Способ пропитки при получении препрега для композиционных материалов на основе длинномерных углеродных волокон с термопластичным связующим - RU2776951C1
Код документа: RU2776951C1
Чертежи

Описание
Изобретение относится к способу изготовления препрега для композиционных материалов на основе длинномерных углеродных волокон, используемых для изготовления изделий транспортного, авиационно-космического и другого назначения.
Наиболее близким техническим решениям к предлагаемому способу пропитки является способ (см. патент RU 2321606 опубл. 10.04.2608)
Недостатком известного способа является невозможность
использования термопластичного связующего, низкое качество композиционного материала и невозможность вторичной переработки.
Технической задачей предлагаемого технического решения является создание возможности использования термопластичного связующего, в результате чего увеличить длительность хранения препрега, повысить качество композиционного материала и обеспечить его вторичную переработку.
Для решения поставленной задачи предлагается способ пропитки при получении препрега для композиционных материалов на основе длинномерных углеродных волокон с термопластичным связующим, при этом сначала проводят механическое испытание нити (основы, утка) на сжатие при давлении от 0 до 5 атмосфер, получают кривую сжатия, затем по выражению

где: m0 - начальная пористость, определяемая из формулы

mоб - масса образца нити (утка, основы) толщиной h0, шириной b, длиной l;
Δh(P) - изменение толщины ленты при механических испытаниях на сжатие;
h0(мм) - толщина ленты без избыточного давления;
ϕ(Р)= Δh(P)/h0 -относительная деформация образца ленты;
Р=F/S - избыточное давление.
ρν(г/см3) - плотность волокна;
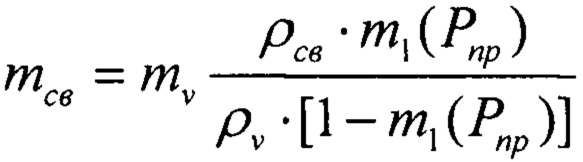
получают зависимость пористости от избыточного давления для данного материала, затем обкладывают образец с двух сторон пленкой связующего материала и при избыточном гидростатическом давлении, соответствующем пористости не ниже 0,3 и температуре переработки данного связующего, выдерживают 4-10 часов при отсутствии возможности в непропитанном пористом массиве создавать избыточное давление, увеличивая время выдержки образцов, начиная с меньших, далее увеличивают давление в 5-20 раз и охлаждают готовое изделие выключая (снимая) нагрев до температуры ниже температуры кристализации, при этом масса связующего определяется выражением
Отличительной особенностью способа является то, что сначала проводят механическое испытание нити (основы, утка) на сжатие при давлении от 0 до 5 атмосфер, получают кривую сжатия, затем по выражению

где m0 - начальная пористость, определяемая из формулы
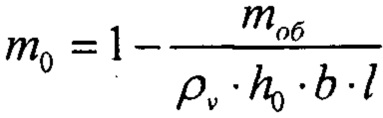
mоб - масса образца нити (утка, основы) толщиной h0, шириной b, длиной l;
Δh(Р) - изменение толщины ленты при механических испытаниях на сжатие;
h0(мм) - толщина ленты без избыточного давления;
ϕ(Р)= Δh(P)/h0 - относительная деформация образца ленты;
Р=F/S - избыточное давление;
ρν(г/см3) - плотность волокна;
получают зависимость пористости от избыточного давления для данного материала, затем обкладывают образец с двух сторон пленкой связующего материала и при избыточном гидростатическом давлении, соответствующем пористости не ниже 0,3 и температуре переработки данного связующего, выдерживают 4-10 часов при отсутствии возможности в непропитанном пористом массиве создавать избыточное давление, увеличивая время выдержки образцов, начиная с меньших далее увеличивают давление в 5-20 раз и охлаждают готовое изделие, выключая (снимая) нагрев до температуры ниже температуры кристализации, при этом масса связующего определяется выражением

Пример выполнения предлагаемого способа.
В качестве образца для пропитки была выбрана нить (основа и уток ткани Porcer 36-92, лента ЛТ-22, нить УКН) из длинномерных углеродных волокон. Одной из ее характеристик служит удельная по длине плотность. Поперечное сечение образца представляет собой волокна в виде круга и разделяющие их пустоты. В реальной жизни укладка волокон будет ближе к треугольной укладке и можно считать, что при пористости ниже m=0,13 образец теряет проникающую способность. В практике считается, что предел по проницаемости происходит при пористости m=0,3. Зависимость пористости от характерного относительного зазора представлена на фиг. 1. Если принять диаметр волокон 7-10 μκ, то характерный размер зазоров при исходной пористости m=0,6 составляет 5,0-3,5 μκ, при m=0,4 2,2-1,54 μκ, при m=0,2 0,75-0,52 μκ. Гидродинамическое сопротивление при уменьшении зазора растет в квадрате.
В процессе пропитки необходимо создать градиент давления. При этом образец деформируется, это происходит и при прямом прессовании и при использовании вакуума. Расплав при течении деформирует материал, находящийся перед ним, а значит, изменяет его пористость. Понятно, что чем выше давление, тем больше градиент давления, тем выше скорость фильтрации расплава. Однако необходимо знать, на сколько можно поднимать давление, чтобы сохранить проницаемость образца, иначе говоря, его пористость. В процессе деформации уменьшается объем пустот, а объем волокон сохраняется, в результате уменьшается пористость. Для нахождения зависимости пористости образца от избыточного давления экспериментально найдем кривую сжатия образцов из однонаправленных углеродных волокон. Чтобы создать условия близкие к гидростатическому сжатию, между механическими захватами и образцом помещена резина с коэффициентом Пуассона 0,496.
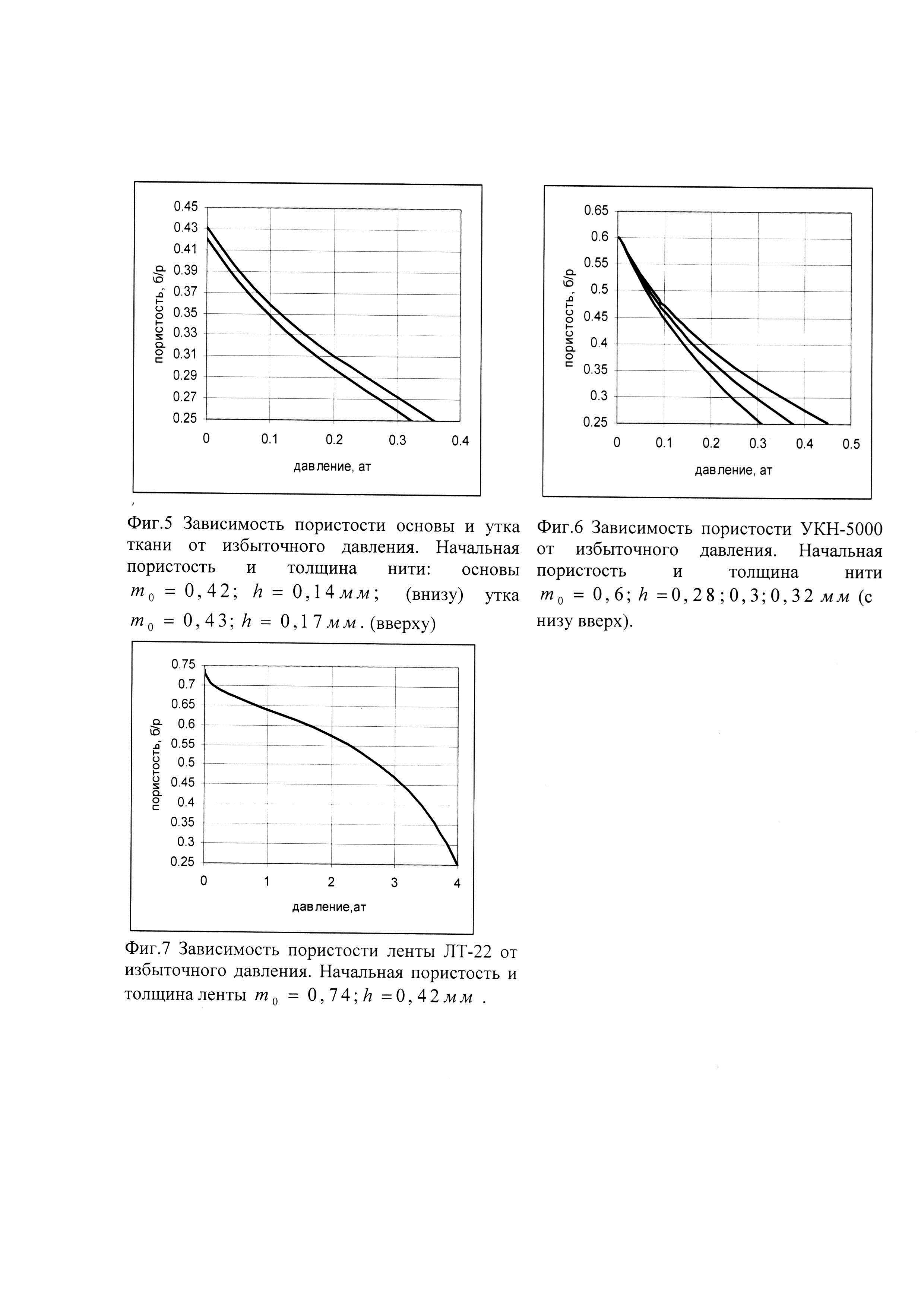
Исследованы четыре образца из различных углеродных нитей: нить УКН-5000 толщиной 0,28-0,32 мм, с начальной пористостью m=0,6-0,5; основа ткани Porcer 36-92 толщиной 0,15 мм, с начальной пористостью m=0,41; и уток ткани Porcer 36-92 толщиной 0,17 мм, с начальной пористостью m=0,42; лента ЛТ-22 толщиной 0,42-0,51 мм с начальной пористостью m=0,74-0,78. Образцы готовились выкладкой размерами 50×47 мм.
Исходными данными являются начальная пористость и геометрия образца. На испытательной машине снимаются показания с датчиков перемещения и давления. Испытательная машина не абсолютно жесткая и поэтому необходимо исключить из перемещений по образцу то, что связано с «люфтами» самой испытательной машины. С этой целью снимается кривая сжатия захватов, когда образец между захватов отсутствует. На фиг. 2-4 для примера приведены полученные на испытательной машине кривые сжатия захватов без образца, сжатия образца и разница перемещений для образца с вычетом перемещений для захватов.
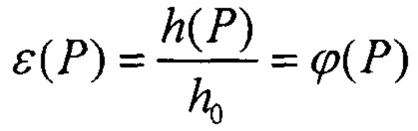
Разделив «перемещение» h(P) (последний график фиг. 4) на начальную толщину образца h0, получим относительную деформацию образца в зависимости от избыточного давления

где m0 - начальная пористость;
Δh - изменение толщины ленты при механических испытаниях на сжатие;
h0(мм) - толщина ленты без избыточного давления;
ϕ(Р)=Δh/h0 - относительная деформация образца ленты;
Р=F/S - избыточное давление;
F - сила при испытании ленты на сжатие;
S - площадь образца.
Подстановка зависимости ε=ϕ(Р) в выражение (1), определяет изменение пористости образца от избыточного давления в процессе нагружения (в процессе пропитки).
Полученные таким образом зависимости пористости образцов от избыточного давления представлены на Фиг. 5-7.
Из графиков видим, что основа и уток незначительно отличаются между собой. Уток имеет несколько больший диапазон по избыточному давлению до 0,25 ат.
Образец УКН-5000 при сохранении уровня пористости 0,3 имеет более значительный диапазон избыточных давлений до 0,4 ат.
Лента ЛТ-22 имеет широкий диапазон по избыточному давлению до 3,5 ат и высокий уровень пористости. Связано это с тем, что в отличие от предыдущих образцов лента ЛТ-22 представляет сложную пространственную конструкцию в виде спиралевидного пластинчатого утка и основы, скрученной из волокон. Получить в данном случае кривую сжатия основы и выполнить ее обработку для получения кривой «пористость - избыточное давление» слишком сложно. Определение диапазона избыточного давления, имея в виду, что пропитать нужно не ленту, а волокна основы, можно иначе. По массе образца основы, его объему и плотности углеродного волокна определить начальную пористость в соответствии с выражением m0=1-mосн/Vоснρв, где m0 - начальная пористость основы; mосн - масса образца основы; Vосн - объем образца основы; ρн - плотность углеродного волокна.
Диапазон избыточного давления выбирается по аналогии с предыдущими образцами с близкой начальной пористостью.
На основании полученных кривых определяется возможность пропитки образца и условия по избыточному давлению.
В качестве термопластичного связующего использован полиэтилен высокого давления, имеющий динамическую вязкость расплава при температурах переработки практически равную вязкости полиэфирэфиркетону (PEEK_G_151_eng) английского производства (см. Ершов С.В. Пространственное течение расплавов полимеров в канале зоны дозирования пластицирующего экструдера и формующего инструмента. / Дисс… канд. тех. наук: 01.02.05. Пермь, ПНИПУ, 2018. 119 с.). Это позволило не использовать высокие температуры и не приобретать дорогостоящую пленку ПЭЭК, пока не выпускаемую в России, тем более что это не меняет суть и порядок действий, защищаемых заявкой.
Для невозможности создать избыточное давление в пористом массиве образец ленты размером 2,7×2,7 см покрывают пленкой полиэтилена и фторопласта размером 2,7×2,3 см поперек волокон. Плотно обертывают бумагой, создающей ограничивающие стенки, препятствующие перетеканию расплава по краям и за пределы зоны пропитки. Помещают полученный сендвич между поршнями, расположенными в термостатируемом цилиндре и нагревают сендвич до температуры переработки связующего (в нашем случае полиэтилена высокого давления с температурой переработки 155°С).
В соответствии с найденными зависимостями выбирается давление пропитки. Для: основы ткани выберем: давление 0,05 ат при пористости 0,37; давление 0,2 ат при пористости 0,31; давление 0,85 ат при пористости 0,16. Для утка ткани выбираем давление 0,25 ат при пористости 0,3; для УКН-5000 - давление 0,2 ат при пористости 0,375. Давление пропитки ленты ЛТ-22 соответствует давлению утка при пористости 0,3 и составляет 0,25 ат.
При достижении температуры переработки связующего на образец накладывается выбранное выше избыточное гидростатическое давление, выдерживается время в указанном диапазоне, начиная с меньших.
После чего увеличивают давление в 5-20 раз и при этом давлении охлаждают готовый образец. Если образец не пропитан полностью, то он может быть разделен на две части по непропитанным центральным волокнам, которые механическим путем снимаются и взвешиваются. Зная начальный вес волокон, можно определить процент пропитанных волокон. Если процент пропитанных волокон меньше 100%, эксперимент повторяют с увеличением времени пропитки, пока процент пропитки не станет равным 100%. При этом необходимо помнить, что скорость фильтрации нелинейно зависит от глубины пропитки и с увеличением глубины существенно падает.
Основные эффекты продемонстрированы на примере пропитки основы ткани. Для: основы ткани выберем: давление 0,05 ат при пористости 0,37, давление 0,2 ат при пористости 0,31 и давление 0,85 ат при пористости 0,16.
Ткань основа
Образец 1. Избыточное давление - 0,05 ат; время пропитки - 3,5 часа; процент пропитки - 55,6%.
Образец 2. Избыточное давление - 0,05 ат; время пропитки - 7,5 часа; процент пропитки - 96,0%.
Образец 3. Избыточное давление - 0,05 ат; время пропитки - 8,5 часа; процент пропитки - 98,5%.
Образец 4. Избыточное давление - 0,05 ат; время пропитки - 9,0 часов; процент пропитки - 99,2%.
Образец 5. Избыточное давление - 0,05 ат; время пропитки - 10,0 часов; процент пропитки - 100%.
Образец 6. Избыточное давление - 0,2 ат; время пропитки - 3,5 часа; процент пропитки - 78,45%).
Образец 7. Избыточное давление - 0,2 ат; время пропитки - 5,5 часа; процент пропитки - 85,7%>.
Образец 8. Избыточное давление - 0,2 ат; время пропитки - 6,5 часа; процент пропитки - 95,9%.
Образец 9. Избыточное давление - 0,2 ат; время пропитки - 9,0 часов; процент пропитки - 100%).
Образец 10. Избыточное давление - 0,86 ат; время пропитки - 5,0 часа; процент пропитки - 73,3%
Образец 11. Избыточное давление - 0,86 ат; время пропитки - 22,0 часа; процент пропитки - 78,7%
Образцы 1-5 получены при нормальной пористости 0,37, но очень низком давлении 0,05 ат. Для полной пропитки потребовалось 10 часов. Имея в виду, что пропитка происходит с двух сторон, глубина пропитки составляет 0,07 мм. Видно, что скорость пропитки имеет нелинейную зависимость от глубины пропитки и существенно снижается с увеличением глубины пропитки. Увеличение давления пропитки в четыре раза до 0,2 ат (образцы 6-9) снижает пористость до 0,31, повышает скорость на начальном участке пропитки, но в дальнейшем скорость снова падает. Этот эффект еще ярче проявляется, когда давление пропитки выше допустимого значения (см. образцы 10, 11).
Ткань уток
Образец 1. Избыточное давление - 0,1 ат; время пропитки - 8,5 часа; процент пропитки - 100%).
Образец 2. Избыточное давление - 0,25 ат; время пропитки - 3,5 часа; процент пропитки - 69,13%.
Образец 3. Избыточное давление - 0,25 ат; время пропитки - 5,5 часа; процент пропитки - 86,1%.
Образец 4. Избыточное давление - 0,25 ат; время пропитки - 6,5 часа; процент пропитки - 95,4%.
Образец 5. Избыточное давление - 0,25 ат; время пропитки - 8,5 часа; процент пропитки - 100%.
УКН-5000
Образец 1. Избыточное давление - 0,2 ат; время пропитки - 2,0 часа; процент пропитки - 79,1%.
Образец 2. Избыточное давление - 0,2 ат; время пропитки - 5,0 часов; процент пропитки - 90,4%.
Образец 3. Избыточное давление - 0,2 ат; время пропитки - 6,0 часов; процент пропитки - 98,62%).
Образец 4. Избыточное давление - 0,2 ат; время пропитки - 7,0 часов; процент пропитки - 100%.
Важно отметить, что глубина пропитки для УКН-5000 в два раза больше, чем для основы.
Два образца из двух слоев волокон УКН-5000 с полиэтиленом между ними и покрытые полиэтиленом снаружи:
Образец 5. Избыточное давление - 0,2 ат; время пропитки - 6,0 часов; процент пропитки - 99,37%
Образец 6. Избыточное давление - 0,2 ат; время пропитки - 7,0 часов; процент пропитки - 100%.
Как видно из результатов (образцы 5 и 6) пропитка двух слоев волокон проходит также как одного.
Лента ЛТ-22
Образец 1. Избыточное давление - 0,25 ат; время пропитки - 3,5 часа; процент пропитки - 88,86%.
Образец 2. Избыточное давление - 0,25 ат; время пропитки - 5,5 часа; процент пропитки - 100%.
Следует отметить высокое содержание термопласта в образцах в результате большой пористости ленты при давлении пропитки.
Реферат
Изобретение относится к способу изготовления препрега для композиционных материалов на основе длинномерных углеродных волокон, используемых для изготовления изделий транспортного, авиационно-космического и другого назначения. Предлагается способ пропитки при получении препрега для композиционных материалов на основе длинномерных углеродных волокон с термопластичным связующим, в котором сначала проводят механическое испытание нити (основы, утка) на сжатие при давлении от 0 до 5 атмосфер, получают кривую сжатия с целью получения зависимости пористости от избыточного давления для выбранного материала, затем обкладывают образец с двух сторон пленкой связующего материала и при избыточном гидростатическом давлении, соответствующем пористости не ниже 0,3, и температуре переработки данного связующего выдерживают 4-10 часов при отсутствии возможности в непропитанном пористом массиве создавать избыточное давление, увеличивая время выдержки образцов, начиная с меньших, далее увеличивают давление в 5-20 раз и охлаждают готовое изделие, выключая нагрев, до температуры ниже температуры кристаллизации. Техническим результатом предлагаемого технического решения является увеличение длительности хранения препрега и повышение качества композиционного материала. 7 ил.
Формула

Документы, цитированные в отчёте о поиске
Волокнистый композиционный материал и способ его изготовления
Комментарии