Пластиковый топливный бак с улучшенным сопротивлением ползучести и способ его изготовления - RU2524759C2
Код документа: RU2524759C2
Чертежи


Описание
Изобретение относится к пластиковому топливному баку с улучшенным сопротивлением ползучести и способу его изготовления.
Пластиковые топливные баки, предназначенные для автотранспортных средств, должны соответствовать техническим требованиям, которые определяют максимально допустимые амплитуды прогиба их нижней оболочки. Соответствие отклонениям, указанным в этих технических требованиях, как правило, должно быть выполнено во время испытаний на старение, во время которых бак содержит определенное количество топлива в течение заданного периода времени (обычно несколько недель) и при определенной температуре (обычно 40°C). Целью этих технических требований является проверка того, что автотранспортные средства сохраняют свой клиренс и обеспечивается предотвращение соприкосновения оболочки бака с горячими участками транспортного средства.
В настоящее время пластиковые топливные баки обычно жестко прикрепляются к шасси транспортного средства с помощью пластиковых проушин и закрепляются металлическими хомутами. Последние используют, в частности, на более емких баках, где сложнее обеспечить соответствие нормам по максимально допустимым отклонениям. Тем не менее, использование этих хомутов включает в себя дополнительный этап крепления, так что оно является не очень экономичным.
Более того, гибридные транспортные средства и особенно автомобили, работающие только в электрическом режиме, характеризуются значительным сокращением объемов воздуха для продувки фильтра. В контексте развития топливных систем для применений такого типа предусмотрено создание внутреннего давления в баке, так как образование бензиновых паров уменьшается в зависимости от давления. При давлении от 350 до 450 мбар образование паров практически прекращается. Таким образом, фильтр больше не зависит от изменений температуры окружающей среды. С другой стороны, механическая прочность/сопротивление ползучести бака должны быть увеличены, поскольку возникающие в результате создания внутреннего давления деформации добавляются к деформациям, вызванным весом топлива.
В предшествующем уровне техники были предложены решения с целью повышения механической прочности (в том числе сопротивления ползучести) топливных баков.
Так, в публикации WO 2006/064004 описан способ изготовления пластикового топливного бака с улучшенным сопротивлением ползучести, согласно которому:
a) вставляют в открытую двуполостную форму пластиковую заготовку, содержащую две различные части,
b) внутрь заготовки вставляют сердечник, при этом сердечник несет, по меньшей мере, часть упрочняющего элемента, способного скрепить (создать связь между) две части заготовки,
c) плотно прижимают заготовку к полостям формы (путем продувки через сердечник и/или создания всасывания в полостях),
d) жестко прикрепляют упрочняющий элемент (часть упрочняющего элемента) к, по меньшей мере, одной из частей заготовки с использованием сердечника,
e) извлекают сердечник,
f) снова закрывают форму, в результате чего две полости сводят вместе таким образом, чтобы сцепить две части заготовки по их периферии для спаивания,
g) впрыскивают текучую среду под давлением в форму и/или создают вакуум в полостях формы для плотного прижатия заготовки к полостям формы и
h) открывают форму и извлекают бак.
В данной публикации указано, что упрочняющим элементом может быть любое функциональное устройство или объект, в целом сопряженный с топливным баком при его нормальном использовании или эксплуатации и являющийся достаточно объемным, чтобы доставать от одной стенки до другой. Примером такой особенно подходящей конструкции является модуль бака насос/датчик. Тем не менее, в плоских баках, которые простираются на большую площадь поверхности и/или в некоторых «седловидных» баках (которые содержат, по меньшей мере, два отделения), одного упрочняющего элемента, как правило, недостаточно. Более того, в зависимости от геометрии бака, может случиться так, что модуль находится в месте, где упрочнение не является необходимым или даже возможным. В этом случае бак необходимо упрочнять иным способом (иными способами), обеспечивающим уменьшение рабочего объема бака и/или увеличение его веса. Таким упрочнением может быть, например, упрочнение «выталкивающего» типа при обычном выдувном формовании (т.е. локальное спаивание нижней и верхней стенок бака) или внутреннее упрочнение при двухлистовом выдувном формовании. Эти упрочнения влекут за собой дополнительные расходы и сокращение внутреннего рабочего объема бака.
Настоящее изобретение направлено на решение этих проблем путем создания упрочненного бака особенно простой конструкции, где наличие упрочняющего элемента не приводит к существенному снижению рабочего объема бака и не слишком увеличивает его вес, а, напротив, является конститутивным элементом приспособления, которое играет в баке активную роль, например, выполняет функцию дегазирования, замеров или уловителя топлива.
С этой целью изобретение относится к пластиковому топливному баку, имеющему нижнюю стенку, верхнюю стенку и, по меньшей мере, один упрочняющий элемент, соединяющий эти две стенки, при этом упрочняющий элемент содержит полую пластиковую стойку с отверстием в ее нижней части и отверстием в ее верхней части, причем эти отверстия расположены в таких местах, что они обеспечивают, соответственно, заполнение стойки и ее дегазирование, причем, по меньшей мере, одна часть полой стойки является конститутивным элементом приспособления, играющего в баке активную роль.
Под термином «топливный бак» понимается непроницаемой бак, в котором можно хранить топливо в различных меняющихся условиях окружающей среды и условиях эксплуатации. Примером такого бака является бак, которым оснащены автотранспортные средства.
Топливный бак согласно изобретению выполнен из пластика, то есть изготовлен из материала, содержащего, по меньшей мере, один синтетический смоляной полимер.
Могут быть пригодными все виды пластика. Особенно подходящими являются пластики, которые принадлежат к категории термопластов.
Под термином «термопласт» понимается любой термопластичный полимер, включая термопластичные эластомеры, а также их смеси. Под термином «полимер» понимаются как гомополимеры, так и сополимеры (особенно бинарные или тройные сополимеры). Неограничительными примерами таких сополимеров являются: статистические сополимеры, линейные блок-сополимеры, другие блок-сополимеры и привитые сополимеры.
Часто используемым полимером является полиэтилен. Отличные результаты были получены с использованием полиэтилена высокой плотности (ПЭВП). Предпочтительно, бак также содержит слой непроницаемой для топлива смолы, например, EVOH (частично гидролизованный сополимер этилена и винилацетата). В качестве альтернативного варианта, бак может быть подвергнут поверхностной обработке (фторированию или сульфированию) с целью сделать его непроницаемым для топлива.
Бак согласно изобретению содержит упрочняющий элемент, соединяющий его нижнюю стенку (ту, что расположена лицевой стороной вниз в транспортном средстве и может испытывать ползучесть под тяжестью топлива) с его верхней стенкой (той, что расположена лицевой стороной вверх и мало подвержена воздействию ползучести при эксплуатации либо не испытывает ее совсем).
Этот элемент по определению является жестким, то есть в течение всего срока службы бака он не деформируется более чем на несколько миллиметров, в идеальном случае он деформируется менее чем на 1 мм.
Согласно изобретению этот элемент имеет форму полой стойки, то есть полого тела (стенки, разграничивающей внутренний объем, которая не заполнена ее конститутивным материалом) в целом цилиндрической формы, с площадью поперечного сечения, которая может изменяться по величине, при этом толщина стенки составляет незначительный процент ее общего объема (как правило, от 0,2% до 0,5%). Предпочтительно, он является стойкой в архитектурном смысле этого слова, то есть цилиндрической конструкцией, имеющей большую площадь поперечного сечения на концах и меньшее поперечное сечение в центре (другими словами, поперечное сечение уменьшается от ее концов к ее центру).
Согласно изобретению стойка содержит нижнее отверстие, что позволяет ей быть заполненным топливом, а также верхнее отверстие, что предпочтительно позволяет осуществлять ее дегазирование, по существу, по всему диапазону уровней заполнения бака. Предпочтительно, нижнее отверстие расположено как можно ближе к нижней стенке бака (с учетом производственных ограничений и размеров, необходимых для его эффективности). Аналогичным образом, предпочтительно, верхнее отверстие находится выше максимального уровня заполнения бака, более предпочтительно как можно ближе к верхней стенке бака (принимая во внимание производственные и эксплуатационные ограничения, а также размеры, необходимые для его эффективности).
Как уже упоминалось в предыдущем абзаце, размеры и формы этих отверстий предпочтительно приспособлены таким образом, чтобы они могли эффективно выполнять свою роль. Предпочтительно, форма является, по существу круговой (как правило, ее легче производить на практике), но и другие формы не создают особенных проблем.
Что касается размеров, то они предпочтительно таковы, что:
- заполнение осуществляется с достаточной динамикой (без создания слишком большого перепада давления). Очень подходят отверстия, имеющие диаметр порядка от 5 до 10 мм;
- дегазирование не вызывает падения давления большей величины, чем на наливном отверстии. На практике очень подходит отверстие диаметром от 10 до 15 мм.
Вышеупомянутая упрочняющая стойка может быть выполнена из любого пластика, устойчивого к воздействию топлива, и, если упрочняющий элемент припаян к баку, то он предпочтительно должен быть выполнен из пластика, совместимого с пластиком бака (по меньшей мере, на поверхности).
Может быть пригоден чистый ПЭВП или ПЭВП, заполненный стекловолокном или любым другим типом наполнителя (природным или полимерным волокном), ПОМ, ПЭЭК и т.д. Предпочтительно, что пластиковые стойки производят путем литьевого формования. Существуют также стойки, выполненные их двух материалов, одна часть которой изготовлена из материала, совместимого с ПЭВП, а другая часть изготовлена из материала, имеющего ограниченную деформацию и/или ползучесть (ПОМ, ПА, ПЭЭК, металла и т.д.).
Согласно изобретению, по меньшей мере, одна часть полой стойки является конститутивным элементом приспособления, играющего в баке активную роль (дегазирование, замеры, уловитель топлива и т.д.). Как правило, приспособление, о котором идет речь, включает в себя, по меньшей мере, один активный компонент, размещенный в камере/кожухе, и, предпочтительно, по меньшей мере, часть полой стойки в этом случае образует, по меньшей мере, часть упомянутого кожуха. Другими словами, стенка полой стойки предпочтительно образует, по меньшей мере, часть кожуха приспособления.
Согласно первому предпочтительному варианту изобретения полая стойка содержит в своем внутреннем объеме, по меньшей мере, часть вентиляционной системы, которая соединяет внутреннюю часть бака с внешней частью, как правило, через фильтр или другое очистное устройство. Эта часть может содержать один или несколько компонентов системы вентиляции. Другими словами, в этом варианте приспособление, конститутивным элементом которого является полая стойка, представляет собой часть системы вентиляции бака.
В предпочтительном подварианте это сепаратор жидкости и пара (или LVS), т.е. полый объем, имеющий такую внутреннюю геометрию, что она способствует оседанию капель паров, присутствующих в парах топлива. Сепаратор предпочтительно содержит дренажное устройство, которое может быть пассивным (т.е. таким, которое позволяет уловленной жидкости течь под действием силы тяжести, например, клапан (зонтичный клапан, гравитационный клапан (ГК) или дренажный клапан предотвращения переполнения бака (FLVV)) либо активным (то есть нижняя точка подключена к приему насоса). Как правило, он также содержит задерживающий выступ, например, комплект перегородок, образующих шикану. В этом подварианте часть стенки полой стойки предпочтительно образует боковую стенку сепаратора жидкости и пара (LVS). Другими словами, в этом варианте LVS ограничен камерой с боковой стенкой, образованной, по меньшей мере, частью боковой стенки стойки.
В другом предпочтительном подварианте приспособление представляет собой клапан типа гравитационного (ГК) и/или дренажного клапана предотвращения переполнения бака (FLVV), а встроенный в стойку активный компонент представляет собой поплавок. В этом случае, по меньшей мере, часть полой стойки образует камеру, в которой скользит поплавок.
В этих двух подвариантах сепаратор и клапан обычно соединены с, по меньшей мере, одной вентиляционной линией.
Согласно второму предпочтительному варианту изобретения полая стойка выступает в качестве кожуха для устройства предотвращения переполнения бака (OPD). В этом варианте, по меньшей мере, одна часть полой стойки образует камеру, в которой находится OPD. На входе к этому OPD устройству тогда могут быть подсоединены различные гравитационные клапаны (ГК).
В одном предпочтительном подварианте возможно объединение в стойке функции LVS и функции OPD.
Согласно третьему предпочтительному варианту изобретения полая стойка работает как уловитель топлива (другими словами, приспособление представляет собой уловитель топлива) и с этой целью содержит в своем внутреннем объеме, по меньшей мере, одну точку всасывания для топливного насоса и, что особенно предпочтительно, фильтр, через который насос производит всасывание.
Согласно четвертому предпочтительному варианту изобретения полая стойка содержит емкостный датчик и действует для последнего как защитная камера (то есть образует как бы его защитный кожух). В этом случае его функции следующие:
- фильтровать волновые эффекты (возникающие из-за движения топлива) и, таким образом, снижать шумы измерений уровня топлива,
- защищать измерительный элемент от паразитных емкостей (путем выбора материала для этой цели), а также
- снижать эффект топливной пленки, которая осаждается на чувствительном элементе.
Следует отметить, что различные вышеупомянутые варианты могут быть объединены в одном и том же баке или даже в одной и той же стойке.
Настоящее изобретение также относится к способу изготовления бака, описанного выше.
Как правило, бак представляет собой пластиковый бак, полученный способом экструзионного выдувного формования трубчатой заготовки (возможно, разрезанной на две плоские части для изготовления из них подобия листов) либо путем двухлистового термоформования, при этом данные процессы обычно требуют двуполостной формы, внутренняя конфигурация которой при соединенных вместе полостях, по существу, соответствует внешнему виду бака. Как правило, подходящее устройство позволяет применить вакуум между заготовками (или листами) и полостями для удержания заготовки в форме или даже для способствования формованию.
В первом варианте после извлечения бака из формы и охлаждения в нем проделывают прорезь с тем, чтобы получить отверстие, через которое полую стойку вводят в бак и прикрепляют к крепежному выступу на внутренней поверхности бака, предпочтительно и к его нижней стенке, и к его верхней стенке. Для этой цели может быть пригоден любой тип выступа. В частности, очень подходит выступ типа ласточкин хвост на каждой стенке, в который с возможностью скольжения вставлены концы стойки. Такой выступ описан, например, в патенте EP 875411, содержание которого включено сюда посредством ссылки.
Во втором варианте листы (возможно, полученные в результате резки трубчатой заготовки) подвергают формованию в форме, которая, кроме описанных выше полостей, содержит сердечник, что позволяет прикрепить стойку или крепежную конструкцию этой стойки к (верхней и нижней) стенкам бака во время формования упомянутого бака и, в частности, на этапе d способа, как описано в упомянутой международной публикации.
Под термином «сердечник» понимается часть, по своему размеру и форме подходящая для вставки между полостями формы и предотвращения их спаивания на этапах b)-d) способа, как описано в вышеупомянутой международной публикации. Такая часть описана, например, в патенте Великобритании 1410215, содержание которого включено сюда посредством ссылки.
Сердечник может быть также использован для подачи сжатого газа в форму с целью плотного прижимания заготовки к полостям формы на этапе с) способа, как описано выше, и для прикрепления большей части внутренних компонентов бака.
В первом подварианте стойка разделена на две части, каждая из которых снабжена защелкой (или другим выступом, обеспечивающим быстрое соединение) и прикреплена (спаиванием или заклепыванием) с обеих сторон к заготовке с использованием сердечника, но без их клеммного скрепления. В этом случае для клеммного скрепления двух частей достаточно либо усадки бака после выемки из формы, либо же приложения внешнего давления (вручную или с помощью машин) на стенки бака для выполнения/усиления клеммного скрепления.
Во втором подварианте стойка представляет собой цельную часть, прикрепленную к заготовке с помощью спаивания с обеих сторон внутри заготовки. Тем не менее, этот вариант менее предпочтителен, так как послеформовочная усадка может создать напряжения в точках крепления стойки к баку. В случае спаянного крепления сердечник предпочтительно снабжен держателем, содержащим нагревательный элемент (зеркало, подогреватель и т.п.), что обеспечивает нагревание второго конца (того, что прикрепляют вторым) упрочняющего элемента при спаивании первого конца.
Задачей фиг.1-4 является иллюстрирование некоторых конкретных аспектов изобретения, без стремления каким-либо образом ограничить их объем. На чертежах:
фиг.1 - полая стойка, включающая в себя сепаратор жидкости и пара с пассивным дренажом;
фиг.2 - полая стойка, включающая в себя сепаратор жидкости и пара с активным дренажом;
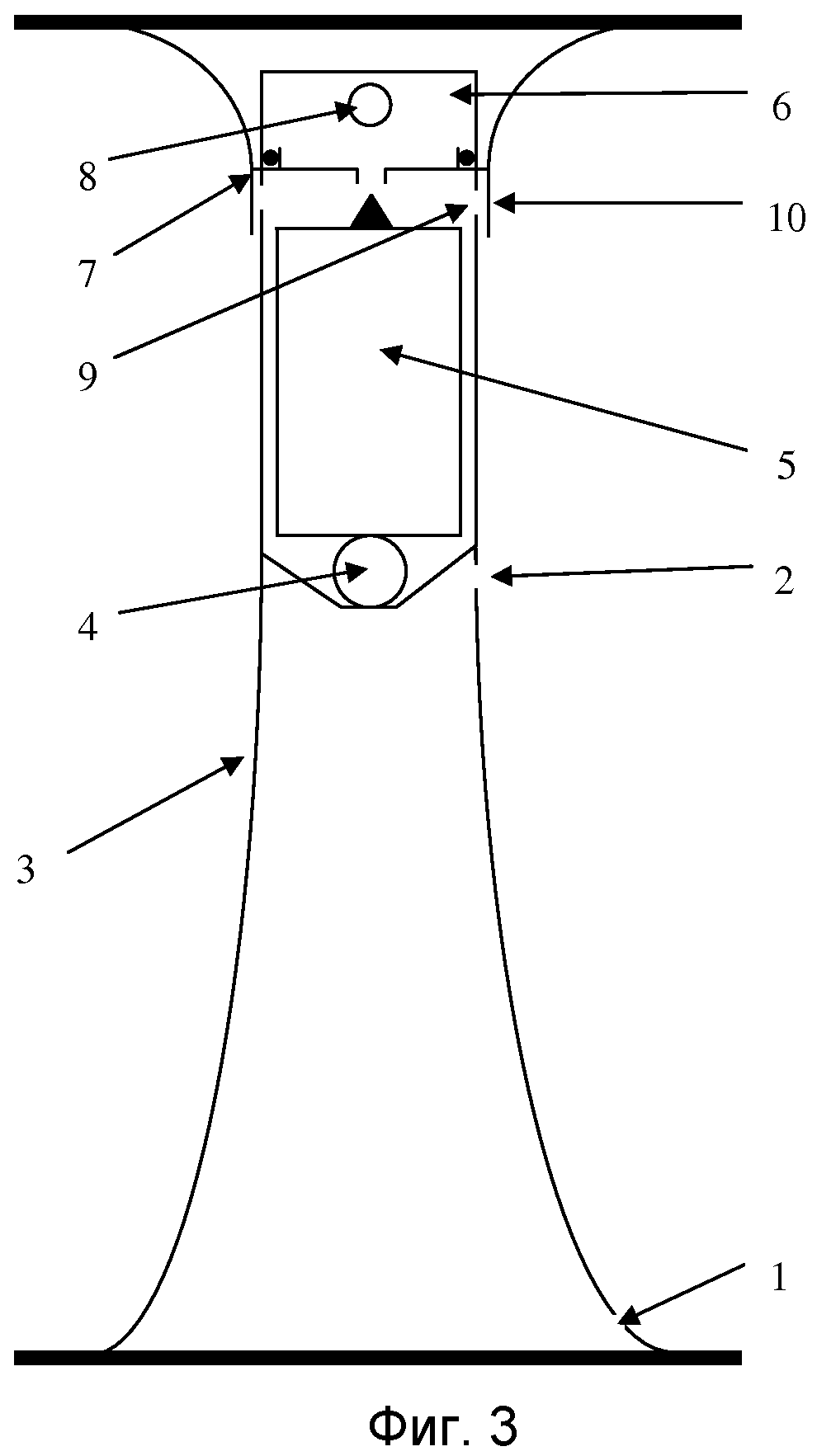
фиг.3 - полая стойка, действующая как корпус вентиляционного клапана; и
фиг.4 - полая стойка, выполняющая роль уловителя топлива.
На чертежах ссылочными позициями 1-3 обозначены идентичные компоненты, а именно, наливное отверстие (1) и дегазационное отверстие (2) для полой стойки (3), предназначенной для использования в качестве упрочняющего элемента в топливном баке (путем присоединения его концов соответственно к нижней стенке и верхней стенке бака, как описано выше).
На фиг.1 видна полая стойка (3), снабженная вентиляционной линией, которая имеет вход (4) и выход (5), открывающиеся в сепаратор (6) жидкости и пара, оснащенный перегородками и зонтичным клапаном (7), что обеспечивает дренаж сепаратора (6), когда вес жидкости, остановленной перегородками, достигает заданного значения. Эта вентиляционная линия предназначена для соединения с фильтром топливного бака (не показаны).
Представленный на фиг.2 вариант стойки также содержит вентиляционную линию (4, 5) и сепаратор (6) жидкости и пара, оснащенный перегородками, однако зонтичный клапан заменен клапаном (7), выполняющим функцию гравитационного клапана (ГК) и/или функцию дренажного клапана предотвращения переполнения бака (FLVV), а также линией (8), подключенной к приему насоса (не показан), что обеспечивает активный дренаж сепаратора (т.е. его дренаж при срабатывании насоса независимо от высоты (веса) жидкости в сепараторе).
Следует отметить, что варианты, представленные на фиг.1 и 2, могут быть «смешаны» применительно, к примеру, к пассивному сепаратору жидкости и пара, дренажное отверстие которого защищено гравитационным клапаном (ГК), а не зонтичной диафрагмой.
Вариант стойки, представленный на фиг.3, фактически представляет собой корпус гравитационного клапана (ГК) и/или дренажного клапана предотвращения переполнения бака (FLVV), хорошо известного специалистам в данной области и содержащего обычные элементы такого клапана, а именно: шар (4) гравитационного клапана (ГК), поплавок (5), верхнюю часть (6), прикрепленную к нижней части стойки (3) с использованием уплотнительного кольца (7), в которую открывается вентиляционная труба (8) и которая сообщается с внутренней частью бака (не показано) через вентиляционное отверстие (9) и, наконец, верхняя часть (10) стойки, которая находится противоположно отверстию (9) для предотвращения проникновения жидкого топлива через это отверстие, в частности, в случае волн. Следует отметить, что шар (4) может быть заменен любым другим элементом, который обеспечивает гравитационную функцию (шар или пружину).
Вариант, проиллюстрированный на фиг.4, содержит предварительный фильтр (4), через который насос подачи топлива (не показан) может производить всасывание через линию (5) всасывания так, что стойка функционирует как уловитель топлива для насоса.
Реферат
Изобретение относится к пластиковому топливному баку и способу его изготовления. Пластиковый топливный бак имеет нижнюю стенку, верхнюю стенку и, по меньшей мере, один упрочняющий элемент, соединяющий эти две стенки. Упрочняющий элемент содержит полую пластиковую стойку, имеющую отверстие в своей нижней части и отверстие в своей верхней части. Отверстия имеют такое местоположение, что они обеспечивают заполнение стойки и ее дегазирование. Бак формуют из расплавленной пластиковой заготовки или расплавленных пластиковых листов, в формованном и охлажденном баке проделывают прорезь, чтобы получить отверстие, через которое вводят стойку. Стойку прикрепляют к выступу на внутренней поверхности бака к его нижней стенке и к его верхней стенке. Достигается увеличение жесткости бака. 3 н. и 14 з.п. ф-лы, 4 ил.
Комментарии