Устройство для непрерывного перемещения упорядоченных последовательностей заготовок из термопластичного материала - RU2199440C2
Код документа: RU2199440C2
Чертежи













Описание
Настоящее изобретение относится к усовершенствованному устройству для перемещения упорядоченных последовательностей больших количеств заготовок, изготовленных из термопластичного материала, в частности из полиэтилентерефталата (ПЭТ) и полипропилена (ПП), предназначенных для переработки в готовые тарные изделия способом выдувания.
В частности, настоящее изобретение может быть использовано с наибольшими преимуществами, если описываемое устройство включено в комплексную производственную установку, т. е. в установку, известную в технике под названием одностадийной, однако оно, разумеется, может быть эффективно использовано в сочетании с установками, предназначенными только для выполнения конечной операции формования выдуванием (двухстадийные установки), в которые подают предварительно отформованные заготовки.
Как известно процессы изготовления такого типа тары можно схематически подразделить по топологическим признакам на два основных типа, а именно одностадийные и двухстадийные.
При двухстадийном процессе предварительно сформованную заготовку или "баночку" в практически аморфном состоянии вновь подогревают до температуры, соответствующей ее предпочтительной молекулярной ориентации, при которой ее затем выдувают для получения изделия желаемой формы. Термин "двухстадийный процесс", применяемый в данном конкретном контексте, обозначает любой процесс, включающий изготовление заготовки ("баночки"), которую затем необходимо вновь нагреть от температуры окружающей среды до соответствующей температуры выдувания.
Напротив, одностадийные процессы определяются именно таким образом потому, что они обеспечивают формование так называемой заготовки или "баночки", перенос этой заготовки из инжекционной или экструзионной формы (после охлаждения до некоторой промежуточной температуры) на стадию кондиционирования, на которой температуру этой заготовки равномерно понижают до температуры предпочтительной молекулярной ориентации. Затем заготовку ("баночку") передают в выдувную форму, где производится ее формование в готовое изделие.
В обоих вышеуказанных типах производственных процессов предусмотрено использование выдувной машины (которая сама по себе известна) и связанных с этой машиной манипуляционных устройств для транспортирования и извлечения заготовок и/или выдутых изделий после стадии выдувания. Кроме того, общей особенностью обоих типов процессов является транспортирование упомянутых заготовок, полученных инжекцией или экструзией, вначале на стадию кондиционирования и уравновешивания температуры, а затем с этой стадии в саму выдувную установку.
Такие операции транспортирования, как правило, выполняют с использованием различных приемов и способов, в частности путем одновременного транспортирования групп заготовок на стадию кондиционирования с последующим, также синхронным перемещением к выдувной установке, в которой эта группа заготовок подвергается переработке одновременно.
В альтернативном способе используется иной принцип, согласно которому множество заготовок последовательно транспортируют в определенном порядке вначале на стадию кондиционирования, где их подвергают обработке путем непрерывного перемещения через печи или зоны кондиционирования. После этой фазы кондиционирования упомянутые заготовки по одной захватывают и передают в соответствующие устройства для выдувания, где они превращаются в готовые изделия, используя аналогичный процесс, который, однако, соответственно настроен на определенную схему задержек перемещения от формы к форме в зависимости от скорости поступления упомянутых заготовок.
Этот второй способ обладает некоторыми преимуществами с точки зрения как конструкции, так и эксплуатации, которые хорошо известны сведущим специалистам, и поэтому их можно не рассматривать в настоящем описании.
Однако он обладает также типичным недостатком, связанным с тем, что в то время как стадия кондиционирования значительно упрощается при вертикальном положении заготовки, обращенной горловиной вниз, по широко известным причинам, которые поэтому можно не упоминать в настоящем описании, установку заготовки в устройстве, предназначенном для транспортирования ее вначале на стадию кондиционирования, а затем в машину для выдувания, напротив, выполняют в вертикальном положении заготовки, но с горловиной, обращенной вверх.
В результате, если используется транспортировочное устройство, перемещающее заготовки в одной плоскости (будь то в горизонтальной или в вертикальной), возникают серьезные осложнения на стадии кондиционирования, если выбор сделан в пользу транспортирования заготовок на этой стадии горловинами вверх; или же приходится идти на значительное усложнение конструкции и, следовательно, эксплуатации установки с очевидными неизбежными отрицательными экономическими последствиями, если, напротив, выбрана схема транспортирования заготовок горловинами вниз.
Способы с использованием транспортировочных средств, движущихся в одной плоскости, подробно описаны в патенте США 3,984,513, патенте США 4,362,498, публикации международной заявки WO 89/01400, публикации международной заявки WO 95/05933, патенте США 3,339,230, патенте США 4,354,813, патенте США 4,313,720, патенте США 4,850,850, Европейском патенте 0296825, Европейском патенте 0425360.
В патенте Франции 2646632, выданном фирме СИДЕЛ (SIDEL), описана установка для кондиционирования температуры, снабженная устройствами, обеспечивающими двукратное изменение ориентации заготовок, так что заготовки, обращенные горловиной вверх, в конечном счете принимают первоначальное положение.
С помощью этих устройств заготовки, поступающие в упомянутую установку для кондиционирования температуры горловиной вверх, переворачивают, так что они обращаются горловиной вниз, и в таком положении подвергают операции кондиционирования температуры.
После такой обработки заготовки вновь переворачивают на 180o, т.е. возвращают в исходное положение горловиной вверх, которое более благоприятно с точки зрения последующих операций обработки.
Однако такие устройства, включающие спиральные направляющие и роликовые кулачки, на практике оказываются довольно сложными (и, следовательно, дорогостоящими) и неизбежно обладают пониженной надежностью, поскольку каждая заготовка должна быть снабжена отдельным устройством, обеспечивающим ее быстрое переворачивание.
Таким образом, исходя из вышеприведенных соображений, основной целью настоящего изобретения является создание устройства и способа для выполнения стадий транспортировки и кондиционирования заготовок, предшествующих стадии выдувания как таковой, обеспечивающих ориентирование и изменение ориентации заготовок наиболее эффективным, экономичным и надежным образом, исключающим вышеуказанные недостатки, а также обеспечивающих непрерывную упорядоченную автоматизированную подачу заготовок в машину для выдувания без перекрытия стадий, которое может нарушить непрерывность подачи заготовок.
Эта основная цель и другие особенности настоящего изобретения достигаются в устройстве, изготовленном и работающем в соответствии с пунктами формулы настоящего изобретения.
Настоящее изобретение может быть
осуществлено в виде предпочтительного варианта, подробно описанного ниже в качестве неограничительного примера со ссылками на прилагаемые фиг.1 - 14, из которых:
на фиг.1 представлено
схематическое изображение в перспективе устройства в соответствии с настоящим изобретением;
на фиг.2 - схематическое изображение в перспективе двух основных элементов в соответствии с
настоящим изобретением, взаимно соединенных в положении, соответствующем реальной рабочей ситуации;
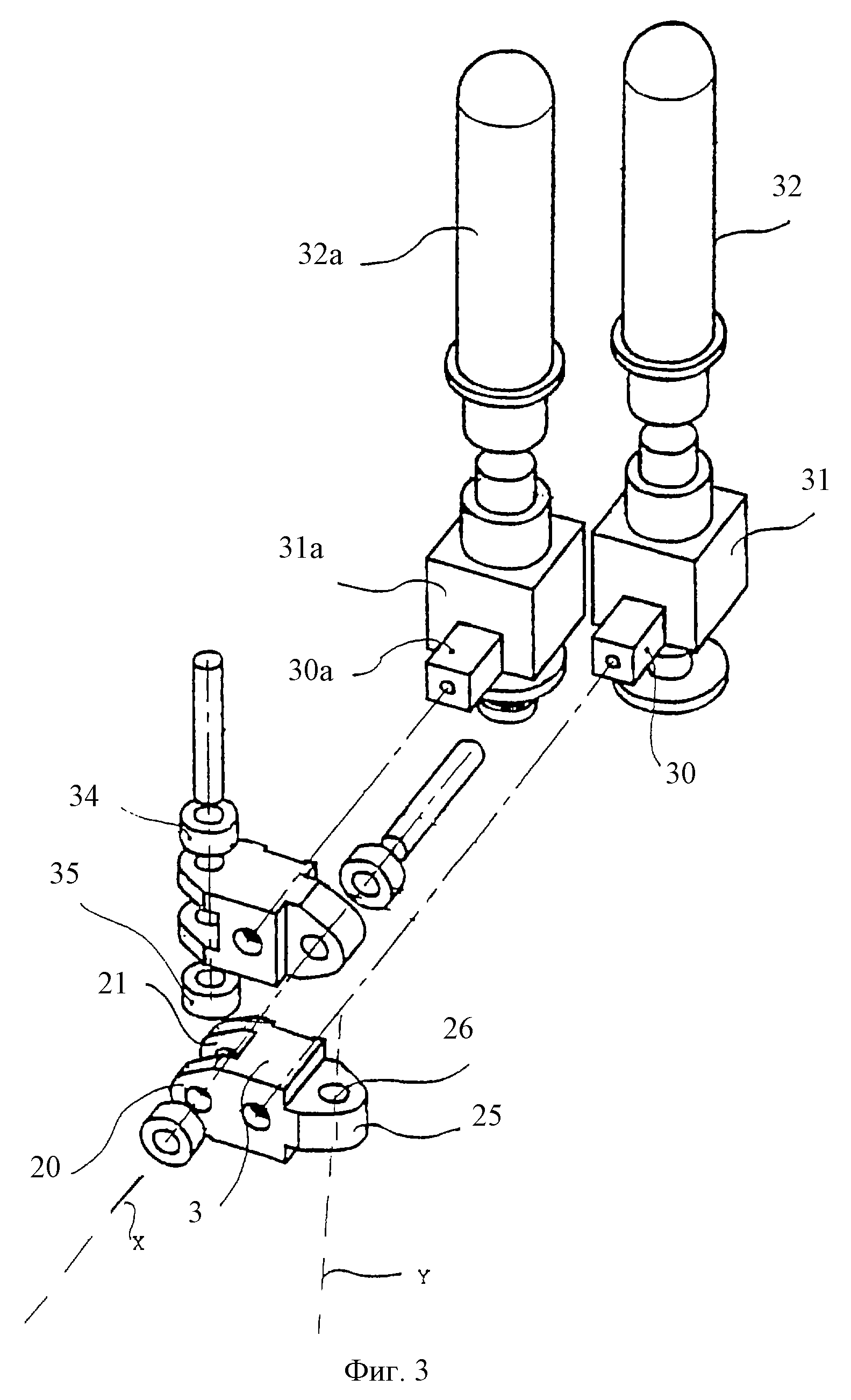
на фиг.3 - схематическое изображение в перспективе тех же элементов, что на фиг.2, но в
положении, когда они не соединены между собой;
на фиг.4 - вертикальный разрез транспортерной ленты, заготовки, соответствующего пробочного захвата и опорного и ведущего элемента на платформе
установки заготовки;
на фиг. 5 - вертикальный разрез транспортерной ленты, заготовки, соответствующего пробочного захвата и опорного и ведущего элемента в зоне нагрева заготовки;
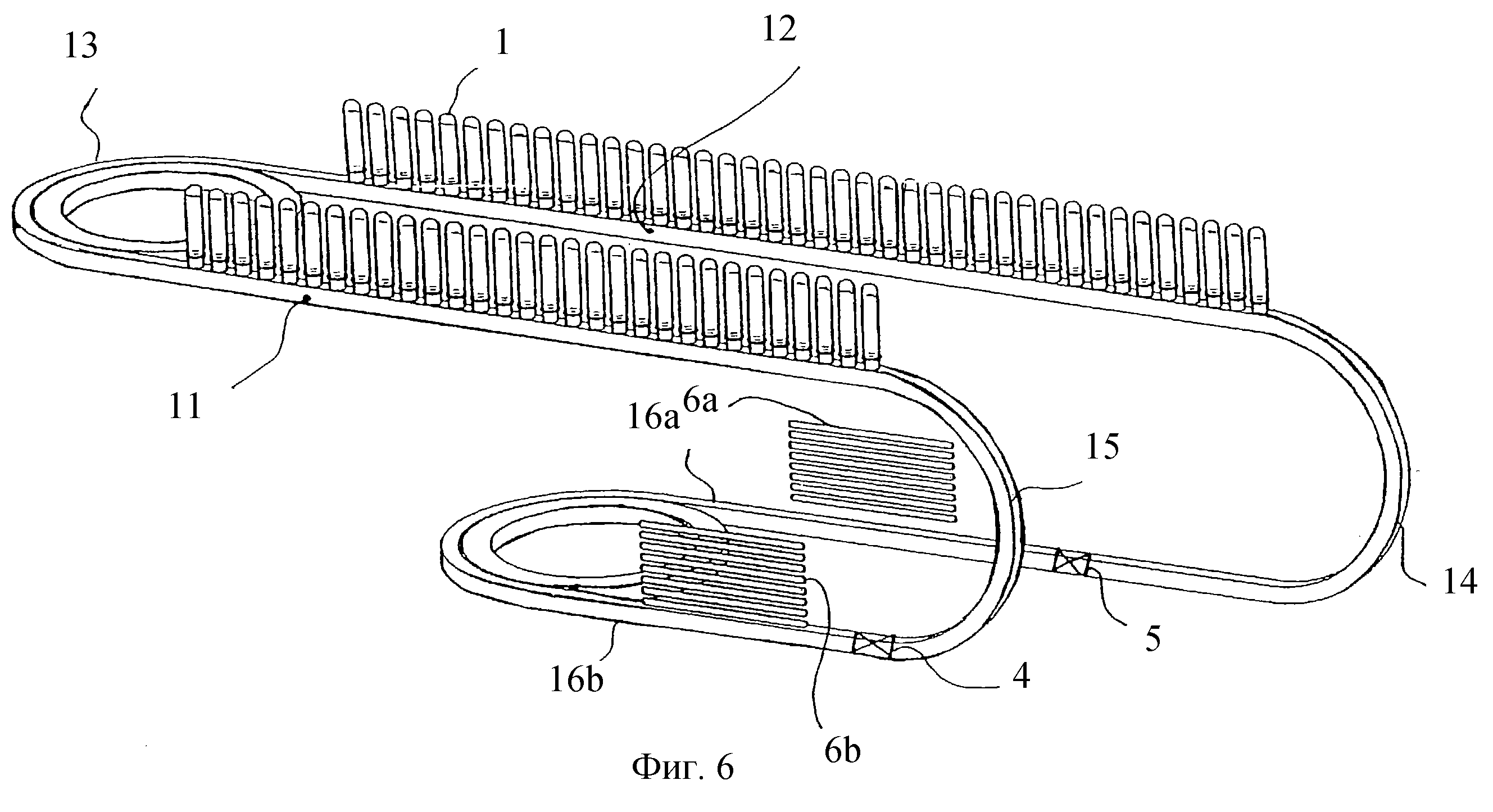
на
фиг.6 - схематическое изображение в перспективе усовершенствованного устройства, представленного на фиг.1;
на фиг. 7 - схематическое изображение в перспективе устройства, полученного путем
дальнейшего усовершенствования устройства, представленного на фиг.1;
на фиг.8 - устройство, показанное на фиг.1, в вертикальной проекции;
на фиг.9 - устройство, показанное на фиг.7,
в вертикальной проекции;
на фиг. 10 - профиль распределения температуры по толщине стенки заготовки для четырех различных значений ее толщины;
на фиг.11 - две группы кривых (по
четыре в каждой), показывающие ход изменения температуры на внутренней и внешней сторонах стенки заготовки при четырех соответствующих значениях ее толщины;
на фиг. 12А, 12В и 12С
- соответственно вид сбоку, вид сверху и изображение в перспективе усовершенствованного устройства в соответствии с настоящим изобретением в конкретном рабочем состоянии;
на фиг. 13А, 13В и
13С - соответственно вид сбоку, вид сверху и изображение в перспективе того же устройства, которое представлено на вышеупомянутых рисунках, но в другом рабочем состоянии;
на фиг.14
- изображение в перспективе части устройства, представленного на фиг.12А и 13А.
Основной отличительный признак настоящего изобретения состоит в совместном использовании фиксированной замкнутой транспортерной ленты, выполненной так, что она представляет собой соответствующую транспортировочную направляющую и ориентирована в двух различных плоскостях, и цепи, скользящей вдоль упомянутой транспортерной ленты и состоящей из множества опорных и ведущих элементов, взаимодействующих с упомянутой направляющей, на которых жестко закреплены соответствующие приспособления для захвата, сопровождения и высвобождения заготовок.
На фиг.1 и 2 показана транспортерная лента или направляющая, 2, на которой смонтированы два опорных и ведущих элемента 3, 3а, более подробно описанных ниже.
Конфигурация упомянутой транспортерной ленты, которую, разумеется, следует представлять себе как замкнутое устройство, и элементов, составляющих упомянутую
цепь, должна быть такой, чтобы они обеспечивали:
- установку и съем заготовок 1, соединенных с упомянутыми элементами 3, 3а, при вертикальном положении заготовок горловиной вверх и, напротив,
выполнение стадии кондиционирования температуры тех же заготовок при их вертикальном положении, но горловиной вниз.
Такой результат достигается, если по крайней мере часть транспортерной ленты изогнута на половину окружности в вертикальной плоскости таким образом, что заготовка, установленная на ней вертикально с определенной ориентацией, после прохождения по этой кривой вновь занимает вертикальное положение, однако в противоположной ориентации, т.е. переворачивается вверх дном.
На фиг. 1 показано, что такой результат может быть достигнут, например, если лента 2 состоит из двух секций 11 и 12, движущихся в противоположных направлениях, т.е. соответственно секций подачи и возврата, расположенных в горизонтальной плоскости и соединенных между собой криволинейной секцией 13, расположенной в той же горизонтальной плоскости.
В необходимом положении относительно упомянутых секций 11 и 12 расположено по крайней мере одно кондиционирующее устройство 6 известного типа, которое обеспечивает нагрев и при необходимости выравнивание температуры заготовок, движущихся вдоль упомянутых секций, для чего заготовки должны быть ориентированы горловинами вниз. На этой стадии кондиционирования заготовки автоматически вращают вокруг их вертикальной оси с целью более равномерного нагрева; этот прием, однако, широко известен и не является частью настоящего изобретения.
Со стороны, противоположной изогнутой секции 13, находятся изогнутые секции 14 и 15, являющиеся соответственно продолжениями упомянутых секций 11 и 12; секции 14 и 15 расположены в вертикальных плоскостях и изогнуты вниз на половину окружности.
В результате прохождения по этим кривым 14 и 15 заготовки, которые при этом остаются соединенными с лентой с помощью приспособлений, более подробно описанных ниже, переворачиваются на половину окружности так, что в конечном счете они принимают положение горловиной вверх.
В точках, где заканчивается переворачивание заготовок, две вертикальные секции 14 и 15 могут быть соединены между собой с помощью по крайней мере частично изогнутой горизонтальной секции 16, вдоль которой могут быть расположены станции 4 и 5, предназначенные соответственно для установки и съема заготовок на транспортерную ленту и с этой ленты без изменения ориентации заготовок.
Обе секции 14 и 15 могут быть, разумеется, изогнуты вверх, а не вниз, как показано на фиг.1. Аналогично подразумевается, что возможно использование множества других физических конфигураций в пределах объема настоящего изобретения. В любом случае такие конфигурации достаточно ясны для сведущего специалиста, так что по соображениям краткости их можно не показывать в настоящем описании.
Что касается опорных и ведущих элементов 3, 3а и связанных с ними пробочных захватов 7, то они описаны со ссылками на фиг.2, представляющую собой изображение в перспективе упомянутых элементов 3 и 3а в собранном состоянии, и фиг.3, где некоторые элементы в соответствии с настоящим изобретением показаны отдельно.
Опорный элемент 3 состоит из центральной части, снабженной с одной стороны по ходу движения двумя параллельными проушинами 20 и 21, имеющими отверстия, обозначенные соответственно позициями 22 и 23, расположенные на одной оси X.
Со стороны, противоположной упомянутым проушинам, имеется выступ 25, снабженный сквозным отверстием 26, ось которого Y перпендикулярна упомянутой оси X.
Положение, форма и размеры упомянутого опорного элемента 3 таковы, что в сочетании со вторым опорным элементом 3а, аналогичным упомянутому опорному элементу 3, проушины которого 20а и 21а образуют выемку, приспособленную для приема выступа 25 упомянутого элемента 3, через упомянутое сквозное отверстие 26 и отверстия 22а и 23а соответствующих проушин упомянутого второго элемента 3а может проходить штифт 27.
На фиг.2 показана пара таких смежных опорных элементов 3, 3а, соединенных последовательно и по необходимости повернутых на 90o относительно друг друга для обеспечения взаимного соединения, осуществляемого посредством введения упомянутого выступа 25 одного из упомянутых элементов в соответствующую выемку смежного элемента. Такой способ соединения смежных опорных элементов между собой воспроизводится аналогичным образом для всех остальных опорных элементах устройства.
В связи с вышеизложенным сведущему специалисту легко представить себе, что упомянутые элементы 3, 3а могут быть последовательно соединены с образованием замкнутой цепи, обладающей той особенностью, что ее можно снабдить приводом, т.е. перемещать вдоль соответствующей направляющей ленты, которая может быть расположена так, чтобы определять трехмерную траекторию перемещения, в частности траекторию, показанную на фиг.1, используя то, что каждый опорный элемент может свободно поворачиваться на 90o относительно оси смежного элемента 3а, расположенного рядом с ним и также способного свободно поворачиваться на 90o, однако, вокруг оси, перпендикулярной вышеупомянутой, относительно следующего смежного элемента, расположенного по другую сторону элемента 3 по отношению к элементу 3а.
Таким образом получают цепь, в которой каждое звено или опорный элемент 3 практически аналогично любому другому звену и в которой смежные звенья ориентированы взаимно перпендикулярно, так что упомянутую цепь можно перемещать по отношению к направляющей ленте, простирающейся вдоль любой трехмерной траектории.
В частности, такая цепь способна скользить (и, следовательно, ее можно перемещать) вдоль ленты, показанной на фиг.1, 6 или 7. С целью использования упомянутой цепи для целей настоящего изобретения каждый опорный элемент 3, 3а снабжен соответствующим соединительным элементом 30, 30а для присоединения к опорному элементу так называемого пробочного захвата 31 или 31а либо аналогичного приспособления, обеспечивающего захватывание соответствующей заготовки 32, 32а, фиксирование ее в определенном положении и последующее высвобождение. Способ действия таких пробочных захватов или аналогичных приспособлений, цели их применения, работа и использование широко известны в технике и не нуждаются в специальном описании.
Если такие пробочные захваты присоединить к соответствующим опорным элементам, для чего можно использовать вспомогательные соединительные приспособления, то можно получить конфигурацию, представленную на фиг.1 и 3, т.е. замкнутую цепь, элементы 3 которой соединены с соответствующими пробочными захватами, которые, в свою очередь, несут соответствующие заготовки.
Таким образом, ясно и наглядно показано, что такая цепь и все ее элементы могут свободно перемещаться вдоль трехмерной траектории, показанной на фигурах, вследствие того, что в каждой паре смежных опорных элементов последние могут поворачиваться на 90o в определенной плоскости, поскольку они имеют общую ось Y. То же относится к смежным внешним опорным элементам, расположенным с противоположных сторон упомянутой пары элементов, которые также способны поворачиваться на 90o, однако в плоскости, перпендикулярной вышеупомянутой определенной плоскости, поскольку они фиксированы на осях, расположенных в упомянутой перпендикулярной плоскости; одной из таких осей является ось Х на фиг.2.
Упомянутая направляющая лента и цепь опорных элементов, выполненные в виде замкнутых контуров, конфигурированы таким образом, что могут с помощью упомянутых пробочных захватов и связанных с ними соединительных элементов транспортировать множество заготовок вдоль траектории, содержащей по крайней мере одну горизонтальную равномерно изогнутую секцию 16, в пределах которой упомянутые заготовки ориентированы горловинами вверх и которая может поэтому работать во взаимодействии со станциями 4 и 5 установки и съема заготовок, а также по крайней мере одну другую горизонтальную секцию 11 или 12, в пределах которой упомянутые заготовки ориентированы горловинами вниз, т.е. находятся в оптимальном положении с точки зрения кондиционирования их температуры.
Для более ясного представления о принципиальной конфигурации устройства, показанного на фиг.1, следует обратиться к фиг.8, где показано расположение станций 4 и 5 установки и съема заготовок, горизонтальных секций 11 и 12, согласованных с положением устройства 6 кондиционирования температуры, горизонтальной изогнутой секции 13, соединяющей между собой упомянутые горизонтальные секции, а также вертикальных секций 14 и 15, обеспечивающих переворачивание заготовок.
На фиг. 4 и 5 представлены два противоположных положения заготовки 7 и соединенных с ней элементов устройства. На фиг.4 представлена заготовка, находящаяся вблизи станций установки и съема, где она находится в вертикальном положении с горловиной 51, обращенной вверх, а соответствующий пробочный захват и опорный элемент 3, в свою очередь, ориентированы соответствующим образом относительно транспортерной ленты 2. На фиг.5 показана заготовка, находящаяся в некоторой точке в пределах кондиционирующего устройства 6, в котором она находится также в вертикальном положении, однако с горловиной 51, обращенной вниз; в этом случае соответствующий пробочный захват и опорный элемент, разумеется, находятся в противоположном положении по отношению к положению, показанному на фиг.4.
Что касается способа перемещения упомянутой цепи опорных элементов вдоль направляющей ленты, то его можно осуществить с использованием соответствующих приводных приспособлений, общеизвестных в технике. В частности, целесообразно, как показано в качестве примера на фиг.3, 4 и 5, осуществлять такое перемещение, используя соответствующие элементы зацепления 34 и 35, смонтированные на концах упомянутых штифтов 27, соединяющих смежные опорные элементы, как описано выше.
Упомянутые элементы зацепления 34 и 35 показаны также на фиг.4, где показан вертикальный разрез заготовки и соответствующих пробочного захвата 31, опорного элемента 3 и элементов зацепления 34, 35 в положении, когда заготовка повернута горловиной вверх, т.е. вблизи станций установки и съема.
На упомянутой фиг.5, а именно в заштрихованной ее части 28 показано сечение направляющей ленты 2, которая взаимодействует с элементами зацепления 34 и 35 и, следовательно, направляет их перемещение. В общем направляющая лента 2 и соответствующая цепь опорных элементов представлены на фиг.4 и 5 таким образом, что конфигурации, показанные на упомянутых двух фигурах, исчерпывающе характеризуют совокупность различных частей устройства, т.е. в местах, где предусмотрены приводные приспособления (фиг.4), не предусмотрена транспортерная лента и наоборот (фиг.5).
Приводное приспособление, взаимодействующее с упомянутыми элементами зацепления 34 и 35, схематически показано на фиг.4 и может включать традиционные средства, например зубчатое колесо.
Настоящее изобретение предусматривает также целесообразное усовершенствование, которое особенно полезно с точки зрения увеличения компактности установки. Действительно, как показано на фиг.6, лента может содержать в составе секции 16 по крайней мере две дополнительные горизонтальные секции 16а и 16b, вдоль которых расположена по крайней мере часть обозначенных позициями 6а, 6b элементов устройства 6 кондиционирования, так что это устройство кондиционирования может быть подразделено на несколько отдельных и различных частей. Это обеспечивает возможность варьирования в зависимости от конкретных нужд режима операции кондиционирования температуры, для выполнения которой предназначено упомянутое устройство, и оптимизации этого режима в случае необходимости.
Дальнейшее усовершенствование представлено на фиг.7 и 9. С учетом того, что после стадии нагрева заготовки обычно следует стадия, на которой происходит выравнивание температуры этой заготовки, оказывается целесообразным, чтобы этот процесс выравнивания температуры происходил (разумеется, непосредственно после упомянутой стадии нагрева) в процессе перемещения заготовки вдоль секции 70, представляющей собой продолжение горизонтальной секции 12 ленты и соответствующей цепи.
Такая удлинительная секция 70 заканчивается, конечно, вертикальной изогнутой переворачивающей секцией 71, соответствующей вышеупомянутой секции 14 установки, показанной на фиг.1; секция 71 затем соединена с упомянутой по крайней мере частично изогнутой секцией 16 посредством горизонтальной соединительной секции 72.
На практике установку, показанную на фиг.1, где она представляется практически симметричной, вышеописанным путем подвергают модификации, в результате которой она лишь утрачивает свою симметричность в результате включения в нее упомянутого удлинения 70 в соединении с упомянутой секцией 12, вдоль которой может быть расположена по крайней мере часть устройства 6 кондиционирования, причем упомянутое удлинение 70 выполняет лишь функцию обеспечения выдержки заготовок до соответствующего выравнивания их температуры перед съемом заготовок с установки с целью передачи на последующую станцию выдувания.
Принятые решения, обладая бесспорными преимуществами и будучи вполне практически осуществимыми, должны, однако, обеспечивать, кроме того, решение проблемы производительности установки в целом, а именно проблемы оптимизации производительности при кондиционировании заготовок даже в случае, когда они значительно отличаются друг от друга по толщине.
Ниже представлено более подробное объяснение причин возникновения этой проблемы:
- общеизвестно, что на выходе со станции
кондиционирования температура на внутренней поверхности заготовки обычно ниже преобладающей температуры ее внешней поверхности вследствие хорошо известных причин, которые нет необходимости
рассматривать в данном описании;
- общеизвестно также, что для выполнения операции выдувания обе поверхности заготовки должны иметь оптимальные температуры; необходимо, в частности, чтобы
температура внутренней поверхности превышала температуру внешней поверхности или, по крайней мере, обе поверхности имели одинаковую температуру, т.е. имеет место требование, явно противоречащее
реальному вышеописанному распределению температуры заготовки на выходе станции кондиционирования;
- кроме того, общеизвестно, что с целью достижения оптимальных значений температуры обеих
поверхностей заготовки, после упомянутой операции кондиционирования обеспечивают прохождение так называемой стадии выравнивания температуры, состоящей в том, что в течение некоторого промежутка
времени (периода инверсии) заготовки выдерживают в условиях отсутствия теплоподачи и теплоотвода, так что происходит самопроизвольное выравнивание или даже инверсия температуры; однако реальный
профиль таких самопроизвольных изменений температуры зависит от многих факторов, к которым относятся, естественно, длительность стадии выравнивания температуры, распределение температур в начале этой
стадии, а также другие параметры, в том числе толщина стенки заготовки.
На практике температуры внешней и внутренней поверхностей заготовки к концу упомянутой стадии выравнивания принимают значения, зависящие от вышеупомянутых конструкционных и физических характеристик не только самих заготовок, но и установки и режима процесса.
В целях лучшего объяснения и представления вышеизложенного следует обратиться к фиг.10 и 11. На диаграмме, представленной на фиг.10, по оси ординат отложены значения температуры, преобладающие на внутренней поверхности четырех заготовок различной толщины (указанной при соответствующих кривых) к концу стадии выравнивания температуры. Более точно каждая кривая на упомянутой диаграмме показывает температуру в каждой точке внутри заготовки, находящейся на расстоянии от внешней поверхности, указанном на оси абсцисс. Таким образом, температура, соответствующая отметке 0 на оси абсцисс, представляет собой практически температуру внешней поверхности соответствующей заготовки, в то время как значения температуры, соответствующие конечным точкам F, G, H, J, представляют собой температуры внутренних поверхностей соответствующих заготовок.
Следует отметить, что конечные значения температуры имеют тенденцию к понижению при увеличении толщины стенки заготовки, т.е. имеет место факт, который можно объяснить тем, что, чем больше эта толщина, тем больше сопротивление теплопередаче через стенку заготовки.
Поэтому в целях достижения относительного постоянства температуры возникает необходимость определения конкретной необходимой длительности стадии выравнивания температуры и ее выдерживания для каждой толщины заготовки.
Этот факт становится еще более ясным при
рассмотрении фиг.11, на которой показаны:
- температуры на внешней стенке (наружные температуры), представленные четырьмя кривыми, обозначенными буквами f, g, h, j и объединенными в семейство
кривых, обозначенное на диаграмме символом "Group 1" (Группа 1);
- и температуры на внутренней стенке (внутренние температуры), представленные другими четырьмя кривыми, обозначенными
соответственно вышеупомянутыми буквами (поскольку они относятся к одним и тем же заготовкам) и объединенными в семейство кривых,
обозначенное на диаграмме символом "Group 2" (Группа 2), для четырех
заготовок f, g, h, j, имеющих толщину стенки соответственно 3,0, 3,5, 4,0 и 4,6 мм.
Из этой диаграммы можно сделать вывод, что обозначенная буквой А точка инверсии температуры, т.е. момент, в который понижающаяся в процессе стадии выравнивания температуры наружная температура достигает значения одновременно повышающейся внутренней температуры, достигается для заготовки f наименьшей толщины, т.е. 3,0 мм, приблизительно через 35 с, в то время как для заготовки j наибольшей толщины, а именно 4,6 мм, точка инверсии температуры достигается приблизительно через 47 с, в момент, обозначенный буквой В, т.е. в последнем случае длительность выравнивания следует увеличить приблизительно на 12 с.
Из диаграммы, представленной на этой фигуре, можно также сделать вывод, что точки инверсии для заготовок с промежуточными значениями толщины стенки достигаются естественно в моменты времени, лежащие в пределах между вышеуказанными минимальным и максимальным значениями.
В связи с вышеупомянутой фиг.11 следует также указать, что два температурных максимума на кривых хода температуры (в точках Q и W) объясняются тем, что процесс кондиционирования выполняют в виде двух последовательных фаз при различных режимах, с некоторым временным интервалом между этими фазами, в целях обеспечения подвода всего необходимого количества тепла без чрезмерного повышения наружной температуры заготовок.
Поскольку конструкция установки и параметры процесса определяются на стадии разработки, так что их обычно трудно либо вообще невозможно изменять в процессе эксплуатации, то гармонизация и направленное регулирование этих характеристик в целях оптимизации суммарного результата, т.е. не только в отношении качества заготовок, но и производительности, возможны только применительно к одному конкретному типу заготовок, так что результаты, достижимые для любого другого типа, неизбежно будут следствием компромисса.
Действительно, в случае использования заготовок с определенной относительно малой толщиной стенок упомянутый период инверсии температуры при прочих неизменных параметрах установки и процесса будет иметь определенную длительность; однако, если возникает необходимость переработки на той же установке заготовок значительно большей толщины, то длительность соответствующего периода инверсии, необходимого для доведения таких заготовок до желательного с точки зрения выдувания состояния, как показано выше, соответственно возрастет. Однако для такого увеличения периода инверсии ввиду неизменности размеров установки требуется уменьшение скорости перемещения заготовок через установку, в результате чего производительность установки пропорционально понижается.
В связи с желательностью устранения этого недостатка следует напомнить, что в соответствии с настоящим изобретением рассматриваемая установка содержит горизонтальную секцию 12, которую можно удлинить посредством присоединения дополнительной секции 70 в целях обеспечения возможности выравнивания температуры заготовок после прохождения по упомянутой горизонтальной секции 12.
Настоящее усовершенствование относится к возможности варьирования геометрии замкнутой ленты, несущей пробочные захваты, однако со следующими ограничениями:
- общая длина ленты остается
неизменной, так что та же лента может быть использована и без настоящего усовершенствования;
- расположение горизонтальных секций в двух различных параллельных горизонтальных плоскостях (по
две секции в плоскости, следовательно, общее число горизонтальных секций равно четырем) остается в основном неизменным, за исключением случаев, описанных ниже;
- две изогнутые секции 13 и 16,
расположенные в двух горизонтальных плоскостях и соединяющие попарно упомянутые четыре горизонтальные секции, остаются неизменными.
Усовершенствование заключается в возможности увеличения длины двух горизонтальных секций, расположенных за устройством кондиционирования по ходу движения заготовок, в результате чего другая секция, расположенная в другой горизонтальной плоскости, укорачивается; тем самым обеспечивается возможность изменения длины общей траектории движения заготовок и, следовательно, варьирования длительности периода выравнивания температуры до поступления заготовок на станцию съема без изменения скорости движения ленты.
Как видно из совокупности фиг.12 и 13, на фиг.12С представлена установка, в которой предусмотрены два отдельных устройства кондиционирования 60 и 61, расположенные вдоль двух горизонтальных секций, лежащих в одной и той же плоскости и обозначенных соответственно позициями 12 и 11.
Для соединения упомянутой горизонтальной секции 12 с упомянутой изогнутой секцией 16, расположенной в параллельной плоскости, предусмотрена секция 14, изогнутая в вертикальной плоскости на половину окружности.
Далее следует отметить, что после переворачивания на половину оборота и перемещения таким образом в нижнюю параллельную горизонтальную плоскость заготовки практически не нуждаются в дальнейшем перемещении, т.е. движении вдоль какой-либо последующей секции, поскольку они непосредственно попадают на станцию 5 съема, расположенную в начале упомянутой изогнутой горизонтальной секции 16.
Следует также отметить, что заготовки, установленные на станции 4 установки, должны проходить две горизонтальные секции 110 и 111, расположенные в двух параллельных плоскостях, и вертикально изогнутую секцию 15, соединяющую две вышеупомянутые секции.
Однако при движении по этому пути заготовки не подвергаются ни кондиционированию, ни какому-либо иному виду обработки, так что реальная длина упомянутых секций 110, 15 и 111 не имеет отношения к обработке заготовок и, следовательно, никак не влияет на их свойства.
Поэтому в представленной установке заготовки практически поступают на станцию 5 съема почти сразу же по завершении кондиционирования в устройстве 60.
Из рассмотрения фиг.13С следует, что установка,
представленная на этом рисунке, в основном, аналогична той, которая показана на фиг.12С, однако со следующими различиями, т.е. модификациями по отношению к последней:
- первая модификация
относится к длине участка ленты между выходом устройства 60 кондиционирования и станцией 5 съема; если в установке, изображенной на фиг. 12С, этот участок включает только изогнутую секцию 14, то в
установке, представленной на фиг.13С, этот участок включает также:
- прямолинейную горизонтальную секцию 121, следующую за упомянутым устройством 60 кондиционирования и непосредственно
предшествующую упомянутой изогнутой секции 14;
- вторую прямолинейную горизонтальную секцию 131, следующую непосредственно за упомянутой изогнутой секцией 14 и предшествующую станции 5
съема.
Легко понять, что, если взаимное положение устройства 60 кондиционирования и станции 5 съема остается неизменным, поскольку они жестко закреплены на одной и той же несущей конструкции, то упомянутые дополнительные секции 121 и 131 должны иметь одинаковую длину.
По той же самой причине, а также вследствие неизменности взаимного расположения изогнутых секций 13 и 16 и устройств 60 и 61 кондиционирования и, наконец, вследствие постоянства суммарной длины замкнутой ленты, действующей как направляющая для пробочных захватов заготовок, длина вышеописанных секций 110 и 111 уменьшена до нуля.
Действительно, поскольку длина ленты постоянна, любая модификация длины какого-либо ее участка связана с необходимостью соответствующего изменения длины другого участка; и поскольку такому модифицированию длины можно подвергать только те участки, которые не взаимодействуют с упомянутыми изогнутыми секциями 13 и 16 и с устройствами 60 и 61 кондиционирования, то пары секций 110 и 111 (показанные в их предельной конфигурации), с одной стороны, и секций 121 и 131 (показанные в противоположной предельной конфигурации) должны компенсировать друг друга естественно в пределах, установленных и описанных выше.
Поэтому возможно и очевидно включение дополнительных секций 121 и 131 между устройством кондиционирования и станцией съема таким образом, что эти дополнительные секции создают возможность увеличения длительности периода, в течение которого заготовки выдерживают с целью выравнивания их температуры перед достижением станции съема, поскольку скорость движения ленты остается постоянной.
С другой стороны, очевидно также, что такое изменение длины участка (или длительности периода) дополнительного выравнивания температуры должно соответствующим образом регулироваться в соответствии с конкретными условиями, например, главным образом, как указано выше, со скоростью ленты, толщиной стенок заготовок и желаемой степени выравнивания температуры.
Поэтому первостепенное значение имеет возможность модифицирования длительности упомянутого выравнивания температуры в промежутке между устройством кондиционирования и станцией съема в пределах, определяемых двумя заранее заданными граничными значениями, причем упомянутую длительность выравнивания можно естественно варьировать путем изменения соотношения длин упомянутых секций изменяемой длины 110, 111, с одной стороны, и 121, 131 - с другой.
Такая возможность может
быть обеспечена путем использования устройства 140, схематически представленного на фигурах и, в частности, на фиг.14. Это устройство содержит:
- две ведущих штанги 140 и 141, которые
предпочтительно снабжены винтовой нарезкой и могут взаимодействовать с соответствующими блоками 142 и 143, соединенными с направляющими 144 и 145, определяющими движение упомянутой ленты в упомянутых
изогнутых секциях;
- приводное приспособление 146, предназначенное для сообщения упомянутым ведущим штангам 140 и 141 одновременного вращательного движения, например, через посредство
соответствующего ременного или цепного передаточного устройства 147, причем упомянутые штанги 140, 141, упомянутое приводное приспособление 146 и упомянутое передаточное приспособление 147 для
передачи приводного усилия на упомянутые штанги жестко закреплены на упомянутой общей конструкции, несущей изогнутые секции 13 и 16 и упомянутые устройства кондиционирования.
Вышеприведенное описание позволяет сведущему специалисту полностью представить себе работу устройства в соответствии с настоящим изобретением: действительно, после настройки устройства на конкретный тип заготовок, определенную скорость движения транспортерной ленты, а также на конкретную длительность выравнивания температуры (которая, в свою очередь, определяется необходимыми изменениями температуры), можно легко рассчитать общую длину секций 121 и 131 изменяемой длины и, следовательно, длину каждой из этих секций и путем воздействия на упомянутое приводное приспособление 146 соответствующим образом переместить упомянутые блоки 142 и 143 относительно соответствующих ведущих штанг 140 и 141. Ввиду того, что, как указано выше, эти ведущие штанги жестко связаны с общей несущей конструкцией установки, а упомянутые блоки связаны с соответствующими направляющими 144, 145, то результатом указанных действий является перемещение упомянутых блоков и, следовательно, соответствующих направляющих, относительно несущей конструкции установки. Это приводит к соответствующему изменению общей геометрии транспортерной ленты, несущей пробочные захваты для заготовок, и, в частности, в данном случае - к удлинению секций 121 и 131 и соответственному укорачиванию секций 110 и 111, поскольку общая длина ленты постоянна; в результате перемещения блоков в обратном направлении укорачивание секций 121 и 131 будет соответствовать удлинению секций 110 и 111.
Из вышеприведенного описания и различных примеров, приведенных в нем, ясно, что длины различных секций, из которых состоит ведущая лента, можно перераспределять таким образом, чтобы общую длину секций 121 и 131 заготовки проходили за время, соответствующее конкретной желаемой длительности периода выравнивания температуры.
Таким образом, вышеописанное усовершенствование обеспечивает возможность приспособления наиболее простым и экономичным способом одной и той же установки для кондиционирования заготовок и выравнивания их температуры с целью обработки даже сильно отличающихся друг от друга типов заготовок без каких-либо затруднений, связанных с таким приспособлением.
Для сведущих специалистов ясно также, что вышеприведенные варианты осуществления изобретения описаны и иллюстрированы схематически, поскольку легко представить себе другие варианты, которые могут даже в большей степени соответствовать обычным техническим стандартам. В частности, приводное приспособление 146 целесообразно выполнить в виде двигателя, соответствующим образом приспособленного для управления от сигнала обратной связи, характеризующего положение блоков 142 и 143; такое положение упомянутых блоков можно, конечно, определить также независимо с помощью отдельных органов управления, при условии должного соблюдения вышеупомянутых ограничений и пределов.
Хотя изобретение описано здесь на основе примеров предпочтительных вариантов его осуществления и с использованием общеизвестной терминологии, его не следует рассматривать как ограниченное этими примерами, поскольку любой сведущий специалист способен разработать множество других вариантов, основываясь на представленной здесь информации. Поэтому нижеследующие пункты формулы изобретения следует рассматривать как охватывающие все такие возможные очевидные модификации, находящиеся в пределах компетенции сведущего специалиста и не затрагивающие сущности настоящего изобретения.
Реферат
Устройство для непрерывного перемещения упорядоченных последовательностей заготовок, предназначенных для переработки в тарные изделия способом выдувания, содержит замкнутую транспортерную ленту, которая образует направляющее приспособление для замкнутой движущейся транспортерной цепи, которой может быть сообщено непрерывное движение и которая содержит множество опорных и ведущих элементов (3, 3а), несущих соответствующие заготовки с помощью соответствующих пробочных захватов, станцию установки и станцию съема. Станции установки и съема расположены таким образом, что обеспечивают установку заготовок на пробочные захваты и съем их в вертикальном положении горловинами вверх. Опорные и ведущие элементы поворачиваются так, что при входе из/в устройство кондиционирования соответствующие заготовки находятся в вертикальном положении горловинами вниз. Кроме того, устройство содержит две горизонтальные секции, расположенные по ходу транспортера соответственно за устройством кондиционирования и перед станцией загрузки. Упомянутые две горизонтальные секции можно удлинять и/или укорачивать до заданной длины в соответствии с конкретным необходимым временем прохождения заготовок определенного типа от устройства кондиционирования до станции съема, при этом общая длина упомянутой транспортерной ленты и цепи должна оставаться постоянной. Данное устройство обеспечивает ориентирование и изменение ориентации заготовок наиболее эффективным, экономичным и надежным образом, а также обеспечивает непрерывную упорядоченную автоматизированную подачу заготовок в машину для выдувания без перекрытия стадий, которое может нарушить непрерывность подачи заготовок. 19 з.п.ф-лы, 14 ил.

Комментарии