Способ формования листовых термопластов и установка для его осуществления - RU2054357C1
Код документа: RU2054357C1
Чертежи


























Описание
Изобретение относится к способу и устройству для формирования листовых термопластов, которые обеспечивают возможность непрерывной подачи и термоформования тонкого листа термопластичного материала в машине для формования листовых термопластов, которая работает прерывисто.
Известен способ формования термопластов в устройстве, в котором следующие одна за другой секции термоформующегося тонкого листа подвергают формовке, включающий непрерывную подачу термоформующегося тонкого листа на вход устройства от выходного опорного ролика горизонтальной ходовой части транспортера, причем выходной опорный ролик установлен с возможностью перемещения вперед в направлении движения тонкого листа и назад в противоположном направлении так, чтобы соответственно удлинять и сокращать протяженность горизонтальной ходовой части транспортера для того, чтобы поддерживать тонкий лист и синхронизацию движения транспортера со скоростью движения потока тонкого листа, при котором тонкий лист осаждается первоначально на транспортере с одновременным движением вертикально противоположно расположенных охватываемого и охватывающего формующих инструментов, которые установлены с возможностью перемещения вперед и отвода назад горизонтально в направлении движения тонкого листа и против движения тонкого листа и перемещения вертикально-перпендикулярно их горизонтальному направлению, размещение тонкого листа на поверхности одного из формующих инструментов, движущихся со скоростью потока тонкого листа, фиксацию и зажим тонкого листа между формующими инструментами с последующим формованием и охлаждением тонкого листа внутри формующих инструментов, движущихся в одном направлении со скоростью движения тонкого листа и в направлении его движения, при этом транспортер движется в том же направлении и с той же скоростью, отведение после вертикального отделения формующих инструментов нижнего формующего инструмента назад в направлении, противоположном движению потока тонкого листа.
Известна установка для формования листовых термопластов, содержащая транспортер для непрерывной подачи термоформующегося тонкого листа, включающая выходной опорный ролик, завершающий горизонтальную ходовую часть транспортера и установленный с возможностью перемещения вперед в направлении движения тонкого листа и назад в противоположном направлении, так чтобы соответственно удлинить и сократить протяженность горизонтальной ходовой части транспортера с тем, чтобы поддерживать тонкий лист, машину для формования листовых термопластов, имеющую вертикально противоположно расположенные охватываемый нижний и охватывающий верхний формующие инструменты, установленные с возможностью продвигаться вперед и отводиться назад соответственно в направлении и против движения тонкого листа через машину, и перемешаться вертикально перпендикулярно их горизонталь- ному движению, причем транспортер установлен с возможностью отвода в заднее положение между формующими инструмен- тами, а формующие инструменты установлены с возможностью фиксации и зажима после отвода назад транспортера из положения между ними.
В соответствии с этими техническими решениями создается возможность частично охлажденному тонкому листу оставаться на транспортере, непрерывно подающим тонкий лист на вход устройства для формования листовых термопластов, пока охлажденный поверхностный слой тонкого листа, находящийся в состоянии контакта с транспортером, не будет снова подогреваться до температуры, позволяющей осуществлять формование листового термопласта ниже температуры, при которой тонкий лист будет прилипать к транспортеру. Транспортер подает тонкий лист во входную часть устройства для формования листовых термопластов, имеющего вертикально противоположные формующие инструменты. Протяженность транспортера, несущая тонкий лист, является удлиняемой и выходной опорный ролик транспортера, от которого тонкий лист оставляет транспортер, является протягиваемым между противоположными лицевыми поверхностями формующих инструментов. Когда транспортер, несущий тонкий лист, полностью расположен между противоположными поверхностями инструментов, поверхности инструментов и транспортер перемещаются прямо в направлении потока материала с одинаковой скоростью, между тем как верхний формующий инструмент опускается на горячий тонкий лист и вакуум создается, чтобы создавать сцепление с листом и удалять его с транспортера.
После удаления тонкого листа с поверхности транспортера транспортер отводится назад и формующие инструменты смыкаются, чтобы формовать требуемые части из тонкого листа. Однако движение вперед тонкого листа и формующих инструментов продолжается без прерывания и выходной опорный ролик транспортера следует за сомкнутыми формующими инструментами до тех пор, пока имеет место формование и охлаждение. Затем формующие инструменты разделяются и тонкий лист с формованными частями выталкивается из верхнего формующего инструмента. Нижний формующий инструмент перемещается к положению ниже транспортера во время выталкивания формованного тонкого листа и затем верхний и нижний формующие инструменты возвращаются для повторного цикла операций. Эти инструменты могут перемещаться вместе или последовательно.
Удаление тонкого листа с транспортера к верхнему формующему инструменту образованием вакуума является трудным и может ограничивать общую рентабельность устройства из-за проблем, связанных с конструкцией отсосной пластины и регулированием вакуума, требуемым, чтобы справляться с тонким листом термопласта в фазе расплава.
Цель изобретения состоит в том, чтобы разработать усовершенствованные рентабельные способ и устройство для формования листовых термопластов, обеспечивающие возможность непрерывной подачи формующегося тонкого листа термопласта к устройству для формования листовых термопластов, в котором операции формования происходят прерывисто, при этом получают изделия, не требующие дополнительно окончательной обработки.
Это достигается тем, что тонкий лист располагают на нижнем формующем инструменте путем отведения выходного опорного ролика транспортера назад из положения у переднего торца нижнего инструмента, осаждая тонкий лист на нижний формующий инструмент, а зажим и фиксацию тонкого листа между формующими инструментами осуществляют путем опускания верхнего формующегося инструмента, движущегося со скоростью движения потока листа, на нижний формующий инструмент с осажденным на нем тонким листом. Верхний и нижний формирующие инструменты отделяют друг от друга вертикально, а транспортер проходит между ними перед осаждением тонкого листа на нижний формующий инструмент. Формованный тонкий лист подвергают обрезке кромок и облоя, после удаления из формующих инструментов обрезными инструментами, движущимися синхронно с движением транспортера и формующих инструментов.
Формованный тонкий лист поддерживают после его удаления из формующих инструментов и перед поступлением его в обрезные инструменты. Формованный тонкий лист удерживают в верхнем формующем инструменте, а элемент для поддержания и передачи тонкого листа располагают между формующими инструментами и продвигают вперед со скоростью движения потока тонкого листа, формующих и обрезных инструментов, когда верхний формующий инструмент освобождает тонкий лист на элементе передачи тонкого листа, формующие инструменты отводят вместе в заднее положение до тех пор, пока нижний формующий инструмент не сможет подняться позади элемента передачи тонкого листа, затем тонкий лист осаждают на нижний формующий инструмент, когда обрезные инструменты вместе отводятся в заднее положение до тех пор, пока верхний обрезной инструмент не сможет опускаться над тонким литом на элементе передачи тонкого листа, и формованный тонкий лист обрезают, а следующую за ним секцию тонкого листа формуют между формующими инструментами.
Тонкий лист разделяют резкой, когда он оставляет выходной опорный ролик с тем, чтобы отделять поступающий неформованный тонкий лист от секции тонкого листа, которая должна быть подвергнута формованию, при этом формующие инструменты и выходной опорный ролик выдвигают вперед со скоростью большей, чем скорость движения потока тонкого листа. Секцию тонкого листа, подлежащего формованию, формуют и охлаждают в формующих инструментах и после отделения формующих инструментов друг от друга вертикально между ними вставляют элемент передачи тонкого листа и формованный тонкий лист удаляют из верхнего инструмента на элементе передачи тонкого листа. Элемент передает формованный тонкий лист к обрезному прессу для обрезания тонкого листа.
Цель изобретения также обеспечивается тем, что в установке для формования листовых термопластов транспортер и формующие инструменты выполнены управляемыми так, чтобы обеспечить нанесение тонкого листа, расположенного на транспортере, с горизонтальной ходовой части транспортера на верхнюю поверхность нижнего формующего инструмента до того, как верхний формующий инструмент опускается для фиксации и зажима формующих инструментов с целью термоформования тонкого листа. Установка снабжена режущими инструментами, установленными с возможностью перемещения и расположенные так, чтобы резать поступающий неформованный лист, когда он оставляет выходной опорный ролик. Машина для формования листовых термопластов примыкающей к обрезному прессу, которым снабжена установка, включающему обрезные инструменты, работа которых синхронизирована с работой формующих инструментов, таким образом, чтобы формованный тонкий лист пропускался от формующих инструментов машины для формования листовых термопластов непосредственно к обрезному прессу, установка снабжена элементом передачи тонкого листа, установленным с возможностью перемещения между машиной для формования листовых термопластов и обрезным прессом и приема формованного тонкого листа от формующих инструментов и поддерживать его между формующими инструментами и обрезным прессом без относительного движения между тонким листом и элементом передачи в то время как формующие и обрезные инструменты поднимаются, опускаются, продвигаются вперед и отводятся назад, тем, что элемент передачи тонкого листа выполнен с элементами базирования для взаимодействия с элементами базирования отформованных в тонком листе, благодаря чему тонкий лист может точно позиционироваться на элементе передачи тонкого листа.
На фиг. 1-12 схематически показаны последовательные стадии данного способа и положения, занимаемые установкой, согласно примеру 5; на фиг.13-15 схематически показаны последовательные стадии этого способа и положения, занимаемые установкой, согласно примеру 6; на фиг.16-28 схематично показаны последовательные стадии способа и положения, занимаемые установкой, согласно примеру 7; на фиг.29-30 схематически показаны детали предпочтительных конструкций, которые могут использоваться при обработке формованного лист согласно изобретению.
П р и м е р 1. Предлагается машина, в которой тонкий лист термопластического материала может подаваться на верхнюю поверхность горизонтально простирающейся ленты транспортера. Набор роликов транспортера включает горизонтально перемещаемый выходной опорный ролик и тонкий лист, поданный на ленту транспортера, переносится горизонтальной частью ленты к выходному опорному ролику. Выходной опорный ролик приводит тонкий лист, несомый транспортером, на верхнюю поверхность охватываемого формующего инструмента. Охватывающий формующий инструмент, рассчитанный для взаимодействия охватываемым формующим инструментом, перемещается горизонтально или вертикально относительно направления установки машины, вне зависимости от охватываемого инструмента.
В процессе работы охватываемый и охватывающий формующие инструменты отделяются друг от друга горизонтально с передним торцом охватываемого инструмента, смещенным от заднего торца охватывающего инструмента, и при выравненных по прямой соответствующих верхней и нижней рабочих поверхностях. Выходной опорный ролик транспортера продвигается вперед так, что транспортер простирается полностью над верхней поверхностью нижнего охватываемого инструмента. Транспортер отводится в заднее положение быстро по отношению к скорости потока тонкого листа и к скорости движения вперед охватываемого и охватывающего инструментов, которая синхронизируется со скоростью потока тонкого листа, когда транспортер отводится в заднее положение. Таким образом, тонкий лист осаждается на верхнюю поверхность нижнего инструмента, когда транспортер горизонтально отводится в заднее положение.
Когда тонкий лист покрывает нижний формующий инструмент, то транспортер и нижний инструмент перемещаются вперед со скоростью потока тонкого листа, между тем как верхний инструмент поднимается вертикально и затем горизонтально отводится в заднее положение. Когда верхний формующий инструмент вертикально выравнивается по прямой с нижним инструментом, он опускается в состояние фиксации и зажима с нижним инструментом и формование и охлаждение имеют место при транспортере и обоих инструментах, перемещающихся вперед со скоростью потока тонкого листа. Когда формование завершается, эти инструменты отделяются друг от друга вертикально и верхний инструмент продолжает движение вперед с транспортером и формованным листом со скоростью потока тонкого листа, между тем как нижний инструмент горизонтально отводится в заднее положение.
П р и м е р 2. В этом примере описывается машина, аналогичная описанной в примере 1, однако в этой машине охватываемый и охватывающий формующие инструменты объединяются в их горизонтальном движении, но перемещаются независимо в их вертикальном движении. Тонкий лист подается от транспортера на поверхность нижнего формующего инструмента, перемещающегося вперед со скоростью потока тонкого листа, посредством отвода в заднее положение выдвинутого транспортера, после отделения друг от друга в вертикальном направлении верхнего и нижнего инструментов. Когда тонкий лист покрывает нижний формующий инструмент, транспортер, верхний и нижний формующие инструменты перемещаются вперед со скоростью потока тонкого листа, между тем как верхний формующий инструмент опускается в состояние фиксации и зажима с нижним формующим инструментом. Операции формования и охлаждения имеют место с транспортером и обоими инструментами, перемещающимися вперед со скоростью потока тонкого листа. Когда формование завершается, инструменты отделяются друг от друга вертикально, транспортер продолжает движение вперед со скоростью потока тонкого листа, между тем как оба инструмента вместе отводятся в заднее положение.
П р и м е р 3. В этом примере транспортер и формующие инструменты являются такими же, что и в примере 1, однако к ним добавляются верхний и нижний обрабатывающие инструменты, которые расположены непосредственно в последовательном ряду после формующих инструментов. Эти обрабатывающие инструменты состоят из нижнего типа пуансона обрезного инструмента и верхнего типа наковальни обрезного инструмента. Эти инструменты выполнены с возможностью перемещения независимо друг от друга в вертикальном направлении, однако связываются как в горизонтальном, так и в вертикальном направлениях с движением формующих инструментов. Эти дополнительные инструменты увеличивают время охлаждения для тонкого листа и позволяют, чтобы обрезка происходила за пределами пресс-формы, образованной формующими инструментами, однако в непрерывном режиме с операцией формования.
В машине согласно этому примеру нижний обрезной инструмент поддерживает тонкий лист с предварительно формованной частью, когда начинается укладка тонкого листа с транспортера на нижний формующий элемент. Когда укладка тонкого листа на формующий инструмент продолжается, все инструменты перемещаются в направлении вперед в направлении машины со скоростью потока тонкого листа. После покрытия тонким листом нижнего формующего инструмента синхронизированное движение вперед этих инструментов продолжается, когда верхние инструменты опускаются на их соответствующие формующий и обрезной нижний инструменты. Когда формование происходит в формующих инструментах, предварительно формованная часть и скрап отрезаются от тонкого листа и предварительно формованная часть сбрасывается с обрезного инструмента. Когда формование завершается, эти инструменты отделяются друг от друга в вертикальном направлении и нижние инструменты отводятся в заднее положение, между тем как тонкий лист перемещается вперед без поддерживания формующим и обрезным инструментами. Когда отвод инструментов в заднее положение завершен, нижние инструменты поднимаются, чтобы поддерживать тонкий лист.
П р и м е р 4. Машина согласно этому примеру аналогична описанной в примере 3, но в этом случае соответствующие формующие и обрезные инструменты связываются в их горизонтальном движении и перемещаются независимо от их охватываемой или охватывающей контрчастей в веpтикальном направлении. Когда начинается укладка тонкого листа на нижний формующий инструмент, нижний обрезной инструмент перемещается вперед с нижним формующим элементом со скоростью потока тонкого листа и поддерживает тонкий лист, несущий на себе предварительно формованную часть. Когда происходит укладка тонкого листа, движение вперед нижних инструментов продолжается, а верхний формующий инструмент поднимается от предварительно формованной части и отводится в заднее положение с верхним обрезным инструментом.
Верхний формующий инструмент опускается на тонкий лист, после покрытия нижнего формующего элемента этим листом и формование происходит в этих формующих элементах, верхний обрезной инструмент опускается над предварительно формованной частью и обрезной инструмент типа пуансона, приводится в действие, чтобы отрезать предварительно формованную часть и любой скрап от тонкого листа и сбрасывать предварительно формованную часть с обрезного инструмента типа наковальни. Верхние инструменты перемещаются вперед со скоростью потока тонкого листа, когда они опускаются и когда они взаимодействуют с их соответствующими нижними инструментами в операции формования и обрезки.
Нижние формующий и обрезной инструменты опускаются вместе, когда формование завершается, и вместе отводятся в заднее положение с формованным тонким листом, поддерживаемым внутри верхних инструментов, между тем как движение вперед верхних инструментов продолжается со скоростью потока тонкого листа. Затем нижние инструменты поднимаются вместе и перемещаются в направлении вперед со скоростью потока тонкого листа для осаждения тонкого листа от транспортера и чтобы далее поддеpживать предварительно формованную часть.
П р и м е р 5. Этот пример также описывает машину, которая имеет компоненты, аналогичные описанным в примере 3. Однако движение соответствующих формующих и обрезных инструментов организуется так, что пластичный тонкий лист удерживается связанным в течение всего времени операций формования и обрезки. Это позволяет обрезному инструменту типа пуансона устанавливаться в требуемое положение в предварительно формованной части в то время, когда таковая удерживается в полости формующего инструмента. В таком случае обрезной инструмент очень легко и точно позиционируется в отношении к тонкому листу и соответствующей части.
На фиг.1-12 показаны главные стадии способа.
На фиг. 1 сборка роликов транспортера иллюстрируется на левой стороне и включает ведущий ролик 1, который приводит в состояние движения непрерывную ленту материала транспортера через остальные ролики набора роликов транспортера с постоянной скоростью V1 в течение всего времени работы машины. Скорость V1 соответствует скорости потока тонкого листа, с которой тонкий лист 30 подается на верхнюю поверхность транспортера между ведущим роликом 1 и выходным опорным роликом 2. Сборка роликов транспортера далее включает натяжной ролик 3, который поднимается и опускается, согласно движению выходного опорного ролика 2 так, чтобы поддерживать постоянное натяжение материалов транспортера.
На фиг.1 нижний охватываемый формующий инструмент 41 находится в его отведенном назад положении, прилежащем к сборке роликов транспортера, а верхний охватывающий формующий инструмент 40 отстоит горизонтально на некоторое расстояние вперед от переднего торца инструмента 41. Инструменты 50 и 51 для обрезки кромок и облоя отстоят на некоторое расстояние вперед относительно формующего инструмента 40 и все четыре инструмента находятся в готовности, чтобы начинать движение вперед со скоростью V1.
На фиг.2 выходной опорный ролик 2 находится в положении, когда он отводится в заднее положение (как показано стрелкой 4), а тонкий лист находится в состоянии, когда он осаждается на верхнюю поверхность формующего инструмента 41. Формующий инструмент 41 продолжает перемещаться вперед со скоростью V1 так же, как и формующий инструмент 40 и обрезной инструмент 50. Следует обратить внимание на движение инструмента 41 относительно базовой линии, показанной прерывистыми линиями. Обрезной инструмент 51 находится в состоянии перемещения вниз (показано стрелкой 5) и начинает отвод в заднее положение со скоростью V2.
На фиг. 3 выходной опорный ролик является полностью отведенным в заднее положение, в котором он завершает осаждение тонкого листа на верхнюю поверхность формующего инструмента 41. Отвод в заднее положение обрезного инструмента 51 завершается, он готов подняться в состояние фиксации и зажима с формующим инструментом 40 (показано стрелкой 6), чтобы далее поддерживать уже формованный тонкий лист. Выходной опорный ролик 2 снова начинает движение вперед со скоростью V1, чтобы поддерживать его относительное положение к формующему элементу 41.
На фиг. 4 транспортер и все четыре формующих инструмента перемешаются вперед со скоростью V1, между тем как формующий инструмент 40 поднимается над формованным тонким листом (показано стрелкой 7). Формованный тонкий лист остается на нижнем обрезном инструменте 51, который переместился в его самое верхнее вертикальное положение.
На фиг. 5 верхний формующий элемент 40 переместился вверх и назад (показано стрелкой 8), между тем как транспортер и остающиеся инструменты продолжают перемещаться вперед со скоростью V1.
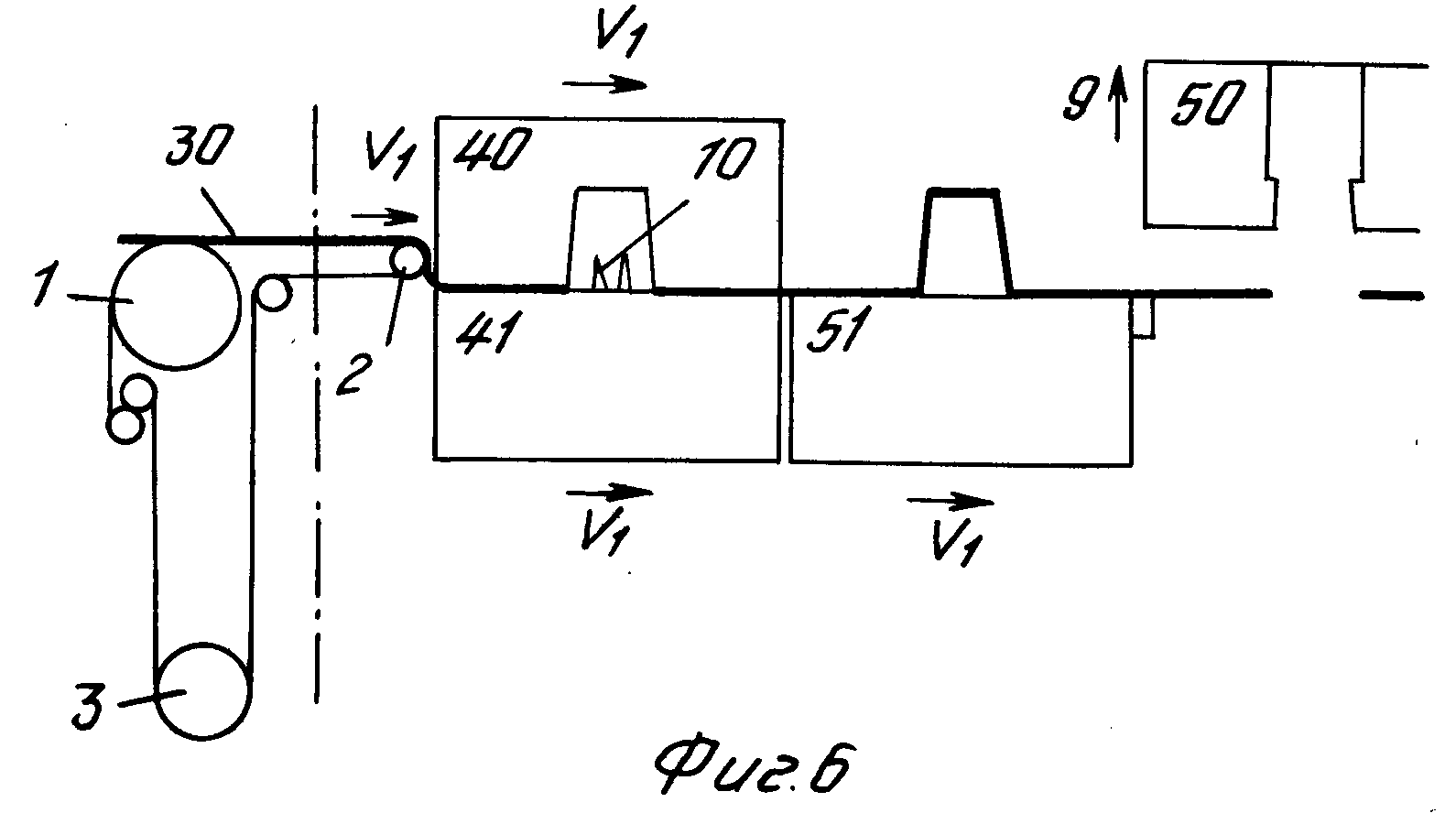
На фиг.6 формующий инструмент 40 полностью отведен в заднее положение и опущен в состояние фиксации и зажима с формующим инструментом 41 и начинается формование тонкого листа охватываемыми инструментами 10. Верхний обрезной инструмент 50 перемещается вверх (показано стрелкой 9). Транспортер и остающиеся инструменты 40, 41 и 51 продолжают перемещаться вперед со скоростью V1.
На фиг.7 формование продолжается, когда инструменты 10 перемещаются вверх от формующего инструмента 41 в формующий инструмент 40, когда продолжается движение вперед транспортера, формующих инструментов 40 и 41 и обрезного элемента 51 со скоростью V1. Формующий инструмент 50 перемещается назад (показано стрелкой 11).
На фиг.8 транспортер и все формующие и обрезные инструменты перемещаются вперед со скоростью V1, между тем обрезной инструмент 50 опускается (как показано стрелкой 12) над предварительно формованной частью.
На фиг. 9 формование является завершенным в формующих инструментах 40 и 41 и обрезные инструменты 50 и 51 теперь замыкаются на предварительно формованном тонком листе.
На фиг.10 пуансон обрезного инструмента 51 приводится в действие, чтобы отрезать с разделением формованную часть от тонкого листа (показано стрелкой 13) и чтобы удалять скрап 14. Движение вперед со скоростью V1 транспортера и всех формующих и обрезных инструментов продолжается. Охлаждение вновь формованной части в формующих инструментах 40 и 41 также продолжается.
На фиг. 11 нижний формующий инструмент 41 опускается (показано стрелкой 15), продолжается движение вперед со скоростью V1транспортера, обоих формующих инструментов и обоих обрезных инструментов.
На фиг.12 движение вперед транспортера, формующего инструмента 40 и обрезных инструментов 50 и 51 продолжается со скоростью V1. Между тем как формующий инструмент 41 возвращается назад (показано стрелкой 16). Когда возвратное движение формующего инструмента 41 является завершенным, достигается положение, показанное на фиг.1, и цикл операций начинается снова.
П р и м е р 6. Машина по этому примеру является наиболее подобной машине по примеру 3. Однако в этом примере соответствующие верхние и нижние части формующих и обрезных инструментов являются перемещаемыми независимо друг от друга в вертикальном направлении, но объединяются для движения в горизонтальном направлении.
Формующие инструменты в качестве пары и инструменты для обрезки кромок и облоя перемещаются в синхронизированном режиме, чтобы получать правильные соотношения скорости и положения с тонким листом для того, чтобы выполнять функции формования и обрезки, как для предшествующих примеров.
Однако в машине по этому примеру нижний обрезной инструмент несет в себе элемент передачи тонкого листа типично пластинообразной формы. Этот элемент передачи тонкого листа выполнен с возможностью горизонтального перемещения независимо от горизонтального движения обрезного инструмента. Элемент передачи тонкого листа выполняется с прорезями, чтобы обеспечивать промежутки, которые требуются для действия пуансона и других обрезающих компонентов инструментов для обрезки.
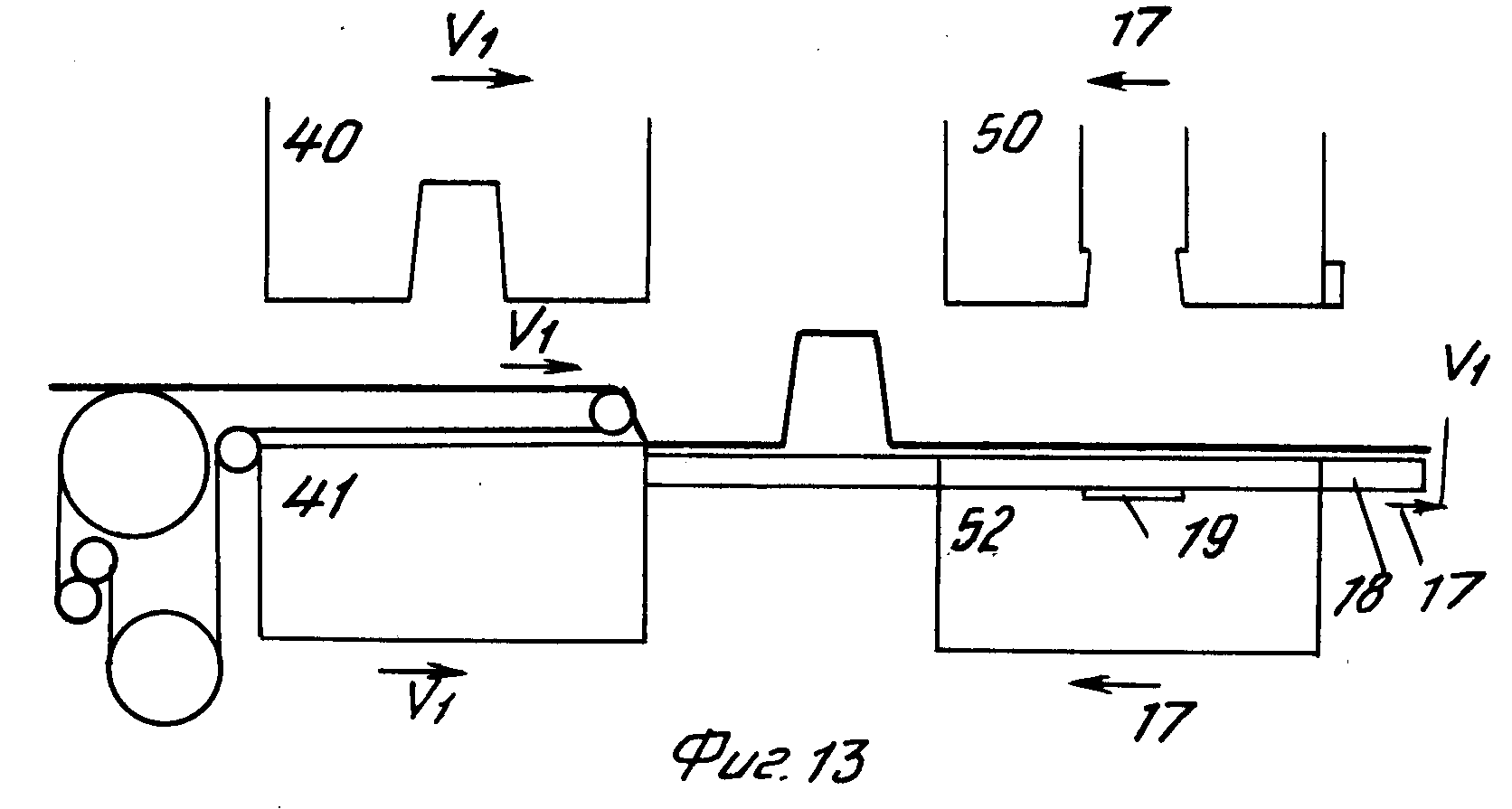
На фиг.13-15 схематически показаны несколько важных стадий в работе этой машины. На фиг.13 обрезные инструменты 50 и 51 отводятся в заднее положение (показано стрелками 17 и 17'). Однако элемент передачи 18 тонкого листа продолжает движение вперед со скоростью V1 с транспортером и формующими инструментами 40 и 41. Формованный тонкий лист поддерживается только на этой стадии элементом передачи 18 тонкого листа. Отвод в заднее положение выходного опорного ролика 2 транспортера находится в готовности и тонкий лист 30 будет осаждаться постепенно на формующий инструмент 41, когда он будет продвигаться вперед вместе с формующим элементом 40 со скоростью V1.
Когда обрезные инструменты 50 и 51 являются полностью отведенными в заднее положение, они начинают движение вперед со скоростью V1 вместе с формующими инструментами и транспортером. Обрезной инструмент 50 опускается над предварительно формованной частью и формование новой части начинается в формующих инструментах 40 и 41. Элемент типа пуансона 19 отрезного инструмента 51 приводится в действие, чтобы отделять предварительно формованную часть от тонкого листа и выталкивать ее через отрезной инструмент 50.
На фиг.14 показано выталкивание этой части через отрезной инструмент 50 (стрелка 21) и завершение новой части в формующих инструментах 40 и 41. Режущие пластины 20 и 20' работают, чтобы отрезать скраб от тонкого листа.
После того, как происходит достаточное охлаждение вновь формованной части в формующих инструментах, формующий инструмент 41 опускается и элемент передачи 18 тонкого листа отводится назад в зазор, образованный между формующими инструментами.
На фиг. 15 показано выталкивание вновь формованной части из формующего инструмента 40 на элемент 18 передачи тонкого листа. После выталкивания этой части формующий инструмент 40 поднимается далее, как показано стрелкой 22, а формующие инструменты 40 и 41 вместе отводятся в заднее положение, чтобы снова начинать цикл от фиг.13.
Местоположение элемента 18 передачи тонкого листа на обрезные инструменты и форма элемента передачи тонкого листа, очевидно, могут изменяться при условии, если элемент передачи тонкого листа может функционировать, чтобы поддерживать тонкий лист без относительного движения между ними, при этом формующие и обрезные инструменты поднимаются, опускаются, продвигаются вперед и отводятся в заднее положение.
П р и м е р 7. В этом примере, машина имеет одинаковые главные компоненты, как в примерах 3-6. Однако использование дополнительных компонентов и изменений в синхронизированной последовательности операций далее показывают универсальность изобретения. Значительным дополнительным компонентом является обеспечение средств для отделения резанием входящего тонкого листа после замыкания формующих инструментов. Это позволяет отделенной секции тонкого листа подвергаться операциям формования, охлаждения и обрезки кромок и облоя.
На фиг.16 показан поступающий тонкий лист 130, входящий со скоростью потока тонкого листа V1. Поступающий тонкий лист поддерживается транспортером, который также перемещается со скоростью V1, а свободный конец тонкого листа продолжается через выходной опорный ролик 102 транспортера. Формующие инструменты 140 и 141 только что завершили движение отвода в заднее положение со скоростью V2, чтобы быть расположенными над выдвинутым транспортером. Передаточная пластина 118 несет на себе формованный тонкий лист 170 в направлении пресса для обpубки кромок и облоя, содержащего обрезные инструменты 150 и 151.
На фиг.17 выходной опорный ролик 102 отведен в заднее положение для того, чтобы осаждать тонкий лист 130 на нижний формующий инструмент 141. Эти формующие инструменты продвигаются вперед вместе со скоростью потока тонкого листа V1. Элемент 118 передачи тонкого листа переместился в положение в прессе для обрубки кромок и облоя между обрезными инструментами 150 и 151.
На фиг.18 отвод в заднее положение выходного опорного ролика завершился и тонкий лист 130 покрывает верхнюю поверхность формующего инструмента 141. Формующие инструменты продолжают продвигаться вперед со скоростью потока тонкого листа V1. Обрезные инструменты 150 и 151 перемещаются вместе, чтобы начинать обрезку кромок и облоя формованного тонкого листа 170.
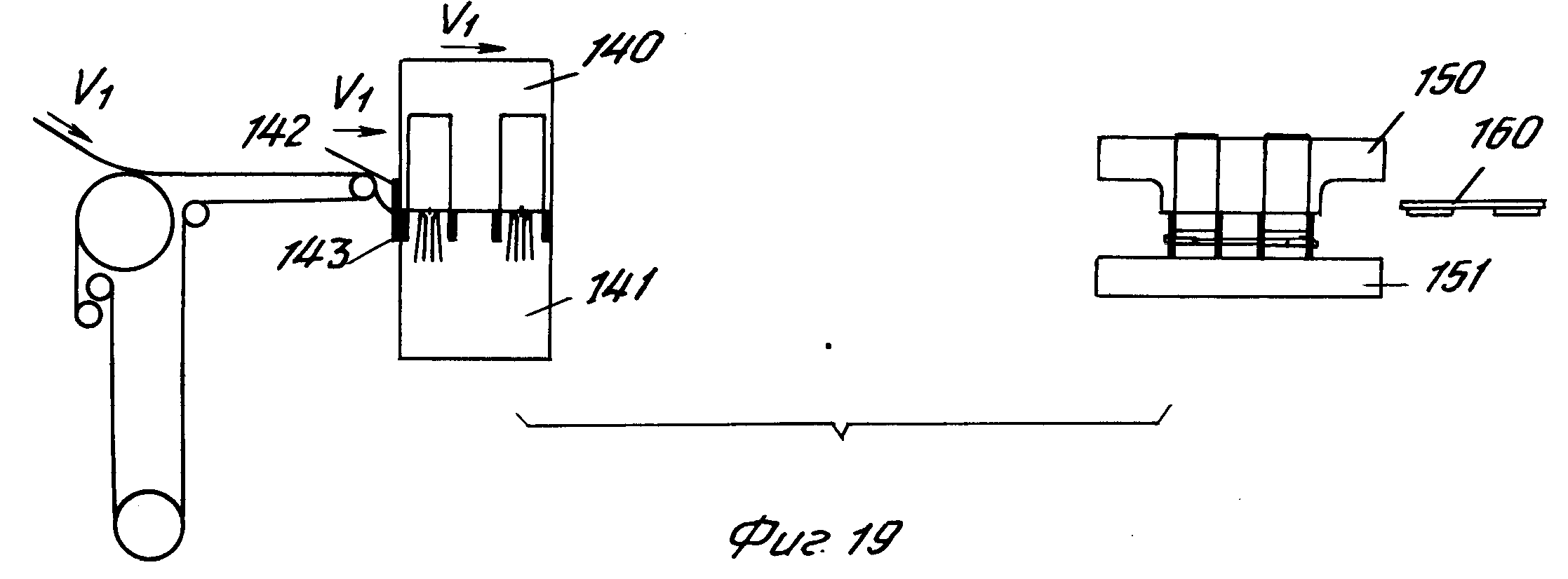
На фиг.19 формующие инструменты 140 и 141 переместились в состояние фиксации и зажима и режущие инструменты 142 и 143 взаимодействуют, чтобы отрезать входящий тонкий лист так, чтобы секция тонкого листа, заключенная между формующими инструментами, была отделена от поступающего тонкого листа. Обрезные инструменты 150 и 151 также находятся в состоянии фиксации и зажима с тем, чтобы завершалась обрезка кромок и облоя формованного листа 170.
На фиг. 20 как выходной опорный ролик 120, так и формующие инструменты 140 и 141 перемещаются быстро вперед со скоростями V3 и V4. Скорости V3 и V4, которые могут быть одинаковыми или разными, больше, чем скорость потока тонкого листа V1. В качестве результата относительно быстрого движения вперед выходного опорного ролика 120 вновь формованная передняя кромка 131 входящего тонкого листа частично поддерживается вдоль горизонтальной ходовой части транспортера. Обрезные инструменты 150 и 151 отделены друг от друга при верхнем обрезном инструменте 150, удерживающем формованные изделия 171 и 172, между тем как остаточный тонкий лист остается на элементе 118 передачи тонкого листа.
На фиг. 21 выходной опорный ролик продолжает перемещаться вперед со скоростью V3. Формующие элементы 140 и 141 теперь неподвижны и формуют отделенную секцию тонкого листа. Режущие пластины 144 от охватываемого формующего инструмента 141 отжимают тонкий лист вверх и охватывающий формующий инструмент 140. Выгружающий изделия элемент 160 перемещается между обрезными инструментами 150 и 151.
На фиг. 22 выходной опорный ролик 120 продолжает перемещаться вперед со скоростью V3 в направлении неподвижных формующих инструментов 140 и 141, в которых уже завершился процесс формования и началось охлаждение формованного тонкого листа внутри формующего инструмента 140. Выгружающий изделия элемент 160 подхватывает обрезанный тонкий лист от элемента передачи 118, между тем как изделия 171 и 172 выталкиваются из другого обрезного инструмента 150 на выгружающий изделия элемент 160.
На фиг. 23 движение вперед выходного опорного ролика 120 прекращается, охлаждение формованного тонкого листа в формующем инструменте 140 продолжается и имеет место отвод в заднее положение формующих режущих пластин 144. Выгружающий изделия элемент 160 перемещается в сторону от обрезных инструментов 150, 151, несущих формованные изделия 171, 172 и остаточный обрезанный тонкий лист 173, 174 и 175.
На фиг.24 передняя кромка входящего тонкого листа в позиции 131 продолжает перемещаться вперед со скоростью потока тонкого листа V1, поддерживаемая горизонтальной ходовой частью транспортера. Охлаждение формованного тонкого листа продолжается в формующем инструменте 140, остаточный тонкий лист 173, 174 и 175 сбрасывается от выгружающего изделия элемента 160 и изделия 171 и 172 удаляются.
На фиг.25 передняя кромка в позиции 131 поступающего тонкого листа подошла ближе к выходному опорному ролику 120, охлаждение формованного тонкого листа в формующем инструменте 140 продолжается, изделия и остаточные части тонкого листа удаляются с выгружающего изделия элемента 160 и при этом элемент передачи 118 тонкого листа отводится назад из его положения между обрезными инструментами 150 и 151.
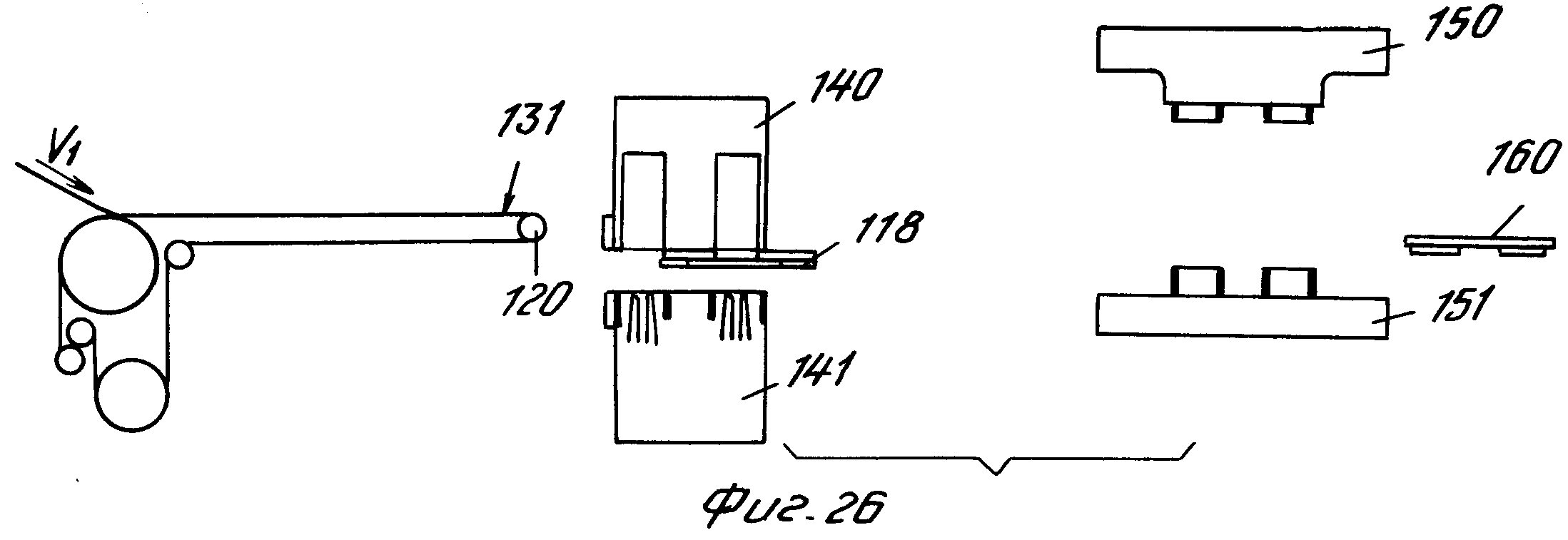
На фиг. 26 элемент передачи 118 тонкого листа перемещается в положение снизу формованного тонкого листа в формующем инструменте 140.
На фиг.27 передняя кромка в позиции 131 поступающего тонкого листа достигла выходного опорного ролика 120, причем формующий инструмент 140 поднимается, чтобы осаждать формованный тонкий лист на элемент передачи 218 тонкого листа, а элемент передачи 118 тонкого листа поддерживается формующим инструментом 141.
На фиг.28 передняя кромка в позиции 131 поступающего тонкого листа перемещается через выходной опорный ролик 120, а элемент передачи 118 тонкого листа перемещается вперед в направлении обрезных инструментов 150 и 151, несущих формованный тонкий лист. Цикл операций будет возобновляться через короткий промежуток времени при различных компонентах в положениях, показанных на фиг.16.
На фиг. 29 и 30 показан способ, при котором предпочтительная форма конструкции элемента передачи тонкого листа может использоваться в сочетании с соответствующей структурой в формованном тонком листе, чтобы способствовать точному расположению по месту формованного листа для обрезки кромок и облоя. Элемент передачи 218 тонкого листа включает дополнительные поднятые элементы базирования 219, которые соответствуют форме и положению выступам 200, которые образуются в формованном тонком листе. Дополнительные элементы базирования 219 могут скашиваться, как показано, или иначе формоваться, чтобы осуществить легкий отвод элементов базирования от этих выступов. Элемент передачи 218 тонкого листа формуется с отверстиями 220, через которые пуансонные элементы 210 (см. фиг.30) могли бы проходить во время процедуры обрезки кромок и облоя.
Реферат
Использование: формование листового термопласта в машине для формования. Сущность изобретения: способ формования листовых термопластов и установка для формования листовых термопластов обеспечивают возможность непрерывной подачи и термоформования тонкого листа термопласта через периодически работающую машину за счет размещения тонкого листа на нижнем формующем инструменте путем отведения выходного опорного ролика транспортера назад из положения у переднего торца нижнего инструмента, осаждая тонкий лист на нижний формующий инструмент, а зажим и фиксацию тонкого листа между формирующими инструментами осуществляют путем опускания верхнего формующего инструмента, движущегося со скоростью движения потока листа, на нижний формующий инструмент с осажденным на нем тонким листом. В установке транспортер и формирующие инструменты выполнены управляемыми таким образом, чтобы обеспечить нанесение расположенного на транспортере тонкого листа с горизонтальной ходовой части транспортера на верхнюю поверхность нижнего формующего инструмента до того, как верхний формующий инструмент опускается для фиксации и зажима формующих инструментов с целью термоформования тонкого листа. Движения тонкого листового материала, транспортера и формующих инструментов синхронизированы для прерывистой работы устройства для формования листовых термопластов при непрерывной подаче тонкого листового материала, 2 с. п. и 11 з. п. ф-лы, 30 ил.
Комментарии