Способ и устройство для упаковки жидкого пищевого продукта - RU2496693C2
Код документа: RU2496693C2
Чертежи



Описание
Изобретение относится к области производства контейнеров, изготовленных из полимерного материала, главным образом, полиэстера, в частности, бутылок из полиэстера, предпочтительно из полиэтилентерефталата (ПЭТ), содержащих жидкость, предпочтительно воду, в частности, минеральную.
Имеющиеся на рынке ПЭТ бутылки в течение многих лет обычно изготавливались выдувным формованием или растягивающим выдувным формованием путем растяжения заготовок из полиэтилентерефталата сжатым воздухом.
Обычно заготовка принимает форму цилиндрической тубы, закрытой на одном из ее концов и открытой на противоположном конце. Открытый конец заготовки соответствует горлышку контейнера. При традиционном способе изготовления контейнеров заготовки перемещают на цилиндрических держателях непрерывной конвейерной ленты, которая транспортирует заготовки через печь, образованную по существу граничащими с каждой стороны прямыми секциями из излучающих нагревательных устройств, чтобы обеспечить температурные условия для обеспечения пластичности перед последующим этапом растягивающего выдувного формования.
Затем нагретую заготовку удаляют и помещают в пресс-форму установки для выдувного формования. Перемещение, осуществляемое, например, манипулятором, согласовывают с перемещением установки для выдувного формования, обычно выполненной в виде вращающейся карусели, которая непрерывно вращается относительно своей вертикальной оси и по периферии несет комплект одинаковых пресс-форм. Заготовку помещают в пресс-форму непосредственно после раскрытия пресс-формы и удаления из нее ранее изготовленного контейнера.
Заготовку заблаговременно нагревают, чтобы она находилась в пресс-форме при температуре выше температуры стеклования (около 100°С) и ее можно было обрабатывать способом растягивающего выдувного формования. Температура заготовки в конце этапа нагревания с учетом охлаждения, которое происходит на пути между участками нагревания и выдувного формования, несколько выше требуемой температуры внутри пресс-формы выдувной установки. Благодаря одновременному наличию нескольких пресс-форм, данная выдувная установка может выпускать контейнеры с очень высокой скоростью, примерно от 1000 до 2000 бутылок в час для одной пресс-формы, т.е. примерно несколько десятков тысяч единиц в час для всей установки.
Растягивающее выдувное формование осуществляют растяжением с помощью металлического стержня и подачей сжатого воздуха под давлением от 3 до 40 бар (3×105Па - 4×106 Па). Воздух подается с помощью нагнетательной насадки, конец которой вводят в отверстие головки заготовки.
Как известно, стерилизация пищевых продуктов и их контейнеров является важной задачей, в частности, согласно гигиеническим стандартам, утвержденным санитарными органами. Создание эффективных промышленных способов, делающих это возможным при низкой стоимости, соответствии стандартам или даже обеспечивающим дополнительные преимущества потребителю в смысле срока годности пищевого продукта, является текущей задачей производителей.
Изобретение направлено на обеспечение возможности изготовления бутылок с напитком с высокой степенью стерильности, в большом количестве и по низкой стоимости.
Для решения этой задачи способ подачи заданного объема напитка в термопластичный контейнер, образованный из нагретой заготовки по существу цилиндрической формы, расположенной в пресс-форме, имеющей отверстие, противоположное впрыскивающей головке, включает предварительный этап обработки заготовки стерилизующей текучей средой, подаваемой первым контуром, соединенным с впрыскивающей головкой, и этап подачи в полость заготовки по меньшей мере некоторого количества напитка, подаваемого вторым контуром, соединенным с впрыскивающей головкой, для содействия расширению заготовки внутри пресс-формы, которая определяет форму контейнера.
Способ согласно изобретению позволяет обеспечить высокую производительность стерильного розлива напитка в одном объединенном устройстве, причем процесс наполнения выполняют в очень небольшой стерильной зоне.
Предпочтительно этап обработки включает в себя обработку сжатым паром.
Также для обработки может применяться перуксусная кислота.
Согласно одному из вариантов осуществления изобретения обработка включает в себя обработку перекисью водорода.
Предпочтительно способ дополнительно включает в себя этап облучения заготовки стерилизующим излучением.
Этап облучения заготовки может включать в себя облучение заготовки рентгеновским излучением.
Альтернативно, или по выбору в сочетании, этап облучения может включать в себя обработку заготовки СВЧ-излучением.
В этап облучения может также быть включена обработка электронным лучом или импульсным излучением.
Предпочтительно способ дополнительно включает в себя предварительный этап обработки впрыскивающей головки стерилизующей текучей средой.
Предпочтительно способ включает в себя также предварительный этап обработки стерилизующей текучей средой растягивающего стержня, используемого на этапе впрыскивания для продольного растяжения заготовки.
Согласно одному из вариантов осуществления изобретения перед введением заготовки в пресс-форму осуществляют этап по меньшей мере частичной стерилизации заготовки.
В частности, например, осуществляют первую микробиообработку снаружи пресс-формы и вторую микробиообработку изнутри пресс-формы. В обоих случаях это обеспечивает снижение микробиологической популяции примерно в 5-ой степени.
Наконец, предпочтительно способ дополнительно включает в себя этап удаления отходов из пресс-формы после расширения заготовки.
Данный этап может быть дополнен очисткой пресс-формы и всего устройства, особенно насадки. Указанными отходами могут быть небольшие объемы напитка или отходы термопластика. Это также позволяет следить за санитарным состоянием устройств после их использования.
Важной особенностью данного способа является то, что первый и второй контуры отделены друг от друга.
Наконец, согласно изобретению этап обработки заготовки стерилизующей текучей средой включает в себя повышение температуры заготовки. Предпочтительно, чтобы повышение температуры было достаточным для содействия расширению заготовки внутри пресс-формы во время этапа впрыскивания.
Изобретение также относится к устройству для подачи заданного объема напитка в термопластичный контейнер, образованный из дополнительно нагретой заготовки по существу цилиндрической формы, которая расположена в пресс-форме, имеющей отверстие, расположенное напротив впрыскивающей головки, причем устройство содержит средство предварительной обработки заготовки стерилизующей текучей средой, подаваемой первым контуром, соединенным с впрыскивающей головкой, и средство впрыскивания в полость заготовки по меньшей мере некоторого количества напитка, подаваемого вторым контуром, соединенным с впрыскивающей головкой, для содействия расширению заготовки внутри пресс-формы, которая определяет форму контейнера.
Предпочтительно данное устройство включает в себя средства, обеспечивающие выполнение соответствующих этапов способа, как по отдельности, так и в сочетании.
Изобретение поясняется чертежами, которые соответствуют примерам его осуществления.
На фиг.1 показана общая схема устройства, соответствующего настоящему изобретению;
на фиг.2 - одна часть устройства согласно изобретению;
на фиг.3 - другая часть устройства согласно изобретению;
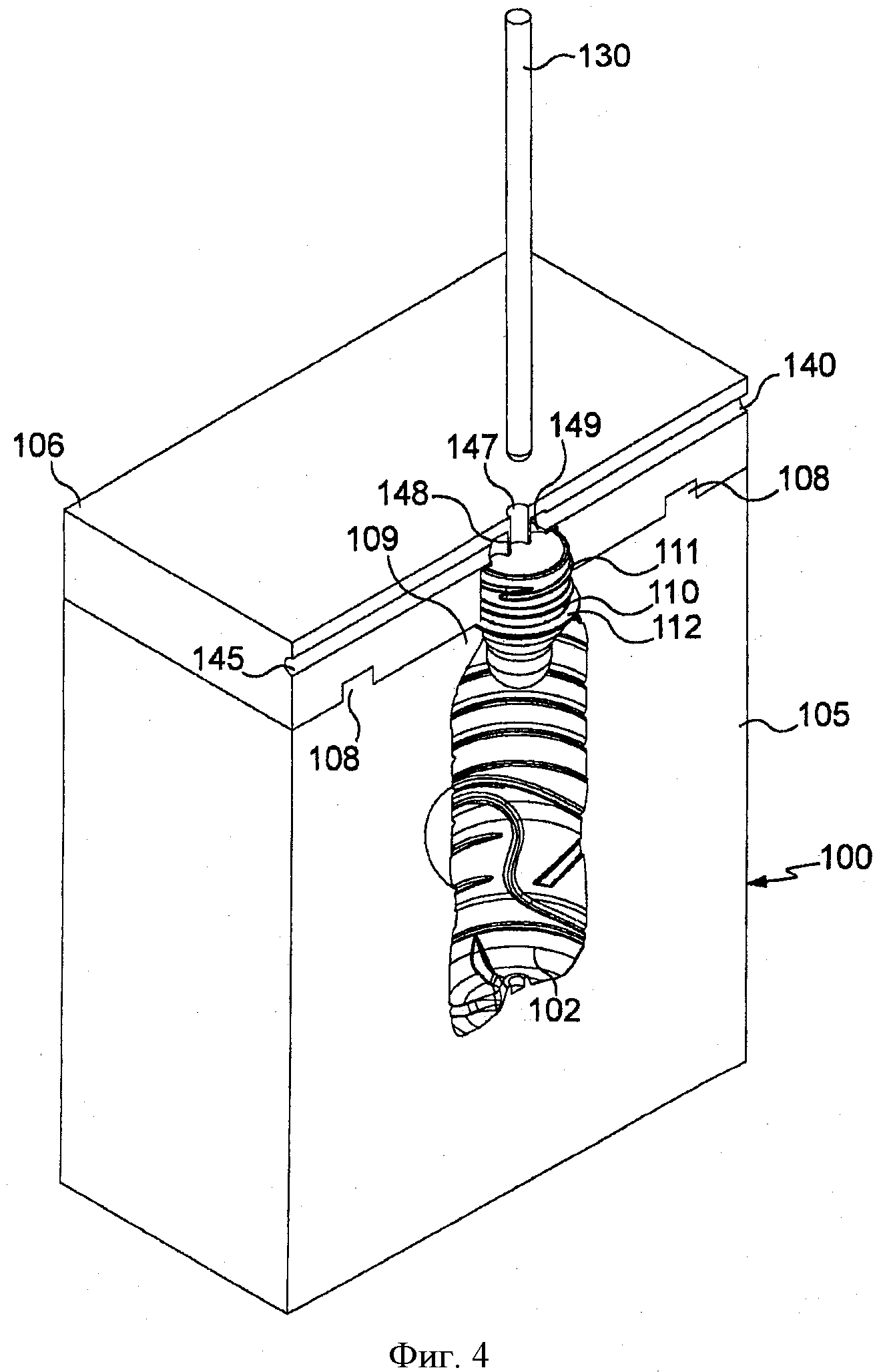
на фиг.4 - альтернативный вариант осуществления изобретения.
Описываемый далее в качестве примера вариант осуществления изобретения относится к способу изготовления ПЭТ бутылок для минеральной воды из нагретой заготовки. Заготовка имеет форму цилиндрической тубы, закрытой на ее нижнем конце. Открытая головка заготовки соответствует сужению или горлышку бутылки, на которое навинчивают укупорочный колпачок.
Устройство содержит первый контур для заливаемой в бутылку жидкости и второй контур для находящейся под давлением нагретой текучей среды, пригодной для стерилизации впрыскивающей головки.
Как показано на фиг.1, растягивающий стержень 10 введен в пневматический привод 15. Растягивающий стержень 10 управляется пневматическим приводом, связанным с кулачком, который обеспечивает продольное перемещение стержня (показанное стрелкой). Можно также использовать линейный двигатель.
Пневматический привод 15 содержит цилиндр 17, управляющий впрыскивающей головкой 18, через которую проходит растягивающий стержень 10. Впрыскивающая головка 18 соединена с горлышком 20 заготовки из ПЭТ, расположенной в пресс-форме (не показана), причем заготовка после расширения принимает форму бутылки для минеральной воды. Форма бутылки определена стенкой пресс-формы.
Привод содержит три полости, причем две верхние полости 15а и 15b заполнены сжатым воздухом. Между этими двумя верхними полостями в направлении, параллельном растягивающему стержню (перемещение которого показано стрелкой), скользит стенка 19 поршня. Растягивающий стержень 10 проходит через центр данной стенки 19.
Пневматический привод также имеет боковое входное отверстие 30 для напитка (в данном случае минеральной воды), соединенное с третьей полостью 15 с привода, которая является нижней. Напиток подают по трубопроводу 32.
Во входное отверстие для минеральной воды подается жидкость от дальнего конца трубопровода 32 в первый клапан 34, который соединен с входом однокамерного наполняющего цилиндра 40, содержащего поршень 42, управляемый соответствующим двигателем (перемещение которого показано стрелкой). Данный двигатель обеспечивает продольное перемещение поршня в камере наполняющего цилиндра 40.
На трубопроводе 32 имеется второй клапан 36, установленный по потоку после первого клапана 34 и входа наполняющего цилиндра 40. Далее трубопровод 32 входит в нижнюю полость 15 с пневматического привода 15.
Через нижнюю полость 15 с пневматического привода проходит цилиндр 17 для управления впрыскивающей головкой 18, внутренний объем которого выходит через нижнее выходное отверстие пневматического привода 15 во впрыскивающую головку 18. Управляющий цилиндр имеет боковое отверстие, допускающее перетекание напитка между нижней полостью привода и внутренним пространством управляющего цилиндра.
Растягивающий стержень 10 проходит через управляющий цилиндр 17 управления до наполняющей головки 18 и горлышка 20 заготовки бутылки.
На фиг.2 показана половина пресс-формы 51, внутренняя стенка которой определяет форму бутылки для минеральной воды. В верхней части пресс-формы расположена заготовка 60 из ПЭТ с сужением 61, образующим горлышко, на наружной поверхности которого выполнена винтовая резьба для фиксации укупорочного колпачка. Горлышко опирается на наружную сторону пресс-формы. Отверстие заготовки направлено наружу от пресс-формы, а его ось совмещена с осью полости половины пресс-формы.
При использовании к первой половине пресс-формы добавляют вторую половину с образованием полной пресс-формы, центральная полость которой может иметь осесимметричную или другую форму в зависимости от заданной геометрии контейнера.
Над пресс-формой расположена по существу цилиндрическая наполняющая насадка 70, ось которой является продолжением оси полости пресс-формы, причем наполняющая насадка имеет привод, через центр которого проходит растягивающий стержень 80, при этом растягивающий стержень также расположен на продолжении оси заготовки и пресс-формы.
С каждой стороны от привода имеются две насадки 90 и 95 для подачи жидких или газообразных текучих сред в привод над горлышком 61 заготовки, причем горлышко расположено в верхнем отверстии пресс-формы 51.
Насадка 95, расположенная на фиг.2 слева, предназначена для подачи напитка, в данном случае минеральной воды.
Насадка 90, расположенная на фиг.2 справа, предназначена для подачи стерилизующей текучей среды, которой в данном варианте осуществления изобретения является пар.
На фиг.3 показан наконечник 500 колоколообразной насадки, используемой в устройстве, соответствующему предпочтительному варианту осуществления изобретения.
Внутреннее и внешнее давления на каждой стороне по периферии горлышка заготовки (т.е. на внешних и внутренних поверхностях 510 и 520 горлышка) идентичны, благодаря наличию внутри насадки прохода 505, соединяющего объемы с каждой стороны горлышка. При наполнении расположенным на заготовке фланцем 530 обеспечивается герметизация. Благодаря данному устройству нет риска деформирования горлышка заготовки при впрыске насадкой текучей среды под давлением.
Согласно другому варианту осуществления изобретения наконечник насадки удерживает внешние поверхности 510 горлышка заготовки так, что когда текучую среду впрыскивают под давлением через вершину насадки в полость заготовки, давление, оказываемое на внутренние стенки 520 горлышка заготовки, компенсируется стенками наконечника колоколообразной насадки. Таким образом, горлышко заготовки, несмотря на высокое давление, не деформируется.
На фиг.4 показана половина пресс-формы 100. В верхней части полости пресс-формы расположена заготовка 110 из ПЭТ, которая имеет по существу цилиндрическую форму и содержит дно 102 в нижней части. Вторая половина пресс-формы (не показана) дополняет ее и закрепляет заготовку в замкнутой полости, образованной полостями двух половин пресс-формы, причем замкнутая полость определяет форму бутылки для напитка.
Половина пресс-формы 100 содержит нижнюю часть 105 и верхнюю часть 106, причем верхняя часть 106 прикреплена к нижней части посредством двух направляющих 108, образующих на верхней поверхности нижней части 105 выступы. Обе направляющие распложены с двух сторон от полости пресс-формы, параллельны друг другу и перпендикулярны плоскости разъема половин пресс-формы. Полость пресс-формы в основном расположена в нижней ее части.
Заготовка ПО содержит уже отформованное горлышко 111 с наружной винтовой резьбой для приема укупорочного колпачка. Горлышко 111 расположено в сужении 109 полости половины пресс-формы, причем сужение 109 выполнено с возможностью фиксации горлышка и имеет форму, ответную форме конечной бутылки. Следует отметить, что сужение 109 находится как раз под верхней поверхностью нижней части пресс-формы и, следовательно, контактирует как с верхней частью 106, так и с нижней частью 105 пресс-формы. Винтовая резьба горлышка контактирует со стенкой по существу цилиндрической полости в верхней части 106 пресс-формы. Горлышко также имеет фланец 112, расположенный непосредственно на границе между верхней частью 106 и нижней частью 105 пресс-формы.
На продолжении горлышка в направлении дна 102 полости заготовка имеет полость (скрыта на фигуре), оканчивающуюся на дне.
Внутренняя поверхность полости пресс-формы выполнена так, что определяет внешнюю форму бутылки для напитка, в данном случае бутылки для минеральной воды. Данная форма включает в себя кольцевые канавки, часть из которых имеет конструктивное или функциональное назначение, например, для обеспечения возможности пользователю захватить бутылку или для обеспечении гибкости при использовании, или с целью удаления бутылки после использования.
Пресс-форма имеет в своей верхней части два прямых канала 140 и 145 круглого сечения, соосно расположенных перпендикулярно оси полости пресс-формы, соответствующей оси отформованной бутылки. Оба канала расположены с каждой стороны от верха горлышка заготовки и открыты в верхней части горлышка, так что впрыскиваемая в один или другой из данных каналов жидкость поступает в горлышко заготовки. Следует отметить, что оба канала находятся в плоскости разъема пресс-формы, следовательно, образованы соединением показанной на фигуре половины пресс-формы с ответной половиной пресс-формы.
Растягивающий стержень 130 расположен сверху пресс-формы вдоль оси растяжения заготовки и полости в пресс-форме. В верхней части пресс-формы имеется цилиндрическое отверстие 147, ось которого выровнена с осью заготовки, и которое обеспечивает возможность введения растягивающего стержня в пресс-форму и в полость заготовки до точки контакта конца стержня с дном полости при растяжении заготовки.
Следует отметить, что пресс-форма над горлышком имеет два слива 148 и 149, расположенных на выходе каналов 145 и 140 и обеспечивающих ориентирование впрыскиваемой через соответствующие каналы 145 и 140 текучей среды внутрь заготовки через ее горлышко, заставляя поток текучей среды повернуться на 90°. Оба слива 148 и 149 также разделяют содержимое каналов в пределах круглого отверстия 147.
В данном варианте осуществления изобретения стерилизующая текучая среда представляет собой перекись водорода Н2O2. Также может быть использован другой пероксид.
Растягивающий стержень 130 расположен в верхней части фигуры вдоль оси растяжения заготовки и оси полости пресс-формы. С целью растяжения заготовки цилиндрическое отверстие в верхней части пресс-формы допускает введение растягивающего стержня 130 в пресс-форму и в полость заготовки до точки контакта конца стержня с дном полости.
В другом варианте осуществления изобретения стерилизующая текучая среда представляет собой перуксусную кислоту СН3СО3Н.
Конечно, изобретение не ограничено представленными и проиллюстрированными с помощью чертежей вариантами его осуществления; кроме того, оно распространяется на все варианты, которые могут быть представлены специалистами в данной области техники в объеме формулы изобретения.
Реферат
Группа изобретений относится к области производства и заполнения, предпочтительно жидким продуктом, контейнеров из термопластичного материала. В способе напиток подают в контейнер, образованный из заготовки, расположенной в пресс-форме, имеющей отверстие, противоположное впрыскивающей головке. При этом способ содержит предварительную обработку заготовки стерилизующей текучей средой, подаваемой первым контуром, и впрыскивание в полость заготовки по меньшей мере некоторого количества напитка, подаваемого вторым контуром для содействия расширению заготовки внутри пресс-формы, причем контуры соединены с впрыскивающей головкой. Устройство для осуществления способа содержит пресс-форму с отверстием, расположенным напротив впрыскивающей головки, а также содержит средство предварительной обработки заготовки стерилизующей текучей средой, подаваемой первым контуром, соединенным с впрыскивающей головкой, и средство впрыскивания в полость заготовки по меньшей мере некоторого количества напитка, подаваемого вторым контуром, соединенным с впрыскивающей головкой. Группа изобретений обеспечивает повышение производительности и степени стерилизации при снижении себестоимости. 2 н. и 18 з.п. ф-лы, 4 ил.
Комментарии