Элемент рулевой поверхности - RU2682392C1
Код документа: RU2682392C1
Чертежи











Описание
Изобретение относится к элементу рулевой поверхности для самолета, в частности к интерцептору, содержащему верхнюю внешнюю оболочку, имеющую воздухообтекаемую внешнюю сторону, нижнюю внешнюю оболочку, по меньшей мере, одно усиливающее ребро и сердечник из пенопласта.
Кроме того, изобретение относится к способу изготовления элемента рулевой поверхности, в частности интерцептора, при котором верхняя внешняя оболочка соединяется с нижней внешней оболочкой, выполняется, по меньшей мере, одно усиливающее ребро, и предусматривается сердечник из пенопласта.
Из уровня техники известны самые разные выполнения воздухообтекаемых аэродинамических элементов рулевых поверхностей «control surfaces», с помощью которых осуществляется управление полетом. В интерцепторах обычно предусматривалась сотовая сердцевинная структура, состоящая из несущих покрывающих слоев и опорного сердечника сотовидной формы «honey comb». Однако это выполнение связано с различными недостатками. Оказалось, что известные рулевые поверхности сотовой структуры, с одной стороны, склонны к проникновению воды. С другой стороны, не всегда удавалось обеспечивать равномерную защиту от ударов. При соударении стенок сердцевины сот могут возникать повреждения. Кроме того, авиационная промышленность постоянно стремится к достижению снижения массы.
В документе US 6234423 В1 описан руль высоты, верхняя и нижняя внешние оболочки которого изготавливаются двумя отдельными этапами способа. Каждая внешняя оболочка образуется посредством снабженных сердцевинными материалами препрегов (т.е. волокнистых заготовок, предварительно пропитанных реактивными смолами), которые отверждаются в автоклаве под воздействием давления и температуры. Затем верхняя внешняя оболочка склеивается с нижней внешней оболочкой. При изготовлении внешних оболочек выполняются ребра жесткости, имеющие замкнутое сечение, заполненное сердечником из пенопласта. Однако между ребрами жесткости образуются полости. Недостаток известного способа в том, что он ограничен изготовлением рулей высоты, причем к тому же ход способа очень сложен. Изготовление внешних оболочек посредством препрегов отдельными этапами способа является трудоемким и дорогостоящим. Кроме того, клеевые соединения между верхней и нижней внешними оболочками образуют слабые места, которые склонны к повреждениям, в частности в результате ударных нагрузок. Следовательно, нельзя обеспечить эффективную передачу усилий от верхней стороны рулевой поверхности к нижней стороне. Другой недостаток заключается в том, что известный руль высоты предусматривает полости между ребрами жесткости, которые подвержены проникновению воды. Из-за этих ограничений известный способ не может отвечать действующим условиям допуска для воздушного сообщения.
Документ US 2009/072090 А1 относится к элементу рулевой поверхности на крыле самолета. В одном варианте между внешними оболочками расположена усиливающая структура. Она находится между двумя сотовыми сердечниками. Кроме того, между двумя полками усиливающей структуры образуется свободное пространство.
В документе US 3775238 А описан элерон с внешними оболочковыми панелями, между которыми расположены усиливающие ребра. Внешние оболочковые панели выполнены в виде композитных деталей с сердечником из пенопласта. В этом уровне техники между усиливающими ребрами элерона также остаются свободные пространства.
В документе DE 102008013759 А1 описано изготовление волокнистой композитной детали в виде аэродинамической рулевой поверхности, которая содержит окруженные внешними оболочками элементы жесткости. При этом в форму помещаются удаляемые сердечники, чтобы образовать внутреннюю поверхностную геометрию волокнистой композитной детали. Затем на сердечники кладется волокнистая заготовка. В заключение волокнистая композитная деталь изготавливается способом RTM (инжекция смолы в форму). Потом сердечники удаляются. Таким образом, в этом уровне техники сердечники удаляются в последнюю очередь. Для этой цели речь идет у материала сердечников о расплавляемом материале, точка плавления которого лежит выше температуры отверждения материала матрицы, или об отверждающейся субстанции, которая затем посредством подходящего растворителя может быть снова растворена и вымыта из последующей детали. Для удаления сердечников служат просверленные впоследствии во внешней оболочке проточки или расположенные в угловых зонах поперечных ребер отверстия, которые позднее служат в качестве дренажных отверстий для отвода конденсационной воды.
В документе ЕР 1227035 А2 раскрыт спойлер, в котором предусмотрена накладка из полимерного материала. Спойлер содержит облегченный сердечник в виде сотового сердечника, покрытый верхним и нижним покрывающими слоями. Облегченный сердечник имеет вырез в соответствии с накладкой.
В противоположность этому задача изобретения заключается в том, чтобы устранить или уменьшить отдельные или все недостатки уровня техники. Поэтому изобретение ставит своей целью, в частности, создание элемента рулевой поверхности описанного выше рода, который можно было бы изготавливать упрощенным способом, в частности инфузионным способом, и который облегчил бы выполнение, по меньшей мере, одного усиливающего ребра.
Согласно изобретению, усиливающее ребро расположено между двумя сегментами сердечника.
Предпочтительным образом усиливающее ребро (или заготовка для выполнения усиливающего ребра) может быть фиксировано/фиксирована посредством сегментов сердечника с боков, т.е. в продольном направлении элемента рулевой поверхности (или в направлении размаха крыла самолета). Предпочтительно в продольном направлении элемента рулевой поверхности предусмотрены несколько отстоящих друг от друга усиливающих ребер или ребер жесткости. Предложенное выполнение обеспечивает изготовление элемента рулевой поверхности инфузионным способом, при котором пластик в жидком состоянии направляется через заготовку, в частности всасывается, для изготовления сообща верхней и нижней внешних оболочек и усиливающего ребра. При изготовлении усиливающее ребро за счет находящихся в контакте с ним сегментов сердечника может быть точно позиционировано и отформовано. Кроме того, расположение сегмента сердечника имеет то преимущество, что элемент рулевой поверхности при эксплуатации лучше защищен от проникновения воды. Далее предпочтительно, что улучшается защита от ударов. Если сердечник, помимо, по меньшей мере, одного усиливающего ребра между сегментами сердечника, проходит, в основном, по всей длине (или протяженности в продольном направлении элемента рулевой поверхности) промежутка между верхней и нижней внешними оболочками элемента рулевой поверхности, то можно надежно воспрепятствовать проникновению воды вдоль элемента рулевой поверхности. Кроме того, предпочтительно предусмотрено, что сегменты цельного или составного сердечника проходят, в основном, по всей ширине (т.е. протяженности в главной плоскости элемента рулевой поверхности, в основном, перпендикулярно его продольному направлению) промежутка между верхней и нижней внешними оболочками. С одной стороны, это имеет то преимущество, что усиливающее ребро фиксировано по своей длине. В целях раскрытия изобретения указания направления «вверху», «внизу», «спереди», «сзади» относятся к встроенному состоянию элемента рулевой поверхности при предпочтительном применении в интерцепторе. Для других видов элементов рулевой поверхности указания направления следует перенести в соответствии со смыслом.
Чтобы усиливающее ребро (или заготовку для выполнения усиливающего ребра) стабилизировать или фиксировать при изготовлении в продольном направлении элемента рулевой поверхности, оптимально, если усиливающее ребро имеет, по меньшей мере, одну стенку, проходящую, в основном, перпендикулярно продольному направлению верхней внешней оболочки, причем один сегмент сердечника находится в контакте с одной продольной стороной стенки усиливающего ребра, а другой сегмент сердечника – с другой продольной стороной стенки усиливающего ребра. Предпочтительно стенка усиливающего ребра расположена, в основном, перпендикулярно верхней внешней оболочке. Таким образом, усиливающее ребро при изготовлении, например инфузионным способом, надежно удерживается между двумя сегментами сердечника.
Усиливающее ребро может иметь разные геометрические формы сечения. Однако предпочтительно, что усиливающее ребро имеет открытое сечение. В отличие от замкнутого сечения, это означает, что усиливающее ребро не имеет закрытого со всех сторон внутреннего пространства. Поэтому усиливающее ребро удерживается в продольном направлении элемента рулевой поверхности (или в направлении размаха крыла самолета) сегментами сердечника, находящимися в контакте с усиливающим ребром.
Для передачи сил между верхней и нижней сторонами элемента рулевой поверхности стенка усиливающего ребра проходит предпочтительно от внутренней стороны верхней внешней оболочки к внутренней стороне нижней внешней оболочки.
Преимущественно сердечник, в основном, полностью заполняет промежутки, образованные между верхней и нижней внешними оболочками и, по меньшей мере, одним усиливающим ребром. В этом выполнении элемент рулевой поверхности, в основном, свободен от внутренних полостей, благодаря чему можно надежно воспрепятствовать проникновению воды. Помимо этого существенно улучшается также защита от ударных нагрузок во встроенном состоянии. В противоположность этому элементы рулевой поверхности в виде интерцепторов с сотовым сердечником имели, с одной стороны, тот недостаток, что вода могла проникать в пустые промежутки. С другой стороны, ударные нагрузки между стенками сотовой структуры могли вызывать повреждения. Кроме того, данное выполнение имеет то преимущество, что усиливающее ребро (или предусмотренная для него заготовка) в процессе изготовления фиксирована со всех сторон.
Согласно одному особенно предпочтительному варианту, в качестве усиливающего ребра предусмотрен волокнистый композитный элемент, в частности из углепластика, расположенный между двумя отделенными друг от друга сегментами сердечника. Волокнистый композитный элемент образуется за счет волокнистой заготовки, волокнистой многослойной структуры, волокнистой ткани, волокнистой плетенки, волокнистого трикотажного полотна, волокнистого мата, который пропитан или инфильтрирован отвержденным полимером, например эпоксидной смолой.
В этом выполнении оптимально, если усиливающее ребро имеет, по меньшей мере, одну верхнюю полку, которая проходит, в основном, параллельно главной плоскости верхней внешней оболочки и расположена на ее внутренней стороне, и/или нижнюю полку, которая проходит, в основном, параллельно главной плоскости нижней внешней оболочки и расположена на ее внутренней стороне, причем верхняя и/или нижняя полка расположены под углом, преимущественно, в основном, под прямым углом, к стенке усиливающего ребра. Предпочтительно усиливающее ребро имеет С-образный профиль, образованный стенкой с отогнутыми от нее полками. Это выполнение обеспечивает оптимальный отвод нагрузок от верхней внешней оболочки с верхней внешней поверхностью и от нижней внешней оболочки с нижней внешней поверхностью в усиливающее ребро элемента рулевой поверхности.
Чтобы расположить верхнюю и нижнюю полки усиливающего ребра, в основном, заподлицо с примыкающими участками верхней и нижней сторон сердечника, предпочтительно предусмотрено, что, по меньшей мере, один из сегментов сердечника имеет на обращенной к внутренней стороне нижней внешней оболочки нижней стороне нижнее углубление для нижней полки усиливающего ребра и/или на обращенной к внутренней стороне верхней внешней оболочки верхней стороне верхнее углубление для верхней полки усиливающего ребра. Таким образом, сердечник может, в основном, полностью заполнить промежуток между верхней и нижней внешними оболочками.
Согласно одному альтернативному предпочтительному варианту, сердечник для выполнения, по меньшей мере, одного усиливающего ребра пронизан швами из волокнистого композита. В соответствии с этим усиливающее ребро в этом выполнении образовано суррогатной структурой из усиливающих швов. Также в этом выполнении усиливающее ребро расположено между двумя сегментами сердечника, выполненными с обеих сторон от шва из волокнистого композита. За счет точного расположения швов из волокнистого композита в сквозных отверстиях сердечника волокнистая заготовка для выполнения усиливающего ребра фиксируется при изготовлении. Усиление пенопласта швами из волокнистого композита известно из уровня техники. Например, в ЕР 1993526 В1 описан способ, с помощью которого могут изготавливаться армированные пенопласты для авиационной промышленности. Как и в этом уровне техники, при изготовлении предложенного элемента рулевой поверхности в пенопласте сердечника может быть выполнено, прежде всего, сквозное отверстие. Затем с одной стороны сердечника располагается пучок волокон, после чего через сквозное отверстие с другой стороны сердечника вводится крюкообразная игла, и в заключение пучок волокон протягивается через сквозное отверстие в пенопласте. При изготовлении пучок волокон пропитывается пластиком в жидком состоянии для получения швов из волокнистого композита. Поэтому в данном варианте усиливающее ребро интегрировано в сердечник, выполненный предпочтительно цельным. Пучок волокон состоит предпочтительно из большого числа отдельных волокон или мононитей.
Для выполнения усиливающего ребра в сердечнике оптимально, если швы из волокнистого композита проходят соответственно от обращенной к верхней внешней оболочке верхней стороны сердечника к обращенной к нижней внешней оболочке нижней стороне сердечника. Это выполнение обеспечивает к тому же расположение швов в сквозных отверстиях сердечника, которые проходят от его верхней стороны к его нижней стороне.
Чтобы выполнить усиливающее ребро в поперечном направлении элемента рулевой поверхности, оптимально, если на проходящей, в основном, перпендикулярно верхней и нижней сторонам плоскости сердечника расположены несколько швов из волокнистого композита. В этом выполнении усиливающее ребро получают за счет того, что сердечник вдоль вертикальной плоскости пронизан несколькими отдельными швами, которые в совокупности образуют усиливающее ребро в поперечном направлении элемента рулевой поверхности. Преимущественно отдельные швы предусмотрены, в основном, по всей ширине сердечника, т.е. по всей его протяженности перпендикулярно продольному направлению элемента рулевой поверхности. Для выполнения усиливающего ребра определенной ширины (или протяженности в продольном направлении элемента рулевой поверхности) оптимально, если несколько проходящих, в основном, перпендикулярно верхней и нижней сторонам, расположенных на расстоянии друг от друга плоскостей сердечника пронизаны швами из волокнистого композита. Ширина усиливающего ребра определяется расстоянием между рассматриваемыми в продольном направлении элемента рулевой поверхности внешними вертикальными плоскостями со швами. Длина усиливающего ребра соответствует преимущественно, в основном, ширине сердечника, которой в случае интерцептора является протяженность в направлении высоты или полета.
Кроме того, в этом варианте оптимально, если между верхней стороной сердечника и внутренней стороной верхней внешней оболочки в зоне образующих усиливающее ребро швов из волокнистого композита расположен поверхностный волокнистый композитный элемент, преимущественно, в основном, перпендикулярно усиливающему ребру. Соответственно между нижней стороной сердечника и внутренней стороной нижней внешней оболочки в зоне образующих усиливающее ребро швов из волокнистого композита может быть расположен дополнительный поверхностный волокнистый композитный элемент, преимущественно также, в основном, перпендикулярно усиливающему ребру. Поверхностные волокнистые композитные элементы могут быть сшиты с сердечником. В этом выполнении может быть создана I- или С-образная в сечении усиливающая структура, причем усиливающее ребро образует стенку, поверхностный волокнистый композитный элемент – верхнюю полку, а дополнительный поверхностный волокнистый композитный элемент – нижнюю полку С- или I-образной усиливающей структуры.
Для повышения устойчивости оптимально, если швы из волокнистого композита расположены под отличающимся от 90° углом преимущественно 30-60°, в частности, в основном, 45° к верхней и нижней сторонам сердечника.
У известных элементов рулевых поверхностей, в частности интерцепторов, на задней, если смотреть в направлении полета кромке (в самолетостроении называется также «trailing edge») расположены усиливающие или концевые планки из волокнистого композита.
В описанном выше варианте сердечник вместо усиливающей планки на задней кромке может быть снабжен проходящей, в основном, в продольном направлении верхней внешней оболочки усиливающей структурой, которая образована дополнительными швами из волокнистого композита. В этом выполнении сердечник снабжается в зоне задней кромки или «trailing edge» швами, которые сообща образуют усиливающую структуру в продольном направлении элемента рулевой поверхности (т.е. в случае интерцептора в направлении размаха крыла). Предпочтительно усиливающая структура проходит, в основном, по всей длине сердечника, т.е., в основном, по всей его протяженности в продольном направлении элемента рулевой поверхности. Дополнительные швы для усиливающей структуры на задней кромке сердечника могут быть выполнены, как швы для усиливающего ребра, так что можно сослаться на приведенные выше рассуждения. Кроме того, здесь также могут быть предусмотрены швы под углом, в основном, 90° к верхней и нижней сторонам сердечника.
Согласно одному альтернативному предпочтительному варианту, для выполнения усиливающего ребра предусмотрен отдельный от сердечника пенопластовый элемент, снабженный швами из волокнистого композита. В этом выполнении пенопластовый элемент более высокой плотности или прочности расположен предпочтительно между двумя сегментами сердечника меньшей по сравнению с ними плотности или прочности. Чтобы получить усиливающее ребро, швы из волокнистого композита проходят через соответствующие сквозные отверстия пенопластового элемента.
Описанное выше выполнение имеет, в частности, то преимущество, что пенопластовый элемент усиливающего ребра может состоять из пенопласта, отличающегося от пенопласта сердечника, или из такого же пенопласта более высокой по сравнению с ним плотности. Предпочтительным образом пенопласт пенопластового элемента можно таким образом оптимизировать в отношении выполнения швов из волокнистого композита или меньшего поглощения смолы. В противоположность этому пенопласт сердечника можно согласовать с его назначением. Для достижения целостного элемента рулевой поверхности оптимально, если верхняя и нижняя внешние оболочки и, по меньшей мере, одно усиливающее ребро состоят из волокнистого композита, в частности углепластика, причем верхняя внешняя оболочка, по меньшей мере, одно усиливающее ребро и нижняя внешняя оболочка соединены между собой посредством пластика волокнистого композита. Предпочтительным образом между верхней и нижней внешними оболочками и расположенным между ними усиливающим ребром создается целостное соединение, образованное, в основном, исключительно пластиком волокнистого композита. Это значит, что пластик в жидком состоянии пропитывает волокнистую заготовку, которая образует верхнюю и нижнюю внешние оболочки и усиливающее ребро. За счет пропитывания волокнистой заготовки пластиком в жидком состоянии достигается соединение с материальным замыканием между верхней и нижней внешними оболочками и, по меньшей мере, одним усиливающим ребром. Это выполнение вызывает существенное упрощение по сравнению с уровнем техники, в котором верхняя и нижняя внешние оболочки вместе с усиливающими ребрами изготавливаются отдельно друг от друга, а затем склеиваются (или сбалчиваются или склепываются) между собой. Предпочтительным образом в данном выполнении можно отказаться от такого клеевого, болтового или клепаного соединения между верхней и нижней внешними оболочками и усиливающим ребром, благодаря чему исключается структурное слабое место элемента рулевой поверхности. Кроме того, можно устранить известные из уровня техники просверленные отверстия, которые представляют собой потенциальные места проникновения жидкости. Также осуществить способ можно существенно проще и быстрее.
Чтобы поддерживать массу элемента рулевой поверхности минимальной, однако обеспечить достаточную стабильность для усиливающего ребра, предпочтительно, если пенопласт сердечника образован полиметакрилимидом. Такой пенопласт распространяется, например, под торговой маркой «Rohacell». Этот пенопласт имеет массу 31 кг/м3. Однако для сердечника могут применяться и другие твердые пенопласты, состоящие, например, из поливинилхлорида или полиуретана.
В предложенном способе усиливающее ребро позиционируется или выполняется между двумя сегментами сердечника. Этот способ связан с описанными выше для элемента рулевой поверхности преимуществами, на которые, тем самым, можно сослаться. Существенным для изобретения является то, что усиливающее ребро в процессе изготовления фиксируется с боков между сегментами сердечника, благодаря чему обеспечиваются точная фиксация и формование усиливающего ребра.
Для изготовления элемента рулевой поверхности предпочтительно волокнистая заготовка для выполнения верхней и нижней внешних оболочек и, по меньшей мере, одного усиливающего ребра располагается в сухом состоянии на сердечнике, а затем пропитывается пластиком в жидком состоянии. Поэтому в данном выполнении верхняя и нижняя внешние оболочки и, по меньшей мере, одно усиливающее ребро изготавливаются за один этап способа («in one shot»). Это значит, что верхняя и нижняя внешние оболочки вместе с усиливающим ребром соединяются между собой в неотвержденном состоянии пластика. Поэтому не требуется изготавливать верхнюю и нижнюю внешние оболочки, как принято в уровне техники, отдельными этапами способа путем отверждения препрегов в автоклаве, а затем склеивать между собой в отвержденном состоянии, сбалчивать или склепывать. Применения автоклава в данном выполнении не требуется. Отверждение пропитанной волокнистой заготовки может осуществляться при подводе температуры или в вакууме.
Чтобы выполнить верхнюю и нижнюю внешние оболочки и, по меньшей мере, одно усиливающее ребро за один этап способа, предпочтительно, если волокнистая заготовка посредством пленки располагается в инфузионном пространстве, которое соединяется, по меньшей мере, с одним подводящим трубопроводом для пластика в жидком состоянии и, по меньшей мере, одним вакуумпроводом, причем при создании разрежения в вакуумпроводе пластик в жидком состоянии всасывается, и волокнистая заготовка для выполнения верхней и нижней внешних оболочек и, по меньшей мере, одного усиливающего ребра пропитывается. Поэтому элемент рулевой поверхности изготавливается предпочтительно инфузионным способом, причем сердечник заботится о том, чтобы волокнистая заготовка для, по меньшей мере, одного усиливающего ребра удерживалась в нужном положении, когда пластик в жидком состоянии направляется через нее. Такие инфузионные способы известны в уровне техники.
Предпочтительно применяется способ, известный как MARI («Membrane Assisted Resin Infusion») и описанный в ЕР 2681037. При применении этого способа волокнистая заготовка располагается на несущей форме, причем с помощью воздухонепроницаемой пленки образуется герметизированное от несущей формы инфузионное пространство. Оно, с одной стороны, соединяется, по меньшей мере, с одним подводящим трубопроводом для пластика в жидком состоянии, а, с другой стороны, – по меньшей мере, с одним вакуумпроводом. В него подается разрежение, чтобы пропитать волокнистую заготовку пластиком. Вакуумпровод содержит воздухопроницаемый в сухом состоянии и непроницаемый для смолы мембранный фильтр, который при пропитывании смолой переходит, в основном, в воздухонепроницаемое состояние. После полного пропитывания волокнистой заготовки пластик попадает в вакуумпровод с мембранным фильтром. При полном смачивании смолой мембранный фильтр закрывается, в результате чего отсос воздуха прерывается. В предпочтительном выполнении мембранного фильтра, известном в области спортивной одежды, предусмотрена тонкая силиконовая оболочка, которая в процессе изготовления растягивается настолько, что образуются мелкие поры, проницаемые для воздуха, но непроницаемые для жидкости, в данном случае смолы. В контакте со смолой поры постепенно закрываются, так что мембрана переходит в воздухонепроницаемое состояние. Силиконовая оболочка может быть соединена с несущим слоем, например в виде ткани.
Кроме того, возможно также изготовление элемента рулевой поверхности с применением описанного в ЕР 1181149 В1 инжекционного способа.
Изобретение более подробно поясняется ниже на предпочтительных примерах его осуществления, которыми оно, однако, не ограничено. На чертежах представлено следующее:
- фиг. 1: в разобранном виде элемент рулевой поверхности с верхней и нижней внешними оболочками, причем между сегментами твердого пенопластового сердечника расположены несколько, в данном выполнении восемь, усиливающих ребер;
- фиг. 2: другой элемент рулевой поверхности с видом на его нижнюю сторону, причем нижняя внешняя оболочка отсутствует;
- фиг. 3: элемент рулевой поверхности с видом на его нижнюю сторону, причем нижняя внешняя оболочка также отсутствует;
- фиг. 4: вид сверху на сердечник для элемента рулевой поверхности по фиг. 3;
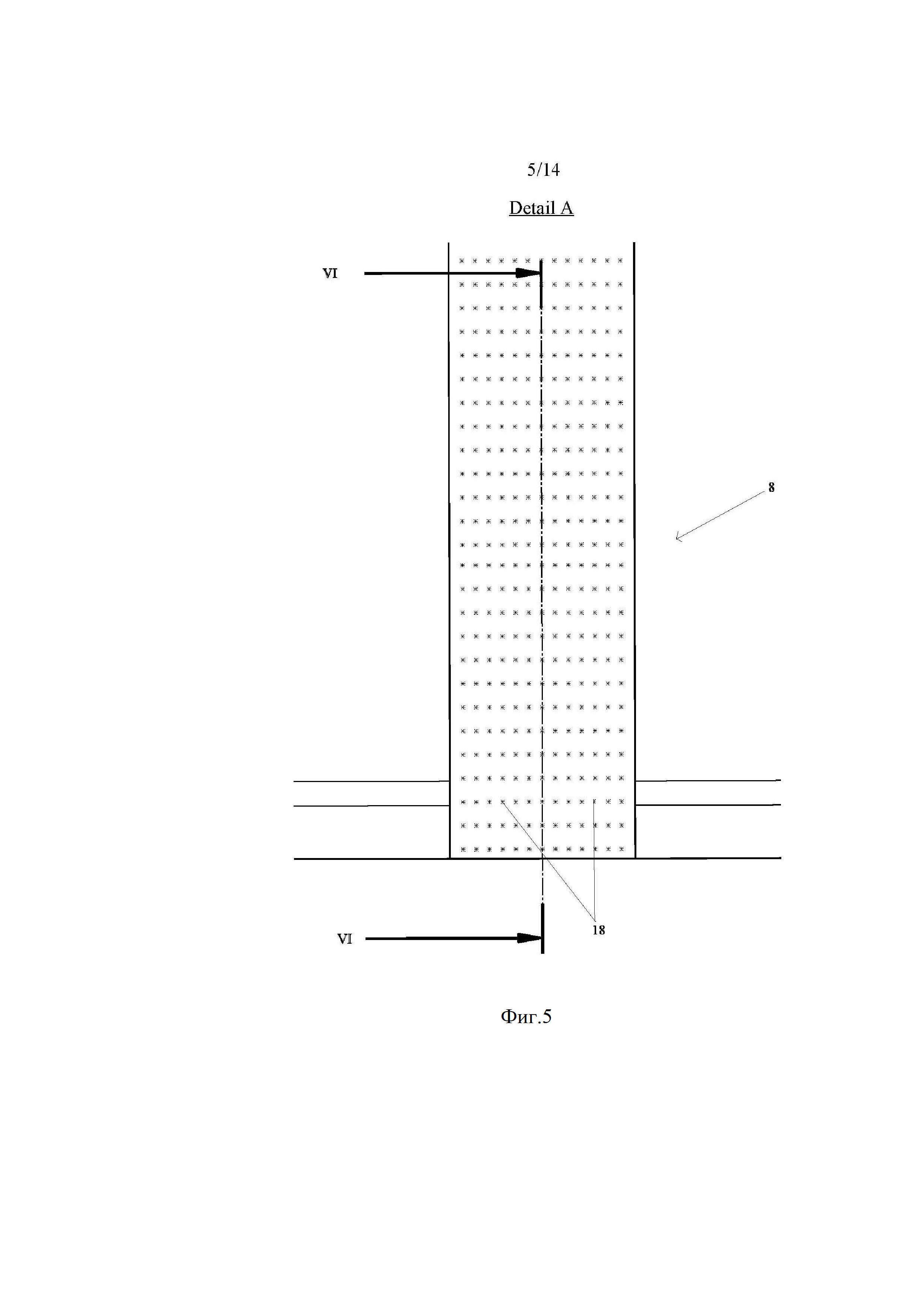
- фиг. 5: обозначенную на фиг. 4 кружком деталь А;
- фиг. 6: разрез по линии VI-VI по фиг. 5;
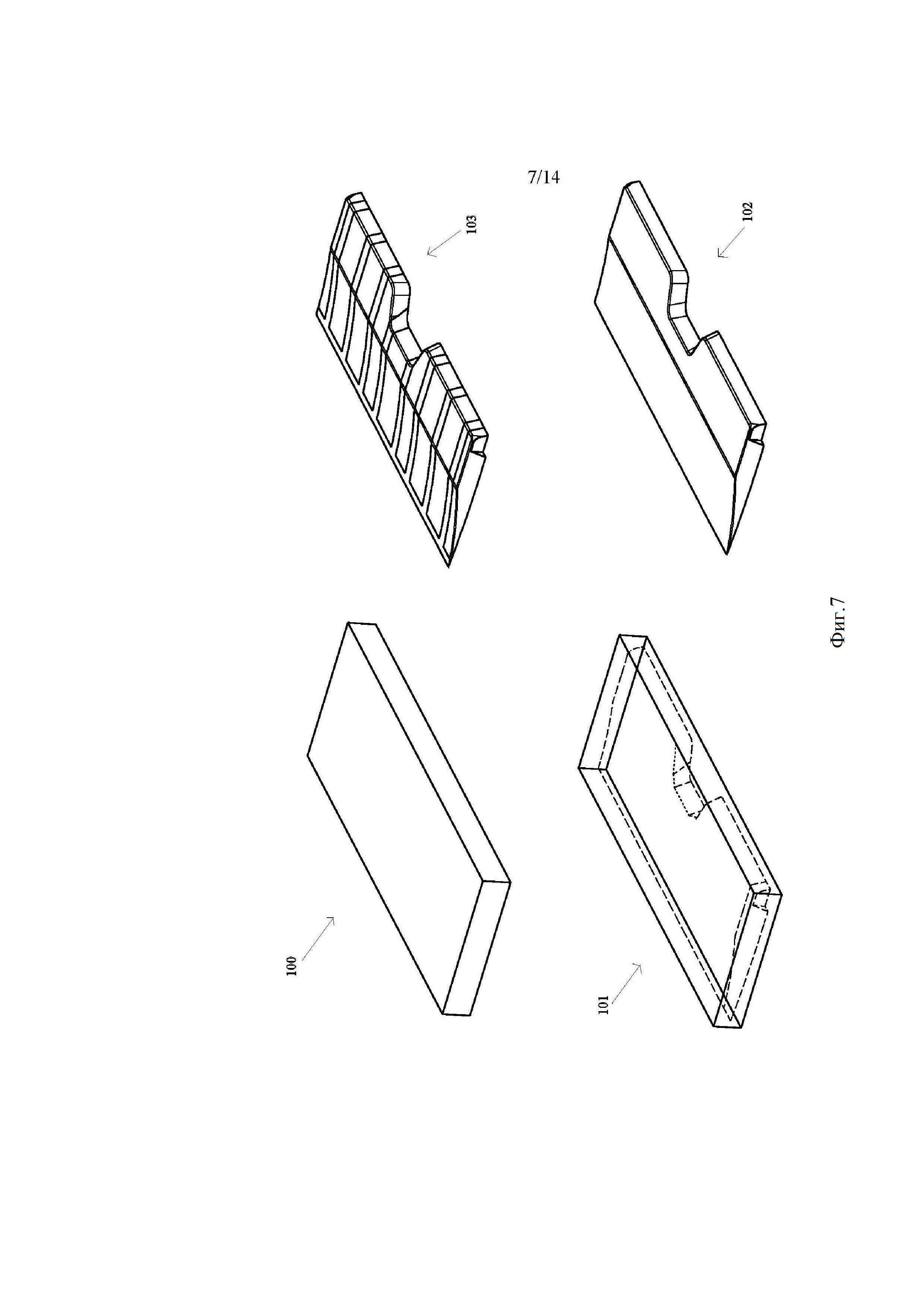
- фиг. 7: схематично изготовление сердечника по фиг. 4-6;
- фиг. 8: фрагмент сердечника для другого элемента рулевой поверхности, причем для выполнения усиливающего ребра между двумя сегментами сердечника расположен собственный пенопластовый элемент со швами из волокнистого композита;
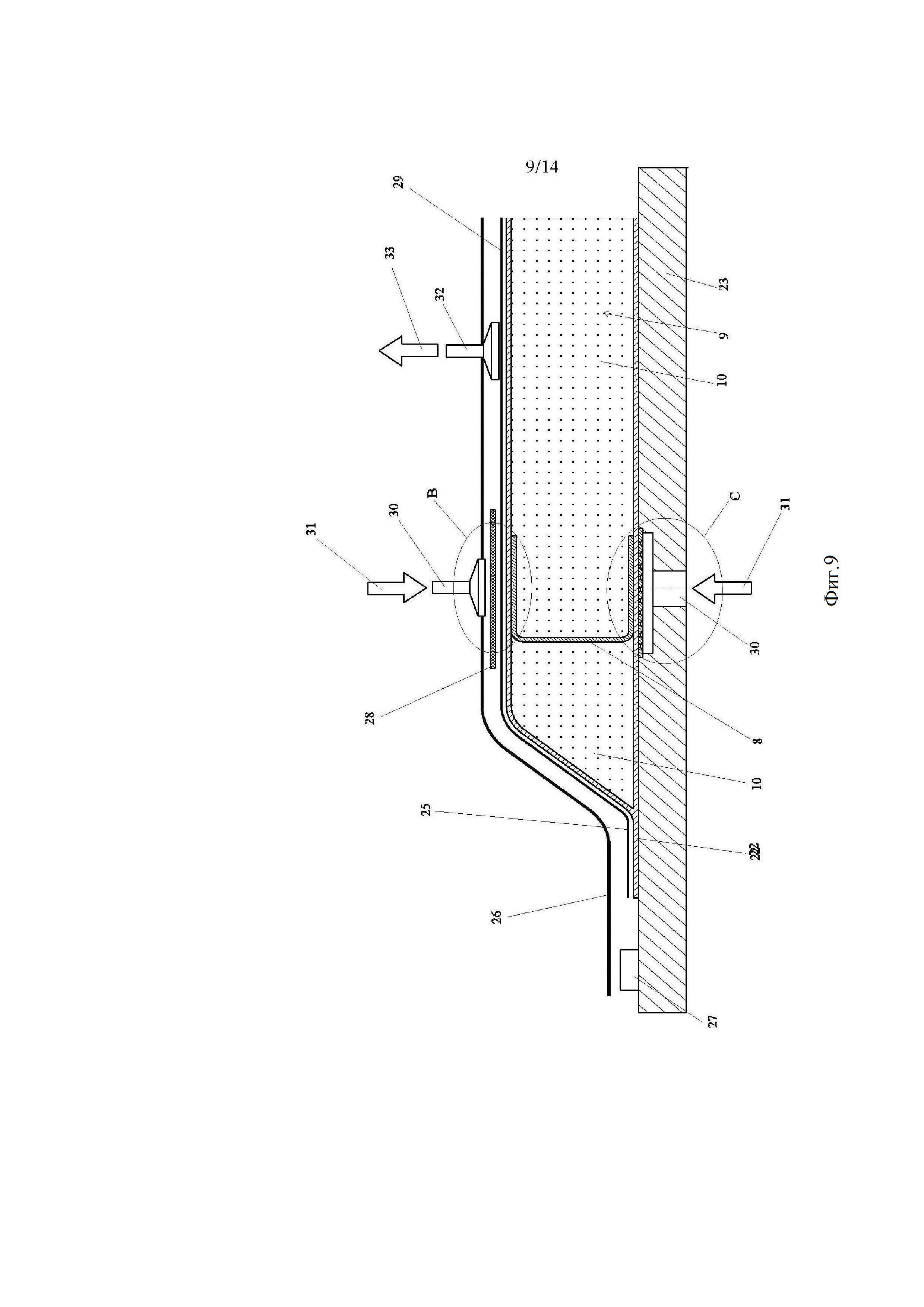
- фиг. 9: разрез по линии IX-IX из фиг. 12 для пояснения инфузионного способа изготовления элемента рулевой поверхности из фиг. 1;
- фиг. 10: обозначенную на фиг. 9 кружком деталь В;
- фиг. 11: обозначенную на фиг. 9 кружком деталь С;
- фиг. 12: схематично устройство для изготовления элемента рулевой поверхности по фиг. 1;
- фиг. 13: схематичный вид сверху на устройство по фиг. 12;
- фиг. 14: схематично изготовление С-образного усиливающего ребра для элемента рулевой поверхности по фиг. 1.
На фиг. 1 и 2 изображен элемент 1 рулевой поверхности самолета (не показан). В данном случае элемент 1 рулевой поверхности выполнен в виде интерцептора или спойлера самолета. Однако соответствующие выполнения могут быть предусмотрены также у других воздухообтекаемых рулевых поверхностей самолетов, в частности у рулей и (посадочных) закрылков. Элемент 1 рулевой поверхности содержит верхнюю 2 и нижнюю 3 по отношению к встроенному состоянию в крыле самолета внешние оболочки. Верхняя внешняя оболочка 2 имеет на верхней стороне аэродинамическую, в основном, плоскую воздухообтекаемую наружную поверхность 4. Нижняя внешняя оболочка 3 в неактивном состоянии интерцептора расположена внутри крыла самолета. Элемент 1 рулевой поверхности содержит опорное устройство 5 для шарнирной опоры волокнистого композитного элемента 3 на структурную деталь, а именно на каркас крыла самолета. Опорное устройство 5 содержит расположенный посередине на передней в направлении полета продольной кромке элемента 1 рулевой поверхности опорный элемент 6, с помощью которого достигается поворотная опора элемента 1 рулевой поверхности на крыло самолета. Опорный элемент 6 может быть расположен также внецентренно. В целях раскрытия изобретения термины «впереди», «сзади», «вверху», «внизу» относятся к надлежащему встроенному состоянию элемента 1 рулевой поверхности. При виде сверху элемент 1 рулевой поверхности, в основном, прямоугольный, так что образованы продольная протяженность (в случае интерцептора в направлении размаха крыла) и поперечная протяженность (в случае интерцептора, в основном, перпендикулярно направлению размаха крыла). Опорное устройство 5 содержит по бокам на передней кромке дополнительные опорные элементы 7. Поскольку выполнение опорного устройства 5 в уровне техники достаточно известно, можно отказаться от его более подробного описания (см., например, также АТ 409482 В).
Как видно далее на фиг. 1, 2, между верхней 2 и нижней 3 внешними оболочками расположены несколько продолговатых усиливающих ребер 8, которые в поперечном направлении элемента 1 рулевой поверхности проходят на расстоянии друг от друга. Усиливающие ребра 8 обеспечивают усиление или придают жесткость элементу 1 рулевой поверхности. В качестве усиливающих ребер 8 на фиг. 1 предусмотрены отдельные волокнистые композитные элементы, в частности из углепластика.
Кроме того, на фиг. 1, 2 виден сердечник 9 из отдельных сегментов 10. Сердечник 9 состоит из пенопласта, преимущественно из полиметакрилимида. В данном случае каждое усиливающее ребро расположено, в основном, точно между двумя сегментами 10 сердечника 9. Отдельные сегменты 10 сердечника 9, в основном, полностью заполняют промежутки между верхней 2 и нижней 3 внешними оболочками и отдельными усиливающими ребрами 8 (или усиливающей или концевой планкой на задней кромке). Далее на фиг. 1, 2 видны клин 9а, в частности из стеклопластика, в угловой зоне сердечника 9 и перпендикулярные сердечнику 9 трубки 9b, в частности из углепластика, в зоне опорного устройства 5. В зависимости от выполнения трубки 9b могут также отсутствовать.
На фиг. 1 каждое усиливающее ребро 8 имеет ровно одну, проходящую, в основном, перпендикулярно продольному направлению 2а верхней внешней оболочки 2 стенку 11, которая расположена, в основном, перпендикулярно главной плоскости верхней 2 и/или нижней 3 внешней оболочке. Во встроенном состоянии стенки 11 усиливающих ребер 8 находятся на обеих продольных сторонах в контакте с сердечником 10, благодаря чему усиливающие ребра 8 фиксированы в своем положении. Стенка 11 усиливающего ребра 8 проходит от внутренней стороны верхней внешней оболочки 2 к внутренней стороне нижней внешней оболочки 3. Таким образом, высота стенки 11 (т.е. ее протяженность перпендикулярно главной плоскости верхней внешней оболочки 2), в основном, соответствует расстоянию между внутренними сторонами верхней 2 и нижней 3 внешних оболочек. Кроме того, усиливающее ребро 8 на фиг. 1 имеет проходящую, в основном, параллельно главной плоскости верхней внешней оболочки 2, расположенную на внутренней стороне верхней внешней оболочки 2 верхнюю полку 12 и проходящую, в основном, параллельно главной плоскости нижней внешней оболочки 3, расположенную на внутренней стороне нижней внешней оболочки 3 нижнюю полку 13. Полки 12, 13 расположены каждая под прямым углом к стенке 11 усиливающего ребра 8. Однако в зависимости от выполнения могут быть предусмотрены также отличающиеся от этого угловые положения верхней 12 и нижней 13 полок.
Как показано на фиг. 1, сегменты 10 сердечника 9 имеют на обращенной к внутренней стороне нижней внешней оболочки 3 нижней стороне нижние углубления 14 для нижних полок 13 усиливающих ребер 8, а на обращенной к внутренней стороне верхней внешней оболочки 2 верхней стороне верхние углубления 15 для верхних полок 12 усиливающих ребер 8. Кроме того, усиливающие ребра 8 могут иметь расположенные, в основном, перпендикулярно главной плоскости верхней внешней оболочки 2, проходящие в продольном направлении 2а элементы крыла, которые расположены в соответствующих торцевых углублениях сердечника (не показаны).
На фиг. 3-6 изображено альтернативное выполнение элемента 1 рулевой поверхности, в котором сердечник 9 для выполнения усиливающего ребра 8 пронизан швами 18 из волокнистого композита. Швы 18 из волокнистого композита проходят соответственно от обращенной к верхней внешней оболочке 2 верхней стороны сердечника 9 к обращенной к нижней внешней оболочке 3 нижней стороне сердечника 9. Для выполнения усиливающего ребра 8 в поперечном направлении элемента 1 рулевой поверхности на проходящей, в основном, перпендикулярно верхней и нижней сторонам плоскости сердечника расположены несколько швов 18 из волокнистого композита. В данном случае несколько проходящих, в основном, перпендикулярно верхней и нижней сторонам плоскостей сердечника 9 пронизаны швами 18 из волокнистого композита. В данном случае швы 18 из волокнистого композита расположены под углом, в основном, 45° к верхней и нижней сторонам сердечника. Кроме того, на верхней и нижней сторонах сердечника могут быть предусмотрены поверхностные или плоские волокнистые композитные элементы, которые примыкают непосредственно к усиливающему ребру 8 из швов 18. Таким образом выполняется усиление верхней и нижней полок на внутренних сторонах верхней 2 и нижней 3 внешних оболочек. Для выполнения поверхностных волокнистых композитных элементов можно при изготовлении расположить на верхней или нижней стороне сердечника соответственно выше и ниже волокнистую заготовку для усиливающего ребра 8, причем волокнистая заготовка инфузионным способом пропитывается пластиком. В зависимости от выполнения этим создается С- или I-образная в сечении усиливающая структура.
Как показано на фиг. 3, 4, сердечник 9 снабжен на задней кромке проходящей, в основном, в продольном направлении 2а верхней внешней оболочки 2 усиливающей структурой 19, которая образована дополнительными швами 20 из волокнистого композита.
На фиг. 7 схематично изображено изготовление усиленного швами из пучков волокон сердечника 9. Стрелка 100 обозначает образование прямоугольного блока из пенопласта. Из прямоугольного блока изготавливается, например фрезеруется, сердечник 7 (стрелка 101) для получения (еще не усиленного) сердечника 9 из пенопласта (стрелка 102). Наконец с помощью способа из ЕР 1993526 В1 предусматриваются швы 18 так, что в поперечном направлении сердечника 9 возникают усиливающие ребра 8.
На фиг. 8 для выполнения усиливающего ребра 8 предусмотрен отдельный от сердечника 9 пенопластовый элемент 21, снабженный швами 18 из пучков волокон. Пенопластовый элемент 21 усиливающего ребра 8 может состоять из пенопласта, отличающегося от пенопласта сердечника 9, или из такого же пенопласта, однако более высокой плотности.
На фиг. 9-13 изображен предпочтительный инфузионный способ изготовления описанных выше элементов 1 рулевых поверхностей. Этот способ описан с помощью элемента 1 рулевой поверхности на фиг. 1, 2, однако может применяться также для изготовления элемента 1 рулевой поверхности на фиг. 3.
В этом способе волокнистая заготовка 22 в сухом состоянии располагается на сердечнике 9. Части волокнистой заготовки 22 для верхней внешней оболочки 2 кладутся на несущую форму 23 (показана схематично). Сегменты 10 сердечника 9 позиционируются между частями волокнистой заготовки 22 для нижней внешней оболочки 3 и частями волокнистой заготовки 22 для усиливающих ребер 8. За счет этого в процессе инфузии части волокнистой заготовки 22 для усиливающих ребер 8 надежно удерживаются сегментами 10 сердечника 9. С-образные в сечении усиливающие ребра 8 могут предварительно формоваться с помощью формующего инструмента 24 (фиг. 14). Однако можно также привести в нужную форму части волокнистой заготовки 22 для усиливающих ребер 8 сначала на несущей форме 23.
Как показано на фиг. 9, волокнистая заготовка 22 элемента 1 рулевой поверхности обертывается на несущей форме 23 пленкой или тканью. На внешней стороне предусмотрена воздухонепроницаемая пленка 26, называемая также вакуумным мешком), которая с помощью уплотнительного устройства 27 размещается на несущей форме 23. Между воздухонепроницаемой пленкой 26 и несущей формой 23 создается инфузионное пространство 25 для пропитывания волокнистой заготовки 22. Также предусмотрено вспомогательное приспособление для течения или предусмотрена распределительная мембрана 28, с помощью которой всасываемый пластик может распределяться по поверхности детали. Кроме того, предусмотрена ткань 29 для отрыва («Peel Ply»), которая размещается непосредственно на нижней стороне элемента 1 рулевой поверхности. Ткань 29 для отрыва облегчает отделение распределительной мембраны 28, пропитанной пластиком или материалом матрицы.
Как показано на фиг. 9-11, предусмотрены подводящие трубопроводы 30 для пластика в жидком состоянии (стрелки 31). В данном выполнении подводящие трубопроводы 30 предусмотрены как со стороны несущей формы 23, так и со стороны воздухонепроницаемой пленки 26. Кроме того, на обращенной от несущей формы 23 стороне предусмотрены вакуумпроводы 32, в которых создается разрежение. За счет создания разрежения в вакуумпроводах 32 пластик в жидком состоянии всасывается по подводящим трубопроводам 30 в инфузионное пространство 25, причем волокнистая заготовка 22 для выполнения верхней 2 и нижней 3 внешних оболочек и усиливающих ребер 8 пропитывается пластиком. После полного пропитывания волокнистой заготовки 22 пластик попадает в вакуумпроводы 32 (стрелка 33). В каждом вакуумпроводе 32 расположен воздухопроницаемый в сухом состоянии и непроницаемый для смолы мембранный фильтр (не показан), который при пропитывании пластиком переходит, в основном, в воздухонепроницаемое состояние. При полном смачивании пластиком мембранный фильтр закрывается, в результате чего воздухоотсос прерывается. После этого элемент 1 рулевой поверхности отверждается в печи (не показана).
Реферат
Элемент (1) рулевой поверхности для самолета, в частности интерцептор, содержащий верхнюю внешнюю оболочку (2), имеющую воздухообтекаемую внешнюю сторону (4), нижнюю внешнюю оболочку (3), усиливающее ребро (8) и сердечник (9) из пенопласта. Усиливающее ребро (8) расположено между двумя сегментами (10) сердечника (9), имеет стенку (11), проходящую, в основном, перпендикулярно продольному направлению (2а) верхней внешней оболочки (2). Сегмент (10) сердечника находится в контакте с одной продольной стороной стенки (11) усиливающего ребра (8), а другой сегмент (10) сердечника – с другой продольной стороной стенки (11) усиливающего ребра (8). Стенка (11) усиливающего ребра (8) проходит от внутренней стороны верхней внешней оболочки (2) к внутренней стороне нижней внешней оболочки (3). Усиливающее ребро (8) имеет верхнюю полку (12), которая проходит параллельно главной плоскости верхней внешней оболочки (2) и расположена на внутренней стороне верхней внешней оболочки (2), и нижнюю полку (13), которая проходит параллельно главной плоскости нижней внешней оболочки (3) и расположена на внутренней стороне нижней внешней оболочки (3). Верхняя (12) и нижняя (13) полки расположены под углом к стенке (11) усиливающего ребра (8). Предложен также способ изготовления элемента (1) рулевой поверхности. Группа изобретений направлена на упрощение изготовления самолета. 2 н. и 8 з.п. ф-лы, 14 ил.
Комментарии