Способ изготовления двухосноориентированных полых изделий - SU605530A3
Код документа: SU605530A3
Чертежи

Описание
го формования заготовки и выдувная форма 8 находится вне траектории движения сердечника 1.
На втором этапе, показанном на фиг.2, форма 2 раскрывается для освобождения сердечника 1 с заготовкой б, который выводится из формы 2. При это оформляющее горлышко заготовки кольцо 9 отводится вместе с сердечником 1 и заготовкой б. Затем на позицию формования под выдувной сердечник 1 перемещается форма предварительного формования 7 заготовки.
На третьем этапе, как показано на фиг.З, выдувной сердечник 1 с кольцом 9 для горлышка вводится в форму 7 предварительного формования, а в каналы 10 сердечника 1 подается под давлением жидкость для частичного расширения заготовки с целью ее отделения от поверхности сердечника. Эта операция необходима для того, чтобы избежать возникновения местных утонений при дальнейшем осевом вытягивании заготовки , которые могут быть обусловлены трением на стенках сердечника.На четвертом этапе, как показано на фиг,4, заготовка вытягивается в осевом направлении за счет перемещения передней части 11 сердечника 1 в осевом направлении под действием поршня 12. Этим обеспечива:ется ориентация заготовки в осевом направлении.
На этом этапе форма 7 предварительного формования заготовки и выдувная форма 8 удалены от дыдувного сердечника 1.
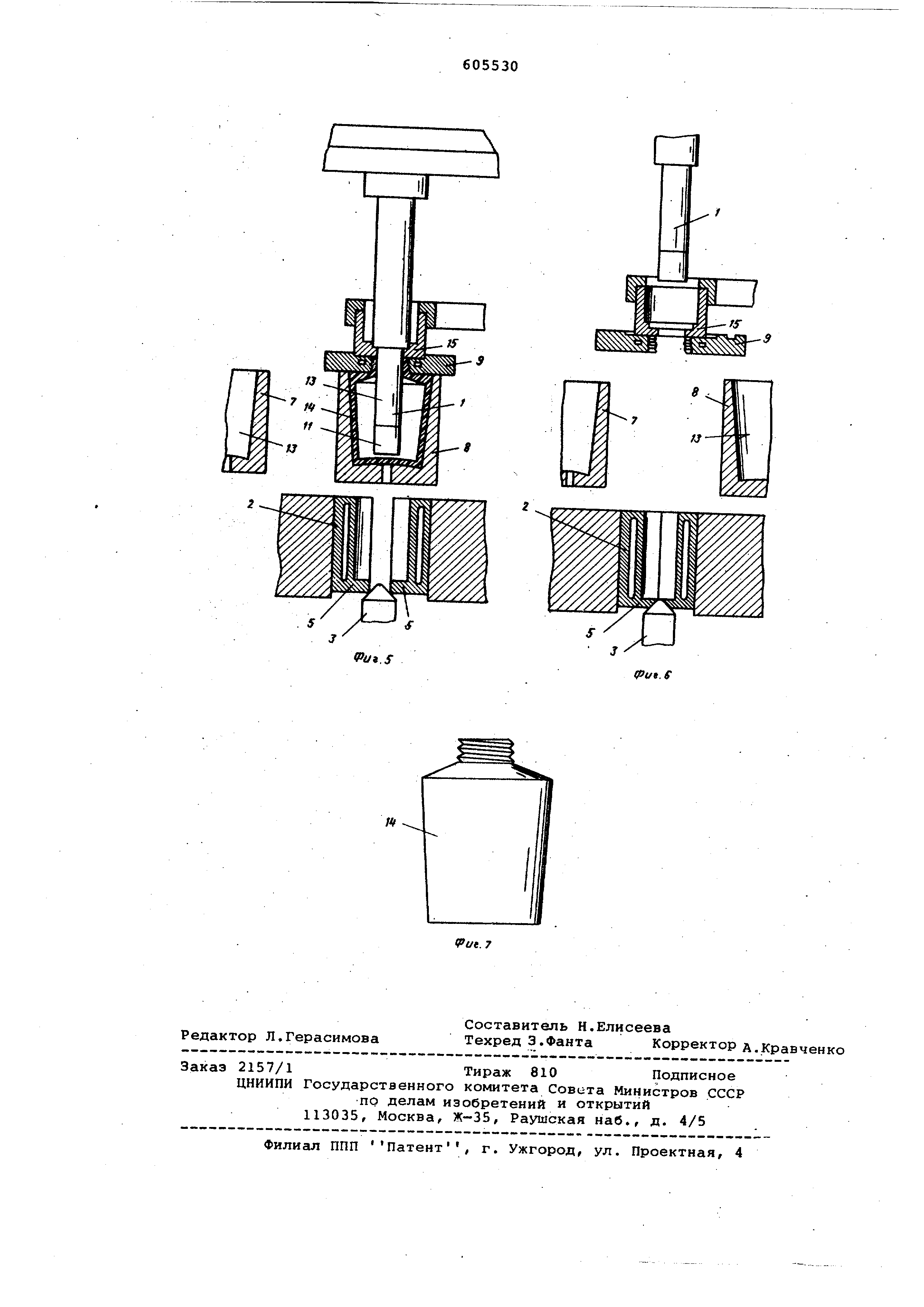
На пятом этапе, как показано на фиг.5, выдувной сердечник 1 вместе с кольцом для горлышка и вытянутой в осевом направлении заготовкой устанавливается в выдувгой форме 8, а через каналы, проходящие в сердечнике, подается под давлением жидкости, под действием которой предварительно отфомованная и вытянутая в осевом направлении заготовка расширяется, принимая форму полости 13 для образования сосуда 14. В зависимости.от формы предварительно формованной и вытянутой в осевом направлении заготовки, последняя может вводиться через горловое отверстие выдувной формы или выдувная форма раскрывается для пррпуска заготовки . .
После охлаждения изделия оформляющее горлышко изделия кольцо Э размыкается , держатель 15 отводится, а в дувная форма 8 переметается из позиции формования на позицию разгрузки, где готовое изделие 14 удаляется из
выдувной формы.8. Удаление изделия может быть облегчено путем подачи струи сжатого воздуха или с помощью механических устройств, например выталкивающих штырей.
Этапы осевой или радиальной ориентации можно осуществлять при различной температуре в зависимости от ма .териала.
Таким образом, перед осевым вытягиванием заготовки может быть введена задержка на охлаждение. Наоборот, заготовка или заранее установленные ее могут нагреваться для уменьшения степени ориентации, в этих Местах.
Описываемый способ позволяет повысить качество получаемых изделий за счет их ориентации в осевом и радиальном направлениях, а также за счет получения однородной толщины стенок в изделии.
Формула изобретения
Способ изготовления двухосноориентированных полых изделий методом раздува , включающий операции получения путем литья под давлением на сердечнике полой заготовки с дном, промежуточ0 ное частичное расширение заготовки раздувом и окончательный раздув заготовки в конечной форме в изделие, о тличающийся тем, что, с целью повьшения качества изделия, осуществляют осевое вытягивание частично рас5 ширенной заготовки.
2.Способ поп.1,отли чающийся тем, что вытягивание заготовки осуществляется частью сердечника , имеющего возможность осевого возв0 ратно-поступательного перемещения.
3.Способ по п.-, о т л и ч а ю щ и и с я тем, что заготовку перед осевым вытягиванием охлаждают.
4.Способ по п.1, о т л и ч а ю 5 щ и и с я тем, что заготовку перед осевым вытягиванием нагревают.
5.Способ по п.1, отличающий с я тем, что перед осевым вытягиванием нагревают часть заготовки.
0
6.Способ по П.1, отличающийся тем, что на выдувном сердечнике формуют многослойную заготовку.
Источники информации, принятые во внимание при экспертизе;
55
1.Патент США №3244778, кл. 264-89, 1962.
2.Патент США 1 3337667, кл. 264-97, 1968.
f
dir
/
Vut.S
tput.S


Реферат
Формула
Комментарии