Способ непрерывного изготовления трубчатых корпусов коробок - RU2118595C1
Код документа: RU2118595C1
Чертежи















Описание
Настоящее изобретение относится к способу непрерывного изготовления трубчатых корпусов коробок, в частности, из картона, с использованием нескольких продольных лент, наложенных друг от друга, в котором накладывают продольные ленты на стационарный направляющий элемент, заканчивающийся каркасом (стержнем), контур которого определяет поперечный профиль трубчатого корпуса, причем это накладывание осуществляют согласно образующей трубчатого тела, так что каждая лента имела боковой отгиб с каждой стороны указанной образующей и затем осуществляют загибание указанных боковых отгибов на контуре каркаса в то время, когда ленты следуют вдоль этого каркаса.
Патенты N 2256263 и 3064544 описывают такой способ и аппараты для непрерывного изготовления трубчатых корпусов приемников, сделанных из нескольких толщин бумаги, путем наложения друг на друга и склеивания непрерывных лент, расположенных продольно и имеющих ширину, равную периметру образуемой трубы. В этом способе ленты заставляют продвигаться вперед одновременно, смазывают клеем некоторые из их поверхностей, накладывают ленты друг на друга так, чтобы они легко смещались вбок одни относительно других, прессуют их плашмя между роликами, чтобы образовать многослойную ленту, затем заставляют скользить полученную ленту вдоль стационарного направляющего элемента, постепенно накладывая на него, чтобы придать желаемую трубчатую форму до того, как клей затвердеет. В таком случае, оба края каждой из первоначальных лент располагаются один рядом с другим, чтобы образовать продольный стык (шов) не перекрывая взаимно друг друга, при этом поперечная непрерывность многослойной стенки трубы обеспечивается взаимным смещением стыков различных слоев. В патенте США 3064544 также предусмотрено, что оба края каждой ленты могут перекрываться и в необходимых случаях иметь скошенные края. Затем труба режется на продолговатые куски, чтобы образовать трубчатые корпуса.
Этот известный способ имеет то преимущество, что он осуществляется с помощью достаточно простого устройства, но имеет серьезные недостатки в том, что касается качества полученных таких образом трубчатых корпусов.
В частности, в то время, когда изгибают поперечно влажную многослойную структуру, смазанную клеем, внутренние слои имеют тенденцию образовывать складки, морщиться, вместо того, чтобы скользить относительно внешних слоев. Патент США N 3064544 предусматривает даже отмечать положение складок образованием желобков на лентах. Явление образования складок особенно отмечено в углах труб с многоугольным сечением. Оно приводит к плохому состоянию внутренней поверхности трубы, к неравномерности толщины и компактности многослойной структуры, а также к ослаблению стенки трубы, потому что одни только не плиссированные слои сопротивляются поперечным усилиям. Кроме того, существование складок связано с сужением соответствующей ленты, а следовательно, мешает тому, чтобы края этой ленты правильно соединялись. Этот стык становится слишком широким и приближается к предыдущему или последующему стыку, что ослабляет трубу. С другой стороны, если имеет место поперечное скольжение одного слоя по другому, это может происходить непредсказуемым образом, более сильно с одной или другой стороны от образующей, накладываемой первой на стационарный направляющий элемент так, что эти стыки, соединения двух последовательных слоев могут находиться слишком близко друг от друга, а следовательно, чрезмерно ослабить трубу. Другим недостатком этого способа является то, что стыки обязательно находятся достаточно близко друг к другу и не могут располагаться в шахматном порядке (т.е. смещенные один раз в одном направлении, а другой раз в другом), что обеспечило бы большую крепость стенки, где они располагаются.
Заявка на европейский патент EP-A-387171 описывает способ, который имеет целью избежать чрезмерных утолщений, из-за нахлестки двух продольных краев каждой ленты и достаточно сместить швы, стыки двух последовательных слоев, чтобы не сделать ломкой, хрупкой, стенку трубчатого корпуса. Предложенное решение состоит в том, чтобы образовать последовательно каждый слой накладыванием двух лент, которые, каждая, покрывают соответствующую часть (например, половину), периметра каркаса, и края которых являются примыкающими и скрепленными краями без перекрывания друг друга, т.е. они соединены исключительно склеиванием соседних слоев. Из этого следуют два продольных нарушения сплошности в каждом слое, а, следовательно, некоторое ослабление стенки трубчатого тела. Кроме того, число накладываемых лент (полос) и число швов, образующихся при этом способе, удваиваются относительно традиционного способа, что усложняет машины, применяемые в этом способе.
Настоящее изобретение имеет целью создать способ изготовления, позволяющий получить хорошее качество производимых трубчатых корпусов, избегая явлений упомянутого образования складок, и обеспечивая точную геометрию продольных стыков, так, чтобы гарантировать необходимую устойчивость, сопротивляемость стенки трубы в зоне или зонах, где находятся эти стыки, швы.
С этой целью изобретение относится к способу вида, указанного в преамбуле, отличающегося тем, что перед накладыванием лент их заставляют следовать друг за другом и смазывают клеем, по меньшей мере, одну сторону одной или нескольких лент, при этом загибание боковых отгибающихся участков каждой ленты производят по меньшей мере частично несимметричным образом, так, чтобы загибание одного из двух боковых отгибающихся участков одной ленты заканчивалось перед загибанием другого отгибающегося участка этой ленты, причем это последнее загибание заканчивалось перед загибанием первого отгибающегося участка следующей ленты.
Таким образом, загибание каждого бокового отгиба каждой ленты производится индивидуально, по меньшей мере, в ее конечной фазе, которая имеет результатом образование продольного стыка каждого слоя. Это позволит не только избежать проблем образования складок, но также индивидуально отделывать каждый стык, в частности, сжимая каждый стык с перекрытием (наложением) и располагая свободно стыки одни относительно других, например, накладыванием друг на друга, в виде лестницы или в шахматном порядке, в соответствии с обстоятельствами и согласно формированию стыков. С другой стороны, накладывание лент на образующую направляющего элемента или каркаса может производиться или последовательно или одновременно, чтобы тем не менее ленты, накладываемые одновременно не склеивались между собой вблизи своих краев, чтобы они могли бы затем быть загнутыми индивидуально.
Если ленты накладываются последовательно вдоль образующей, можно предусмотреть накладывание второй ленты на первую только после того, как начнется загибание боковых отгибов первой ленты, что заставляет избежать любого склеивания между лентами в их частях, которые не полностью сформировались.
В частном варианте способа указанная образующая находится на нижней стороне стационарного направляющего элемента и каркаса, а загибание боковых отгибающихся частей ленты включает первую фазу, где загибают два отгиба на боках направляющего элемента и/или каркаса, вторую фазу, когда заканчивают загибание одного из отгибов на верху каркаса, затем третью фазу, когда заканчивают загибание другого отгиба. В первой фазе начинают загибание одного из отгибов перед тем, как начать загибание другого отгиба. В другом случае загибают одновременно два отгиба в течение указанной первой фазы.
Другой частный вариант способа, согласно изобретению, состоит в том, что указанная образующая находится на нижней стороне стационарного направляющего элемента и каркаса, и тем, что сначала накладывают несколько лент вдоль указанной образующей, затем загибают боковые отгибы указанных лент одновременно на боках направляющего элемента и/или каркаса, поддерживая отделенными друг от друга продольные края лент, а затем загибают на верху каркаса первый край первой ленты, затем второй край первой ленты, затем первый край второй ленты, затем другой край второй ленты и таким образом дальше.
Предпочтительный частный вариант способа состоит в том, что продольные края, по меньшей мере, одной из лент профилированы в виде скошенного края по толщине ленты и соединяют края ленты с перекрытием в форме стыка со скошенным краем после полного загибания двух боковых отгибов указанной ленты. В другом случае продольные края, по меньшей мере, одной из лент профилированы ступенчато, путем расщепления краев перед их наслоением на каркас и соединяют края ленты с перекрытием в форме ступенчатого стыка после загибания двух боковых отгибов указанной ленты. Стыки в виде скошенного края (грани) или уступов, по меньшей мере, двух лент, следующих друг за другом, могут быть наслоены, причем эти две ленты накладываются без бокового смещения одной ленты относительно другой.
Согласно еще одному варианту реализации, по меньшей мере, одна из указанных лент является лентой композитной, образованной непрерывным соединением, по меньшей мере, двух индивидуальных лент, перед их проклеиванием и накладыванием на направляющий элемент.
Согласно другому варианту непрерывно образуют внутреннюю герметичную оболочку трубчатого корпуса с помощью первой ленты из непроницаемого материала, который непрерывно накладывают на направляющий элемент, затем на контур каркаса, до тех пор, пока оба продольных края этой ленты наложатся друг на друга, затем склеивают эти два края перед тем, как они будут перекрыты второй лентой. Края указанной первой ленты могут накладываться друг против друга в практически радиальной плоскости по отношению к каркасу, затем сваривают их, сгибают в блок и приклеивают к указанной оболочке перед тем, как она будет перекрыта второй лентой.
Другие отличительные признаки
и преимущества способа согласно изобретению будут выявлены при последующем описании различных форм предпочтительных исполнений способа, применяемого для непрерывного изготовления трубы из картона с
практически прямоугольным сечением, которая затем режется на куски, чтобы образовать корпуса коробок, со ссылкой на чертежи, на которых:
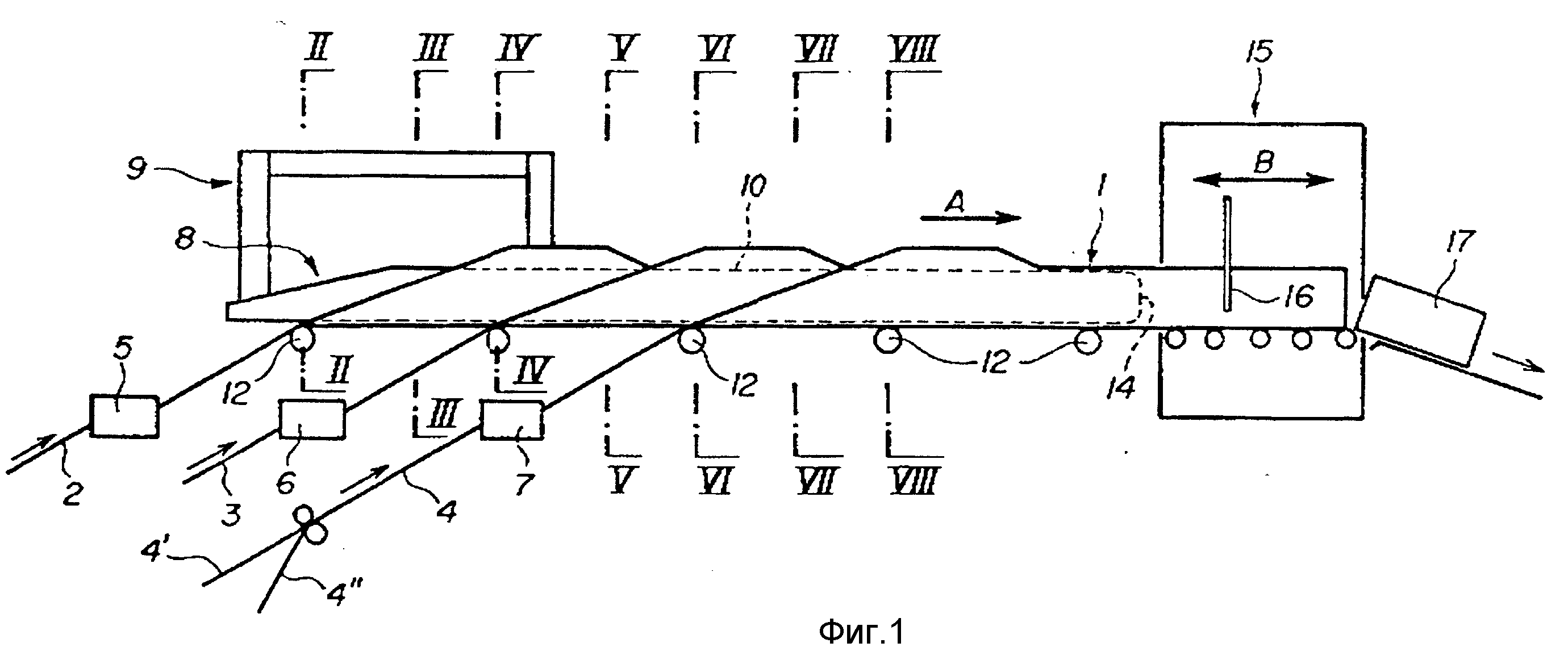
фиг. 1 - это упрощенный схематичный вид в плане сбоку
устройства изготовления, использующего способ, согласно изобретению, при первом варианте реализации,
фиг. 2-8 - это схематические виды в поперечном разрезе по линиям II-II-VIII-VIII фиг. 1,
показывающие последовательные этапы способа,
фиг. 9 - это увеличенный вид в поперечном разрезе стенки трубы, изготовленной в соответствии с частным вариантом способа,
фиг. 10 - это
увеличенный вид в поперечном разрезе продольного соединения, образованного краями ленты, используемой в другом частном варианте способа,
фиг. 11 - это вид, аналогичный фиг. 10, показывающий
конфигурацию слегка испорченного, плохо выполненного стыка,
фиг. 12-14 - иллюстрируют три возможные расположения соединений согласно фиг. 9 и 10,
фиг. 15 - это вид, аналогичный фиг.
10, он показывает другой вариант реализации продольного стыка,
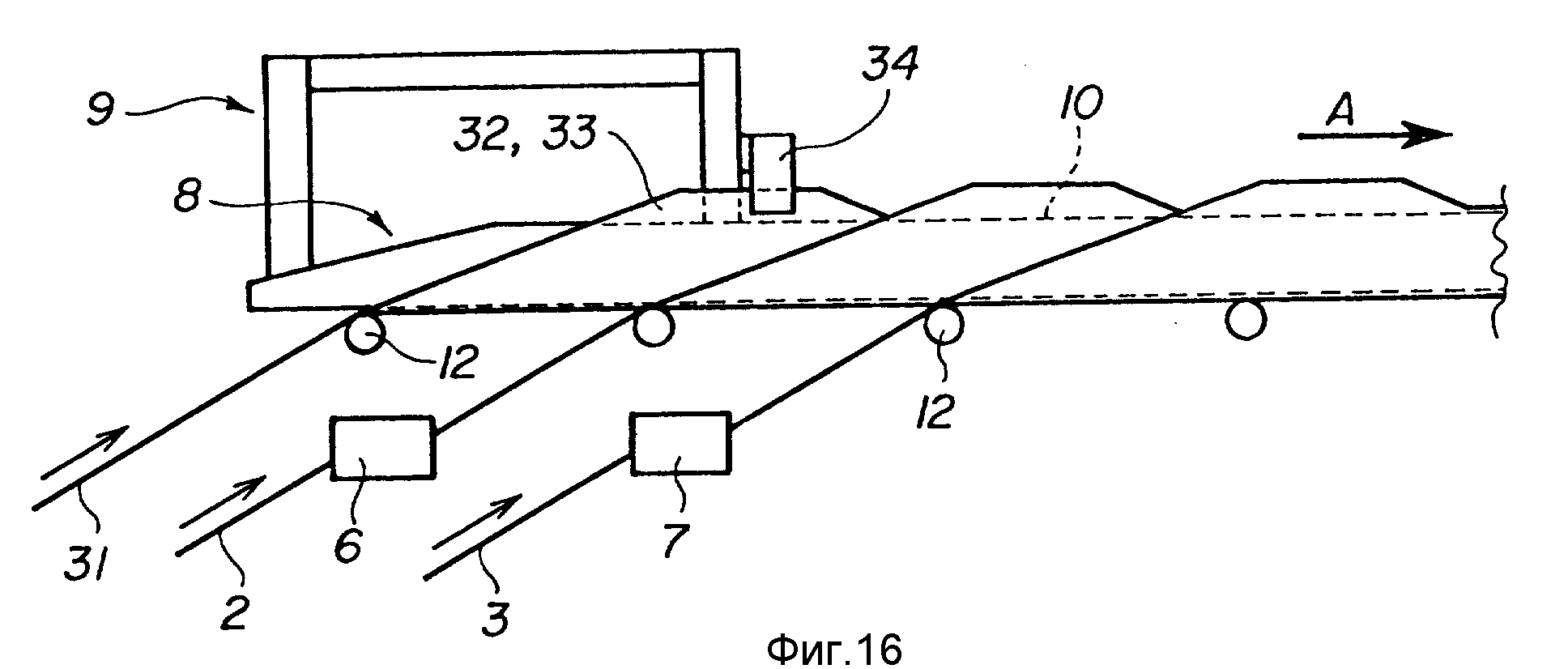
фиг. 16 - это частичный вид, аналогичный фиг. 1 и показывающий еще один вариант реализации изобретения, в котором изготавливают
трубчатые корпуса, имеющие герметичную внутреннюю оболочку,
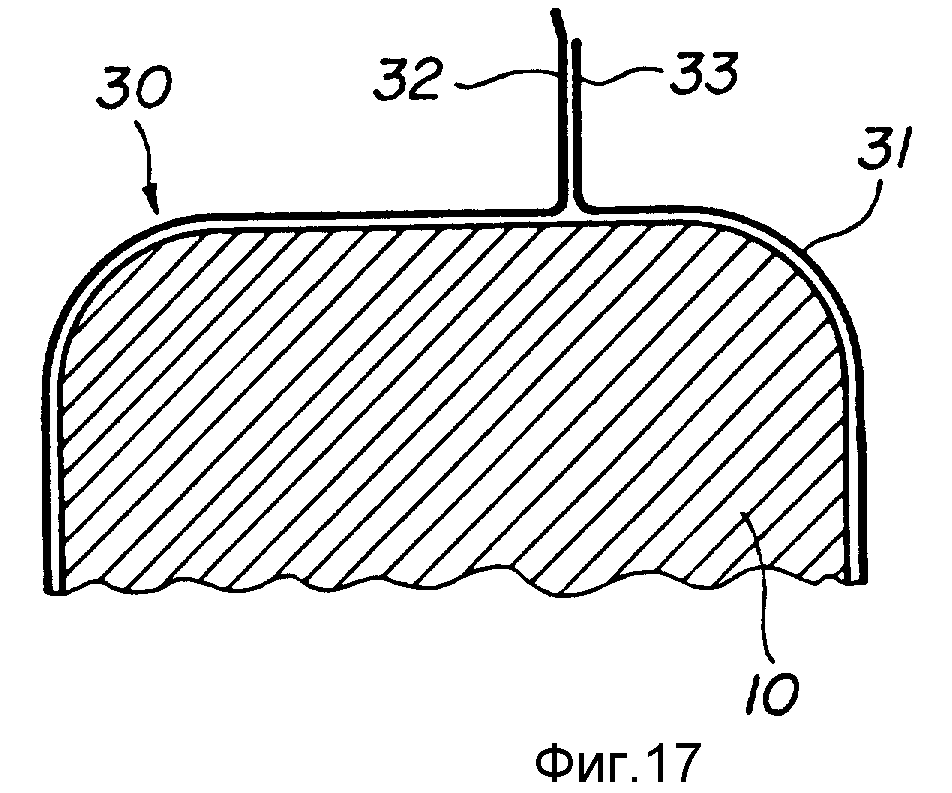
фиг. 17 и 18 - это детальные виды в поперечном разрезе соответственно фиг. 16 и
фиг. 19-26 являются схематичными видами в
поперечном разрезе последовательных этапов другого варианта реализации способа, согласно изобретению.
Устройство, представленное на фиг. 1, в основном известно в области непрерывного изготовления труб из картона и подобных им, именно поэтому чертеж показывает только конструктивные элементы, которые необходимы для понимания настоящего изобретения. В этом примере труба 1 из картона изготавливается наложением трех лент 2, 3, 4, из бумаги или других соответствующих материалов, расположенных продольно, причем ширина каждой ленты соответствует периметру трубы 1. Каждая лента 2, 3,4, доставляемая непрерывно из не представленного здесь рулона, проходит через соответствующий пост 5, 6, 7 нанесения клея перед наложением на стационарный направляющий элемент 8 или на предыдущую ленту, уже наложенную на направляющую. Направляющий элемент 8 поддерживается на своем заднем конце с помощью рамы 9, тогда как остальная часть направляющего элемента 8 в направлении вперед является горизонтальным каркасом 10 с постоянным сечением, соответствующим внутреннему сечению трубы 1. Это сечение может, в частности, быть круглым или многоугольным. В настоящем случае оно имеет форму прямоугольника с закругленными углами. Каркас 10 и труба 1 поддерживаются и направляются нижними роликами 12, боковыми и верхними (не представленными), которые приводятся во вращение через передаточный механизм двигателем, чтобы заставить продвигаться трубу 1 в направлении стрелки A вдоль направляющего элемента 8.
Кроме того, направляющие ролики (не представленные) предусмотрены, чтобы направлять и приводить в движение боковые отгибы лент 2, 3, 4, чтобы их постепенно наслаивать на направляющий элемент 8 или формируемую трубу, как это будет описано дальше. Когда труба 1 прибывает к переднему концу 14 каркаса 10, она проходит в устройство резки 15 оборудованное режущим органом 16, перемещающимся туда и обратно по стрелке B, чтобы нарезать трубу на равные отрезки 17, представляющие собой трубчатые корпуса картонных коробок.
Нужно отметить, что, по меньшей мере, одна из лент 2-4 может быть композитной лентой, т.е. составленной из двух или нескольких слоев из подобных или различных материалов. Например, на фиг. 1 можно увидеть, что последняя лента 4 - это композитная лента, произведенная непосредственно перед своим проклеиванием и своим наложением на предыдущую ленту 3 путем соединения ленты 4' из картона и ленты 4'' из печатной бумаги, образующей видимую поверхность трубчатых корпусов 17.
Хотя описанные выше элементы в принципе известны, на фиг. 1 показан специфический аспект частного случая реализации изобретения, а именно, что ленты 2, 3, 4 не накладываются в одно и то же время на нижнюю сторону направляющего элемента 8, а последовательно, сразу, как формирование предыдущей ленты уже началось. Этапы формовки последовательных лент проиллюстрированы на фиг. 2-8, где в целях ясности чертежа снова опущены направляющие ролики и ролики, приводящие в движение.
На стадии фиг. 2 средняя часть первой ленты 2 накладывается на нижнюю горизонтальную сторону направляющего элемента 8, с обоих сторон которого у ленты 2 формируют боковой отгиб 2a и второй боковой отгиб 2b. Эти отгибы могут иметь равную или неравную ширину согласно положению образующей трубы, где их свободные края 20 и 21 должны будут соединиться. Если труба имела цилиндрическую форму, на этой стадии лента 2 будет накладываться исключительно на образующую поверхности направляющего элемента 8.
Из положения фиг. 2 отгибы 2a и 2b начинают загибаться наверх, как показывают стрелки фиг. 2, 3, 4. В настоящем примере загибание осуществляется сначала несимметричным образом, при этом движение отгибов 2a опережает движение отгибов 2b, что дает преимущество начинать только последовательно складывание ленты на двух нижних углах направляющего элемента, так чтобы усилия трения лучше распределились по длине ленты. Однако загибание может осуществляться на этой стадии симметрично, как показывает позиция 2b, второго отгиба на фиг. 3.
Как только началось загибание двух отгибов 2a и 2b, вторая лента 3 может накладываться на первую в зоне нижней поверхности направляющего элемента 8, как это показано на фиг. 4. Когда складывание первой ленты 4 на углах, которые прилегают к этой поверхности, уже началось и почти закончилось, нет места лишним, вредным усилиям сдвига между двумя последовательными лентами 2, 3 во время сгибания второй ленты 3, вопреки случаю, когда обе ленты уже склеены.
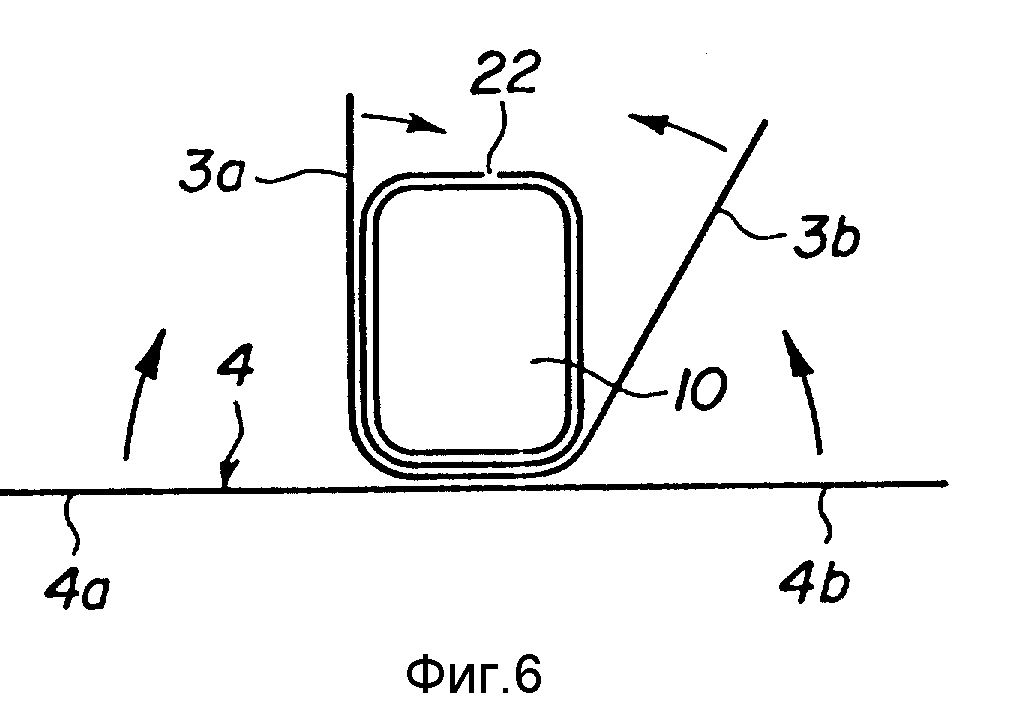
В течение этого времени сгибание отгибов 2a и 2b ленты 2 продолжается и заканчивается так, как показано на фиг. 4 и 5, т.е. когда отгиб 2a загнут первым на верхней поверхности каркаса 10, а вторым загнут отгиб 2b, таким образом, что оба края 20 и 21 ленты 2 объединились, чтобы сформировать продольный стык 22 (фиг. 6). Природа этого соединения может изменяться и будет обсуждена в дальнейшем.
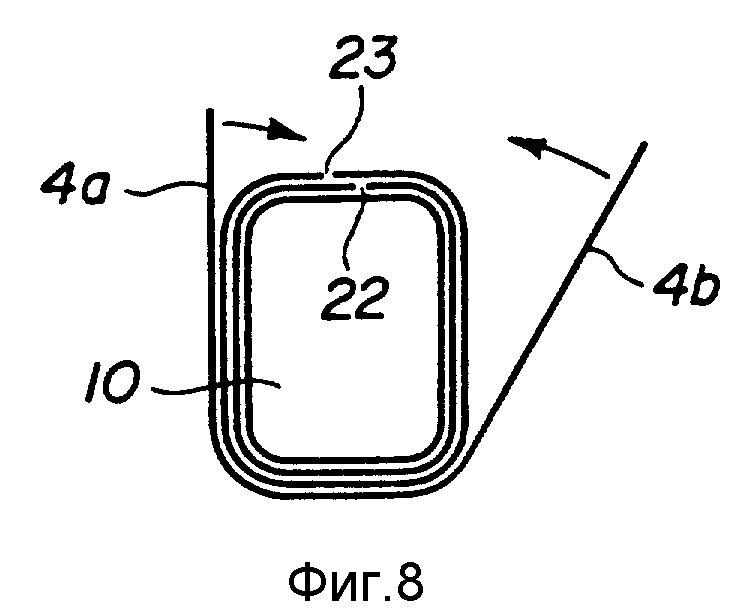
Таким образом лента 2 составляет первый слой трубы из картона, на который загибание отгибов 3a и 3b второй ленты 3 может осуществляться там же способом, что и сгибание отгибающихся частей 2a и 2b, как это видно на фиг. 5-7. Края ленты 3 объединяются, чтобы сформировать продольный стык 23 (фиг. 8), который может быть смещен относительно первого стыка 22, если лента 3 была первоначально нанесена с желаемым смещением.
Применение третьей ленты 4 и загибание этих отгибающихся боковых частей (отгибов) 4a и 4b происходит тем же образом, что и для ленты 3.
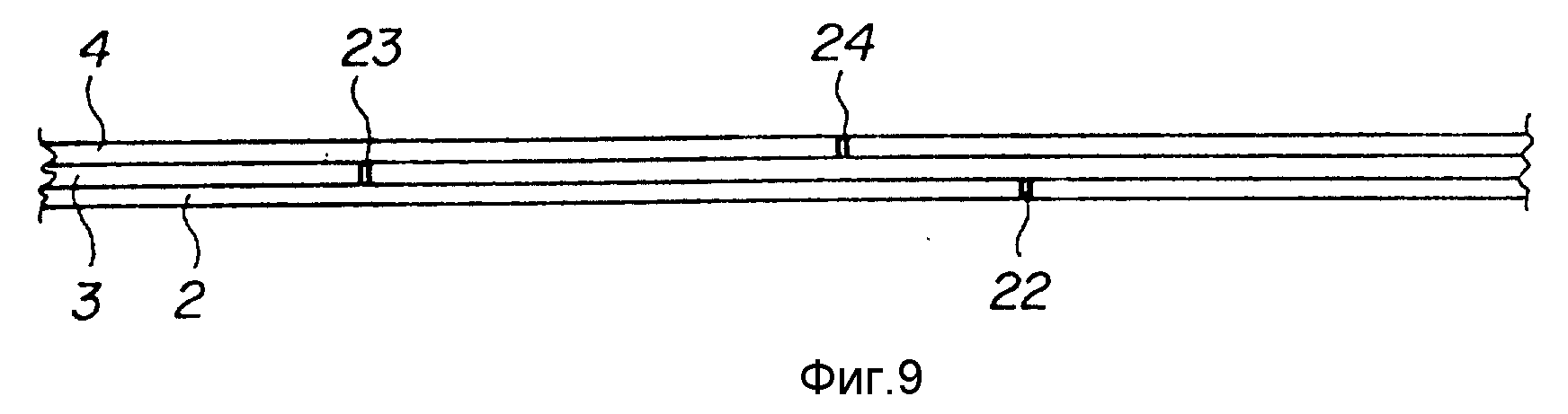
Фиг. 9 иллюстрирует возможное расположение продольных швов 22, 23, 24 лент 2, 3, 4, в случае, когда края каждой ленты просто плотно пригнаны рядом без перекрытия. Тогда стыки должны быть смещены вбок одни относительно других, что требует соответствующего смещения лент.
Настоящее изобретение позволяет также исключить возможное ослабление стенки трубы, благодаря взаимному перекрытию при склеивании краев каждой ленты 2, 3, 4, когда эти края профилированы со скосом, как показано на фиг. 10-13.
На примере фиг. 10 показана идеальная конфигурация стыка со скошенным краем двух кромок 20 и 21 ленты 2, которые заостряются вкось на верхней ширине толщины ленты 2. По меньшей мере, один из двух краев склеен с соседней, смежной стороной ленты. Точное расположение краев, которое обеспечивается способом согласно изобретению благодаря раздельному накладыванию каждой ленты, позволяет получить хорошее совпадение краев 20 и 21, наложенных один после другого на каркас в конфигурации по фиг. 10. Затем стык 25 приклеивается и обеспечит непрерывную передачу усилий в этом слое трубы. Если, тем не менее, лента имеет небольшое изменение ширины, например, сужение E, сдвиг стыка 25, который из этого вытекает (фиг. 11), на столько же сужает склеенную зону, но не исключает ее совсем. С одной стороны, непрерывность слоя остается обеспеченной, а, с другой стороны, смещение E не создает их пустоты, ни значительного изменения толщины многослойной стенки трубы.
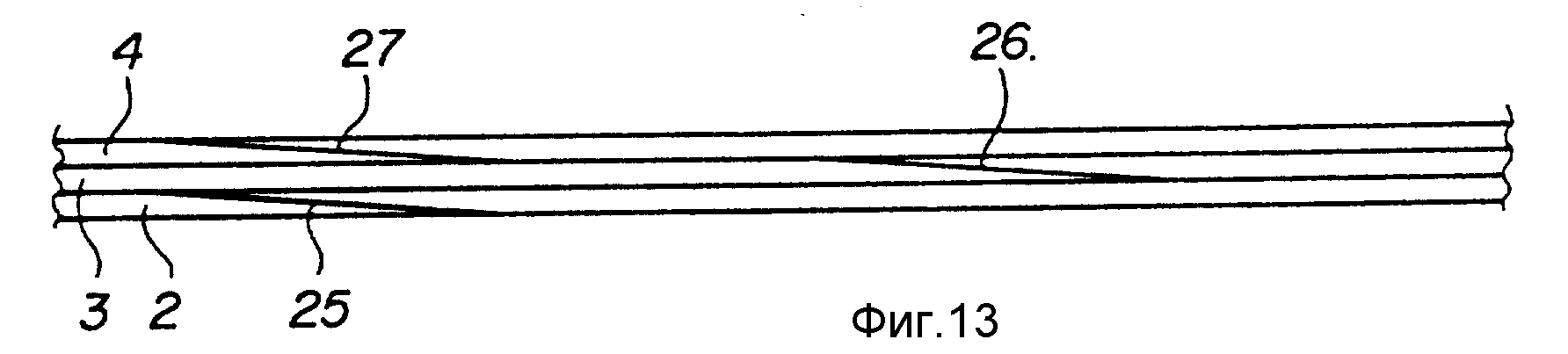
Фиг. 12-14 показывают три различных варианта расположения стыков 25, 26, 27 трех слоев или лент 2, 3, 4, составляющих стенку трубы. В случае, представленном на фиг. 12, три стыка наслоены друг на друга, т.е. три ленты могут подводиться без взаимного сдвига во время изготовления трубы. Благодаря склеиванию каждого стыка устойчивость и твердость стенки в этой зоне не уменьшаются. В случае, показанном на фиг. 13, промежуточная лента 3 смещена относительно двух других из-за безопасности, чтобы избежать ослабления стенки, если два последовательных стыка имеют случайно конфигурацию, такую, как на фиг. 11. В примере, данном на фиг. 14, три стыка 25, 26, 27 взаимно смещены в равной мере на ширину каждого стыка, так что они почти продолжают один другого.
Вместо стыков со скошенным краем, иллюстрируемых фиг. 10-14, можно предусмотреть стыки уступами, такие как продольный стык 28, представленный на фиг. 15. В этом случае каждый из двух продольных краев 20 и 21 ленты 2, 3, 4 непрерывно расплющивается как раз перед наложением на каркас, так, что его толщина уменьшается приблизительно на половину толщины ленты. Таким образом, наложение двух краев 20, 21, как показано на фиг. 15, не вызывает никакого дополнения толщины стенки трубчатого корпуса. Стыки последовательных лент могут или наслаиваться, или подклиниваться, как стыки со скошенными краями, описанными выше. На фиг. 16-18 иллюстрируется изготовление трубчатого корпуса, стенка которого включает, кроме двух слоев из картона, образованных с помощью лент 2 и 3, герметичную внутреннюю оболочку 30, выполненную с помощью первой ленты 31 из герметичного, непроницаемого материала, например, композитного материала алюминий - полиэтилен или бумага - полиэтилен. Ширина ленты 31 немного больше, чем периметр каркаса 10, так чтобы оставить два продольных края 32, 33 выступающими, когда лист 31 полностью наложен на каркасе 10. Оба края 32 и 33 накладываются тогда друг на друга сторона к стороне в практически радиальной плоскости, как показано на фиг. 17, и привариваются, приклеиваются непрерывно с помощью соответствующего аппарата 34, например, сваркой ультразвуком, чтобы закрыть герметичную оболочку 30. Оба соединенные края 32, 33 затем загибаются вбок на оболочке 30, как это показано на фиг. 18 и склеиваются на ней непрерывным или прерывным способом, перед тем как быть перекрытыми следующей лентой 2. Трубчатые корпуса, образованные таким образом, обеспечивают изготовление коробок, имеющих превосходные качества по герметичности, сохранения продуктов, безопасности и ненарушимости, благодаря возможности сваривать дно и крышки с внутренней оболочкой 30.
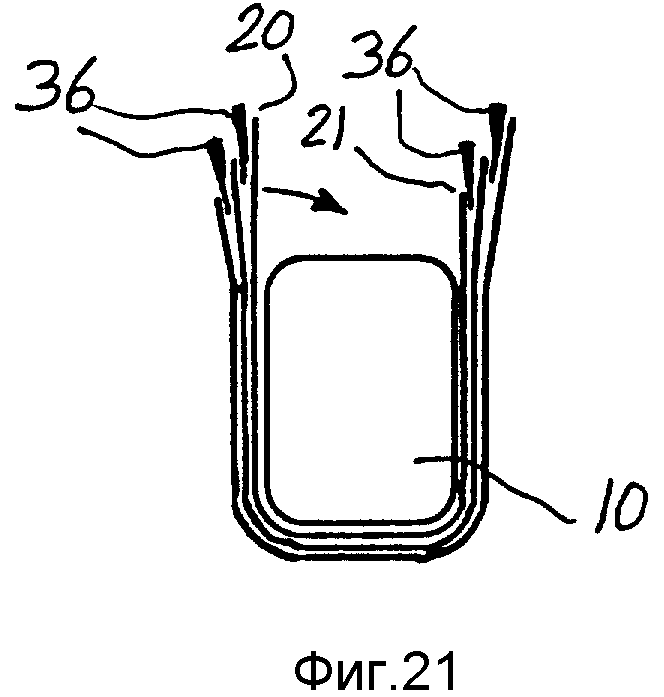
Фиг. 19-26 являются видами, аналогичными фиг. 2-8, но иллюстрируют другой вариант способа, согласно изобретению. В этом случае сначала наслаивают ленты 2, 3, 4 вдоль нижней стороны направляющего элемента 8, последовательным образом, иллюстрируемым на фиг. 1 или подобным образом, когда три ленты вместе прибывают на первый нижний ролик, аналогичный роликам 12 фиг. 1, чтобы занять положение, показанное на фиг. 19. Таким образом, три ленты склеены одна с другой в их центральной части, накладываемой на направляющий элемент 8. Затем загибают боковые отгибающиеся части - отгибы 2a, 2b, 3a, 3b, 4a и 4b вместе и одновременно на обеих боках направляющего элемента 8, как это показывают фиг. 20 и 21, удерживая разделенными продольные края 20 и 21 различных лент с помощью продольных направляющих элементов 36, которые могут быть непрерывными или прерывистыми. Из позиции фиг. 21 видно, что окончательное загибание боковых отгибов 2a, 2b-4a, 4b осуществляется раздельно, поочередно, как показывают стрелки фиг. 22-26, хотя края 20 и 21 последовательных лент соединяются тем же образом, как и на фиг. 4-8.
Относительно первой формы реализации, описанной выше, этот вариант позволяет упростить органы направления для накладывания боковых отгибающихся частей на бока направляющего элемента или каркаса. Разумеется то, что клей, соединяющий ленты во время сгибания на нижней части направляющего элемента 8, должен быть достаточно мягким, чтобы обеспечить поперечное скольжение между лентами, во избежание образования складок, но это скольжение облегчается тем, что края лент удерживаются разделенными. В остальном этот вариант предлагает те же преимущества и те же возможности конфигурации, расположения стыков, как и исполнения, описанные выше.
Реферат
Изобретение относится к непрерывному способу изготовления трубчатых корпусов коробок, в частности, из картона с использованием нескольких продольных лент, наложенных друг на друга. После того как склеены ленты (2,3,4), следующие непрерывно, их наслаивают продольно на стационарный направляющий элемент (8), заканчивающийся каркасом (10), контур которого определяет поперечный профиль трубчатого тела (1,17). Это накладывание осуществляют так, что каждая лента имеет боковой отгибающийся участок с каждого бока направляющего элемента, эти участки отгибают на контуре каркаса в течение того периода, когда ленты следуют вдоль каркаса (10). Способ отличается тем, что осуществляют загибание боковых отгибающихся участков каждой ленты по меньшей мере частично несимметричным образом так, чтобы загибание одного из двух отгибающихся участков ленты закончилось перед загибанием другого отгибающегося участка этой ленты. Это позволяет осуществить различные конфигурации и расположения продольных стыков, например, наложенных друг на друга или сдвинутых поочередно в одном направлении и в другом. 11 з.п. ф-лы, 26 ил.
Комментарии