Способ и устройство для сварки полимерной упаковки трубчатой формы и получаемая этим способом упаковка - RU2524964C2
Код документа: RU2524964C2
Чертежи










Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к гибкому тюбику, изготовленному из полимерной пленки. Более конкретно, изобретение относится к гибкому тюбику, изготовленному из пленки, края которой сварены путем добавления сварочного шнура в размягченном состоянии.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Сварка путем добавления шнура из размягченного полимера описана в заявке на патент WO 2008/038206 А2. В соответствии со способом, предложенным заявителем, сварочный шнур экструдирован и сварен с каждым из краев слоистого материала и служит соединением между этими краями. Температура сварочного шнура является достаточной, чтобы обеспечить его сваривание с краями пленки, таким образом устраняя необходимость подачи дополнительной энергии. Способ позволяет улучшить внешний вид тюбика, поскольку шнур наносят на поверхность, образующую внутреннюю поверхность упаковки. Другое преимущество способа состоит в простоте применяемого устройства, по сравнению с высокочастотными сварочными устройствами, применяемыми обычно.
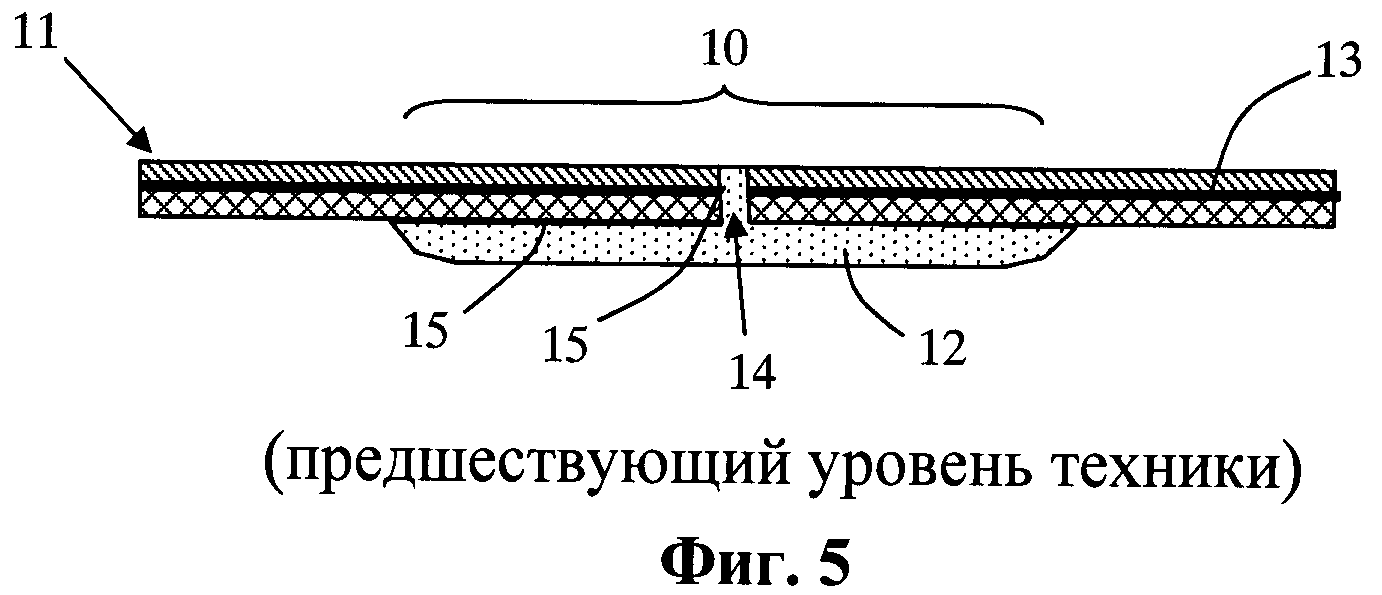
Однако упаковка, полученная при помощи способа и устройства, описанных в заявке на патент WO 2008/038206 А2, имеет некоторые недостатки. Эти недостатки связаны с возникновением дефектов сварных соединений трех типов. Дефект первого типа имеет эстетическое значение и возникает в том случае, когда края слоистого материала не прилегают друг к другу. В этом случае сварочный шнур виден снаружи упаковки. Сварное соединение этого типа представлено на фиг.5. Края слоистого материала 11 не прилегают друг к другу, и зазор 14 между этими краями заполнен сварочным шнуром 12. Второй дефект сварного соединения этого типа возникает, когда слоистый материал 11 содержит барьерный слой 13. В зоне 10 сварки наблюдается потеря барьерных свойств, связанная с нарушением непрерывности слоя 13. Потеря свойств тем больше, чем больше зазор 14. Потеря барьерных свойств упаковки является значительной, если края слоистого материала не прилегают друг к другу или недостаточно хорошо сварены. Дефект третьего типа является механическим и возникает в том случае, когда края прилегают друг к другу, но не сварены между собой. Сварное соединение этого типа, представленное на фиг.6, получено при помощи устройств, описанных в предшествующем уровне техники и представленных на фиг.1-4. В этом случае для преодоления низкой прочности сварного соединения встык слоистого материала 11 необходим сварочный шнур 12 большой толщины. Зона 10 сварки содержит первую зону 15, образованную границей раздела между шнуром 12 и слоистым материалом 11, и вторую зону 16, образованную границей раздела между краями слоистого материала. Обнаружено, что способы и устройства, описанные в предшествующем уровне техники, не позволяют осуществить сварку границы 16 раздела. Большая толщина сварочного шнура 12 ухудшает гибкость упаковки в сварной зоне. Несваренная граница 16 раздела между краями слоистого материала ухудшает как эстетические, так и барьерные свойства упаковки. Причиной возникновения перечисленных дефектов является трудность размягчения краев слоистого материала при помощи энергии, внесенной сварочным шнуром.
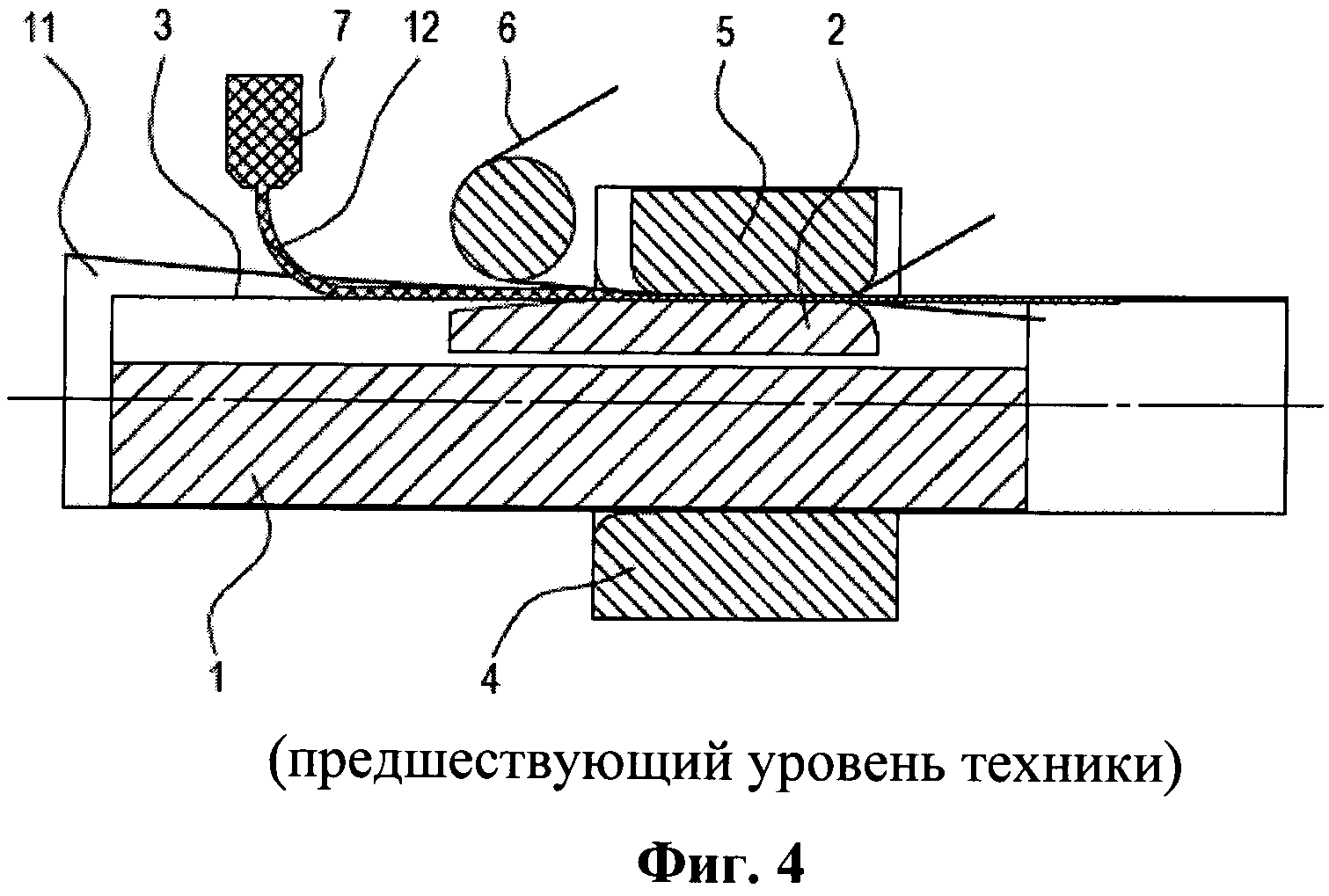
Способ и устройство, описанные в заявке на патент WO 2008/038206 A2 и представленные на фиг.1-4, имеют также другие недостатки, приводящие, в частности, к тому, что сварочный шнур в размягченном состоянии неизбежно стекает вниз под действием гравитации. Вследствие этого сварочный шнур в первую очередь входит в контакт с поверхностью сварочного стержня или, в крайнем случае, с приводным конвейером, встроенным в стержень. На фиг.2, представляющей разрез устройства по фиг.1, сварочный шнур 12 помещают на внутренний ленточный конвейер 3 до вхождения в контакт со слоистым материалом 11. Этот первоначальный контакт сварочного шнура, температура которого относительно высока, с холодной металлической поверхностью препятствует правильному осуществлению способа. Действительно, температура сварочного шнура снижается до вхождения в контакт с краями слоистого материала, подлежащими сварке. Такая дополнительная потеря энергии значительно снижает качество сварного соединения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача, решение которой предлагает настоящее изобретение, заключается в улучшении качества сварного соединения, полученного при помощи сварочного шнура, экструдированного в размягченном состоянии. В частности, изобретение позволяет устранить перечисленные недостатки.
Изобретение в первую очередь относится к способу сварки трубчатой упаковки из полимера, включающему в себя, по меньшей мере, следующие этапы:
- этап сворачивания, в процессе которого сворачивают слоистый материал (ламинат);
- этап размещения, в процессе которого края слоистого материал размещают в требуемом положении;
- этап экструзии, в процессе которого экструдируют размягченный сварочный шнур из полимера и размещают его на краях слоистого материала;
- этап плавления, в процессе которого указанные края соединяют при помощи сварочного шнура;
- этап сжатия, в процессе которого к сварной зоне прикладывают давление одновременно в двух направлениях;
- этап охлаждения сварной зоны.
Этап плавления является ключевым этапом настоящего изобретения, поскольку он позволяет размягчить поверхность краев слоистого материала. Плавление краев слоистого материала происходит под действием тепловой энергии сварочного шнура и осуществляется следующим образом:
- шнур входит в контакт только с краями слоистого материала;
- продолжительность этапа и энергия сварочного шнура являются достаточными для размягчения этих краев.
Этап сжатия, осуществляемый одновременно с этапом плавления или после него, состоит из:
- очень быстрого сжатия сварочного шнура вдоль оси, перпендикулярной слоистому материалу, и
- одновременного прижатия размягченных краев слоистого материала друг к другу в направлении, параллельном плоскости слоистого материала.
Осуществить настоящее изобретение позволяет способ, состоящий в перемещении сварочного шнура в направлении, параллельном элементам устройства, которые могут входить в контакт со шнуром. Таким образом, исключается всякий контакт сварочного шнура с такими элементами, как стержень или конвейер, до вхождения его в контакт со слоистым материалом.
Изобретение отличается тем, что шнур перемещают параллельно сварочному устройству, в частности, стержню и, возможно, конвейеру, так что первый контакт шнура осуществляется со слоистым материалом. Отличительный признак настоящего изобретения состоит в том, что всю энергию, необходимую для осуществления сварки, обеспечивает полимерный шнур.
При осуществлении первого варианта способа в соответствии настоящим изобретением шнур перемещают перед этапом размещения краев слоистого материала. При осуществлении второго варианта способа в соответствии с изобретением шнур перемещают в процессе этапа размещения краев слоистого материала. При осуществлении третьего варианта способа в соответствии с изобретением шнур перемещают после этапа размещения слоистого материала.
Шнур может быть помещен на поверхность слоистого материала, образующую внутреннюю поверхность упаковки, или на поверхность материала, образующую наружную поверхность упаковки. Предпочтительно шнур помещают на поверхность материала, образующую внутреннюю поверхность упаковки. В другом варианте этап плавления осуществляют одновременно при помощи шнура и при помощи источника тепла. На этапе сжатия шнур вытягивают и уменьшают толщину зоны сварки. Предпочтительно шнур перемещают вертикально в направлении силы тяжести.
Изобретение также относится к устройству для осуществления указанного способа. Это устройство содержит сварочный стержень, выполненный с возможностью окружения его слоистым материалом, средства для экструзии и размещения шнура из полимера в размягченном состоянии между наружной поверхностью сварочного стержня и слоистым материалом, расположенным вокруг этого стержня, причем устройство отличается тем, что стержень расположен вертикально.
Упаковка содержит сварную зону, состоящую из двух отдельных частей:
- первая часть сварной зоны образована границей раздела между расположенными встык краями слоистого материала;
- вторая часть сварной зоны образована границей раздела между внутренней поверхностью слоистого материала и сварочным шнуром.
Общая толщина сварного соединения меньше, чем удвоенная, предпочтительно, меньше, чем 1,8-кратная толщина слоистого материала. Прочность сварной зоны превышает прочность слоистого материала.
Поскольку слоистый материал содержит несколько слоев, настоящее изобретение позволяет улучшить непрерывность слоев в сварной зоне. Следовательно, улучшаются барьерные свойства полученной упаковки, а также эстетические свойства сварной зоны.
В соответствии с одним из вариантов осуществления настоящего изобретения применяют способ сварки путем перекрытия краев слоистого материала. В этом случае сварочный шнур помещают на границу раздела между краями слоистого материала, подлежащими наложению друг на друга. Этап плавления позволяет размягчить эти края.
В том случае, когда слоистый материал содержит в своей толще слой, замедляющий диффузию тепла, например слой алюминия или бумаги, предпочтительным может быть применение устройства предварительного нагрева краев, например, при помощи контакта, для повышения температуры двух краев слоистого материала, таким образом упрощающее или улучшающее условия сварки.
В соответствии с одним из вариантов осуществления настоящего изобретения края слоистого материала обрезают наискось, вследствие чего увеличивается площадь боковой поверхности контакта слоистого материала в зоне сварки. Такая конфигурация позволяет также влиять на качество и прочность сварного соединения.
В соответствии с другим вариантом изобретения применяют совместно экструдированный полимерный шнур (с барьерным материалом в центре шнура), чтобы обеспечить также в зоне, определенной между краями слоистого материала, хорошую барьерную защиту тюбика по отношению к окружающей среде.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения.
На фиг.1 представлен общий вид первого устройства в соответствии с предшествующим уровнем техники.
На фиг.2 представлен поперечный разрез устройства по фиг.1.
На фиг.3 представлен общий вид второго устройства в соответствии с предшествующим уровнем техники.
На фиг.4 представлен поперечный разрез устройства по фиг.3.
На фиг.5 представлен первый вариант сварного соединения в соответствии с предшествующим уровнем техники.
На фиг.6 представлен первый вариант сварного соединения в соответствии с предшествующим уровнем техники.
На фиг.7 и 8 представлен способ сварки встык в соответствии с настоящим изобретением.
На фиг.7 представлен этап плавления по способу в соответствии с настоящим изобретением.
На фиг.8 представлен этап сжатия по способу в соответствии с настоящим изобретением.
На фиг.9 представлено сварное соединение встык в соответствии с настоящим изобретением.
На фиг.10 представлен разрез устройства в соответствии с настоящим изобретением.
На фиг.11 представлен разрез устройства на этапе плавления.
На фиг.12 и 13 представлен способ сварки с перекрытием.
На фиг.12 представлен этап плавления.
На фиг.13 представлен этап сжатия.
На фиг.14 представлено сварное соединение с перекрытием в соответствии с настоящим изобретением.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ ПО ФИГ.1-9
1. Сварочный стержень
2. Калибровочная матрица (регулируемая по высоте)
3. Внутренний ленточный конвейер
4. Формовочная фильера
5. Прижимная планка
6. Наружный ленточный конвейер
7. Экструзионная головка
8. Первый край слоистого материала
9. Второй край слоистого материала
10. Зона сварки
11. Слоистый материал (непрерывная лента)
12. Экструдированный полимерный шнур
13. Барьерный слой
14. Зазор
15. Граница раздела шнур - слоистый материал
16. Граница раздела слоистый материал - слоистый материал
17. Наружный элемент сжатия
18. Внутренний элемент сжатия
19. Сила сжатия, перпендикулярная поверхности слоистого материала
20. Сила сжатия, параллельная поверхности слоистого материала
21. Толщина сварной зоны
22. Зона плавления
23. Зона сжатия
24. Зона охлаждения
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Способ в соответствии с настоящим изобретением состоит в применении энергии, содержащейся в сварочном шнуре, для:
- приваривания шнура к краям слоистого материала,
- приваривания краев слоистого материала друг к другу.
Таким образом, сварная зона содержит две отдельные части, причем первая часть образована границей раздела шнур - слоистый материал, и вторая часть образована границей раздела слоистый материал - слоистый материал.
Способ в соответствии с изобретением включает в себя, по меньшей мере, следующие этапы:
- сворачивание слоистого материала для получения трубчатого тела;
- размещение краев слоистого материала;
- экструзия и наложение сварочного шнура на эти края;
- плавление краев под действием энергии шнура;
- сжатие сварной зоны;
- охлаждение сварной зоны;
- разрезание трубчатого тела на цилиндрические элементы равной длины.
Ключевые этапы способа в соответствии с настоящим изобретением представлены на фиг.7 и 8. На фиг.7 представлен этап плавления, в процессе которого часть энергии сварочного шнура передается слоистому материалу для размягчения его краев, подлежащих сварке. Сварочный шнур 12, экструдированный в размягченном состоянии, приводят в контакт с краями слоистого материала 11. Граница 15 раздела между шнуром и слоистым материалом уменьшена, чтобы осуществлять нагрев только краев, подлежащих сварке. На этапе плавления сварочный шнур 12 контактирует только с краями слоистого материала 11. В соответствии с предпочтительным вариантом осуществления настоящего изобретения края слоистого материала 11 на этапе плавления контактируют только со сварочным шнуром 12. Отсутствие внешнего контакта со сварочным шнуром 12 и краями слоистого материала на этапе плавления является ключевым отличием изобретения. Продолжительность этапа плавления зависит от толщины слоистого материала и температуры и массы сварочного шнура. Продолжительность этапа плавления обычно превышает 0,1 секунды, а температура сварочного шнура превышает температуру плавления, по меньшей мере, на 50°С. Обычно массу сварочного шнура стремятся уменьшить, чтобы уменьшить толщину сварного соединения, а также стоимость упаковки. Оптимальная масса определяется компромиссом между минимальной энергией, которой должен обладать шнур на этапе плавления, толщиной сварного соединения, массу которого стремятся уменьшить, и свойствами сварной зоны. Эти параметры регулирует специалист. Когда слоистый материал 11 является многослойным, не всегда возможно и полезно размягчать всю совокупность слоев. В этом случае энергию, внесенную сварочным шнуром 12, применяют для размягчения слоев, пригодных для сварки встык. Обычно для сварочного шнура применяют полимер, имеющий ту же природу, что и полимер, составляющий слои слоистого материала, подлежащие сварке. Предпочтительно выбирать для сварочного шнура 12 полимер, температура плавления которого больше или равна температуре плавления полимеров, составляющих слои слоистого материала, подлежащие сварке. Например, применение сварочного шнура из полиэтилена высокой плотности является предпочтительным для изготовления тюбиков из слоистого материала, содержащего слои полиэтилена низкой плотности. Этап плавления можно осуществлять перед этапом сжатия или одновременно с ним.
В толще слоистого материала могут иметься слои, замедляющие перенос тепла от сварочного шнура к слоям, подлежащим сварке. Например, было замечено, что слой алюминия или бумаги сильно замедляет теплопередачу. В таком случае иногда бывает трудно размягчить слои, расположенные вблизи от наружной поверхности слоистого материала, если сварочный шнур находится на его внутренней поверхности. Для преодоления этой трудности может быть предусмотрено применение источника тепла на наружной поверхности слоистого материала на этапе плавления. В этом случае предпочтительным является нагрев наружной поверхности при помощи контакта или горячего воздуха.
После этапа плавления или одновременно с ним зону сварки сжимают. Этап сжатия, представленный на фиг.8, состоит из:
- уменьшения толщины сварочного шнура и приложения давления к размягченной границе 15 раздела между слоистым материалом 11 и сварочным шнуром 12;
- уменьшения зазора 14 между краями и приложения давления к границе 16 раздела между размягченными краями слоистого материала 11.
На этапе сжатия зону 10 сварки сжимают одновременно в перпендикулярном и в поперечном направлениях. Перпендикулярное направление ортогонально плоскости, образованной зоной сварки. Поперечное направление параллельно плоскости, образованной зоной сварки, и перпендикулярно оси сварного соединения. Перпендикулярное сжатие уменьшает толщину сварочного шнура 12 и увеличивает сцепление сварного соединения между шнуром 12 и слоистым материалом 11. Перпендикулярное сжатие осуществляют при помощи элемента 17 наружного сжатия, контактирующего с наружной поверхностью слоистого материала, и элемента 18 внутреннего сжатия, контактирующего со сварочным шнуром. Сила 19 сжатия, приложенная элементами 17 и 18 сжатия, вызывает уменьшение толщины сварочного шнура, а также его растекание. Этап сжатия необходимо осуществлять очень быстро во избежание охлаждения сварной зоны 10, которое помешало бы сплющиванию шнура 12 и привело бы к получению низкокачественного сварного соединения 15 между шнуром и слоистым материалом. Перед осуществлением перпендикулярного сжатия, одновременно с ним или после него к сварной зоне прикладывают давление в поперечном направлении при помощи поперечной силы 20 сжатия, приложенной к слоистому материалу. Поперечная сила 20 сжатия приводит к сближению краев слоистого материала и затем к приложению давления к размягченным краям слоистого материала 11 в месте сваренной границы 16 раздела. Такое приложение поперечного давления улучшает силы сцепления сварки на границе 16 раздела. Поперечные силы 20 сжатия имеют слабую интенсивность и передаются слоистому материалу до границы 16 раздела. Приложение давления к границе 16 раздела позволяет значительно повысить прочность сварной зоны и улучшить непрерывность барьерных свойств слоистого материала в сварной зоне.
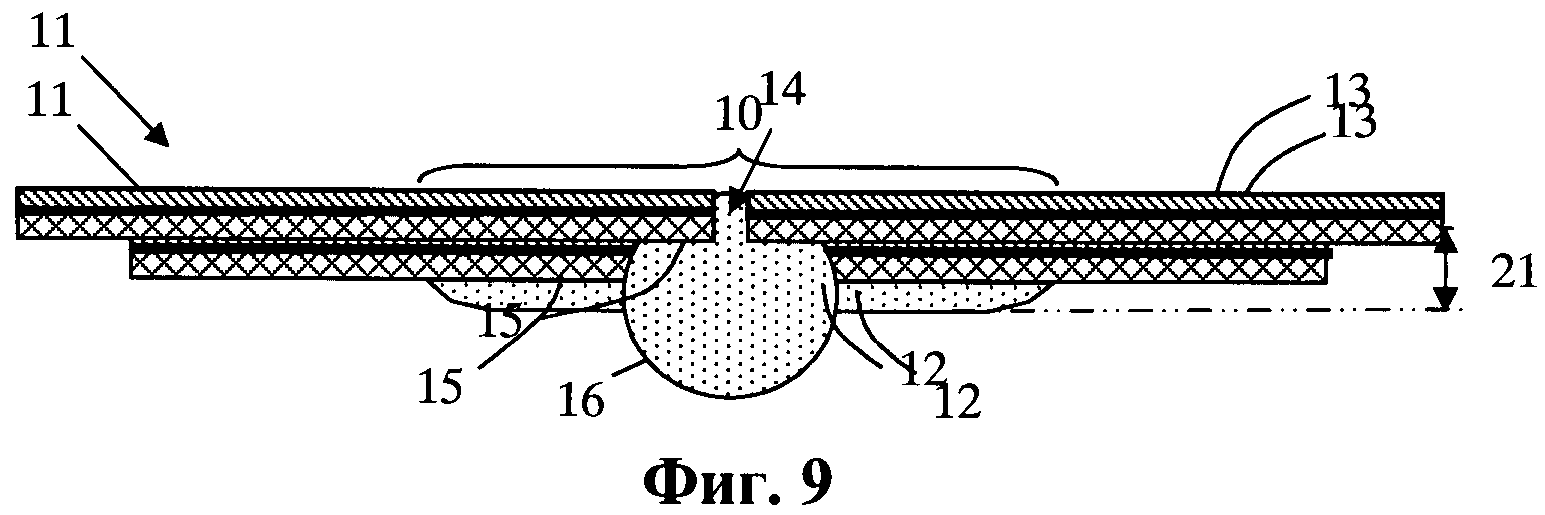
На фиг.9 представлена сварка встык способом в соответствии с настоящим изобретением. Зона 10 сварки содержит две отдельные сварные зоны:
- граница 15 раздела между шнуром 12 и внутренней нижней поверхностью слоистого материала 11;
- граница 16 раздела между краями слоистого материала.
В отличие от сварных соединений, полученных при помощи способов и устройств, описанных в предшествующем уровне техники, граница 16 раздела между краями слоистого материала 11 сварена. Расстояние между краями барьерного слоя составляет менее 60 мкм и предпочтительно менее 30 мкм. Следовательно, свойства упаковки улучшаются следующим образом:
- улучшается непрерывность барьерных и механических свойств сварной зоны;
- уменьшается толщина сварного соединения.
По сравнению со сварными соединениями из предшествующего уровня техники, толщина 21 сварного соединения может быть уменьшена. Толщина 21 сварного соединения в соответствии с настоящим изобретением меньше, чем удвоенная, предпочтительно, меньше, чем 1,8-кратная толщина слоистого материала.
На фиг.10 представлено устройство в соответствии с настоящим изобретением. Тюбик формируют непрерывно путем постепенного обертывания сварочного стержня 1 по всей его окружности лентой слоистого материала 11, которую протягивают сверху вниз через формовочную фильеру 4. Слоистый материал 11 из полиэтилена или пропилена (или других материалов), однослойный или многослойный, сваривают продольно путем наложения экструдированного полимерного шнура 12 в размягченном состоянии на внутреннюю поверхность тюбика. Как видно на фиг.10, сварочный стержень 1 расположен вертикально. Таким образом, шнур 12, который перемещается также вертикально, не входит в контакт со стержнем 1, а входит в контакт непосредственно со слоистым материалом 11.
Устройство содержит зону 22 плавления для осуществления этапа плавления. Длину зоны 22 определяют в зависимости от толщины слоистого материала и скорости его продвижения. В зоне 22 плавления поддерживают контакт между краями слоистого материала и сварочным шнуром 12 в размягченном состоянии. Шнур 12 и края слоистого материала не контактируют ни с одним из элементов устройства в зоне 22 плавления.
Устройство содержит зону 23 сжатия для осуществления этапа сжатия. Зона 23 имеет малую длину, поскольку этап сжатия должен быть непродолжительным. В зоне 23 зону сварки сжимают одновременно в перпендикулярном и поперечном направлениях. Перпендикулярное сжатие, при котором осуществляют сжатие сварочного шнура 12 и обеспечивают его растекание, представлено на фиг.10. Зону сварки сжимают между прижимной планкой 5, оказывающей давление на наружную сторону слоистого материала, и калибровочной матрицей 2, оказывающей давление на сварочный шнур. Зона 23 сжатия имеет малую длину, поскольку этап сжатия должен быть непродолжительным. Возможно применение разнообразных средств сжатия, отличных от представленных на фиг.10. Когда полимеры, составляющие сварочный шнур 12 или наружную поверхность слоистого материала, создают отложения на прижимном оборудовании, предпочтительным может являться применение прижимных валиков. Прижимное оборудование предпочтительно охлаждают. Другой альтернативой является применение конвейеров, перемещающихся с той же скоростью, что и слоистый материал, и входящих в контакт со сварной зоной в момент сжатия. Эта альтернатива позволяет избежать трения между сварной зоной и оборудованием на этапах сжатия и охлаждения. В некоторых устройствах применяют один конвейер, расположенный на наружной или внутренней поверхности сварного соединения. Другие устройства содержат два конвейера, расположенные с обеих сторон от зоны сварки и входящие в контакт с этой зоной только на этапе сжатия. Устройство, представленное на фиг.10, обеспечивает также поперечную силу сжатия, оказывая давление на размягченные края слоистого материала. Поперечное давление прикладывают при помощи формовочной фильеры 4, геометрия которой в зоне сжатия позволяет прикладывать небольшое давление к краям слоистого материала. Предпочтительно в зоне сжатия диаметр формовочной фильеры 4 несколько меньше, чем диаметр трубчатого тела, образованного наружной поверхностью слоистого материала 11.
Устройство содержит зону 24 охлаждения для осуществления этапа охлаждения. В этой зоне сварное соединение охлаждают между прижимной планкой 5 и калибровочной матрицей 2. В зоне охлаждения могут также находиться элементы, улучшающие крутость полученных тюбиков. Длина зоны 24 охлаждения обычно уменьшена, поскольку зона нагрева является локальной. Длину зоны 24 регулируют в зависимости от толщины слоистого материала и сварочного шнура и скорости продвижения слоистого материала.
На фиг.11 представлен разрез устройства в зоне 22 плавления. На фиг.11 видно, что сварочный шнур 12 в размягченном состоянии контактирует только с краями слоистого материала 11. Всякий контакт сварочного шнура 12 со стержнем 1 и формовочной фильерой 4 исключен. Вертикальное расположение устройства, в частности, позволяет избежать контакта сварочного шнура 12 с оборудованием в процессе изготовления трубчатого тела, а также на этапах пуска и останова.
На фиг.12-14 представлена сварка краев слоистого материала с перекрытием в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг.12 представлен этап плавления способа. На этапе плавления сварочный шнур 12 расположен между краями слоистого материала 11, находящими друг на друга. Часть энергии шнура 12 передается для размягчения этих краев.
На фиг.13 представлен этап сжатия, в процессе которого прикладывают силу 19 сжатия, перпендикулярно поверхности слоистого материала. Вследствие приложения этой силы сжатия уменьшается толщина шнура 12, и перекрываются края слоистого материала 11.
На фиг.14 представлено сварное соединение с перекрытием, полученное в соответствии с изобретением. Толщина 21 сварной зоны 10 меньше, чем удвоенная, и предпочтительно, меньше, чем 1,8-кратная толщина слоистого материала 11. Сварочный шнур 12 покрывает участок слоистого материала в зоне сваренных краев.
Применение сварочного шнура, совместно экструдированного в размягченном состоянии (с барьерным материалом в центре шнура), позволяет улучшить барьерную защиту в зоне сварки.
Реферат
Группа изобретений относится к способу и устройству для сварки полимерной упаковки трубчатой формы. Способ включает в себя по меньшей мере следующие этапы: а) этап сворачивания, в процессе которого сворачивают слоистый материал (11), b) этап размещения, в процессе которого края (8, 9) слоистого материала (11) размещают рядом друг с другом, с) этап экструзии, в процессе которого экструдируют и размещают на краях (8, 9) полимерный шнур (12) в размягченном состоянии, d) этап плавления, в процессе которого края (8, 9) соединяют при помощи шнура (12), е) этап сжатия, в процессе которого к сварной зоне (10) прикладывают давление, и f) этап охлаждения, в процессе которого охлаждают сварное соединение. Устройство для осуществления способа по изобретению включает вертикальный сварочный стержень, выполненный с возможностью окружения его слоистым материалом, средства для экструдирования и наложения полимерного шнура в размягченном состоянии между наружной поверхностью сварочного стержня и слоистым материалом. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в том, чтобы улучшить качество сварного соединения, полученного при помощи сварного шнура, экструдированного в размягченном состоянии. 3 н. и 15 з.п. ф-лы, 14 ил.
Формула
a) этап сворачивания, в процессе которого сворачивают слоистый материал (11);
b) этап размещения, в процессе которого края (8, 9) слоистого материала (11) размещают рядом друг с другом;
c) этап экструзии, в процессе которого экструдируют и размещают на указанных краях (8, 9) полимерный шнур (12) в размягченном состоянии;
d) этап плавления, в процессе которого указанные края (8, 9) соединяют при помощи шнура (12);
e) этап сжатия, в процессе которого к сварной зоне (10) прикладывают давление, и
f) этап охлаждения, в процессе которого охлаждают сварное соединение,
отличающийся тем, что на этапе экструзии шнур (12) перемещают в направлении, параллельном элементам устройства, несущего слоистый материал (11), таким образом, что первый контакт шнура (12) после экструзии осуществляется непосредственно со слоистым материалом (11), при этом шнур перемещают вертикально в направлении силы тяжести.
Комментарии