Бумажный композиционный материал для изготовления трехмерных упаковок, способ изготовления упаковок и упаковка - RU2127667C1
Код документа: RU2127667C1
Чертежи






Описание
Настоящее изобретение относится к бумажному композиционному материалу для изготовления трехмерных упаковок для способных к отверждению текучих или сыпучих продуктов, к способу изготовления таких упаковок и упаковке.
Способы упаковки измеренных количеств, способных к отверждению жидких или сыпучих продуктов в общем известны. Согласно одному из этих способов, полуоболочки из, по существу, твердого пластикового материала, например, полипропилена, формуют термически и соединяют вместе вдоль их краев для образования полости, которая затем может быть заполнена традиционной загрузочной машиной. Если продукт должен использоваться в жидком, гранулированном или порошкообразном состоянии, то упаковка, полученная этим способом, готова к реализации сразу после ее герметизации. Если же продукт должен использоваться в твердом состоянии (например, мороженое), то после загрузочной операции заполненную жидким продуктом и герметизированную упаковку охлаждают и хранят в условиях охлаждения до потребления.
Независимо от характера упаковочного материала известные упаковки имеют то преимущество, что их можно формовать практически в любой форме, но они также имеют определенные недостатки, в частности,
следующее:
значительную стоимость, связанную со стоимостью используемого пластикового материала,
практически отсутствие экологических достоинств ввиду биологически недеградируемой
природы используемого пластика,
определенный вес с вытекающими отсюда транспортными издержками,
требование пространства после ее использования ввиду того, что использованная упаковка
не может быть существенно уменьшена в объеме по сравнению с полной упаковкой.
Также известна упаковка для по существу жидких продуктов, изготавливаемая из непрерывного трубчатого элемента из покрытого политеном или биполитеном картона, наполненного частями, разделенными поперечными сварными швами, причем через эти сварные швы затем выполняются поперечные разрезы. Упаковка обычно имеет форму четырехгранника, параллелепипеда или цилиндра в зависимости от способа, которым выполнены поперечные сварные швы, и от операций укладки, которым может быть подвергнута упаковка после ее отделения от непрерывного трубчатого элемента.
Этот известный способ значительно ускоряет операции упаковки, но имеет определенные ограничения как в отношении получаемых форм и общих размеров упаковки после ее использования, так и в отношении стоимости.
В патенте Швейцарии N 486303, кл. B 29 C 17/03, B 65 D 1/26, 1970 раскрыты композиционный материал, который, помимо прочих, содержит слой пластичной бумаги, слой полиэтилена и слой алюминия, способ изготовления упаковок из этого материала и упаковка, состоящая из двух вогнутых створок, соединенных вместе вдоль противостоящих краев.
Из-за присутствия слоя алюминия полученная из такого материала упаковка имеет малую толщину и, несомненно, не может обладать законченной формой в связи с образованием на ее поверхности характерных складок. В этом случае композиционный материал следует подвергнуть ограниченному растяжению во избежание разрыва алюминия. Полученная упаковка, которая неизбежно должна обладать способностью к легкой прокатке, представляла бы собой жесткую, дорогостоящую, тяжелую по весу, трудную для выемки из пресс-формы и уменьшения в объеме после использования.
В патенте США N 4355755, кл. B 65 D 1/34, 1/46, 1982 г. раскрыт лоток для упаковки пищевых продуктов. Лоток изготовлен из нерастяжимого пищевого картона. К краю лотка прикреплена закрывающая пленка после его заполнения. Известные ранее способы используют нерастяжимую бумагу, что вызывает образование складок на поверхности упаковки.
Техническим результатом настоящего изобретения является создание бумажного композиционного материала для изготовления трехмерных упаковок для жидких, гранулированных или порошкообразных продуктов и способа изготовления упаковок, обеспечивающих изготовление легких упаковок практически любой формы с низкой стоимостью с использованием традиционного коммерчески доступного упаковочного оборудования, простоту извлечения из пресс-формы и утилизацию после употребления.
Вышеуказанный технический результат достигается тем, что в бумажном композиционном материале для изготовления трехмерных упаковок, содержащем слой пластичной бумаги, согласно изобретению, слой пластичной бумаги имеет степень пластичности в любом направлении не менее 10%, при этом материал содержит также, по меньшей мере, одну непроницаемую пленку, имеющую пластичность, совместимую с пластичностью бумаги.
Возможно, чтобы непроницаемая пленка состояла из термически формуемого и термически свариваемого материала, например, полиэтилена или из сплава алюминия.
Технический результат достигается и тем, что в способе изготовления упаковок из бумажного композиционного материала, согласно изобретению, лист композиционного вышеописанного материала обращают к полости, по меньшей мере, одной формы, причем этот лист фиксируют относительно непрерывного края полости и затем осуществляют касательное растяжение листа таким образом, что он прилипает к внутренней поверхности полости, и получают вогнутую створку, имеющую форму этой полости, которую направляют на последующие стадии заполнения и закрывания.
Целесообразно проводить растяжение листа композиционного материала для разряжения, возникающего между ним и внутренней поверхностью полости.
Можно проводить растяжение листа композиционного материала механическим проталкиванием этого листа в полость посредством штампа, форма которого по существу является дополняющей по отношению к форме полости. При этом механическое действие возможно усилить пневматическим действием посредством инжекции через штамп струи сжатого воздуха на лист композиционного материала. Можно использовать горячий воздух.
Желательно после заполнения вогнутую створку закрыть листом термосвариваемым материалом, приложенным к ее краю.
Целесообразно также после заполнения вогнутую створку закрыть другой вогнутой створкой, помещаемой в перевернутом виде на первую створку и термически свариваемой с ней вблизи соприкасающихся краев.
Предпочтительно два листа композиционного материала сложить вместе таким образом, что термически формуемые и термически свариваемые пластиковые пленки находятся во взаимном контакте, эти два листа сварить вместе по линии периметра заданной конфигурации, содержащей, по меньшей мере, один разрыв, находящуюся под давлением текучую среду ввести через разрыв в промежуточное пространство, ограниченное листами, поддерживаемыми между двумя закрытыми полуформами, образующими между собой полость, ограниченную линией сварки по периметру, для растяжения этих листов таким образом, что они сцепляются со стенками указанных полостей, объем, ограниченный листами, заполнить продуктом, который должен быть упакован, сварку по линии периметра завершить поперек разрыва.
Целесообразно два листа, соединенные вместе, получить продольным складыванием непрерывного полотна.
Можно два листа сварить вместе вдоль линии периметра посредством термической сварки или ультразвука.
Предпочтительно два листа сварить вместе при удерживании их между полуформами.
Желательно при инжекции текучей среды две полуформы поддерживать в нагретом состоянии.
Целесообразно использовать листы, состоящие из слоя деформируемой бумаги, соединенной с двумя пластиковыми пленками, приложенными по обеим ее сторонам.
В качестве текучей среды можно использовать сжатый газ, предпочтительно, нагретый, или продукт, который должен быть упакован.
Вышеуказанный технический результат достигается и тем, что упаковка, состоящая из вогнутой створки, к краю которой прикреплена закрывающая пленка после заполнения или упаковка, состоящая из двух вогнутых створок, соединенных вместе вдоль противостоящих краев, согласно изобретению получены вышеописанным способом.
Далее изобретение описывается более подробно со ссылкой на сопровождающие чертежи, на которых:
фиг. 1 изображает в увеличенном
виде, в разрезе, часть бумажного композиционного материала, согласно изобретению;
фиг. 2 - схему конвейера для осуществления способа, согласно изобретению;
фиг. 3 - увеличенный
перспективный вид открытой формы, показанной на фиг. 2;
фиг. 4 - вертикальное сечение через закрытую форму во время стадии, предшествующей введению текучей среды под давлением;
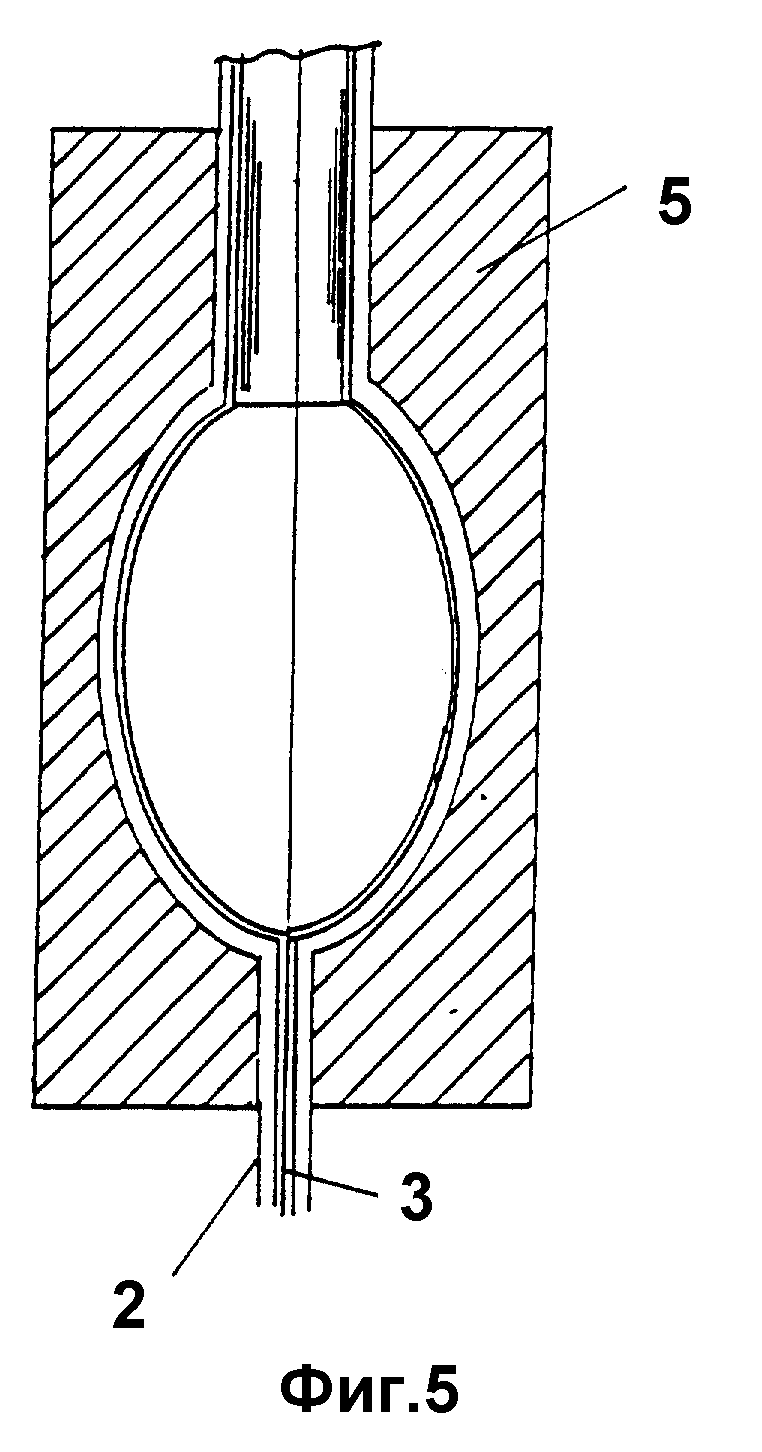
фиг.
5 - тот же вид, что и фиг. 4, но во время стадии, следующей за введением текучей среды под давлением;
фиг. 6 - перспективный вид упаковки, извлеченной из формы и ожидающей заполнения;
фиг. 7 - схематичное поперечное сечение открытой формы для осуществления способа в другом варианте;
фиг. 8 - ту же форму, что и на фиг. 7, но в другом варианте выполнения;
и фиг. 9
- упаковку, извлеченную из отливочной формы и ожидающую заполнения.
Как можно видеть на чертежах, бумажный композиционный материал 1 для изготовления трехмерных упаковок состоит из слоя пластичной бумаги 2 и непроницаемой пленки 3. Слой пластичной бумаги 2 обладает такой степенью пластичности, которая позволяет ей растягиваться в любом направлении, по меньшей мере, на 10%, а предпочтительно на 20%, и, в частности, до такой степени, чтобы сделать возможным получение желаемой конечной конфигурации без разрыва упаковки.
Непроницаемая пленка 3 состоит из термически формуемого и термически свариваемого материала, например, из полиэтилена или другого, возможно отслаиваемого, термопластичного материала со степенью пластичности не меньшей, чем степень пластичности слоя пластичной бумаги 2, с которой она соединяется, и с подходящими характеристиками свариваемости.
Непроницаемая пленка 3 может также состоять из сплава алюминия. Соединение между слоями бумаги 2 и пленки 3 предпочтительно непрерывно образуют традиционными способами, не относящимися к существу изобретения и потому далее не описываемыми. В варианте, показанном на фиг. 2, композиционный материал 1 намотан на бобину 4 и согнут продольно таким образом, чтобы два полиэтиленовых слоя находились напротив друг друга.
В варианте, показанном на фиг. 2-4, способ по изобретению также использует форму, образованную двумя полуформами 5, подвижными относительно друг друга, причем каждая содержит полость 6, ограниченную слегка выступающим ободом 7, содержащим разрыв 8. Полости 6 полуформ 5, выступающие ободы 7, ограничивающие их, и разрывы 8 в выступающих ободах 7 совпадают при соединении двух полуформ 5.
На чертежах две полуформы 5 показаны для простоты с единственной выемкой, тогда как на практике предпочтительно применять формы с несколькими выемками для ускорения операции изготовления упаковок.
Также предусмотрено, что полость 6 каждой полуформы 5 продолжается наружу в канал 9, открывающийся в разрыв 8, выполненный в ободе 7, ограничивающем полость 6, и соединяется со смежным каналом другой полуформы 5.
Способ по изобретению заключается в том, что композиционный материал 1 сгибают вдвое и помещают в этом согнутом состоянии между двумя полуформами 5, последние соединяют вместе таким образом, чтобы удерживать материал 1 между ними (фиг. 4). Два контактирующих обода 7 затем нагревают таким образом, чтобы они термически сварили вместе два слоя пленки 3, расположенных между ними, за исключением разрыва 8.
После термической сварки, через канал 9 вводят сжатый воздух, который может быть также горячим, с двойной целью для нагревания пленки 3 из полиэтилена, для ее смягчения и стерилизации, а также для растяжения двух листов пластичной бумаги 2, удерживаемой между ободами 7, для их прилипания к поверхности соответствующей полости 6 (фиг. 5). Растяжение бумаги 2 облегчается размягчением пленки 3 из полиэтилена.
После инжекции воздуха, две полуформы 5 разделяют для удаления внутренне герметизированной бумажной упаковки 10, имеющей конфигурацию, соответствующую полостям полуформ 5, причем эта конфигурация является стабильной из-за постоянной деформации, которой были подвергнуты пластичная бумага 2 и пленка 3, образующие композиционный материал 1 (фиг. 6).
Полученную упаковку затем передают на стадию заполнения, предпочтительно осуществляемую автоматическими машинами, а затем на стадию герметизации пленки 3 из полиэтилена в разрыве 8, через который вводят продукт, причем продукт может быть жидким, пастообразным, гранулированным или порошкообразным.
В зависимости от характера этого продукта упаковка 10 после герметизации может быть подвергнута дальнейшей обработке или передана на хранение. Например, если продукт будет потребляться в жидком состоянии (шампунь, моющее средство, молоко, вода и т.д.) или в гранулированном или порошкообразном состоянии, его можно хранить непосредственно. Если продукт был временно нагрет для приведения его в жидкое состояние, хотя он является твердым при окружающей температуре (шоколад, сыр или мыло), достаточно дождаться его охлаждения для принятия и поддержания им формы упаковки 10, сохраняемой продуктом даже после его извлечения из упаковки 10. Однако если продукт является жидкостью для приготовления мороженого, то его следует заморозить после заполнения, однако это можно сделать и непосредственно перед употреблением.
Короче говоря, независимо от продукта, который нужно упаковать, этот первый вариант способа по изобретению основан на принципе применения непроницаемой пленки 3 из полиэтилена, традиционная функция которого состоит в герметизации пластичной бумаги 2 по отношению к жидкому продукту во время его загрузки и хранения, а также в герметизации бумаги 2 по отношению к воздуху, что, следовательно, позволяет подвергнуть бумагу 2 операции, которая прежде была невозможной.
С учетом того, что упаковка 10 может получить избыточную влагу (конденсат), предпочтительно, чтобы слой пластичной бумаги 2 содержал полиэтиленовую пленку 3 на обеих его поверхностях.
Второй вариант способа по изобретению предусматривает, что после термической сварки пленки 3 из полиэтилена газ, подаваемый под давлением через канал 9, не является воздухом, а напротив, является собственно упаковываемым жидким продуктом, причем последний заставляет бумагу 2 растягиваться, пока она не прилипнет к стенкам полуформ 5. В этом случае продукт, который надо упаковать, может быть обработан различными способами в зависимости от его характера, но во всех случаях изобретение предусматривает образование упаковки внутри формы посредством давления продукта, подлежащего упаковке. Если продукт отверждаемый, т.е. является твердым при окружающей температуре, но ранее был нагрет для облегчения загрузки, или является жидким при окружающей температуре, но должен быть заморожен после загрузки, то изобретение предусматривает взаимодействие между жидкостью и упаковкой. В этом отношении, во время загрузки жидкий продукт заставляет бумагу и полиэтилен принять конфигурацию полости формы, внутри которой он находится, тогда как во время отверждения продукта сама упаковка, ранее сформированная жидким продуктом, представляет собой форму для отверждаемого продукта.
Кроме того, в обоих вариантах по изобретению, в частности, для упаковки пищевых отверждаемых жидких продуктов, стадии загрузки может предшествовать введение традиционной палочки 11, например, из дерева или пластика в литейную форму для оставления ее удерживаемой продуктом при отверждении и образования опоры, необходимой для продуктов, которые держат в руке.
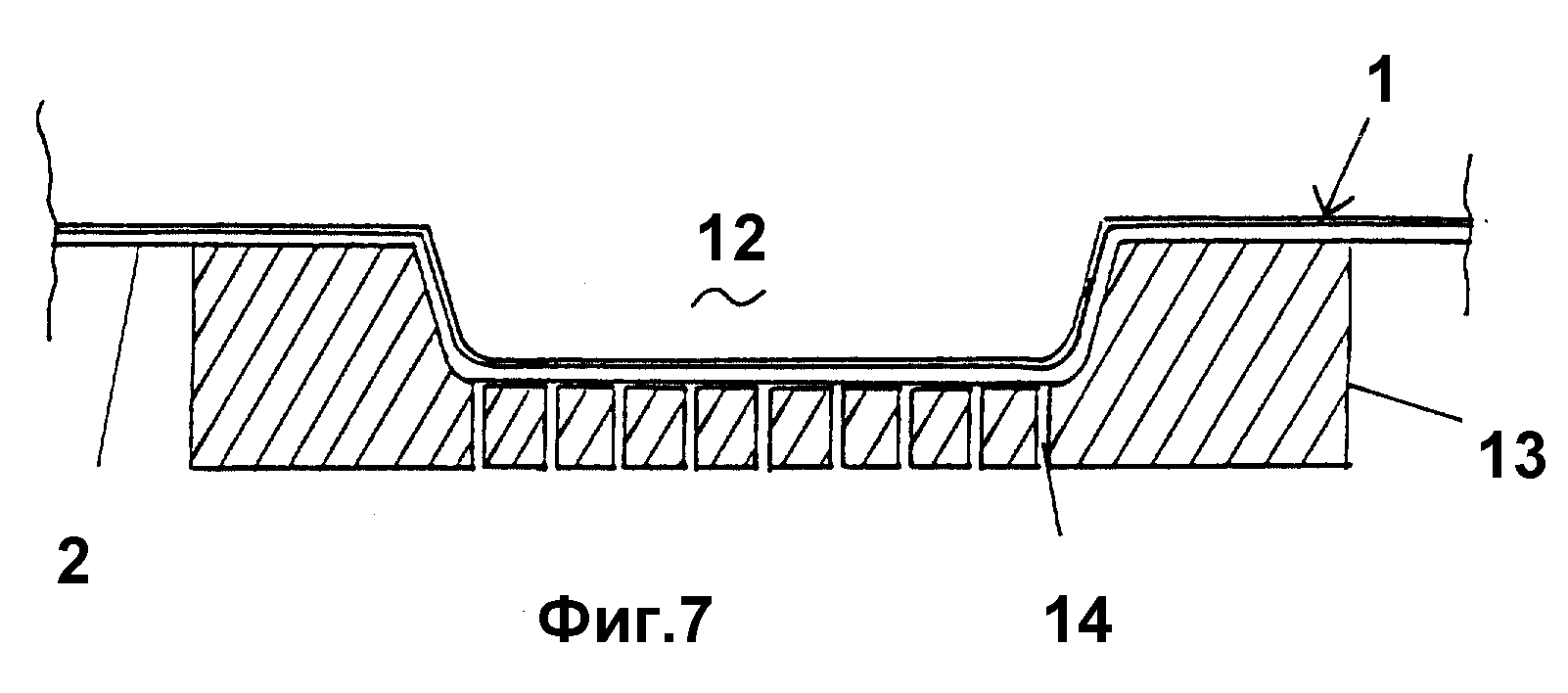
Третий вариант способа по изобретению предусматривает, что лист композиционного материала 1 обращен слоем бумаги 2 к полости 12 формы 13 и затем фиксирован относительно непрерывного края этой полости 12. Затем к форме 13 подводят вакуум через подходящий всасывающий канал 14, выполненный в ней, таким образом, чтобы вызвать касательное растяжение листа композиционного материала 1 до его прилипания к внутренней поверхности полости 12. Для получения лучшего растяжения листа композиционного материала его проводят механическим проталкиванием этого листа в полость 12, посредством штампа 15, форма которого является дополняющей по отношению к форме полости 12.
Предпочтительно, чтобы такой механический эффект поддерживался пневматическим эффектом, и для этой цели штамп 15 снабжен множеством каналов 16, через которые можно направлять струю воздуха, желательно, горячего, на лист композиционного материала 1.
Полученная таким образом упаковка 17 в форме вогнутой створки может быть наполнена продуктом, подлежащим упаковке, и затем может быть закрыта листом термосвариваемого материала, например, прозрачной пленкой 18, приложенным к ее краю.
После заполнения вогнутую створку можно также закрыть другой вогнутой створкой, помещаемой в перевернутом виде на первую створку и термически свариваемой с ней вблизи соприкасающихся краев.
В любом случае, независимо от применяемого варианта, композиционный материал по изобретению и способ изготовления желаемых упаковок имеют значительные преимущества и, в частности, они позволяют формовать упаковки практически без всякого ограничения в отношении их формы, применять традиционное коммерчески доступное оборудование для формования и загрузки упаковок, формовать очень легкие упаковки с низкой стоимостью, которые можно уменьшить до минимального объема после использования.
Реферат
Изобретение предназначено для использования в изготовлении упаковок. Бумажный композиционный материал для изготовления трехмерных упаковок выполнен из слоя пластичной бумаги, имеющей степень пластичности в любом направлении не менее 10% и по меньшей мере одной непроницаемой пленки, имеющей пластичность, совместимую с пластичностью бумаги. Способ изготовления упаковок из бумажного композиционного материала, при котором лист указанного композиционного материала обращают к полости по меньшей мере одной формы, причем этот лист фиксируют относительно непрерывного края полости и затем осуществляют касательное растяжение листа так, что он прилипает к внутренней поверхности полости, и получают вогнутую створку, имеющую форму этой полости, которую направляют на последующие стадии заполнения и закрывания. Упаковку получают указанным способом, состоит из вогнутой створки, к краю которой прикреплена закрывающая пленка после заполнения или из двух вогнутых створок, соединенных вместе вдоль противостоящих краев. Обеспечивается изготовление легких упаковок практически любой формы с низкой стоимостью с использованием традиционного коммерчески доступного упаковочного материала, простота извлечения из пресс-формы и утилизация после употребления. 4 с. и 19 з.п. ф-лы, 9 ил.

Комментарии