Жидкостное или гидравлическое формование с раздувом - RU2566772C2
Код документа: RU2566772C2
Чертежи







Описание
Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к устройству и способу формования и заполнения пластикового контейнера. Конкретнее, настоящее изобретение относится к устройству и способу формования с одновременным заполнением пластикового контейнера.
Уровень техники
В этом разделе предоставляется справочная информация, касающаяся настоящего изобретения, которая не обязательно должна рассматриваться как известный уровень техники.
В связи с экологическими и другими проблемами пластиковые контейнеры, конкретно, полиэфирные контейнеры и, конкретнее, контейнеры из полиэтилентерефталата (ПЭТ) теперь все больше используются для упаковки множества продуктов массового спроса, ранее поставляемых в стеклянных контейнерах. Производители и заполнители контейнеров, наравне с потребителями, осознали, что контейнеры из полиэтилентерефталата (ПЭТ-контейнеры) являются легкими, недорогими, пригодны для повторного использования и могут изготавливаться в больших количествах.
Пластиковые контейнеры, изготовленные формованием с раздувом, стали привычными для упаковки многих продуктов массового спроса. Полиэтилентерефталат представляет собой кристаллизующийся полимер, способный существовать в аморфном состоянии или в полукристаллическом состоянии. Способность ПЭТ-контейнера поддерживать целостность формы зависит от процентного содержания кристаллической фазы в структуре полиэтилентерефталата, которое известно как «кристалличность» ПЭТ-контейнера. Следующее уравнение определяет процент кристалличности как объемное содержание:
где ρ - плотность полиэтилентерефталата; ρа - плотность полностью аморфного полиэтилентерефталата (1,333 г/см3); ρс - плотность полностью кристаллического полиэтилентерефталата (1,455 г/см3).
Изготовленный методом формования с раздувом контейнер может быть заполнен продуктом массового спроса.
Формование с раздувом и заполнение контейнера развились как два независимых процесса, которые во многих случаях осуществляются разными компаниями. С целью экономической выгоды некоторые компании, обеспечивающие заполнение контейнеров, ввели в свое производство процесс формования с раздувом, во многих случаях встраивая оборудование для формования с раздувом непосредственно в линии заполнения. Признавая это преимущество, производители оборудования продают «интегрируемые» устройства, которые разработаны с целью обеспечения синхронности действий оборудования для формования с раздувом и оборудования для заполнения. Несмотря на усилия, направленные на объединение двух процессов, формование с раздувом и заполнение контейнеров продолжают быть двумя независимыми, отдельными процессами. Осуществление двух процессов раздельно приводит к существенным затратам. Таким образом, имеется необходимость в жидкостном или гидравлическом устройстве формования с раздувом, обеспечивающем формование и заполнение контейнера как единый процесс.
Раскрытие изобретения
Приведенное в этом разделе общее описание изобретения не является исчерпывающим и не раскрывает изобретение в полном объеме или не раскрывает все его признаки.
В настоящем изобретении предлагается устройство и способ одновременного формования и заполнения контейнера готовым жидким продуктом, чтобы создавать давление, требуемое для расширения нагретой преформы с целью придания ей конфигурации пресс-формы.
Устройство согласно одному из вариантов его осуществления содержит пресс-форму, внутренняя поверхность которой определяет полость для вмещения преформы. Устройство также содержит источник давления, имеющий входное отверстие, заправочный цилиндр и поршневое устройство. Поршневое устройство способно перемещаться в цилиндре в первом направлении, в результате чего в цилиндр через входное отверстие втягивается заполняющая его жидкость, и во втором направлении, в результате чего жидкость принудительно направляется к преформе. Выдувное сопло предназначено для приема жидкости от источника давления и направления жидкости под давлением в преформу, благодаря чему преформа принудительно расширяется в полости пресс-формы до внутренней поверхности пресс-формы и формируется результирующий контейнер. Жидкость остается внутри контейнера в качестве конечного продукта.
Дополнительные области применения изобретения станут очевидными из дальнейшего описания изобретения. Приведенные в описании варианты осуществления изобретения являются иллюстративными и не предназначены ограничивать объем настоящего изобретения.
Краткое описание чертежей
Прилагаемые к описанию чертежи являются лишь иллюстративными и имеют отношение только к определенным вариантам осуществления изобретения, а не ко всем возможным вариантам его осуществления и не предназначены ограничивать объем настоящего изобретения.
На фиг.1 показано схематичное изображение формовочного устройства с введенной нагретой преформой, причем показан источник давления, содержащий поршневое устройство, которое начинает перемещаться вверх, втягивая жидкость в источник давления в соответствии с идеями настоящего изобретения;
на фиг.2 - схематичное изображение устройства, представленного на фиг.1, причем полуформы, образующие пресс-форму, показаны в сомкнутом состоянии, при этом источник давления продолжает заполняться жидкостью;
на фиг.3 - схематичное изображение устройства, представленного на фиг.2, причем показан вытяжной стержень, вводимый в преформу для обеспечения механической вытяжки, при этом источник давления продолжает заполняться жидкостью;
на фиг.4 - схематичное изображение устройства, представленного на фиг.3, причем показан вытяжной стержень, обеспечивший вытяжку преформы, при этом источник давления полностью заполнен жидкостью;
на фиг.5 - схематичное изображение устройства, представленного на фиг.4, причем показано поршневое устройство, нагнетающее жидкость из источника давления в преформу, благодаря чему преформа расширяется к стенкам полости пресс-формы;
на фиг.6 - схематичное изображение устройства, представленного на фиг.5, причем в результате действия поршневого устройства соответствующий объем жидкости полностью перемещается в отформованный, таким образом, контейнер, при этом вытяжной стержень извлекается;
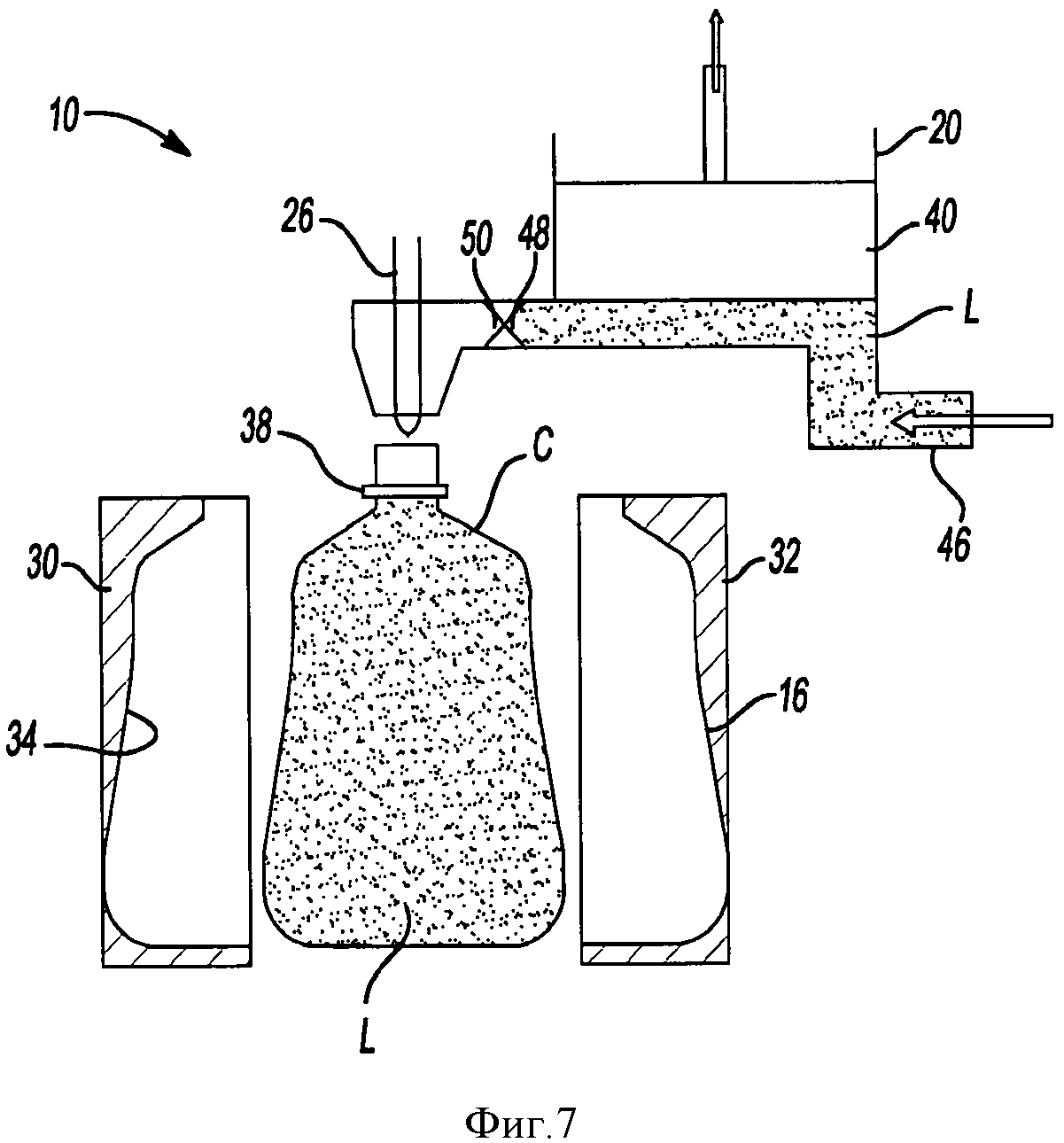
на фиг.7 - схематичное изображение устройства, представленного на фиг.6, причем полуформы показаны в разомкнутом состоянии и жидкость начинает втягиваться в источник давления под действием поршневого устройства, т.е. происходит подготовка к следующему циклу;
на фиг.8 - схематичное изображение горячей преформы, введенной в формовочное устройство, причем источник давления содержит сервосистему в соответствии с идеями настоящего изобретения.
На всех прилагаемых к описанию чертежах идентичные детали обозначены одинаковыми ссылочными позициями.
Осуществление изобретения
Иллюстративные варианты осуществления изобретения далее будут описаны более подробно со ссылкой на прилагаемые чертежи. Специалистам в данной области техники понятно, что приведенные в описании иллюстративные варианты осуществления изобретения предназначены полностью раскрывать сущность настоящего изобретения и его объем. Варианты осуществления настоящего изобретения полностью раскрываются посредством множества определенных деталей, определенных компонентов, устройств и способов. Для специалистов в данной области техники является очевидным, что не обязательно должны использоваться определенные детали, к примеру, имеется множество разных форм осуществления вариантов настоящего изобретения и ни один из вариантов не должен быть истолкован как ограничивающий объем изобретения.
Используемая в описании настоящего изобретения терминология относится только к конкретным иллюстративным вариантам осуществления изобретения и не предназначена быть ограничительной. Когда при описании изобретения используется форма единственного числа, подразумевается также и множественное число, если в контексте изобретения ясно не указано иначе. Термины «содержит», «содержащий», «включающий» и «имеющий» являются инклюзивными и, таким образом, определяют наличие установленных признаков, целых чисел, этапов, операций, элементов и/или компонентов, при этом не исключается наличие или включение одного или нескольких дополнительных признаков, целых чисел, этапов, операций, элементов, компонентов и/или их групп. Приведенные в данном описании этапы осуществления способа, процессы и операции описываются и обсуждаются с иллюстративной целью и не подразумевается какой-либо особый порядок их осуществления, если только не указано иначе. Кроме того, предполагается, что могут быть дополнительные или альтернативные этапы.
Когда элемент или слой упоминается как находящийся «на», «сцепленный с», «соединенный с» или «спаренный с» другим элементом или слоем, он может быть непосредственно на нем, может быть сцепленным, соединенным или спаренным с другим элементом или слоем, или могут присутствовать промежуточные элементы или слои. Однако, когда элемент упоминается как находящийся «непосредственно на», «непосредственно сцепленный с», «непосредственно соединенный с» или «непосредственно спаренный с» другим элементом или слоем, не могут присутствовать какие-либо промежуточные элементы или слои. Подобным образом должны интерпретироваться и другие слова, определяющие отношения между элементами, например «между» и «непосредственно между», «смежный» и «непосредственно смежный» и т.д. Для обозначения всевозможных сочетаний нескольких связанных пунктов в описании изобретения используется «и/или».
Хотя в описании изобретения для обозначения различных компонентов, областей, слоев и/или секций могут использоваться порядковые числительные «первый», «второй», «третий» и т.д., описываемые элементы, компоненты, области слои и/или секции ни в коей мере не ограничиваются данными порядковыми числительными. Указанные порядковые числительные могут быть использованы только с целью отличия одного элемента, компонента, области, слоя или секции от другого элемента, области, слоя или секции. Под числительными, такими как «первый», «второй» и другими подобными им числительными, в данном контексте не подразумевается последовательность или порядок, если только ясно не указано иначе. Таким образом, первый элемент, компонент, область, слой или секцию, обсуждаемые ниже, можно было бы назвать вторым элементом, компонентом, областью, слоем или секцией, не отступая от идей изобретения, претворенных в иллюстративных вариантах его осуществления.
Термины, относящиеся к пространству, такие как «внутренний», «наружный», «ниже», «под», «нижний», «выше», «верхний» и т.п., используемые в описании изобретения, являются поясняющими терминами для определения взаимосвязи одного элемента или признака с другим элементом(ами) или признаком(ами), как проиллюстрировано на чертежах. Относительные пространственные термины могут охватывать разные ориентации элементов устройства в дополнение к ориентации элементов, показанных на чертежах. Например, если устройство на чертежах перевернуть, то элементы, описанные с использованием терминов «под» или «ниже» относительно других элементов или признаков, будут ориентированы «выше» других элементов или признаков. Соответственно, в качестве примера, термин «ниже» может охватывать ориентацию элемента как выше, так и ниже. Устройство может быть ориентировано по-разному (повернуто на 90° или иметь другую ориентацию) и относительные пространственные характеристики, используемые здесь, интерпретируются соответственно.
Что касается всех чертежей, то представленное на них формовочное устройство, согласно идеям настоящего изобретения, обозначено ссылочной позицией 10. На фиг.1 -7 последовательность действий согласно идеям настоящего изобретения показана с иллюстративной целью. Как будет понятно из следующего описания, в формовочном устройстве 10 и в соответствующем способе для одновременного формования и заполнения контейнера С используется готовый жидкий продукт L, обеспечивающий давление, требуемое для расширения нагретой преформы 12 с целью придания ей конфигурации пресс-формы (фиг.7).
Формовочное устройство 10 будет описываться более подробно со ссылкой на фиг.1. Формовочное устройство 10, как правило, содержит пресс-форму, имеющую полость 16, а также источник 20 давления, выдувное сопло 22 и вытяжной стержень 26. В состыкованном состоянии полуформы 30, 32 образуют полость 16 пресс-формы и определяют внутреннюю поверхность 34, профиль которой соответствует требуемому наружному профилю изготавливаемого формованием с раздувом контейнера. Полуформы, образующие полость 16 пресс-формы, способны перемещаться из открытого положения (фиг.1) в закрытое положение (фиг.2), при котором опорное кольцо 38 преформы 12 удерживается на верхнем крае полости пресс-формы. Как известно специалистам в данной области техники, преформа 12, по конфигурации похожая на пробирку, может быть образована из полиэфирного материала, например из полиэтилентерефталата (ПЭТ), и имеет круглое поперечной сечение, причем ее длина, как правило, составляет, приблизительно пятьдесят процентов (50%) высоты результирующего контейнера С. Опорное кольцо 38 предназначено удерживать или позиционировать преформу 12 на различных стадиях изготовления. Например, опорное кольцо 38 может использоваться для удержания преформы 12, может способствовать позиционированию преформы 12 в полости 16 пресс-формы, а также потребитель может использовать опорное кольцо 38 для переноски изготовленного пластикового контейнера С.
Согласно одному из вариантов осуществления изобретения источник 20 давления может быть конфигурирован, не ограничиваясь этим, в виде заправочного цилиндра, коллектора или камеры 42, и содержит механическое поршневое устройство 40, включающее, не ограничиваясь этим, поршень, насос (например, гидравлический насос), либо любое другое столь же подходящее устройство, подвижное в заправочном цилиндре, коллекторе или камере 42. Источник 20 давления имеет входное отверстие 46 для приема жидкого продукта L и выходное отверстие 48 для выпуска жидкого продукта L к выдувному соплу 22. Следует отметить, что во входное отверстие 46 и выходное отверстие 48 источника 20 давления могут быть вмонтированы клапаны. Поршневое устройство 40 способно перемещаться в первом направлении (вверх, как показано на чертежах), в результате чего жидкий продукт L через входное отверстие 46 втягивается в заправочный цилиндр, коллектор или камеру 42, и во втором направлении (вниз, как показано на чертежах), в результате чего жидкий продукт L из заправочного цилиндра, коллектора или камеры 42 поступает к выдувному соплу 22. Может использоваться любой способ перемещения поршневого устройства 40, например пневматический, механический или гидравлический. Входное отверстие 46 источника 20 давления может быть соединено шлангом или трубопроводом с емкостью или резервуаром (не показано), который содержит конечный жидкий продукт L. Следует учесть, что источник 20 давления может иметь другую конфигурацию.
Выдувное сопло 22, в общем, имеет входное отверстие 50 для приема жидкого продукта L, поступающего из выходного отверстия 48 источника 20 давления, и имеет выходное отверстие 56 (фиг.1) для подачи жидкого продукта L в преформу 12. Следует учесть, что конфигурация выходного отверстия 56 сопла 22 соответствует конфигурации участка преформы 12 вблизи опорного кольца 38, благодаря чему выдувное сопло 22 способно легко сопрягаться с преформой 12 для осуществления процесса формования/заполнения. Согласно одному из вариантов осуществления изобретения выдувное сопло 22 имеет отверстие 58, предназначенное для введения скользящего вытяжного стержня 26, используемого для инициирования механической вытяжки преформы 12.
Согласно одному из вариантов осуществления изобретения процесс введения жидкого продукта L в пластиковый контейнер С является термическим процессом, как правило, процессом горячего заполнения. Для осуществления процесса горячего заполнения используют разливочные машины, которые заполняют, как правило, пластиковый контейнер С жидкостью или продуктом, нагретым до высокой температуры, составляющей приблизительно от 185°F до 205°F (приблизительно от 85°С до 96°С), и закупоривают пластиковый контейнер С крышкой (не показано) до охлаждения. При одной конструкции формовочного устройства жидкость, поступающая через входное отверстие 46, может непрерывно циркулировать в заправочном цилиндре, коллекторе или камере 42, при этом жидкость может нагреваться до заданной температуры, т.е. нагреваться источником тепла (не показано), который установлен выше по ходу входного отверстия 46. Пластиковый контейнер С может подойти для любой высокотемпературной пастеризации или для осуществления процессов заполнения с автоклавированием, а также для осуществления других тепловых процессов. Согласно другому варианту осуществления изобретения в пластиковый контейнер С может быть введен жидкий продукт L, имеющий температуру окружающей среды или низкую температуру. Соответственно, в качестве примера, пластиковый контейнер С может быть заполнен жидкостью, имеющей температуру окружающей среды или низкую температуру, составляющую приблизительно от 32°F до 90°F (приблизительно от 0°С до 32°С), и, предпочтительнее, составляющую приблизительно 40°F (приблизительно 4,4°С).
Иллюстративный способ одновременного формования и заполнения пластикового контейнера С будет описываться далее со ссылкой на все прилагаемые чертежи. Прежде всего, преформа 12 вводится в полость 16 пресс-формы. Согласно одному из вариантов осуществления изобретения преформа 12, нагретая до температуры, составляющей приблизительно от 190°F до 250°F (приблизительно от 88°С до 121°С), вводится в полость 16 пресс-формы при помощи механизма (не показано). После введения преформы 12 в полость 16 пресс-формы может быть приведено в действие поршневое устройство 40 источника 20 давления, чтобы поступающий через входное отверстие 46 жидкий продукт L затягивался в заправочный цилиндр, коллектор или камеру 42. Затем полуформы 30, 32 смыкаются, охватывая преформу 12 (фиг.2). Выдувное сопло 22 приспособлено для формирования уплотнения на концевом участке преформы 12. С целью повышения кристалличности материала результирующего контейнера полость 16 пресс-формы может быть нагрета до температуры, составляющей приблизительно от 250°F до 350°F (приблизительно от 93°С до 177°С). Согласно другому варианту осуществления изобретения полость 16 пресс-формы может иметь температуру окружающей среды или низкую температуру, составляющую приблизительно от 32°F до 90°F (приблизительно от 0°С до 32°С). При этом поршневое устройство 40 продолжает затягивать жидкий продукт L в заправочный цилиндр, коллектор или камеру 42.
На фиг.3 показан вытяжной стержень 26, введенный в преформу 12 для инициирования процесса механической вытяжки. На данном этапе жидкий продукт L по-прежнему затягивается в заправочный цилиндр, коллектор или камеру 42. Как показано на фиг.4, в процессе вытягивания преформы 12 посредством вытяжного стержня 26 происходит утонение боковых стенок преформы 12. Объем жидкого продукта L в заправочном цилиндре, коллекторе или камере 42 увеличивается до достижения соответствующего объема, необходимого для осуществления процесса формования и заполнения результирующего контейнера С. На данном этапе клапан, установленный во входном отверстии, 46 источника 20 давления, закрыт.
На фиг.5 показано поршневое устройство 40, продвигающееся вниз (на фазе движения) с целью обеспечения быстрой передачи жидкого продукта L из заправочного цилиндра, коллектора или камеры 42 к преформе 12. К тому же, поршневое устройство 40 может быть приведено в действие любыми подходящими средствами, создающими, например, пневматическое, механическое и/или гидравлическое давление. Согласно одному из вариантов осуществления изобретения гидравлическое давление внутри преформы 12 может достигать приблизительно от 0,7 МПа до 4,1 МПа. Жидкий продукт L принуждает преформу 12 расширяться в полости 16 пресс-формы к внутренней поверхности 34. Остаточный воздух может быть выпущен через канал 70, образованный в вытяжном стержне 26 (фиг.5).
На фиг.6 показано поршневое устройство 40, завершившее фазу движения, в результате чего соответствующий объем жидкого продукта L полностью переместился и заполнил отформованный, таким образом, пластиковый контейнер С. Вытяжной стержень 26 теперь может быть удален из полости 16 пресс-формы, при этом продолжается выпуск остаточного воздуха. Вытяжной стержень 26 может быть разработан так, чтобы при его удалении из полости 16 пресс-формы вытеснялся определенный объем жидкого продукта L и, таким образом, достигался требуемый уровень заполнения жидким продуктом L результирующего пластикового контейнера С и/или создавалось требуемое свободное пространство над продуктом. Как правило, требуемый уровень заполнения (и/или свободное пространство над продуктом) может соответствовать или почти соответствовать уровню опорного кольца 38 пластикового контейнера С.
Альтернативно, давление при подаче жидкого продукта L для осуществления цикла формования может быть постоянным или изменяющимся. Например, в процессе осевой вытяжки преформы 12 давление при подаче жидкого продукта L может быть меньше, чем давление, оказываемое для расширения преформы 12 в полости 16 пресс-формы, по существу, до внутренней поверхности 34 пресс-формы, определяющей окончательную конфигурацию пластикового контейнера С. Например, указанное низкое давление Р1 может быть равно давлению окружающей среды или может превышать давление окружающей среды, но всегда меньше, чем последующее высокое давление Р2. Длина преформы 12, вытянутой в осевом направлении в полости 16 пресс-формы, приближена к окончательной длине результирующего пластикового контейнера С. Одновременно или сразу после вытяжки преформы 12, осуществляется общее расширение преформы в радиальном направлении под действием низкого давления Р1. Низкое давление Р1, предпочтительно, составляет приблизительно от 0,7 МПа до 1,05 МПа и может поддерживаться в течение заданного промежутка времени, например от 0,1 до 0,2 с. Затем осуществляется расширение преформы 12 под действием высокого давления Р2 до достижения контакта преформы 12 с внутренней поверхностью 34 полуформ 30, 32, в результате чего окончательно формируется пластиковый контейнер С. Предпочтительно, высокое давление Р2 составляет приблизительно от 3,4 МПа до 4,1 МПа и может поддерживаться в течение заданного промежутка времени, например от 0,1 до 0,2 с. Результирующий пластиковый контейнер С, изготовленный с применением вышеупомянутого способа, имеет опорное кольцо и круглое основание.
При осуществлении процесса формования пластикового контейнера С, если требуется, можно использовать более одного поршневого устройства. Например, основное поршневое устройство может использоваться для обеспечения низкого давления Р1 на начальном этапе расширения преформы 12, в то время как дополнительное поршневое устройство может использоваться для обеспечения последующего высокого давления Р2, требуемого для дальнейшего расширения преформы 12 до достижения контакта преформы 12 с внутренней поверхностью 34 полуформ 30, 32, в результате чего формируется результирующий пластиковый контейнер С.
На фиг.7 показано, что цикл полностью завершен. Полуформы 30, 32 разведены и выдувное сопло 22 отдалено. Результирующий заполненный пластиковый контейнер С подготовлен к выполнению последующих этапов, таких как укупоривание, маркировка и упаковка. Поршневое устройство 40 теперь может быть приведено в действие для начала следующего цикла втягивания жидкого продукта L через входное отверстие 46 для проведения следующего цикла формования/заполнения пластикового контейнера С. Следует отметить, что формовочное устройство 10 может быть оснащено контроллером для передачи сигналов к различными элементам устройства, хотя на чертежах он не показан. Следовательно, в соответствии с сигналом, передаваемым контроллером, могут быть приведены в действие такие элементы, не ограничиваясь этим, как пресс-форма с полостью 16, выдувное сопло 22, вытяжной стержень 26, поршневое устройство 40 и различные клапаны. Также предусмотрено использование контроллера для корректировки различных параметров указанных элементов согласно конкретному практическому применению.
Следует учесть, что в некоторых вариантах осуществления изобретения заправочный цилиндр, коллектор или камера могут не обеспечить достаточную пространственную оптимизацию или эффективность работы. Кроме того, в некоторых вариантах осуществления изобретения может быть трудно получить и/или проложить маршрут для сжатого воздуха или жидкости от источника до преформы.
По этой причине в других вариантах осуществления изобретения источник 20 давления может представлять собой сервосистему 60, которая, в общем, содержит один или несколько серводвигателей 62, приводимых в действие одним или несколькими контроллерами 64 посредством линии 66. Сервосистема 60 может содержать входное отверстие 46 для приема жидкого продукта L и выходное отверстие 48 для передачи жидкого продукта L к выдувному соплу 22. Серводвигатель 62 может действовать в первом направлении, при этом жидкий продукт L втягивается через входное отверстие 46 и выпускается через выходное отверстие 48 к выдувному соплу 22 (т.е. обеспечивается прямой поток). Серводвигатель 62 в некоторых вариантах осуществления изобретения может также действовать во втором направлении, при этом жидкий продукт L через выходное отверстие 48 вытягивается из выдувного сопла 22 и/или преформы 12 (т.е. обеспечивается обратный поток), что будет здесь обсуждаться более подробно.
Согласно определенным вариантам осуществления изобретения при использовании серводвигателя 62 можно преодолеть некоторые трудности, возникающие при точном дозировании продукта L и/или при дозировании небольших его количеств. В таком случае серводвигатель 62 регулируется, чтобы обеспечивалось точное дозирование сквозного потока продукта L и соответствующая скорость указанного потока. При указанной регулировке и наличии обратной связи можно обеспечить мониторинг и контроль в реальном времени процесса заполнения, включая остановку процесса заполнения в случае обнаруженной проблемы, такой как разрыв. Таким образом, обратная связь может быть сформирована как часть контроллера 64, и может содержать соответствующие датчики, расположенные в любом из возможных мест и обеспечивающие получение достаточных данных для регистрации соответствующего параметра (например, датчики давления, датчики расхода, датчики формы и т.п.). Поскольку в процессе формования изготавливаемого пластикового контейнера очень важным является обеспечение активного контроля давления и величины расхода продукта L, сервосистема 60 особенно хорошо подходит для этих целей.
Следует признать, что сервосистема 60 может функционировать с малым потреблением электроэнергии, следовательно, ее применение выгодно с точки зрения сокращения потребления электроэнергии и общих затрат.
Как обсуждалось здесь, согласно некоторым вариантам осуществления изобретения желательно снизить уровень заполнения отформованного контейнера продуктом, т.е. создать свободное пространство над жидким продуктом L. Указанное свободное пространство над продуктом позволяет предотвратить вытекание жидкого продукта при последующей обработке контейнера и объем отформованного контейнера должен быть немного больше объема заполняющего его жидкого продукта. Согласно некоторым вариантам осуществления изобретения свободное пространство над жидким продуктом создается в результате действия сервосистемы 60 в обратном направлении, благодаря чему из отформованного контейнера удаляется определенное количество жидкого продукта L и в контейнере остается жидкий продукт L, объем которого меньше объема контейнера.
Следует также отметить, что согласно некоторым вариантам осуществления изобретения после отключения источника 20 давления возникает разрыв потока продукта L между источником 20 давления и входным участком контейнера. В некоторых случаях является целесообразным контроль и/или поддержание разрыва потока продукта L, что позволяет предотвратить нежелательное переполнение контейнера, т.е. утечку продукта L. Опять же, сервосистема 60 может быть приведена в действие в обратном направлении для устранения указанного разрыва потока продукта L и предотвращения или, по меньшей мере, минимизации указанных проблем.
Более того, сервосистема 60 может быть приведена в действие в обратном направлении, чтобы создать обратный поток и ограничить разряжение внутри контейнера. Под действием силы разряжения, создавшейся внутри контейнера, стенки контейнера могут втягиваться внутрь, в результате чего контейнер в полости 16 пресс-формы будет отделяться от внутренней поверхности 34 пресс-формы и может произойти быстрое падение давления в питающих линиях и уменьшение объема продукта L в обратном потоке, поступающем через любую систему клапанов к резервуару.
Поскольку рабочий цикл является кратковременным, можно использовать один загрузочный сервомодуль сервомоторной системы 60 для формования и заполнения нескольких преформ 12 одновременно или почти одновременно без ущерба для контроля давления при заполнении и объема заполнения. Таким образом, за счет использования нескольких сервосистем можно сократить количество средств управления и, соответственно, сократить производственные расходы и уменьшить производственные площади. Кроме того, можно сократить эксплуатационные расходы.
Согласно некоторым вариантам осуществления изобретения, в частности, могут применяться разные способы формования и заполнения преформ, для осуществления которых требуется меньшее количество сервосистем. Как описано здесь, фактическая продолжительность заполнения контейнера может находиться, например, в диапазоне приблизительно от 0,3 до 0,6 с. Благодаря поддержанию давления при изготовлении контейнера обеспечивается точность его изготовления.
Согласно некоторым вариантам осуществления изобретения может применяться ступенчатое расположение сервосистем 60, чтобы после процесса одновременного формования и заполнения первого комплекта преформ 12 следовал процесс одновременного формования и заполнения второго комплекта преформ 12. В настоящее время при обычном формовании с раздувом может быть задействовано шесть имеющих полость пресс-форм, при этом рабочий цикл формовочного устройства с шестью имеющими полость пресс-формами составляет 2,6 с. Расчетное время заполнения составляет приблизительно от 0,2 до 0,3 с, и расчетное время повторной подготовки (следующего наполнения заправочного цилиндра) составляет приблизительно 0,4 сек, таким образом, общее время, включающее продолжительность заполнения контейнера и повторного наполнения заправочного цилиндра, может составить приблизительно от 0,6 до 0,7 с. Таким образом, в течение второго рабочего цикла формовочного устройства, продолжительность которого составляет 2,6 с, могут быть заполнены одновременно контейнеры, находящиеся в двух имеющих полость пресс-формах (т.е. в одной трети от шести имеющих полость пресс-форм), и формовочное устройство продвигается вперед, подавая следующие две имеющие полость пресс-формы (т.е. вторую треть от шести имеющих полость пресс-форм) для заполнения контейнеров и обеспечивается повторное наполнение заправочного цилиндра. Соответственно, для повышения пропускной способности одновременно заполняются контейнеры в двух из шести имеющих полость пресс-форм (т.е. в одной трети от шести имеющих полость пресс-форм).
Согласно некоторым вариантам осуществления изобретения предусмотрено несколько заправочных цилиндров, которые функционируют в тандеме, при этом один из цилиндров всегда готов к заполнению контейнера, в то время как другие заправочные цилиндры повторно наполняются. Более того, в некоторых вариантах осуществления изобретения поршень 40 может быть сформирован как двусторонний поршень, который согласно идеям настоящего изобретения одновременно может использоваться для удаления продукта L из цилиндра, расположенного с одной стороны поршня 40, и для затягивания продукта L в цилиндр, расположенный с другой стороны поршня. Поэтому, возвратно-поступательное движение поршня 40 может служить как для операции заполнения контейнера/повторного наполнения заправочного цилиндра, так и для повторного наполнения заправочного цилиндра/заполнения контейнера.
Некоторые дополнительные преимущества, реализованные согласно идеям настоящего изобретения, будут обсуждаться далее.
Объединение процесса формования с раздувом и процесса заполнения, а также использование одной единицы оборудования (формовочного устройства 10) может уменьшить количество погрузочно-разгрузочных операций, соответственно, привести к сокращению капитальных затрат на производство результирующего пластикового контейнера С. Кроме того, производственная площадь, требуемая для проведения процесса формования с раздувом одновременно с процессом заполнения результирующего контейнера С, может быть значительно меньше, чем производственная площадь, требуемая для проведения указанных процессов по отдельности. Таким образом, можно значительно сократить расходы на инфраструктуру.
Благодаря объединению двух процессов в единый процесс можно сократить трудовые и дополнительные затраты (как капитальные, так и издержки), связанные с обработкой контейнеров после изготовления и до их заполнения.
Благодаря объединению процесса формования с раздувом и процесса заполнения в единый процесс, отпадает необходимость в транспортировке бутылок. Транспортировка бутылок, по своей сути, является неэффективным и дорогостоящим процессом. Напротив, транспортировка преформ является значительно более эффективным процессом. Согласно одному из примеров вместимость трейлера при загрузке пустыми бутылками для воды емкостью 500 мл составляет приблизительно 100000 отдельных бутылок. Трейлер того же самого размера может вместить для транспортировки приблизительно 1000000 отдельных преформ, необходимых для изготовления бутылок для воды емкостью 500 мл, таким образом, достигаемые эффекты находятся в соотношении 10:1.
Общеизвестно, что сжатый воздух является неэффективным средством передачи энергии. При применении конечного продукта для обеспечения гидравлического давления, требуемого для формования с раздувом контейнера, необходим насос, эквивалентный насосу вытесняющего действия. Таким образом, при использовании жидкого продукта передача энергии обеспечивается намного более эффективно. При использовании сервосистемы, описанной здесь, эффективность передачи энергии повышается еще больше.
Согласно иллюстративному способу, описанному здесь, преформы после прохождения через печь с температурой свыше 212°F (100°С) могут быть немедленно заполнены и укупорены. Таким образом, существенно снижается возможность воздействия окружающей среды и загрязнения пустого контейнера. Следовательно, значительно сокращаются расходы и упрощается процесс стерильного заполнения.
При проведении горячего заполнения иногда требуется специально разработанная упаковка, выдерживающая в процессе заполнения высокую температуру продукта и противостоящая нагрузкам, возникающим при внутреннем разряжении в результате охлаждения продукта. Для удовлетворения указанных условий может потребоваться увеличение веса контейнера. При жидкостном/гидравлическом формовании с раздувом можно исключить процесс горячего заполнения и, следовательно, можно снизить вес упаковки.
Описанный способ позволяет устранить промежуточные операции и, таким образом, можно избежать затрат, связанных со складским хранением, и/или складами для контейнеров, и/или электропогрузчиками, и/или повреждением продукта и т.д. Кроме того, в общем можно сократить оборотные средства в связи с отсутствием незавершенного производства.
В связи с тем, что процесс формования с раздувом и процесс заполнения связаны более тесно, но остаются двумя отдельными процессами (такими как обычные процессы формования с последующим заполнением), общая эффективность такой системы является произведением эффективностей двух указанных отдельных процессов. Отдельные эффективности, в значительной степени, определяются количеством переходов, при перемещении заготовок в производственном процессе. За счет объединения двух процессов в единый процесс появляется благоприятная возможность минимизировать количество переходов и, соответственно, повысить общую эффективность процесса.
Множество напитков, включая соки, чаи, пиво, и т.д., являются чувствительными к воздействию кислорода и должны быть защищены упаковкой. Многие пластические материалы, используемые для изготовления упаковки, не обладают достаточными барьерными характеристиками для защиты содержимого от воздействия кислорода в течение срока годности упакованного продукта. Существует множество технологий, которые можно применить для придания дополнительных барьерных свойств контейнеру с целью снижения воздействия кислорода и, таким образом, для защиты содержимого упаковки. Одна из наиболее распространенных технологий заключается в введении поглотителя кислорода в стенку бутылки. Такой поглотитель может быть введен непосредственно в преформу. Относительно массивная стенка преформы удерживает поглотитель до осуществления процесса формования с раздувом контейнера. Однако, как только контейнер отформован с раздувом, площадь поверхности стенки увеличивается и уменьшается толщина стенки. В результате намного сокращается путь кислорода до контакта и взаимодействия с активным материалом поглотителя. Существенный расход поглотителей кислорода может начаться, как только контейнер изготовлен формованием с раздувом. Если контейнер отформован и заполнен одновременно, то поглотитель кислорода расходуется на защиту продукта в течение всего срока годности продукта, если отформованный контейнер является пустым в ожидании заполнения, то поглотитель расходуется впустую.
Способ, описанный здесь, может быть особенно эффективен при заполнении контейнеров, например, изотоническими продуктами, соками, чаем и другими продуктами, которые восприимчивы к биологическому загрязнению. К тому же, заполнение контейнеров указанными продуктами, как правило, проводят в окружающей среде с регулируемой стерильностью. С коммерческой точки зрения, как правило, используются два способа достижения необходимой стерильности окружающей среды. В Европе для заполнения контейнеров напитками указанного типа используется, в основном, способ заполнения контейнеров в стерильной окружающей среде. Процесс заполнения контейнеров осуществляется в чистой комнате. Все компоненты продукта, а также упаковка должны стерилизоваться до заполнения контейнера. После заполнения продуктом контейнер укупоривается для предотвращения любой возможности введения бактерий в продукт до момента его потребления. Процесс является дорогостоящим в связи с затратами на организацию и проведение процесса. Также, всегда имеется риск проникновения бактериального загрязнителя через функциональную защиту и загрязнения продукта.
В Северной Америке из существующих способов заполнения контейнеров чувствительными к загрязнению напитками предпочтительным является горячее заполнение. При осуществлении указанного процесса контейнер заполняют напитком, нагретым до температуры, при которой уничтожаются любые присутствующие бактерии. Контейнер может быть укупорен пока введенный в него продукт является горячим. Один из недостатков этой технологии состоит в том, что изготовленные контейнеры должны быть более массивными, чтобы могли выдерживать высокую температуру вводимого продукта и разряжение, которое, в конечном счете, возникает в контейнере, пока продукт охлаждается. Также, процесс формования с раздувом является более сложным и поэтому более дорогостоящим по сравнению с процессом формования без термоусадки. Описанное здесь изобретение позволяет значительно снизить затраты и упростить заполнение контейнеров микробиологически чувствительными продуктами и напитками. При объединении процесса формования с раздувом и процесса заполнения имеется возможность нагрева преформ до температуры 212°F (100°С) в течение достаточного промежутка времени, необходимого для уничтожения любых биологических загрязнителей. Если в качестве среды для формования контейнера используется стерильный продукт и контейнер немедленно укупоривается, то процесс заполнения является очень недорогим стерильным процессом с весьма малой возможностью загрязнения продукта.
Указанный процесс может применяться для производства множества разных бутилированных продуктов. Продукты, такие как молочные продукты, ликер, бытовые моющие средства, приправы для салатов, соусы, пасты, сиропы, пищевые масла, товары личной гигиены и другие товары, могут быть бутилированы с применением указанного способа. В настоящее время для упаковки многих из указанных продуктов используются отформованные с раздувом ПЭТ-контейнеры, а также используются пластиковые контейнеры, изготовленные экструзионным формованием, стеклянные бутылки и/или банки. Благодаря описанному способу можно значительно повысить экономичность процессов изготовления и заполнения упаковок.
Несмотря на то, что большая часть описания была сосредоточена на производстве ПЭТ-контейнеров, предполагается, что другие полиолефиновые материалы (например, полиэтилен, полипропилен и т.д.), а также множество других пластических материалов могут быть обработаны с использованием идей, которые здесь обсуждались.
Вышеприведенные варианты осуществления изобретения описывались исключительно с иллюстративной целью и не являются исчерпывающими или ограничивающими настоящее изобретение. Отдельные элементы или признаки конкретного варианта осуществления изобретения, в общем, не ограничиваются указанным конкретным вариантом, но при его осуществлении являются взаимозаменяемыми и могут использоваться в выбранном варианте осуществления изобретения, даже если специально не указано или описано. Равным образом, могут быть внесены различные изменения в варианты осуществления изобретения. Указанные изменения не должны расцениваться как отклонение от изобретения и предполагается, что все подобные модификации находятся в пределах объема изобретения.
Реферат
Изобретение относится к устройству и способу одновременного формования и заполнения пластикового контейнера. Внутренняя поверхность пресс-формы определяет полость для вмещения преформы. Источник давления представляет собой сервосистему, которая имеет входное отверстие. Под действием сервосистемы жидкость втягивается через входное отверстие и принудительно направляется в преформу. Выдувное сопло предназначено для приема жидкости из источника давления и направления жидкости под высоким давлением в преформу, в результате чего преформа принудительно расширяется в полости пресс-формы до внутренней поверхности пресс-формы и формируется результирующий контейнер. Жидкость остается внутри контейнера в качестве конечного продукта. Изобретение обеспечивает повышение производительности формования и одновременного заполнения пластикового контейнера. 2 н. и 20 з.п. ф-лы, 8 ил.
Формула
полость пресс-формы, определяющую внутреннюю поверхность и предназначенную для вмещения преформы;
источник давления, снабженный сервосистемой, выполненной с возможностью действия в первом направлении, при котором жидкость втягивается через входное отверстие, и во втором направлении, при котором жидкость принудительно направляется к преформе; и
выдувное сопло, предназначенное для приема поступающей из источника давления жидкости и направления этой жидкости под давлением в преформу для принудительного расширения преформы в полости пресс-формы до внутренней поверхности пресс-формы и формирования результирующего контейнера, причем жидкость остается внутри результирующего контейнера в качестве конечного продукта.
несколько полостей пресс-форм, каждая из которых определяет внутреннюю поверхность и предназначена для вмещения преформы;
источник давления, снабженный единственной сервосистемой, функционально связанной с несколькими полостями пресс-форм для доставки жидкости, по меньшей мере, к одной из нескольких полостей пресс-форм, причем единственная сервосистема выполнена с возможностью действия в первом направлении, при котором жидкость втягивается через входное отверстие, и во втором направлении, при котором жидкость принудительно направляется, по меньшей мере, к одной преформе, связанной с по меньшей мере одной из нескольких полостей пресс-форм; и
выдувное сопло, предназначенное для приема поступающей из источника давления жидкости и направления этой жидкости под давлением в преформу для принудительного расширения преформы до внутренней поверхности полости пресс-формы и формирования результирующего контейнера, причем жидкость остается внутри результирующего контейнера в качестве конечного продукта.
Документы, цитированные в отчёте о поиске
Механизм с дутьевой головкой (варианты)
Комментарии