Конструкция крепления компонентов - RU2562294C2
Код документа: RU2562294C2
Чертежи










Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится в общем к конструкции для крепления одного компонента относительно другого компонента.
Уровень техники
Резервуары могут включать компоненты, находящиеся в пределах их внутреннего объема или соединенные с их внешней частью. Например, топливные резервуары для транспортных средств обычно включают топливный насос, один или более клапанов, датчик уровня топлива и возможно другие компоненты, размещенные внутри топливного резервуара. Компоненты могут быть закреплены на державке или другой опоре, которая размещается в топливном резервуаре, или компоненты могут быть прикреплены к фланцу, который крепится на уже образованной стенке топливного резервуара, например, зажимом или резьбовым соединением.
Сущность изобретения
Способ соединения компонента с формованным изделием может включать этапы, на которых размещают компонент смежно стенке формуемого изделия, перекрывают участок этого компонента с участком стенки формуемого изделия, пока стенка еще является частично расплавленной, и обеспечивают охлаждение стенки формуемого изделия с указанным участком компонента, еще перекрытым стенкой. Предпочтительно, участок компонента перекрывается на двух сторонах стенкой формуемого изделия, чтобы прочно удерживать компонент относительно изделия после образования изделия. Изделие может быть резервуаром или другим объектом, при необходимости.
Способ формования формованного изделия с компонентом, прикрепленным к изделию, может включать несколько этапов, на которых:
обеспечивают расплавленную заготовку в формообразующей полости, определенной по меньшей мере двумя формами;
формируют заготовку в формообразующей полости;
разрезают по меньшей мере участок заготовки;
отделяют по меньшей мере две формы, чтобы также отделить участки разрезанной заготовки и открыть доступ к внутренней области заготовки;
размещают компонент смежно стенке заготовки;
перекрывают участок компонента с участком стенки заготовки, пока стенка еще является по меньшей мере частично расплавленной; и
закрывают указание по меньшей мере две формы для образования замкнутой формообразующей полости и соединения вместе снова разрезанных участков заготовки. Таким образом, заготовка может быть открыта для обеспечения приема одного или более компонентов в пределах внутренней области заготовки и закрыта для уплотнения разрезанных участков заготовки вместе для окончательного формования и отверждения.
В одном варианте, система для крепления компонента к резервуару может включать форму, определяющую часть формовочной поверхности, по которой формуется резервуар, и по меньшей мере одну полость под инструмент, открытую к формовочной поверхности, причем инструмент размещен по меньшей мере частично внутри полости под инструмент и перемещается относительно формовочной поверхности от отведенного положения в выдвинутое положение. Инструмент может иметь рабочую поверхность, которая зацепляет материал, образующий резервуар, по меньшей мере когда инструмент перемещается в его выдвинутое положение для перекрытия участка компонента с материалом, образующим резервуар для удержания указанного компонента в требуемом положении относительно резервуара.
Краткое описание чертежей
Следующее далее подробное описание примерных вариантов выполнения и наилучшего варианта выполнения будут представлены со ссылкой на сопровождающие чертежи, на которых:
Фиг. 1 представляет собой вид в поперечном сечении одного примерного варианта выполнения устройства раздувного формования, которое может быть использовано для формования резервуара;
Фиг. 2 представляет собой вид в поперечном сечении устройства раздувного формования, показанного на фиг. 1, иллюстрирующий компонент, размещенный между отделенными половинами заготовки, и формой для раздувки, и соединенный с заготовкой;
Фиг. 3A представляет собой фрагментарный вид сбоку в местном разрезе, показывающий компонент, находящийся внутри гнезда формы, и инструменты до зацепления заготовки;
Фиг. 3В представляет собой вид, подобный фиг. 3A, показывающий инструменты, зацепляющие заготовку для перекрытия участка компонента с заготовкой;
Фиг. 4 представляет собой фрагментарный вид в разрезе одной примерной конструкции заготовки;
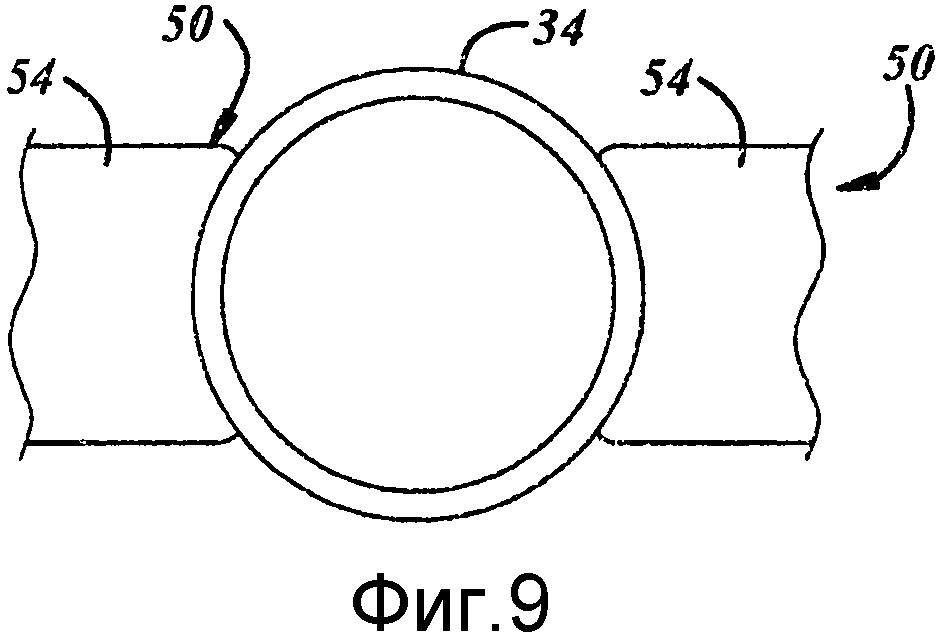
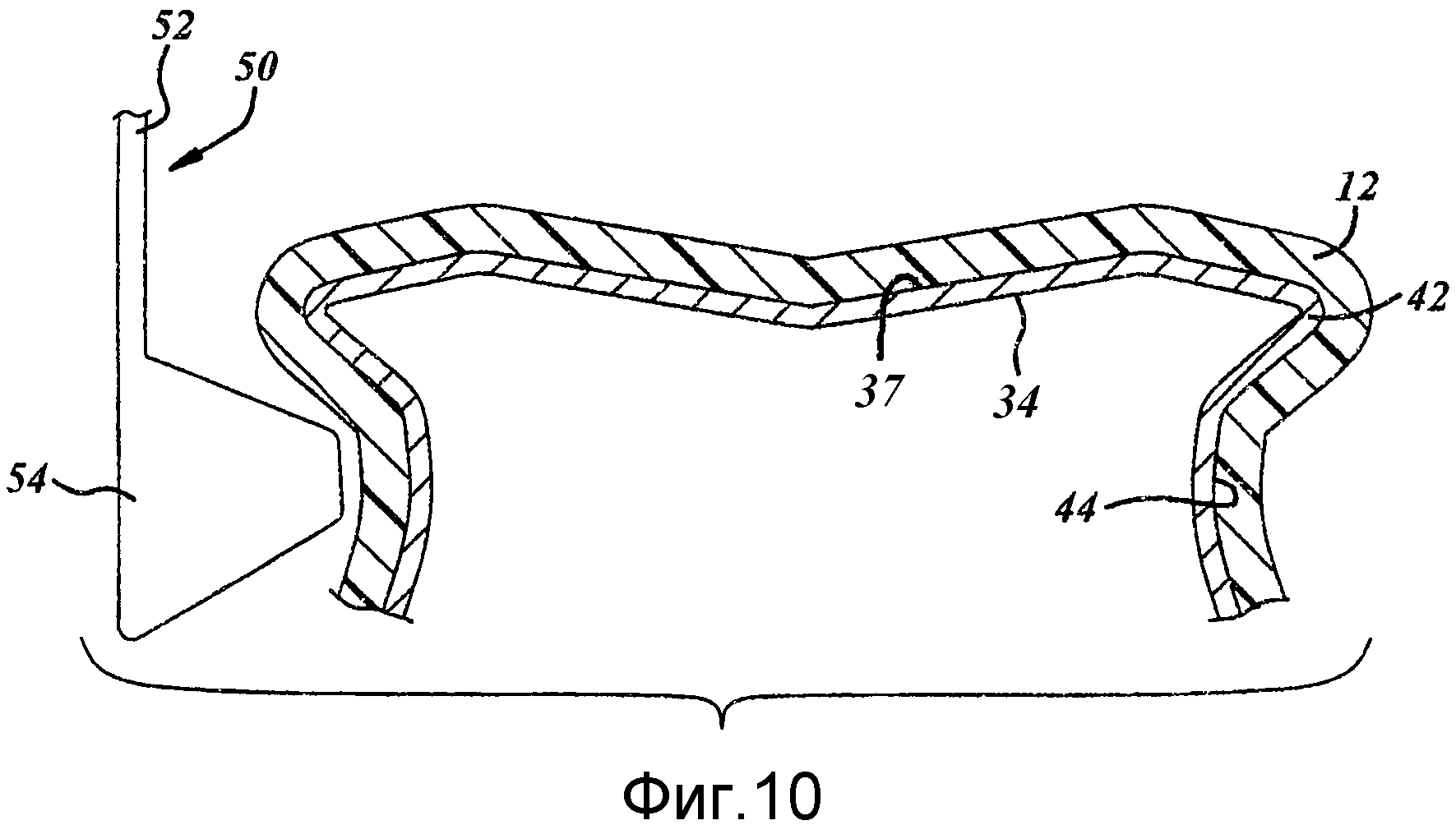
Фиг. 5-10 представляют собой схематические виды сверху, показывающие различные примерные варианты выполнения инструментов; и
Фиг. 11 и 12 представляют собой виды сверху, показывающие различные варианты выполнения компонента.
Подробное описание предпочтительных вариантов выполнения
Ссылаясь более подробно на чертежи, фиг. 1 иллюстрирует устройство 10 раздувного формования, которое может быть использовано для формования изделия из расплавленной заготовки 12. В одном варианте выполнения изделие может быть резервуаром, например топливным резервуаром, используемым в топливной системе транспортного средства. Само собой разумеется, резервуар может быть использован с возможностью содержать нечто иное, чем топливо. В данном примере топливного резервуара, топливный резервуар может включать одну или более стенок 14, определяющих внутренний объем 16, в котором содержится топливо. Стенка(и) 14 топливного резервуара может(гут) быть образованы из любого(ых) пригодного(ых) материала(ов). В одном варианте, топливный резервуар может быть образован из нескольких слоев полимерных материалов в так называемом «многослойном» топливном резервуаре. Как показано на фиг. 4, различные слои могут включать один или более структурных слоев, которые могут образовывать внутренний и внешний слои 17, 18, образованные из HDPE или т.п., один или более адгезивных слоев 20 и один или более защитных слоев 22, имеющих требуемое сопротивление прониканию через них гидрокарбоната или других паров или жидкостей, связанных с текучей средой, содержащейся внутри топливного резервуара. Примерные материалы защитных слоев включают нейлон и EVOH (этилен-виниловый спирт), хотя могут быть использованы и другие. Альтернативно, резервуар может быть образован из одного материала или может иметь слои в дополнение к или отличные от тех, которые конкретно отмечены здесь.
При формовании полого резервуара, например топливного резервуара, заготовка может быть введена в устройство 10 раздувного формования, имеющее формообразующую полость, определенную одной или более формами 24, 26, совместно определяющими формовочную поверхность 28, по которой заготовка 12 раздувается введением сжатого газа через иглу 30 для подачи воздуха. В одном варианте выполнения могут быть использованы устройство и способ, изложенные в патентной заявке US №12/491964, поданной 25 июня 2009, при этом раскрытие этой заявки включено здесь во всей ее полноте путем ссылки. В общем, заготовка 12 может быть сначала отформована раздувкой, и затем разделена на две половины, например, пригодными режущими устройствами 32. Формы 24, 26 с разрезанными половинами в них далее могут быть открыты, как показано на фиг. 2. В этом положении компоненты могут быть вставлены между отделенными формой и половинами заготовки до соединения снова вместе половин заготовки для окончательного формования резервуара. Таким образом, различные компоненты 34 могут быть размещены в пределах внутреннего объема резервуара или с соответственным преобразованием формы 24, 26 могут быть размещены на внешней части резервуара или иначе удерживаться на ней.
В одном варианте выполнения, который показан на фиг. 2, 3A и 3B, по меньшей мере один участок формы 24, 26 включает гнездо 36, выполненное с возможностью принимать по меньшей мере участок компонента 34, соединяемый с резервуаром. Форма 24, 26 также может включать одно или более отверстий или проходов 38 под инструмент, которые ведут к гнезду 36. Гнездо 36 может быть образовано в формовочной поверхности 28 формы и может определять часть формовочной поверхности формы. Проходы 38 под инструмент могут быть образованы в форме 25, 26 так, что они открываются непосредственно (или аксиально) к внутренней области формы. Или, как показано на фиг. 3A и 3B, проходы 38 под инструмент могут быть глухими отверстиями или иначе ограничивать в общем радиальный доступ к гнезду 36 и могут определять внутрь продолжающийся фланец 40, который показан на фиг. 3A и 3B. В этом варианте проходы 38 под инструмент могут быть образованы от противоположной стороны формы 24, 26, как формовочной поверхности 28, и могут перекрывать или пересекать или иначе открывать или быть открытыми в гнездо 36. Гнездо 36 может быть образовано правым цилиндрическим глухим отверстием или имеющим любую другую форму и ориентацию, и проходы 38 под инструмент могут быть образованы прямым глухим отверстием и параллельно гнезду. Само собой разумеется, что могут быть использованы другие конструкции.
В одном варианте выполнения, например, который показан на фиг. 2, 3A и 3B, компонент 34 может включать концевую поверхность 37 и радиально наружу продолжающийся фланец 42, который определяет часть подреза, гнезда или полости 44, смежной с фланцем. Компонент 34 может включать второй фланец 46 или другую поверхность, которая определяет шейку 48 между двумя фланцами 42, 46. Гнездо 36 в форме 24, 26 может быть достаточно глубоким для обеспечения по меньшей мере частичного приема фланца 42 в гнезде 36 и размещения полости 44 компонента 34 по меньшей мере частично в гнезде 36. Компонент 34 может иметь по существу другую форму. Некоторые типичные формы показаны, например, на фиг. 3, 11 и 12, но возможны и многие другие. Фланец 42 необязательно является непрерывным по окружности. Более того, фланцы 42 или 46 обеспечивать необязательно. Полость 44, обеспеченная в компоненте 34, в которую по меньшей мере частично перемещается материал заготовки, не обязательно является непрерывной по окружности или продолжающейся от начала до конца вокруг компаунда. Точнее, полость может включать одну или несколько полостей, подрезов, канавок, щелей или т.п., которые могут быть обеспечены в компоненте для приема части материала заготовки, которая перемещается в ней инструментами. При этом такие полости могут быть разнесены по внешней части компонента в любой требуемой конфигурации.
Один или более инструментов 50 могут быть размещены в проходе 38 под инструмент (или проходах) смежно гнезду 36 и подвижно относительно гнезда 36. Каждый инструмент 50 может включать рычаг 52 и рабочий конец 54, удерживаемый рычагом 52 и выполненный с возможностью зацеплять заготовку 12. Инструменты 50 могут быть перемещены из первого положения, отведенного от компонента, как показано на фиг. 3A, и второго положения, выдвинутого по направлению к компоненту, как показано на фиг. 3В. Инструменты 50 могут приводиться в движение между и в их отведенное и выдвинутое положения одним или более приводами 56. Само собой разумеется, что инструменты 50 могут использоваться вручную. Инструменты 50 могут приведены в движение вдоль прямолинейного пути, в общем перпендикулярного оси 58 гнезда 36, или они могут быть приведены в движение вдоль любого пригодного пути между отведенным и выдвинутым положениями, как в общем обсуждалось выше (например, они могут поворачиваться вдоль дугообразного пути, вращаться или совершать совокупное движение вдоль множественных путей перемещения, при необходимости).
Как лучше всего видно на фиг. 3A и 3B, вставка компонента 34 в гнездо 36 зацепляет концевую поверхность 37 компонента с заготовкой и также может смещать смежный участок заготовки 12, который еще является по меньшей мере частично расплавленным и податливым, в гнездо 36 и за инструменты 50. В связи с этим, когда инструменты 50 продвигаются из их отведенного положения, показанного на фиг. 3A, в их выдвинутое положение, показанное на фиг. 3В, участок заготовки перемещается к компоненту 34 и/или в полость(и) 44 компонента 34 инструментами 50 так, что участок компонента 34 перекрывается участком стенки заготовки 12. То есть участок стенки заготовки сгибается под участок компонента так, что по меньшей мере участок компонента 34 размещается или захватывается между двумя участками стенки заготовки, при этом стенка заготовки размещается смежно противоположным поверхностям или сторонам компонента. Материал заготовки может быть достаточно нагрет для выполнения скрепления или сваривания материала заготовки с материалом компонента 34, который может быть образован из пригодного совместимого полимерного материала. Разумеется, такое сваривание или скрепление может быть необязательным для эффективного соединения компонента 34 с заготовкой 12 и окончательно образованным резервуаром с учетом способа, в котором стенка заготовки перекрывается с компонентом.
После окончательного получения и охлаждения заготовки 12, компонент 34 остается по меньшей мере частично захваченным или перекрытым стенкой заготовки для закрепления положения компонента 34 относительно готового резервуара. Снова, в варианте выполнения, показанном на Фиг. 2, 3A и 3B, компонент 34 крепится смежно внутренней поверхности стенки заготовки 12 так, что компонент 34 продолжается в и связывается с внутренним объемом резервуара. После истечения требуемого времени в его выдвинутом положении инструменты 50 перемещаются в их отведенное положение так, что рабочие концы 54 инструментов 50 находятся на расстоянии от заготовки 12 и компонента 34 для обеспечения удаления заготовки с прикрепленным к ней компонентом 34 из гнезда 36 и формы 24, 26. Далее половины заготовки могут быть соединены вместе, например свариванием, для образования резервуара или другого изделия, или половины заготовки могут быть соединены до того, как инструменты 50 переместятся в их отведенное положение или в любое другое время.
Как показано на фиг. 5 и 6, один или более инструментов 50 могут быть обеспечены с возможностью смещения участков заготовки относительно компонента с возможностью перемещения разнесенных участков заготовки в одну или более полостей компонента для более прочного соединения компонента с заготовкой. Тогда как показаны два и три инструмента 50, по существу любое количество инструментов 50 может быть использовано при необходимости для выполнения соединения между компонентом 36 и заготовкой 12. Инструменты 50 могут быть одинаково или неодинаково разнесены по окружности, при необходимости. Фиг. 7-9 иллюстрируют инструменты, имеющие рабочие концы 54 с различной формой или поверхности, которые могут смещать материал заготовки различным образом относительно компонента. Любая требуемая форма рабочих концов 54 может быть использована в дополнение к использованию любого требуемого количества инструментов для обеспечения требуемого перемещения материала заготовки и захвата компонента 34 в материале заготовки. При использовании инструментов 50 с концевыми поверхностями, имеющими различные формы, только очень малый участок компонента может быть перекрыт материалом заготовки, или по существу весь фланец (или другой участок компонента) может быть захвачен внутри материала заготовки, при необходимости. Кроме того, фиг. 10 иллюстрирует, что рабочие концы могут иметь различную форму и конфигурацию в главным образом аксиальном направлении, то есть они могут иметь большую толщину для перемещения большей аксиальной длины материала заготовки относительно компонента, по сравнению с относительно тонкой плоской поверхностью. Таким образом, компонент 34 и инструмент(ы) 50 могут быть выполнены в широком спектре конфигураций и конструкций для облегчения крепления компонента к стенке заготовки во время процесса формования.
Соответственно, способ соединения компонента с формуемым изделием может включать этапы, на которых: размещают компонент смежно со стенкой формуемого изделия, сгибают стенку заготовки под участок компонента, при этом стенка еще является по меньшей мере частично расплавленной, и обеспечивают охлаждение стенки формуемого изделия с участком компонента, еще перекрытым стенкой. Формованное изделие может иметь по существу любую форму и конструкцию и не обязательно является полым или полностью полым. Описание примерного резервуара, полученного раздувным формованием, не предназначено для ограничения применений и конструкций, в которых указанные способ и устройство могут быть применены. Компонент может принимать многие формы, включать скобы или другие устройства, которые всего лишь поддерживают другой компонент.
Тогда как раскрытые здесь варианты осуществления изобретения являются предпочтительными, возможны и многие другие. Например, гнездо 36 в форме 24, 26 может быть необязательным. Если гнездо 36 не обеспечено, инструменты 50 могут быть изначально отведены до тех пор, пока компонент не разместится смежно стенке заготовки, и далее инструменты могут быть выдвинуты по направлению к компоненту для перемещения участка стенки заготовки вокруг края компонента и далее внутрь для сгибания материала в полость или вокруг края компонента. Инструмент может выдвигаться или отводиться прямолинейно (например, первое прямолинейно перемещение вперед и второе прямолинейное перемещение внутрь по направлению к компоненту) вдоль поворотного или дугообразного пути или любым другим целесообразным путем. Здесь не предполагается указывать все возможные эквивалентные варианты или ответвления изобретения. Понятно, что выражения, используемые здесь, являются только описательными, а не ограничивающими, и что различные изменения могут быть выполнены без отклонения от идеи и объема охраны изобретения, определенных в прилагаемой формуле изобретения.
Реферат
Изобретение относится к способу соединения компонента с формованным изделием. Способ включает этапы, на которых: размещают компонент смежно стенке формуемого раздувом изделия, перекрывают участок компонента участком стенки формуемого изделия, пока этот участок стенки еще является по меньшей мере частично расплавленным, смещая участок стенки в по меньшей мере одну полость, так что участок компонента размещается между двумя разнесенными участками стенки и обеспечивают охлаждение стенки формуемого изделия с указанным участком компонента, еще перекрытым стенкой. Участок компонента перекрывается на двух сторонах стенкой формуемого изделия для прочного крепления компонента относительно изделия после формования изделия. Изделие может быть резервуаром или любым другим объектом, при необходимости. Изобретение также относится к способу формования формованного изделия с компонентом и системе для крепления компонента к резервуару. Технический результат, достигаемый при использовании способа и системы по изобретениям, заключается в том, чтобы обеспечить надежное крепление компонента к изделию после формования изделия, пока стенка его еще расплавлена. 3 н. и 12 з.п. ф-лы, 13 ил.
Формула
размещают компонент, имеющий по меньшей мере одну полость на внешней части компонента, смежно со стенкой формуемого раздувом изделия;
перекрывают участок компонента участком стенки формуемого раздувом изделия, пока этот участок стенки еще является по меньшей мере частично расплавленным, смещая указанный участок стенки в указанную по меньшей мере одну полость, так что по меньшей мере участок компонента размещается между двумя разнесенными участками стенки для соединения компонента со стенкой; и
обеспечивают охлаждение стенки формуемого раздувом изделия с указанным участком компонента, еще размещенным между разнесенными участками стенки, для закрепления положения компонента относительно стенки.
обеспечивают расплавленную заготовку в формообразующей полости, определенной по меньшей мере двумя формами;
формуют заготовку в формообразующей полости; разрезают по меньшей мере участок заготовки;
отделяют по меньшей мере две формы, чтобы также отделить участки разрезанной заготовки и открыть доступ к внутренней области заготовки;
размещают компонент смежно стенке заготовки;
перекрывают участок компонента участком стенки заготовки, пока этот участок стенки еще является по меньшей мере частично расплавленным, так что по меньшей мере участок компонента захватывается между двумя участками стенки заготовки для соединения компонента со стенкой; и
закрывают указанные по меньшей мере две формы для определения замкнутой формообразующей полости и соединения снова вместе разрезанных участков заготовки.
выдувную форму, определяющую часть формовочной поверхности, по которой резервуар формуется раздувом, и по меньшей мере одну полость под инструмент, открытую в формовочную поверхность; и
инструмент, размещенный по меньшей мере частично внутри полости под инструмент и перемещаемый относительно формовочной поверхности от отведенного положения в выдвинутое положение, причем инструмент имеет рабочую поверхность, которая зацепляет формуемый раздувом материал, образующий резервуар, по меньшей мере когда инструмент перемещается в его выдвинутое положение для перемещения формуемого раздувом материала в по меньшей мере одну полость на внешней части компонента, для прикрепления компонента к резервуару и удерживания в требуемом положении относительно резервуара.
Комментарии