальнейшем вращении стола 26 на один шаг тлпиндель 27, несущий головку 33, заннмает положснне против подающего желоба 25 (положение II). При помощи датчика илн фотоэлектрического детектора (на фигурах не показано) проверяется наличие головки 33 на щиииделе 27. Если щпиндель несет головку, трубчатый корпус 32 выталкивается через буртик 34 головки 33 на шпиндель 27 (ноло}кение 11); в случае отс}тствня головки подающий желоб 25 отводится н трубчатый корпус выталкивается из приспособления для насадки головок. После надевания на шниндель 27 трубчатый корнус 32 устанавливается дальиейшим поворотом на одни щаг на головке 33 таким образом, что конец трубчатого корпуса выступает за кромку буртика 34 головкн 33.
При следу10П1ем положении (IV) обработки буртиковая зона головки 33 и выступающая кромка трубчатого корпуса 32 нагреваются горячим воздухом, причем шпиндель 27 вращается для обеспечения равномерного нагрева. При следующем положении (V) обработки выступающий конец трубчатого корпуса 32 напрессовывается на буртик 34 головки 33, причем шпиндель 27 вновь новорачивается. При следующем положении (VI) обработки головка 33 приваривается к сформованному концу трубчатого корпуса 32. Далее (положенне VH) головка охлаждается, затем (положенне VIII) на нее навинчивается закрывающий колпачок 35, после чего (положение IX) производится отделение готового изделия 36 от /J
18
шпинделя 27 за счет подачи в последний сжатого воздуха. Готовое изделие 36 снимается со щнннделя 27 (положение X).
Устройство согласно изобретению обеснечивает нолучение качественных изделий за счет точного регулирования перекрытия кромок полосового материала при формовании трубчатой заготовки.
10
Формула изобретення
Устройство для ненрерывного изготовления трубчатых изделий из термопластичных полосовых материалов, содержащее механизм подачи материала, сварочный, охлаждающий и режущий механизмы, формующий узел, расноложенный перед сварочным механизмом и включаюи1,ий полый корпус с установленной в нем онравкой, которая
размещена также в зонах сварочного и охлаждающего механизмов и выполнена в этих зонах с назами, и механизм непрерыв ного перемещения материала, выполненный в виде двух огибающих ролики конвейерных
лент, одна из которых расположена в пазах оправки, отличающийся тем, что, с целью повышения качества изделий, полый корпус выполнен в виде трубы с направляющей прорезью.
Источники информации,
принятые во внимание нри экснертизе
1.Патеит США ,№ 3778321, кл. 156-146, 1973.
2.Патент США № 3388017, кл. 156-203,
1968. п 31S I
A (Oi/e 4
(PUi.5 f


Реферат
Формула
Комментарии