Способ изготовления заготовок для пакетов с уплотненными кромками - RU2216450C2
Код документа: RU2216450C2
Чертежи






Описание
Настоящее изобретение относится к способу изготовления заготовок для пакетов с уплотненными кромками.
Обычные одноразовые выбрасываемые пакет или картонную коробку для жидкости изготовляют из упаковочного слоистого материала с центральным слоем из бумаги или картона, на который наносят различные слои термопластика. Такие пакеты для жидкости могут быть изготовлены как непосредственно из непрерывного полотна материала, так и из отрезанных листов материала.
Настоящее изобретение относится к заготовкам для пакетов, изготовленным из листа материала, поэтому в этом описании изобретения будет показана только обработка таких заготовок.
Лист материала уплотняют путем уплотнения швов в продольном направлении для образования рукава. На одном конце рукава образуют верх или, альтернативно, дно пакета и заполняют рукав предназначенным содержимым. После этого на оставшемся конце рукава образуют дно или верх пакета соответственно. Рукав может быть отформован в пакет, имеющий форму параллелепипеда, или, альтернативно, в пакет с верхним двускатным участком.
Перед тем как упаковочный материал будет отформован и заполнен предназначенным содержимым, тщательно выполняют операцию по защите кромки или кромок листа, которые входят в контакт с содержимым пакета, для того, чтобы центральный слой бумаги или картона не мог впитывать заключенную в нем жидкость и, таким образом, разрушать пакет. В производстве заготовок для пакетов из листов материала для того, чтобы защитить края пластиковым материалом, необходимо выполнить "процесс выемки", т.е. фрезеровать часть центрального слоя для того, чтобы выполненная таким образом более тонкая часть листа могла быть согнута, чтобы образовать защиту кромки. "Выемка" является относительно дорогим и требующим точности процессом.
Однако наружные кромки готового одноразового пакета, которые не вступают в контакт с содержимым пакета, все еще остаются незащищенными, и центральный слой может при наружном контакте с жидкостью абсорбировать эту жидкость путем впитывания. Для одноразовых пакетов вышеупомянутого типа, которые в значительной степени подвергаются воздействию жидкости или обработка которых требует высокого уровня стабильности, может быть необходимо защитить все кромки листа, которые образуют заготовку для пакета.
Из патента Швеции 380196 известен способ изготовления заготовок для пакетов с уплотненными кромками, при котором на непрерывное полотно материала наносят наружный термопластичный слой и внутренний изоляционный слой, проходящий наружу от одной кромки полотна для образования закрепленной полоски, полоску сгибают поверх кромки полотна и уплотняют к наружному слою.
Техническим результатом настоящего изобретения является создание способа изготовления заготовки для пакета, имеющей эффективную защиту от окружающей среды и обеспечивающей повышение стабильности пакета.
Этот технический результат достигается тем, что в способе изготовления заготовок для пакетов с уплотненными кромками, при котором на непрерывное полотно материала наносят наружный термопластичный слой и внутренний изоляционный слой, проходящий наружу от одной кромки полотна для образования закрепленной полоски, полоску сгибают поверх кромки полотна и уплотняют к наружному слою, согласно изобретению затем полотно разрезают на листы, которые продвигают вперед с определенным интервалом между листами, на листы наносят два непрерывных полотна пластиковой фольги, одно наружное полотно и одно внутреннее полотно, причем каждое полотно фольги проходит наружу от одной кромки листов для образования двух полосок, каждую из которых сгибают и уплотняют вокруг кромки, листы повторно отделяют один от другого по центру между двумя листами и поворачивают на 90o относительно направления полотна, затем полоски, образованные в промежутке и состоящие из наружного полотна и внутреннего полотна пластиковой фольги, сгибают поверх второй кромки и четвертой кромки листа по направлению к внутренней стороне листа, лист повторно поворачивают на 90o относительно направления полотна и окончательно сгибают вместе и уплотняют швы в продольном направлении.
На наружное полотно пластиковой фольги могут заранее наносить печатный текст.
Наружное полотно пластиковой фольги можно окрашивать.
Наружное полотно пластиковой фольги можно металлизировать.
На наружном полотне пластиковой фольги отсутствует печатный текст и наружную сторону заготовки для пакета могут снабдить декоративным рисунком после повторного отделения листов друг от друга.
Предпочтительный вариант выполнения настоящего изобретения будет описан более подробно
ниже с конкретными ссылками на прилагаемые чертежи, на которых изображено следующее:
фиг. 1 изображает технологическую схему способа изготовления заготовок для пакетов c уплотненными кромками;
фиг. 2-8 - различные виды сбоку, частично в разрезе, упаковочного материала на различных стадиях способа изготовления.
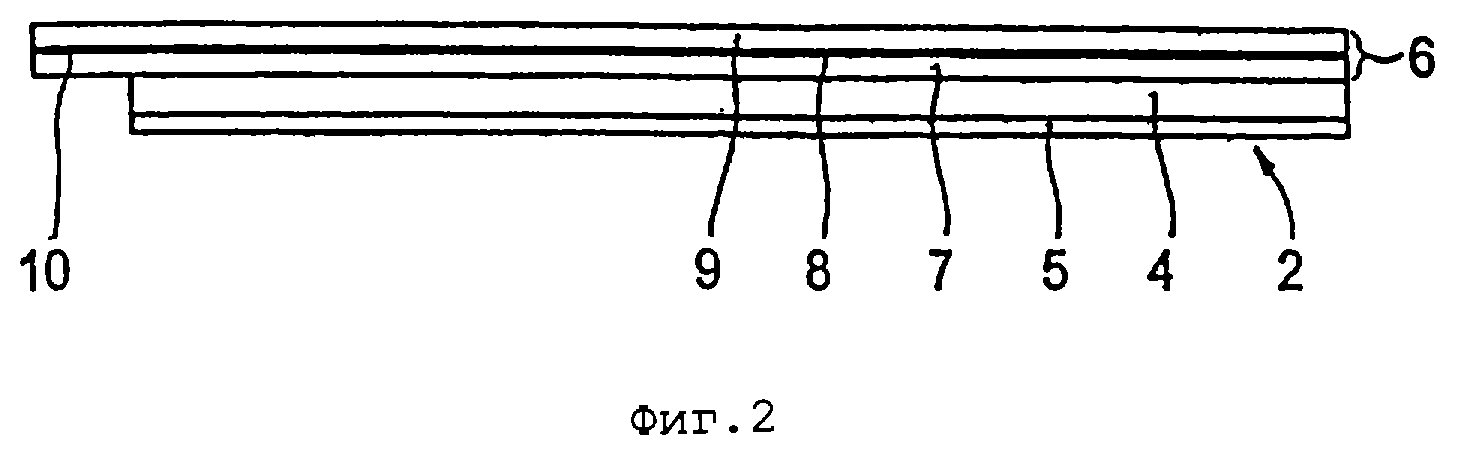
Для изготовления заготовки для пакета 1 в соответствии с настоящим изобретением используют полотно 2 материала заводского изготовления того типа, который обычно применяется в упаковочном производстве для изготовления одноразовых выбрасываемых пакетов. Полотно 2 материала заводского изготовления, которое на фиг. 1 показано в виде бобины 3, изображено в сечении на фиг.2. Полотно 2 материала представляет собой центральный слой 4 из бумаги или картона. На наружную сторону центрального слоя 4 наносят термопластический слой 5, такой, как, например, полиэтилен. На внутреннюю сторону центрального слоя 4 наносят изоляционный слой 6, который может быть либо слоем полиэтилена, либо слоем 6, показанным на фиг.2, состоящим из слоя 7 полиэтилена, слоя 8 алюминиевой фольги и дополнительного слоя 9 полиэтилена.
Внутренний изоляционный слой 6 наносят на полотно 2 материала так, что часть изоляционного слоя 6 проходит наружу от кромки полотна 2 и образует закрепленную полоску 10. Это осуществляют таким образом, что широкое полотно материала разделяют по длине на более узкие части полотна 2, которые продвигают вперед параллельно и с определенным интервалом относительно друг друга. На разделенные параллельные полотна 2 наносят защитный покрывающий изоляционный слой 6 по всей ширине всех частей полотна. Защитный изоляционный слой 6 затем разрезают вдоль одной продольной кромки каждой соответствующей части полотна 2, так что каждая часть полотна 2 имеет защитную полоску 10 изоляционного слоя 6.
Закрепленную полоску 10 сгибают вокруг кромки полотна 2 материала и уплотняют к наружному слою 5. Эту операцию выполняют на рабочей станции 11 на технологической схеме, показанной на фиг.1. Полотно 2 материала будет таким образом иметь вид в сечении, как показано на фиг.3. Все слои пластика, нанесенные на центральный слой 4 при использовании этого способа, являются чрезвычайно тонкими по отношению к центральному слою 4, поэтому изображения на фиг.2-8 нельзя считать правильными по размерам и точными в масштабе.
После этого полотно 2 материала разделяют на листы 12 материала равного размера. Лист 12 материала таким образом представляет собой прямоугольную часть из полотна 2 материала с четырьмя кромками 13, 14, 15, 16. Первая кромка 13 уже уплотнена посредством сгиба поверх закрепленной полоски 10. Разделение полотна 2 материала на листы 12 материала осуществляют на рабочей станции 17. Далее листы 12 материала продвигают вперед в процессе изготовления с определенным интервалом 18 между ними. На рабочей станции 17 также может соответствующим образом производиться сгибание листов 12, т.е. на листах 12 посредством сгибающего инструмента выполняют линии сгиба для того, чтобы лист 12 можно было далее в процессе более легко сгибать в готовый пакет.
На листы 12 материала, расположенные с интервалами 18 между ними, на рабочей станции 19 наносят непрерывное полотно 20 пластиковой фольги, образующее внутренний слой 21, и другое непрерывное полотно 22 пластиковой фольги, образующее наружный слой 23. Внутренний слой 21 предпочтительно состоит из пленки полиэтилена. Полотно 22 пластиковой фольги может состоять из ориентированного полипропилена. Наружный слой 23 может быть пленкой, на которую нанесена или не нанесена печать, пленка может быть также окрашена или металлизирована. Нанесение наружного слоя 23 с заранее выполненной печатью имеет преимущества для поддержания точного совпадения, так как легче приспособить заранее напечатанный декоративный узор рисунка к линиям сгиба, так как листы 12 материала могут быть легко смещены друг относительно друга и относительно наружного полотна 22 пластиковой фольги, снабженного декоративным рисунком.
Полотна 20, 22 пластиковой фольги наносят со смещением как по отношению к листам 12 материала, так и по отношению друг к другу, так что внутренний слой 21 проходит наружу от первой кромки 13 листа для образования полоски 34, и наружный слой 23 проходит наружу от третьей кромки 15 листа материала для образования полоски 35, как показано на фиг.4. На рабочей станции 24 две полоски 34, 35, состоящие из слоев 21, 23, сгибают вокруг каждой соответствующей кромки 13, 15. Лист 12 материала будет теперь иметь вид в разрезе, показанный на фиг.5. Две кромки 13, 15 листа 12 материала таким образом уплотнены и защищены посредством окружающего пластикового слоя.
На рабочей станции 25 полотно, которое состоит из двух полотен 20, 22 пластиковых пленок и листа 12 материала, заключенного в пластик между полотнами 20, 22 пленок, повторно разделяют на отдельные листы 12 материала. На следующей рабочей станции 26 листы 12 материала поворачивают на 90o относительно направления полотна. На фиг.6 показан в разрезе лист 12 материала, который повернут на 90o.
Когда лист 12 материала на рабочей станции 25 повторно отделяют от соседних с ним, это отделение производят по центру в интервале 18 между листами 12 материала. В результате образуются две полоски 27, 28, проходящие наружу от второй кромки 14 и четвертой кромки 16 листа 12 материала. Оба полотна 20, 22 пластиковой фольги могут быть уплотнены друг к другу перед отделением на рабочей станции 25, или, альтернативно, полотна 20, 22 могут быть не уплотнены и свободны относительно друг друга. При операции отделения имеет место определенная адгезия между полотнами 20, 22 пленок, несмотря на то, были ли они предварительно уплотнены одно к другому или нет.
На листы 12 материала в этом положении может быть напечатан декоративный рисунок на рабочей станции 29. Операция печатания на этой последней стадии процесса изготовления заготовок для пакетов 1 может быть преимуществом для заказчиков при небольших партиях заказов или для заказчиков, которые желают часто изменять декоративный рисунок. На этой стадии возможно печатать декоративный рисунок, для которого не требуется поддерживать точное совпадение.
После этого полоски 27, 28 сгибают поверх каждой соответствующей кромки 14, 16 по направлению к внутренней стороне листа 12 материала, что выполняют на рабочей станции 30. Лист 12 материала теперь имеет вид в разрезе, показанный на фиг. 7. На этой стадии все четыре кромки 13, 14, 15, 16 листа 12 материала уплотнены посредством покрывающего и защитного пластикового слоя.
Листы 12 материала затем повторно поворачивают на 90o относительно направления полотна, что выполняют на рабочей станции 31. Теперь лист 12 материала с уплотненными кромками сгибают по заранее определенным линиям сгиба на рабочей станции 32, и окончательно на рабочей станции 33 уплотняют в продольном направлении швы листа 12 материала, чтобы образовать готовый рукав, готовую заготовку для пакета 1. Уплотнение швов в продольном направлении производят посредством шва между первой кромкой 13 и третьей кромкой 15 листа материала. Уплотнение шва в продольном направлении показано в разрезе на фиг.8.
Как очевидно из предшествующего описания, настоящее изобретение создает способ уплотнения всех четырех кромок листа материала в непрерывном процессе для получения заготовки для пакета, которая имеет эффективную защиту от окружающей влаги, когда готовые пакеты подвергаются действию неблагоприятных условий. Способ в соответствии с настоящим изобретением также способствует изготовлению заготовок для пакетов с повышенной стабильностью. Способ в соответствии с настоящим изобретением также исключает необходимость в дорогом "процессе выемки".
Настоящее изобретение не может считаться ограниченным описанным выше и показанным на чертежах, возможны многие модификации, не выходящие из диапазона прилагаемых пунктов формулы изобретения.
Реферат
Способ изготовления заготовок для пакетов с уплотненными кромками предусматривает нанесение на непрерывное полотно материала наружного термопластичного слоя и внутреннего изоляционного слоя, проходящего наружу от одной кромки полотна и образующего закрепленную полоску. Полоску сгибают поверх кромки полотна материала и уплотняют к наружному слою. После этого полотно разрезают на листы. Листы транспортируют далее в процессе изготовления с определенным интервалом между листами. На листы наносят два полотна пластиковой фольги - наружное полотно и внутреннее полотно. Полотна пластиковой фольги наносят так, что они проходят наружу от одной кромки и образуют две полоски. Каждую полоску после этого сгибают вокруг кромки и уплотняют. Листы еще раз отделяют один от другого по центру в промежутке и поворачивают на 90o относительно направления полотна. Полоски, образованные в промежутке, сгибают по направлению к внутренней стороне листа и уплотняют к внутреннему слою. Оставшиеся кромки листа таким образом уплотняются. Лист еще раз поворачивают на 90o относительно направления полотна, сгибают вместе и уплотняют швы в продольном направлении, чтобы образовать заготовку для пакета. Описанный способ обеспечивает уплотнение всех четырех кромок листа материала в непрерывном процессе для получения заготовки для пакета, которая имеет эффективную защиту от окружающей влаги. Способ также позволяет изготовить заготовки для пакетов, имеющие более высокую стабильность. 4 з.п.ф-лы, 8 ил.

Комментарии