Устройство для обрезки выпресовок с полых изделий из полимерных материалов - SU555836A3
Код документа: SU555836A3
Чертежи
Описание
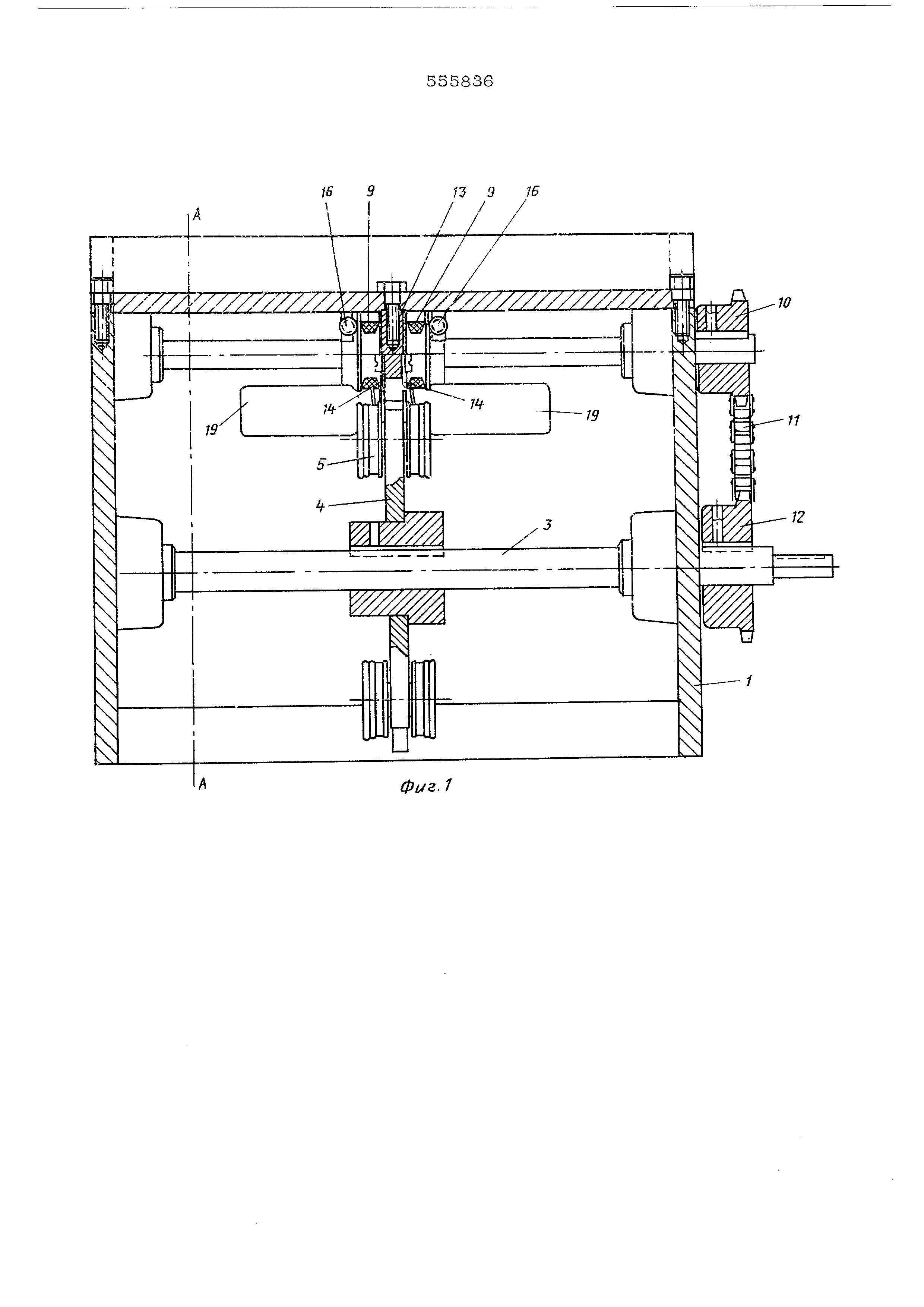
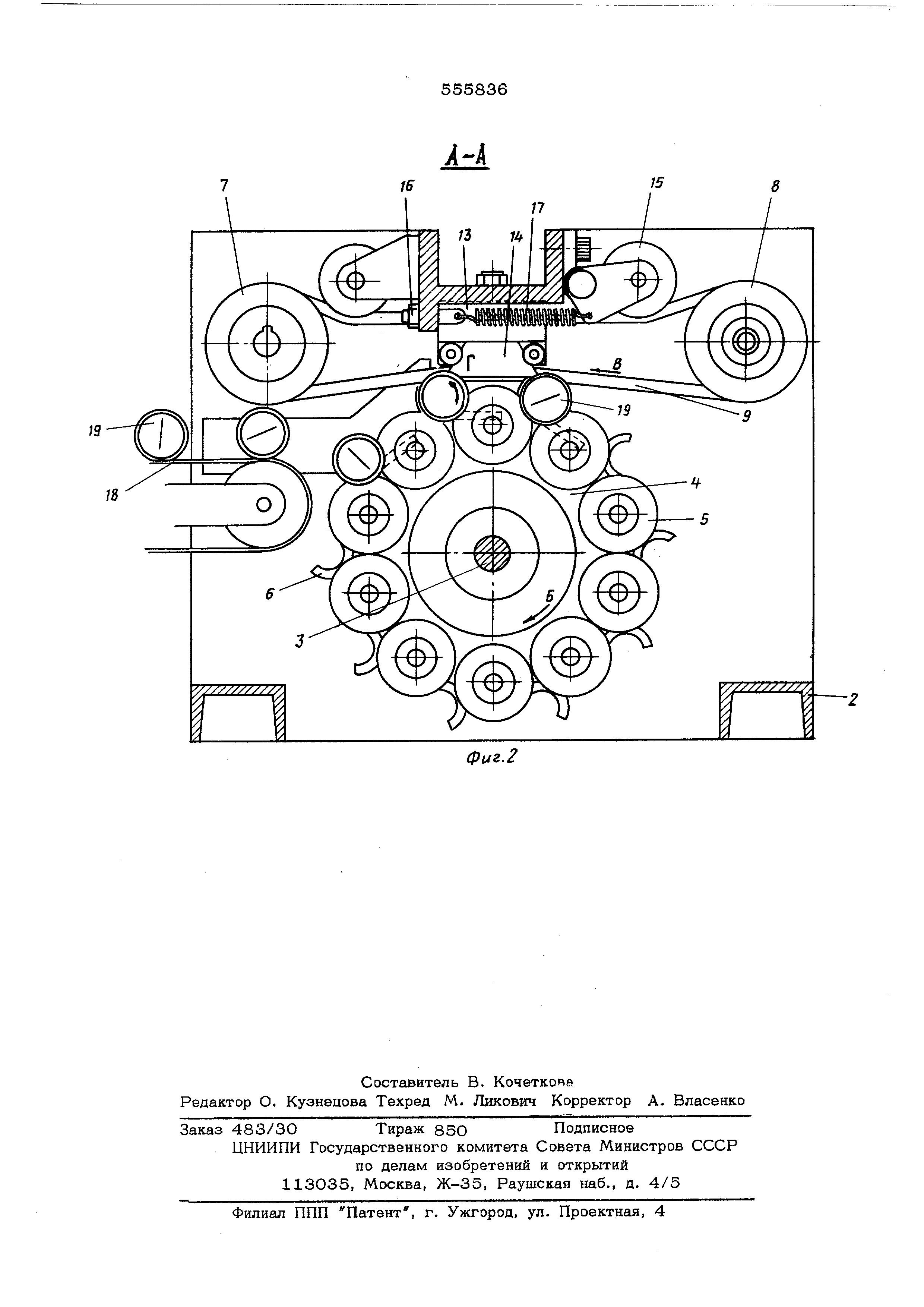
ные для регулирования силы нажима бесконечного ремня 9 на горлышки обрабать1ваемых изделий. Для перамешения изделий в зону обработки служит механизм подачи, выполненный в виде транспортера 18. Устройство работает следующим образом Обрабатываемые полые изделия 19 подают ся транспортером 18 в зону обработки, при этом они последовательно зацепляются захватами 6, которые вращаются вместе с диском 4 в направлении стрелки Е. Правильная установка их производится роликами 5. В тот момент, когда горлышко изделий 19 приблизится к режущему ин струменту 14, ремень 9, переметающийся в направлении стрелки В, прижимается к ним и сообщает им быстрое врашатальное движение в направлении стрелки Г. В это время режущиц инструмент 14 осуществля ет обрезку выпрессоБок. Захваты 6 не дают задержаться изделиям между диском 4 и режущим инструментом. Скорость прохождения изделий остается постоянной, что позволяет полностью синхронизировать действие этого устройства с остальными устройствами, изготавливающими полые изделия. Устройство позволяет обрабатьшать спаренные изделия, для чего в устройстве имеются два режущих инструмента 14, два диска 4 и два ремня 9 (см, фиг. 1). Формула изобретония Устройство для обрезки выпрессовок с полых изделий из полимерных материалов, включающее механизм подачи изделий в зону обработки между направляющими, одна из которых выполнена в виде вращающегося диска, отличающееся тем, что, с целью повышения качества обрезки выпроссовок , вращающийся диск свободно установленными по периферии роликами .и захватами для удержания изделий, а вторая направляющая выполнена в виде огибающего приводной и натяжной шкивы бесконечного ремня. Источники информации, принятые во внимание при экспертизе: 1. Патент Франции N2 1432663, класс В 29 С, 1966 (прототип). 16 9 Фиг. 1

Реферат
Формула
Комментарии