Способ и устройство для переработки в изделия кристаллических или полукристаллических полимеров - RU2258001C2
Код документа: RU2258001C2
Чертежи













Описание
Настоящее изобретение относится к способу переработки в изделия термопластичных материалов, в частности материалов, содержащих по меньшей мере один кристаллический или полукристаллический полимер или сополимер с определенной температурой плавления, температурой кристаллизации и температурой стеклования.
В настоящее время известны различные способы изготовления различных изделий из полимеров, в частности изготовление из них экструзией сплошных или полых профилей. Для изготовления различных изделий из полипропилена, поливинилхлорида (ПВХ) и других аналогичных полимеров, вязкость которых во время их переработки в изделия не должна резко меняться, обычно используют самые разные и хорошо известные устройства, такие как вакуумные камеры, экструзионные головки и т.д.
Такие известные устройства нельзя, однако, использовать для изготовления изделий из кристаллических или полукристаллических полимеров, таких как полиэтилентерефталат (ПЭТФ), поскольку они очень быстро переходят из жидкого состояния в гелеобразное или, иными словами, слишком быстро переходят из очень жидкого состояния, которое исключает возможность нормального заполнения ими формовочного приспособления, в слишком твердое состояние, не позволяющее придать им требуемую форму. С другой стороны, извлечение из головки экструдера стержневого сердечника, который используется при изготовлении труб, сопровождается таким увеличением силы трения, которое не удается скомпенсировать осевым усилием, создаваемым шнеком экструдера.
Объектом настоящего изобретения является способ, который позволяет, в частности, экструзию кристаллических или полукристаллических полимеров, прежде всего ПЭТФ, а также способ, облегчающий экструзию термопластичных материалов, таких как полиэтилен, полипропилен, ПВХ, поликарбонат и т.д.
Предлагаемый в изобретении способ в большей степени относится к переработке в изделия кристаллического или полукристаллического полимера, предпочтительно полимеров или смесей полимеров, которые содержат твердые кристаллы с температурой, меньшей температуры кристаллизации, предпочтительно состоят только из твердых кристаллов, температура которых меньше температуры кристаллизации. Предлагаемый в изобретении способ относится, в частности, к переработке в изделия кристаллического полимера или сополимера с содержанием менее 40 мас.% некристаллического(-их) или полукристаллического(-их) полимера(-ов) или жидких кристаллов с температурой, меньшей температуры кристаллизации. В наиболее предпочтительном варианте предлагаемый в изобретении способ относится к переработке в изделия кристаллического или полукристаллического полимера, в котором содержится менее 20 мас.% жидкого кристаллического полимера и/или менее 20 мас.% полиолефина, в частности не содержится вовсе или практически не содержится жидких кристаллических полимеров и полиолефинов (в частности менее 10 мас.% жидкого кристаллического полимера и менее 10 мас.% полиолефинов). Жидкие кристаллические полимеры представляют собой термотропные полимеры, представляющие собой жидкие кристаллы, температура которых меньше температуры кристаллизации, но выше температуры затвердевания.
Предлагаемый в изобретении способ представляет собой способ обработки термопластичных материалов с определенной температурой плавления и определенной температурой перехода в твердое состояние, заключающийся в том, что термопластичный материал нагревают до температуры, превышающей температуру плавления, и нагретый материал перерабатывают в изделие в формовочном устройстве, снижая его температуру от температуры, по меньшей мере близкой к температуре плавления, до температуры, меньшей температуры перехода в твердое состояние, и отличающийся тем, что на термопластичный материал до и/или во время подачи в формовочное устройство воздействуют полем статического электричества, возникающим между находящимися в контакте с термопластичным материалом положительным электродом и отрицательным электродом или "землей".
Напряженность поля статического электричества, возникающего между находящимися в контакте с термопластичным материалом положительным и отрицательным электродами и оказывающего воздействие на термопластичный материал до и/или во время подачи его в формовочное устройство, должна составлять как минимум 800000 В/м, предпочтительно как минимум 1000000 В/м, более предпочтительно от 5000000 до 20000000 В/м.
Продолжительность воздействия электрического поля на соответствующую область термопластичного материала может меняться, например, от доли секунды до нескольких секунд или даже нескольких минут. Обычно продолжительность воздействия электрического поля на термопластичный материал составляет от 0, 5 до 45 с.
Силовые линии поля статического электричества, которым воздействуют на термопластичный материал, движущийся между находящимися с ним в контакте положительным электродом и отрицательным электродом или "землей" до и/или во время его подачи в формовочное устройство, должны быть направлены по существу перпендикулярно потоку термопластичного материала, движущегося в промежутке между положительным электродом и отрицательным электродом или "землей".
Воздействие электрического поля на движущийся между положительным электродом и отрицательным электродом или "землей" термопластичный материал должно предпочтительно сопровождаться возникновением электрострикционного эффекта или обратного пьезоэффекта.
Электрическое поле, воздействующее на термопластичный материал во время его формования и снижения его температуры от температуры, несколько превышающей температуру плавления, до температуры, при которой материал переходит в твердое состояние, должно быть по существу радиальным.
В одном из предпочтительных вариантов изобретения предлагается способ обработки термопластичного материала, содержащего по меньшей мере один кристаллический или полукристаллический полимер или сополимер с определенной температурой плавления, температурой кристаллизации, меньшей температуры плавления, и температурой стеклования и состоящего предпочтительно только из твердых кристаллов, температура которых меньше температуры кристаллизации, при осуществлении которого термопластичный материала нагревают до температуры, превышающей температуру плавления кристаллического или полукристаллического полимера или сополимера, и нагретый материал перерабатывают в изделие в формовочном устройстве, снижая его температуру от температуры, превышающей температуру кристаллизации, до температуры ниже температуры стеклования кристаллического или полукристаллического полимера или сополимера.
Отличительной особенностью предлагаемого в изобретении способа является воздействие на материал полем статического электричества в то время, когда температура материала по меньшей мере превышает температуру стеклования, предпочтительно когда температура материала превышает температуру кристаллизации (более предпочтительно в то время, когда температура материала по меньшей мере превышает температуру стеклования, наиболее предпочтительно в то время, когда она превышает температуру кристаллизации).
В одном из конкретных вариантов осуществления предлагаемого в изобретении способа электрическим полем воздействуют на материал по меньшей мере во время снижения его температуры от температуры, превышающей температуру кристаллизации, до температуры, лежащей в интервале от температуры стеклования до температуры кристаллизации.
Воздействие электрического поля должно, в частности, сопровождаться возникновением электрострикционного эффекта и/или обратного пьезоэффекта. Электрострикционный эффект возникает, в частности, при температуре, близкой к температуре кристаллизации кристаллического полимера или сополимера, а обратный пьезоэффект возникает при температуре, близкой к температуре стеклования. Возникновение этих эффектов повышает текучесть полимера и способствует его скольжению по поверхности контакта, прежде всего по поверхности электродов, находящихся в контакте с материалом.
В соответствии с одним из предпочтительных вариантов изобретения термопластичный материал подвергают воздействию поля статического электричества во время снижения его температуры от температуры, превышающей температуру кристаллизации, до температуры, лежащей в интервале от температуры стеклования до температуры кристаллизации, в частности до температуры, близкой к температуре стеклования, (предпочтительно меньшей или приблизительно равной температуре стеклования). При этом, как было установлено, не только снижается сопротивление трению, но и улучшаются механические свойства или характеристики готового изделия.
Термопластичный материал подвергают воздействию поля статического электричества, например, в диапазоне температур от температуры, превышающей температуру кристаллизации, до температуры, которая как минимум на 20°С, предпочтительно как минимум на 50°С, наиболее предпочтительно как минимум на 100°С меньше температуры кристаллизации.
В одном из вариантов осуществления предлагаемого в изобретении способа термопластичный материал подвергают воздействию поля статического электричества при температуре, близкой к температуре плавления. В результате воздействия электрического поля можно, как было установлено, обеспечить постоянство расхода проходящего через головку экструдера материала и снизить как минимум в два раза необходимое для этого давление.
В соответствии с другим еще более предпочтительным вариантом осуществления настоящего изобретения термопластичный материал подвергают воздействию поля статического электричества при температуре, близкой к температуре плавления и лежащей в интервале температур от первой температуры, превышающей температуру кристаллизации, до второй температуры, которая лежит в интервале между температурой кристаллизации и температурой стеклования, предпочтительно в интервале температур, начиная от температуры, близкой (в частности превышающей) к температуре плавления, и заканчивая температурой ниже температуры кристаллизации, в частности близкой к температуре стеклования.
Отличительной особенностью одного из вариантов изобретения является воздействие на термопластичный материал электрическим полем, напряженность которого составляет как минимум 800000 В/м, предпочтительно как минимум 1000000 В/м или даже как минимум 2000000 В/м, в частности от 2000000 до 20000000 В/м, более предпочтительно от 5000000 до 20000000 В/м, прежде всего 5000000 В/м, 8000000 В/м и 10000000 В/м.
Действующее на термопластичный материал электрическое поле в соответствии с предлагаемым в изобретении способом может быть радиальным и/или продольным и/или поперечным, однако предпочтительно, чтобы силовые линии поля были направлены по отношению к материалу по меньшей мере радиально и пересекали материал в направлении его толщины или, что более предпочтительно, перпендикулярно движению материала в головке экструдера или в формовочном устройстве.
В соответствии с одним из вариантов изобретения термопластичный материал плавится в адиабатическом или по существу адиабатическом режиме в формовочном устройстве.
В соответствии с одним из пригодных для практической реализации вариантов изобретения обрабатывают материал, содержащий по меньшей мере одну добавку, позволяющую улучшить диэлектрические характеристики материала и, в частности, увеличить его диэлектрическую постоянную или проницаемость. Для этой цели можно, например, использовать определенное количество соответствующего вещества, которое позволяет увеличить как минимум на 10% диэлектрическую постоянную или проницаемость кристаллического или полукристаллического полимера или сополимера. К таким веществам относятся, в частности, соединения на основе титана, такие как титанат бария, диоксид титана (TiO2) и др.
Предлагаемый в изобретении способ может найти применение в первую очередь при переработке в изделия ПЭТФ, в котором могут содержаться различные примеси или добавки или наполнители, в частности различных изготовленных из ПЭТФ полупродуктов или отходов, образующихся, например, при изготовлении бутылок.
Одной из особенностей предлагаемого в изобретении способа является использование в качестве формовочного устройства, предназначенного для придания изделию соответствующей формы закрепленного в экструдере приспособления или литьевой формы. Электрическим полем можно воздействовать также на выходной мундштук машины для литья под давлением, в частности на головку экструдера. Выходное устройство (мундштук) машины для литья под давлением (головка экструдера) или формовочное устройство обычно имеет стержневой сердечник, предназначенный для придания соответствующей формы внутренней поверхности полученной в результате экструзии заготовки или готового изделия, и стенку, которая предназначена для придания соответствующей формы внешней поверхности заготовки или готового изделия. Стержневой сердечник обычно крепится или неподвижно фиксируется относительно головки или формовочного приспособления. В процессе экструзии между стержневым сердечником, который выполняет функции предпочтительно отрицательного электрода или "земли", и формирующей внешнюю поверхность заготовки или изделия стенкой выходного устройства машины для литья под давлением или головки экструдера, которая выполняет функции предпочтительно положительного электрода, создается радиальное электрическое поле.
В качестве формовочного устройства, предназначенного для осуществления предлагаемого в изобретении способа, предпочтительно использовать литьевую форму и/или формовочное приспособление, установленное на выходе из машины для литья под давлением (в головке экструдера) и предназначенное для изготовления различных профилей, труб и других изделий. В качестве формовочного устройства можно также использовать литьевую форму и/или головку экструдера или распределительный литник или литники, используемые при литье под давлением и позволяющие, например, уменьшить рабочее давление и/или увеличить количество изготавливаемых деталей.
Еще одним объектом настоящего изобретения является изделие из кристаллического или полукристаллического полимера или сополимера (содержащего или не содержащего примеси), изготовленное предлагаемым в изобретении способом. Такое изделие предпочтительно изготавливать из ПЭТФ, в том числе и из содержащего примеси, или добавки, или наполнители. Воздействие на изготавливаемое предлагаемым в изобретении способом изделие поля статического электричества, силовые линии которого пересекают стенку изделия в радиальном направлении, позволяет, как было установлено, улучшить механические свойства стенки.
В качестве примера одного из изделий, которое можно изготовить предлагаемым в изобретении способом, можно назвать изготовленную литьем под давлением в соответствующем формовочном устройстве заготовку бутылки.
Еще одним объектом настоящего изобретения является устройство, предназначенное для изготовления из термопластичного материала предлагаемым в изобретении способом изделия определенной формы. Это устройство имеет выходное устройство (мундштук) машины для литья под давлением (головку экструдера) и/или формовочную камеру с каналом для прохода в нее материала (например материала, температура которого близка к температуре плавления, предпочтительно выше температуры плавления, или выше или ниже температуры кристаллизации) и с одной или несколькими стенками, находящимися в контакте с термопластичным материалом и предназначенными для придания ему определенной формы, охлаждающее устройство, которое по меньшей мере частично охлаждает одну или несколько стенок формы или камеры, и устройство для соединения по меньшей мере одной стенки или части стенки (участка стенки) камеры или формы, которая находится в контакте с термопластичным материалом, с источником тока, создающим поле статического электричества между по меньшей мере этой стенкой или частью стенки (участком стенки) и другой стенкой или частью стенки (участком стенки) камеры или формы (стенки или участки стенок которой находятся в контакте с термопластичным материалом).
В таком устройстве целесообразно предусмотреть первое соединительное устройство, соединяющее с одним из полюсов (например положительной клеммой или "плюсом") источника тока первую стенку или часть стенки (участок стенки), образующую при этом положительный электрод, и второе соединительное устройство, соединяющее другую стенку или часть стенки с другим полюсом (например отрицательной клеммой или "минусом") источника тока или с "землей".
В одном из вариантов изобретения предлагаемое в нем устройство функционально связано или содержит устройство для создания поля статического электричества и устройство с находящимися в контакте с термопластичным материалом положительным электродом и отрицательным электродом или "землей", при этом напряженность поля, создаваемого устройством для создания поля статического электричества между положительным электродом и отрицательным электродом или положительным электродом (электродами) и "землей", составляет как минимум 800000 В/м, предпочтительно как минимум 1000000 В/м (более предпочтительно превышает 2000000 В/м и составляет, например, от 5000000 до 20000000 В/м).
Положительный и отрицательный электроды или "земля" предпочтительно выполнять в виде стенок канала, по которому в одном направлении движется термопластичный материал, таким образом, чтобы силовые линии создаваемого ими поля статического электричества были направлены по существу перпендикулярно движению проходящего через канал термопластичного материала.
Одной из отличительных особенностей предлагаемого в этом варианте изобретения устройства является наличие в нем головки экструдера, функционально связанной с формовочной камерой, и устройства, предназначенного для соединения одной или нескольких стенок головки и формовочной камеры по меньшей мере с одним источником тока, который используется для создания поля статического электричества в головке и формовочной камере.
Предлагаемое в одном из вариантов формовочное устройство, предпочтительно функционально связанное с головкой экструдера, представляет собой образованный стенкой положительного электрода и стенкой отрицательного электрода или "земли" канал для прохода подаваемого в него термопластичного материала, который плавится в этом канале (или нагревается до температуры, близкой к температуре плавления). По существу вся поверхность стенки(-ок) канала предлагаемого в изобретении формовочного устройства (а также при необходимости и стенки(-ок) головки экструдера), которая(-ые) находится(-ятся) в контакте с термопластичным материалом, образована стенками электродов или стенками электродов и "земли". Электроды и/или "землю" целесообразно располагать или выполнять таким образом, чтобы силовые линии создаваемого ими электрического поля проходили в формовочном устройстве, а также при необходимости и в головке экструдера по существу радиально. В том случае, когда формовочное устройство образует канал, из которого выходит материал, имеющий форму изделия (в частности материал, температура которого меньше температуры кристаллизации, например лежит в интервале между температурой стеклования и температурой кристаллизации), электроды (или электрод(-ы) и "землю") целесообразно выполнять или располагать таким образом, чтобы силовые линии создаваемого ими электрического поля, начиная от входа в формовочное устройство и заканчивая выходом из него, проходили через находящийся в формовочном устройстве материал в радиальном направлении.
В одном из вариантов изобретения стенка(-и) формовочного устройства или приспособления или литьевой формы и/или головки экструдера, которая(-ые) находится(-ятся) в контакте с материалом, содержит(-ат) оксид алюминия или по существу покрыта(-ы) слоем оксида алюминия.
Предлагаемое в одном из вариантов изобретения устройство имеет стержневой сердечник, который предназначен для придания соответствующей формы внутренней поверхности изделия в формовочной камере, стенка которой определяет форму внешней поверхности изделия. Стержневой сердечник и стенка, определяющая форму внешней поверхности изделия, служат создающими электрическое поле с радиальными силовыми линиями электродами или электродом и "землей", при этом стержневой сердечник предпочтительно использовать в качестве отрицательного электрода или "земли", а стенку формовочной камеры - в качестве положительного электрода.
При наличии в предлагаемом в изобретении устройстве положительного и отрицательного электродов их следует располагать таким образом, чтобы между ними создавалось электрическое поле и чтобы они служили стенками формовочной камеры, находящимися в контакте с термопластичным материалом, при этом положительный электрод должен быть изготовлен из алюминиевого сплава, а его находящаяся в контакте с термопластичным материалом поверхность должна быть предпочтительно покрыта слоем диоксида алюминия толщиной как минимум 25 мкм.
Одна из существенных отличительных особенностей изобретения состоит в том, что стенки формовочного устройства или приспособления и/или головки экструдера, которые находятся в контакте с материалом, содержат оксид алюминия или, что более предпочтительно, покрыты слоем оксида алюминия.
В одном из вариантов изобретения формовочная камера представляет собой литьевую форму.
Между положительным электродом или электродом, соединенным с "плюсом" источника тока, и "землей" или отрицательным электродом или электродом, соединенным с "минусом" источника тока, целесообразно разместить элемент изоляции, предпочтительно в виде слоя изолирующего или обладающего свойствами диэлектрика текучего вещества или жидкости.
Такое изолирующее устройство предпочтительно выполнить в виде камеры, находящейся в контакте с положительным электродом и заполненной изолирующим текучим веществом или жидкостью, и сообщающихся с этой камерой каналов с устройствами, предназначенными для соединения камеры с системой циркуляции изолирующей жидкости или изолирующего текучего вещества, являющейся предпочтительно частью системы охлаждения.
В соответствии с одной из особенностей одного из вариантов изобретения длина положительного электрода или положительных электродов, которые находятся в контакте с материалом, в направлении движения материала в формовочной камере или в головке экструдера должна превышать 5 см, более предпочтительно 10 см, наиболее предпочтительно 20 см. Обычно длина положительного(-ых) электрода(-ов) составляет от 20 см до 2 м (или больше). Длина положительного электрода или положительных электродов в каждом конкретном случае зависит от расположения зон, в которых на термопластичный материал воздействуют электрическим полем, производительности экструдера, качества получаемого изделия, его размеров и толщины, а также от ряда других факторов.
Предлагаемое в изобретении устройство представляет собой, в частности, устройство, которое предназначено для переработки кристаллического или полукристаллического полимера или сополимера в изделие предлагаемым в изобретении способом. Это устройство имеет формовочную камеру, имеющую отверстие для подачи в нее материала при температуре, превышающей температуру кристаллизации, и проходящую по меньшей мере между первой стенкой или первой частью стенки и второй стенкой или второй частью стенки, охлаждающее устройство, которое охлаждает по крайне мере одну стенку или часть стенки камеры, а также имеет при необходимости головку экструдера, выходное отверстие которой сообщается с входным отверстием камеры, через которое в нее попадает материал, и устройство для создания поля статического электричества между по меньшей мере одной частью первой стенки или участка первой стенки и по меньшей мере одной частью второй стенки или участка второй стенки и/или в головке экструдера.
В предпочтительном варианте изобретения такое устройство имеет головку экструдера и устройство для создания электрического поля в головке и в формовочной камере.
В предлагаемом в изобретении устройстве целесообразно предусмотреть устройство для адиабатической или по существу адиабатической (т.е. без всякого теплообмена или теплопередачи) подачи материала в формовочную камеру при температуре, превышающей температуру кристаллизации.
Формовочная камера предпочтительно имеет выходное отверстие, через которое из нее при температуре ниже температуры стеклования выходит отформованный материал. Формовочной камерой может служить, например, сама головка экструдера, предназначенная для экструзии полых профилей, труб, изоляционных трубок или каналов, оболочек и т.д.
Имеющееся в предлагаемом в изобретении устройстве устройство для создания электрического поля можно выполнить в виде по меньшей мере двух электродов, расположение которых позволяет создавать электрическое поле с радиальными и/или поперечными и/или продольными силовыми линиями.
В предпочтительном варианте такое устройство имеет по меньшей мере два электрода, создающих в формовочной камере электрическое поле с радиальными силовыми линиями. В наиболее предпочтительном с практической точки зрения варианте такое устройство имеет также по меньшей мере два электрода, создающих электрическое поле с радиальными силовыми линиями в головке экструдера.
В соответствии с одним из предпочтительных вариантов изобретения устройство для создания электрического поля располагают относительно охлаждающего устройства таким образом, чтобы электрическое поле создавалось по меньшей мере в одной зоне формовочной камеры, в которой температура проходящего через нее материала снижается от температуры, превышающей температуру кристаллизации, до температуры, по существу равной температуре стеклования.
В другом возможном варианте изобретения в предлагаемом в нем устройстве расположено одно или несколько устройств для создания электрического поля по меньшей мере в одной зоне головки экструдера и по меньшей мере в одной зоне формовочной камеры, с помощью которых на материал воздействуют электрическим полем по мере снижения его температуры от температуры, превышающей температуру плавления, до температуры, меньшей температуры кристаллизации, в частности до температуры, близкой или даже меньшей температуры стеклования.
В одном из конкретных вариантов изобретения предлагаемое в нем устройство имеет стержневой сердечник, предназначенный для придания определенной формы внутренней поверхности изделия в формовочной камере, одна из стенок которой определяет форму внешней поверхности изделия. Стержневой сердечник и стенка, определяющая форму внешней поверхности изделия, служат электродами, создающими электрическое поле с радиальными силовыми линиями, при этом стержневой сердечник предпочтительно использовать в качестве отрицательного электрода или "земли", а стенку формовочной камеры - в качестве положительного электрода.
При наличии в выполненном по этому варианту изобретения устройстве положительного и отрицательного электродов их следует располагать таким образом, чтобы между ними создавалось электрическое поле и чтобы они служили стенками формовочной камеры, находящимися в контакте с кристаллическим или полукристаллическим полимером или сополимером, при этом положительный электрод предпочтительно изготовить из алюминиевого сплава, а его находящуюся в контакте с кристаллическим или полукристаллическим полимером или сополимером поверхность предпочтительно соответствующим образом обработать и покрыть слоем оксида алюминия толщиной как минимум 25 мкм.
Ниже изобретение и его отличительные особенности более подробно рассмотрены на примере некоторых возможных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
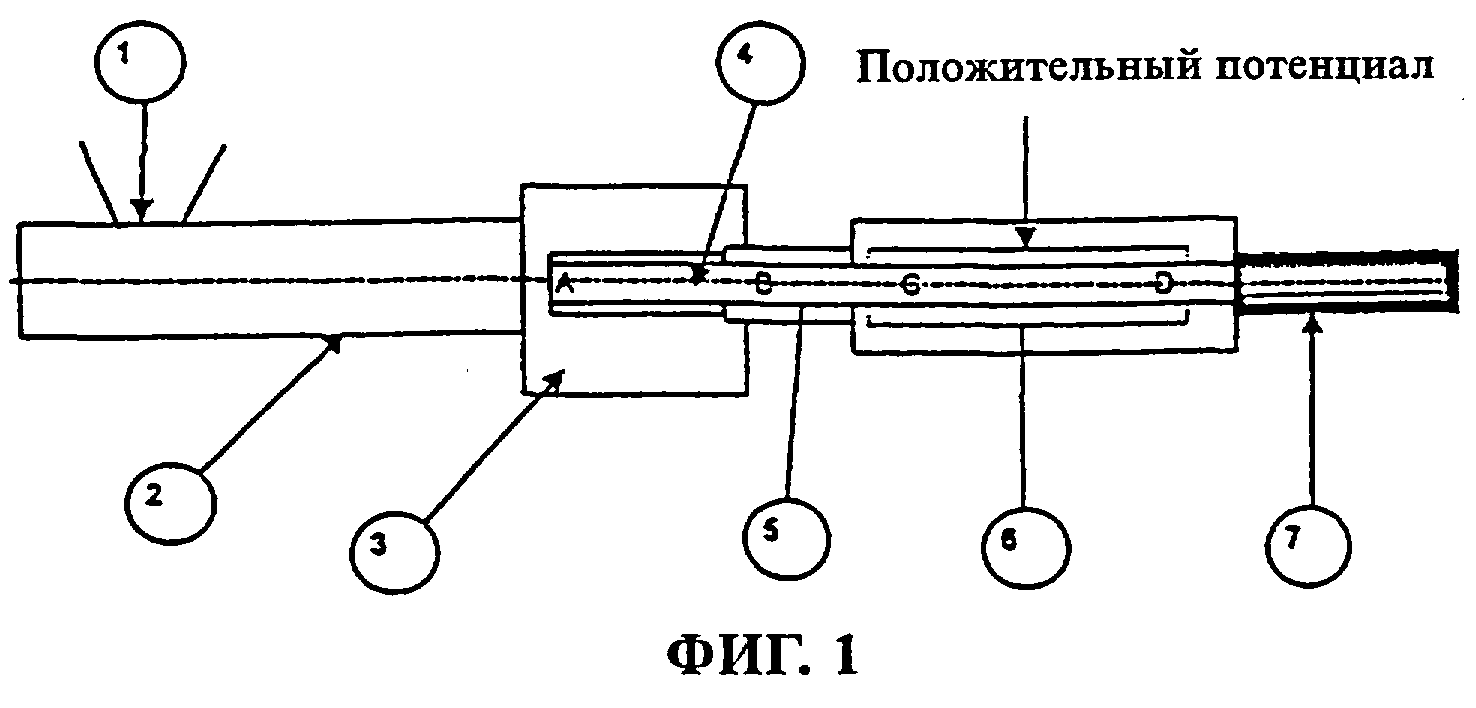
на фиг.1 - схема экструдера, оборудованного предлагаемым в изобретении устройством,
на фиг.2 - продольный разрез головки показанного на фиг.1 экструдера,
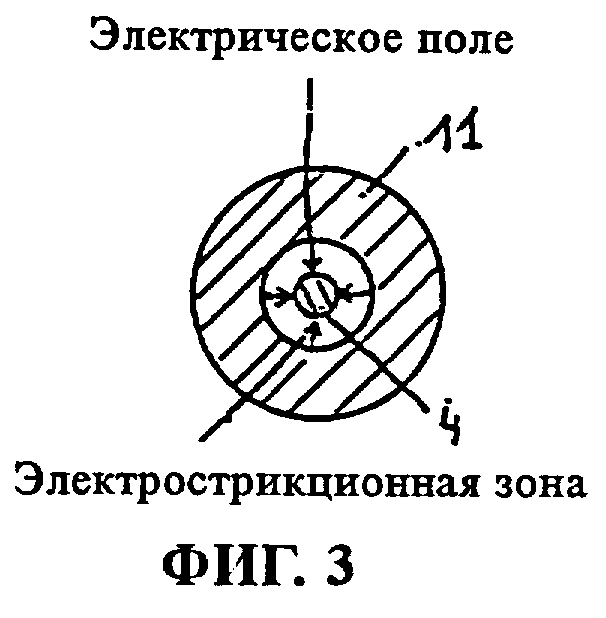
на фиг.3 - поперечный разрез головки экструдера,
на фиг.4-7 - схемы расположения электродов, предназначенных для создания соответствующего электрического поля,
на фиг.8 - схема предлагаемой в изобретении литьевой формы,
на фиг.9 - график зависимости энтальпии ПЭТФ от температуры, построенный по результатам ДСК (дифференциальная сканирующая калориметрия),
на фиг.10-12 - различные варианты выполнения предлагаемого в изобретении устройства,
на фиг.13 - схема расположения электродов в подводящем канале (распределительном литнике) формы для литья под давлением,
на фиг.14 - графики изменения во времени давления, необходимого для прохождения ПОМ (полиоксиметилена) через формовочное устройство (точка О соответствует моменту начала процесса подачи полимера в устройство) (в отсутствие и при наличии электрического поля), и
на фиг.15-17 - графики, аналогичные графикам, показанным на фиг.14, но для других материалов (полиэтилентерефталата, полиэтилена высокой плотности и полипропилена).
На фиг.1 показан экструдер 2, в который из бункера 1 загружается кристаллический или полукристаллический полимер (например ПЭТФ в виде гранул или мелких частиц). Расплавленный в экструдере 2 полимер выдавливается в головку 3, в центральной зоне А которой расположен стержневой сердечник 4, предназначенный для придания соответствующей формы внутренней поверхности получаемого из полимера экструдата. Полученный экструдат попадает в адиабатическую зону В (или зону 5, в которой не происходит или практически не происходит никакого теплообмена). Адиабатическую зону предпочтительно выполнить в виде сужающегося канала с постепенно уменьшающимся в направлении движения материала поперечным сечением. Температура полимера в зоне 5 несколько выше температуры (пика) кристаллизации и превышает ее на 1-20°С. Из зоны 5 экструдат попадает в зону С действия сильного электрического поля, в которой он интенсивно охлаждается. Зона С представляет собой по существу конденсатор 6. Действие на полимер электрического поля продолжается до зоны D, в которой температура полимера снижается до температуры, равной или меньшей температуры стеклования. После стабилизации готовое изделие 7 выходит из формовочного устройства экструдера.
На фиг.2 показан продольный разрез головки экструдера с формовочным устройством. Состоящий из головки экструдера и формовочного устройства блок 10 имеет корпус 11 с центральным отверстием, через которое проходит стержневой сердечник 4. Сердечник 4 образует отрицательный электрод или "землю" устройства для создания электрического поля, а корпус 11 блока образует его положительный электрод. Между положительным и отрицательным электродами создается электрическое поле с направленными по радиусу к оси сердечника 4 силовыми линиями. Под действием радиального электрического поля (см. фиг.3) в кристаллах возникает электрострикционный эффект, в результате которого происходит отслоение полимера от положительного электрода (при температуре полимера ниже температуры или пика кристаллизации). Внутренняя поверхность корпуса 11 изготовлена, например, из алюминиевого сплава, предпочтительно покрытого после соответствующей обработки слоем оксида алюминия Al2O3. Отслоение полимера от внутренней поверхности корпуса обеспечивает возможность движения материала в головке экструдера и его выхода из головки под действием усилия, создаваемого шнеком экструдера. В данном случае напряженность электрического поля между электродами составляет 5000000 В/м. На входе в состоящий из головки экструдера и формовочного устройства блок 10 материал имеет температуру выше температуры плавления, а на выходе - ниже температуры кристаллизации.
Положительный электрод 11 изолирован от "земли" (например изоляционными блоками) и функционально связан с одним или несколькими каналами системы охлаждения.
Охлаждение блока 10 (головки экструдера и/или формовочного устройства) осуществляется обладающей свойствами диэлектрика жидкостью с высокой теплотворной способностью, в частности соответствующим маслом.
Для охлаждения блока (головки экструдера/формовочного устройства) можно также использовать холодный газ, например азот, и соответствующую систему циркуляции.
Обладающую свойствами диэлектрика жидкость можно также использовать в качестве электрического изолятора для изоляции положительного электрода. Такая изоляция положительного электрода позволяет изолировать его от "земли" при прокачке охлаждающей жидкости по каналам, расположенным между "землей" и положительным электродом, а также от контура циркуляции или системы охлаждения.
Полученное в показанном на фиг.1 экструдере изделие представляет собой трубу с наружным диаметром 9 см и толщиной стенки 0,5 см.
На фиг.4 показано поперечное сечение головки экструдера, аналогичной головке, поперечное сечение которой показано на фиг.3, и отличающейся от нее тем, что положительным электродом, создающим в этой головке электрическое поле, является стержневой сердечник, а отрицательным - корпус 11.
На фиг.5 показано поперечное сечение головки экструдера, предназначенной для изготовления полого профиля с прямоугольным поперечным сечением. Стержневой сердечник этой головки имеет прямоугольное поперечное сечение и служит положительным электродом, а корпус 11 - отрицательным электродом.
На фиг.6 показан продольный разрез головки экструдера, корпус 11 которой содержит отдельные элементы 12, 13, образующие положительные и отрицательные электроды, разделенные соответствующими изолирующими элементами. Электроды расположены перпендикулярно оси экструдата, а создаваемое ими продольное электрическое поле направлено параллельно движению экструдата.
На фиг.7 показано поперечное сечение головки экструдера, корпус 11 которой содержит ряд отдельных элементов 14, 15, образующих положительные 14 и отрицательные 15 электроды, разделенные соответствующими изолирующими элементами 16. Электроды расположены друг относительно друга таким образом, что создаваемые ими поперечные электрические поля направлены перпендикулярно движению экструдата.
Очевидно, что при соответствующем расположении электродов можно создать электрические поля с радиальными, продольными и /или поперечными (относительно экструдата) силовыми линиями. Используя стержневой сердечник в качестве отрицательного электрода в устройствах, показанных на фиг.6 и 7, помимо электрического поля с продольными или поперечными силовыми линиями можно также создать электрическое поле с радиальными и наклонными силовыми линиями.
На фиг.8 показана литьевая форма 20, наружный корпус 21 которой состоит из двух полых частей 21А, 21В, которые можно раздвинуть для того, чтобы извлечь из формы готовую отливку. Внутри корпуса 21 расположена полость 23. В полость 23 входит сердечник, например цилиндрический стержень 24, который закреплен на машине для литья под давлением. Литейная форма имеет, как правило, систему охлаждения. Для создания в рабочей полости формы электрического поля в качестве положительного электрода можно использовать ее корпус 21, а в качестве отрицательного электрода - сердечник 24 или наоборот.
На фиг.9 показан график зависимости от температуры энтальпии ПЭТФ с острой впадиной, соответствующей температуре стеклования ПЭТФ, острым пиком, соответствующим температуре кристаллизации ПЭТФ, и острой впадиной, соответствующей температуре плавления ПЭТФ.
Для повышения диэлектрической проницаемости ПЭТФ можно использовать специальные добавки, которые придают кристаллическому или полукристаллическому полимеру свойства диэлектрика. Такие добавки хорошо известны специалистам. В качестве примера подобной добавки можно назвать титанат бария и/или TiO2 в виде порошка или мелких частиц, имеющих форму тонких пластинок. Количество добавки(-ок), повышающей(-их) диэлектрическую проницаемость материала, составляет обычно от 0,01 до 25, предпочтительно от 0,1 до 10 мас.%, в пересчете на массу кристаллического или полукристаллического полимера, в частности на массу ПЭТФ.
Показанное на фиг.10 предлагаемое в изобретении устройство является разновидностью устройства, показанного на фиг.1. Основными элементами этого устройства являются экструдер 2, адиабатическая зона 5, головка 10, формовочное приспособление 6 и система 11 вытяжки, которая вытягивает из формовочного приспособления полученное в нем изделие.
В устройстве, показанном на фиг.10, формовочное приспособление 6 имеет устройство для создания в нем поля статического электричества с направленными радиально силовыми линиями. Воздействие на полимер электрическим полем позволяет улучшить механические свойства изделия, изготовленного в этом устройстве, на 30%.
Устройство, которое показано на фиг.11, отличается от устройства, показанного на фиг.10, только отсутствием адиабатической зоны 5 (выходящий из экструдера продукт сразу же попадает в головку 10), а также тем, что электрическим полем воздействуют на материал не в формовочном приспособлении 6, а в головке 10. Силовые линии электрического поля в этом устройстве направлены радиально. Проведенные опыты показали, что воздействие на экструдируемый материал в головке экструдера радиальным электрическим полем позволяет при той же производительности заметно уменьшить давление в экструдере. При переработке кристаллических полимеров за счет создания в головке экструдера электрического поля напряженностью 5000000 В/м при той же самой производительности давление в экструдере можно уменьшить в 5-10 раз.
Использование электрического поля позволяет также, не уменьшая давления в экструдере, увеличить его производительность. Регулируя напряженность радиального электрического поля и/или давление в экструдере, можно, как очевидно, регулировать и производительность экструдера.
Устройство, показанное на фиг.12, аналогично устройству, показанному на фиг.11, и отличается от него только тем, что радиальное электрическое поле создается и в формовочном приспособлении 6. Устройство, выполненное таким образом, позволяет, с одной стороны, увеличить производительность существующего экструдера, а с другой стороны, улучшить механические свойства продукта экструзии.
На фиг.13 показана схема возможного размещения электродов (положительного электрода 30 и отрицательного электрода или "земли" 31) в распределительном литнике 32 формы 33 для литья под давлением, состоящей, например, из неподвижной относительно головки машины для литья под давлением части 33 А и подвижной части 33 В, которая при извлечении из рабочей полости или полостей 34 отлитого(-ых) в форме изделия(-й) перемещается относительно неподвижной части 33А формы. Распределительный литник 32 имеет палец или устройство 36, предназначенное для распределения потока полимера в разные полости 34 или в разные места полости или полостей формы. В неподвижной части формы расположен положительный электрод 30, отделенный от основания 33А1 неподвижной части 33А формы слоем изоляции 35. Основание 33А1 неподвижной части формы заземлено. Подвижная часть 33В формы выполнена таким образом, что по меньшей мере при упоре в неподвижную часть 33А (т.е. когда форма закрыта) она соединяется с "землей". Иными словами, по меньшей мере в закрытой форме 33 ее подвижная часть 33В также заземлена. В рассматриваемом варианте распределительный палец или устройство 36 закреплено на подвижной части 33В формы. Слой изоляции 35 изолирует также положительный электрод формы от головки машины для литья под давлением. При наличии в головке машины для литья под давлением положительного электрода положительный электрод формы целесообразно соединить с положительным электродом головки, изолировав его упомянутым слоем изоляции от основания 33А1 неподвижной части формы.
Во время литья расплавленный материал попадает в распределительные литники 32 и заполняет полость, расположенную между положительным электродом и распределительным устройством 36 и одной из сторон подвижной части 33В формы. При этом на материал действует электрическое поле, силовые линии которого направлены перпендикулярно движению материала в неподвижной части 33А формы.
Используемые для охлаждения неподвижной части 33А формы каналы системы охлаждения должны проходить вдоль той стороны положительного электрода, которая не находится в контакте с заливаемым в форму под давлением материалом, а в качестве охлаждающей жидкости следует использовать жидкость, обладающую электроизолирующими свойствами, в частности обладающее электроизолирующими свойствами масло или масло, являющееся диэлектриком.
На фиг.14 показаны графики изменения во времени давления, создаваемого шнеком экструдера, при изготовлении изделий из полиоксиметилена (кристаллический полимер) в поляризованном формовочном устройстве (при воздействии на полимер полем с радиальными силовыми линиями с момента его подачи в формовочное устройство с температурой, близкой к температуре плавления, до его выхода из формовочного устройства с температурой, близкой к температуре стеклования) и в неполяризованном формовочном устройстве (с момента подачи в него материала с температурой, близкой к температуре плавления).
Как следует из показанных на фиг.14 графиков, в неполяризованном формовочном устройстве (кривая I) после первых 15 секунд, когда течение полимера происходит в адиабатическом режиме, давление в экструдере резко возрастает (что связано с кристаллизацией полимера). При этом резкий рост давления в экструдере происходит в течение 30 с после попадания расплавленного полимера в формовочное устройство. После этого давление в экструдере постепенно возрастает и достигает максимально допустимого давления (120 бар), которое определяется конструкцией формовочного устройства и экструдера. В результате охлаждения материала в формовочном устройстве образуется пробка, и создаваемое шнеком давление в 120 бар оказывается недостаточным для выдавливания материала из формовочного устройства.
Давление, создаваемое шнеком при использовании поляризованного формовочного устройства (в котором создается электрическое поле напряженностью в 5000000 вольт на метр с радиальными силовыми линиями) (кривая II) при попадании в него расплавленного в экструдере материала меньше, чем при использовании неполяризованного устройства, и постепенно возрастает в течение 60 с (с момента подачи материала в формовочное устройство) до 20 бар. После этого в результате падения температуры материала в формовочном устройстве происходит сначала резкое, а затем постепенное увеличение давления вплоть до 60 бар. Готовое изделие выходит из формовочного устройства при давлении около 60 бар.
Приведенные на фиг.14 графики показывают, что воздействие на материал в формовочном устройстве электрическим полем позволяет существенно снизить максимальное давление, необходимое для принудительного прохождения материала через формовочное устройство.
Приведенные на фиг.15 графики, которые по существу не отличаются от графиков, приведенных на фиг.14, отражают эффект влияния электрического поля, создаваемого в формовочном устройстве, при переработке в изделия ПЭТФ. На основании этих графиков можно сделать вывод от том, что воздействие на ПЭТФ электрическим полем (кривая II) позволяет уменьшить максимальное давление, необходимое для прохождения полимерного материала через формовочное устройство. Показанная на фиг.15 кривая I изменения давления относится к экструзии ПЭТФ, не подверженного воздействию электрическим полем.
Приведенные на фиг.16 и 17 графики, которые также не отличаются по существу от графиков, приведенных на фиг.14, относятся к экструзии различных изделий из вторичного полиэтилена высокой плотности и из полипропилена. Графики, приведенные на фиг.16 и 17, наглядно свидетельствуют о том, что воздействие на полимер электрическим полем (в данном случае радиальным, кривая II) позволяет уменьшить максимальное давление, необходимое для прохождения материала через формовочное устройство. Кривые I изменения давления относятся к экструзии соответствующих полимеров, не подверженных воздействию электрического поля.
Снижение давления, создаваемого шнеком экструдера, связно с тем, что воздействие на материал электрическим полем сопровождается значительным уменьшением трения материала о стенку или стенки формовочного устройства. Снижение трения позволяет либо увеличить производительность экструдера, либо уменьшить износ экструдера и/или формовочного устройства, а также снизить простои экструдера, связанные с образованием пробок и забиванием формовочного устройства.
Для оценки эффективности предлагаемого в изобретении способа проводили испытания с ПЭТФ, полиоксиметиленом (ПОМ) и полиэтиленом (ПЭ) высокой плотности, при их переработке в изделия в формовочном устройстве обычным способом и при воздействии на них радиальным электрическим полем напряженностью в 5000000 вольт на метр (В/м). При проведении этих опытов было установлено, что сопротивление перемещению полимера не зависит от воздействия на него электрическим полем. При этом, однако, оказалось, что модуль упругости образцов из ПОМ и ПЭТФ, изготовленных предлагаемым в изобретении способом (при воздействии на полимер электрическим полем), приблизительно на 60% выше, чем у образцов, изготовленных обычным способом в отсутствие электрического поля. У образцов, прошедших последующее отверждение (выдержка в течение 48 ч при температуре выше температуры стеклования) и изготовленных предлагаемым в изобретении способом с использованием электрического поля модуль упругости оказался приблизительно на 20-30% выше, чем у таких же образцов, изготовленных обычном способом в отсутствие электрического поля.
В приведенной ниже таблице указаны величины модуля упругости (модуля Юнга), выраженные в МПа, для образцов (А), отлитых обычным способом (т.е. без электрического поля), образцов (В), отлитых обычным способом (т.е. без электрического поля), но прошедших последующее отверждение, и образцов (С), отлитых предлагаемым в изобретении способом с использованием электрического поля.
Предлагаемый в изобретении способ можно использовать для изготовления, в частности литьем или экструзией, самых разнообразных деталей, различных панелей, направляющих, профилей, листов, желобов (например желобчатых кабельных опор), профилей с Т-образным поперечным сечением (тавровых профилей), профилей с П-образным поперечным сечением, профилей с I-образным поперечным сечением (двутавровых профилей), профилей с Г-образным поперечным сечением (уголковых профилей), профилей с Х-образным поперечным сечением и других подобных изделий.
Реферат
Изобретение относится к способу переработки в изделия термопластичных материалов, в частности материалов, содержащих по меньшей мере один кристаллический или полукристаллический полимер или сополимер с определенной температурой плавления, температурой кристаллизации и температурой стеклования. Способ включает нагрев термопластичного материала до температуры, превышающей температуру плавления, и переработку нагретого материала в изделие в формовочном устройстве, снижая его температуру от температуры, по меньшей мере близкой к температуре плавления, до температуры, меньшей температуры перехода в твердое состояние. На термопластичный материал до и/или во время его прохождения через формовочное устройство воздействуют полем статического электричества, создаваемым между находящимся в контакте с термопластичным материалом положительным электродом и отрицательным электродом или «землей». Устройство для осуществления способа содержит головку экструдера или формовочную камеру с каналом для прохода в нее термопластичного материала и с одной или несколькими стенками, находящимися в контакте с материалом. Устройство имеет также охлаждающее устройство, которое предназначено по меньшей мере для частичного охлаждения одной или нескольких стенок головки или камеры, и устройство для соединения по меньшей мере одной стенки или части стенки камеры или головки, которая находится в контакте с материалом, с источником тока. Источник тока создает поле статического электричества между по меньшей мере этой стенкой или частью стенки и другой стенкой или частью стенки камеры или головки. Изобретение позволяет снизить сопротивление трению, улучшить механические свойства готового изделия, обеспечивает постоянство расхода проходящего через головку экструдера материала. 3 с. и 29 з.п. ф-лы, 17 ил.
Комментарии