Электропроводная пневматическая шина и устройство для экструзии профилированных элементов, выполненных электропроводными - RU2225299C2
Код документа: RU2225299C2
Чертежи

Описание
Настоящее изобретение относится к пневматической шине, содержащей несколько каучуковых смесей, имеющих в своем составе в качестве преобладающего наполнителя такой наполнитель, который не является электропроводным, например двуокись кремния или каучуковые смеси, в небольших количествах содержащие в качестве наполнителя газовую сажу, причем по меньшей мере одна из этих каучуковых смесей образует беговую дорожку протектора. Более точно, настоящее изобретение касается пневматической шины, которая в процессе движения характеризуется значительным повышением внутренней температуры, например пневматической шины, предназначенной для несения больших нагрузок.
Изобретение также касается способа получения пневматической шины и устройства для осуществления указанного способа.
Поскольку проблемы сохранения окружающей среды в настоящее время являются все в большей степени решающими, а экономия топлива и борьба с загрязнением среды, создаваемым механическими транспортными средствами, стали главными приоритетами, одна из задач производителей пневматических шин состоит в том, чтобы создать такую пневматическую шину, которая обладала бы одновременно очень малым сопротивлением качению, превосходным сцеплением как с сухой поверхностью дороги, так и с мокрой, заснеженной или обледенелой поверхностью, а также очень хорошей устойчивостью к износу и, наконец, пониженным уровнем шума при движении.
Для решения этой задачи в заявке на Европейский патент ЕР А 501227 была предложена пневматическая шина, обладающая беговой дорожкой протектора, содержащей в качестве основного усиливающего наполнителя двуокись кремния.
Хотя такое техническое решение и позволяет обеспечить наилучший компромисс между различными упомянутыми выше и весьма противоречивыми свойствами, оказывается, что в зависимости от типа транспортного средства пневматические шины, в которых используется беговая дорожка протектора, содержащая в качестве основного усиливающего наполнителя двуокись кремния, имеют недостаток, который состоит в накоплении в более или менее значительной степени заряда статического электричества, образующегося в результате трения пневматической шины о дорожное покрытие в процессе движения транспортного средства и вследствие отсутствия у двуокиси кремния свойств электропроводности.
Накопленное в пневматической шине статическое электричество может вызвать неприятный для находящихся в транспортном средстве людей удар электрическим током при прикосновении к кузову этого транспортного средства.
Кроме того, статическое электричество способно ускорить старение пневматической шины под действием озона, выделяющегося при электрическом разряде. Оно также может быть причиной нарушения нормального функционирования радиоприемных устройств, установленных в транспортном средстве, в результате помех от статического электричества.
Проблема накопления зарядов статического электричества в пневматической шине и связанных с этим неудобств является весьма давней и возникла тогда, когда в качестве усиливающего наполнителя использовали газовую сажу.
В заявке ЕР 0658452 А1 описана адаптация известных принципов формирования шины для современной пневматической шины. Такая адаптация позволяет решить основные проблемы, в частности исключение нежелательных неоднородностей, вносимых в структуру пневматической шины.
Предложенное в заявке техническое решение состоит во введении в конструкцию шины полосы электропроводной каучуковой смеси или электропроводной вставки, проходящей предпочтительным образом по всей окружности пневматической шины и связывающей поверхность беговой дорожки протектора либо с одним из слоев арматуры гребня, либо с арматурой каркаса, либо с любой другой частью пневматической шины, обладающей достаточной степенью электропроводности, причем необходимая электропроводность придается каучуковой смеси благодаря наличию в ней специально адаптированной газовой сажи.
Такое техническое решение дает эффект для пневматической шины, содержащей беговую дорожку протектора, сформированную из одной и той же не являющейся электропроводной каучуковой смеси, например для беговой дорожки протектора пневматической шины легкового автомобиля, не вполне справедливо для пневматической шины, содержащей несколько слоев каучуковых смесей поверх арматуры гребня и слоев каучука между арматурой гребня и арматурой каркаса, для пневматической шины, способной катиться при стабильно высокой температуре функционирования, например, на тяжелых или высокоскоростных транспортных средствах.
Если по каким-либо соображениям такую пневматическую шину оснащают не обладающим электропроводностью слоем или внутренней частью беговой дорожки протектора (имеется в виду та ее часть, которая не находится в непосредственном контакте с дорожным покрытием) между арматурой гребня и наружной частью (то есть той ее частью, которая находится в непосредственном контакте с дорожным покрытием) беговой дорожки протектора, выполненной электропроводной в результате наличия окружной электропроводной вставки или полосы, то нижняя часть беговой дорожки протектора также должна быть сделана электропроводной.
Кроме того, слой между арматурой каркаса и арматурой гребня, содержащий явно выраженные утолщения в краевых зонах слоев арматуры гребня, также должен быть электропроводным, если он не являлся таковым изначально.
Первое техническое решение для получения электропроводной беговой дорожки протектора состоит в совместной экструзии внутренней и наружной частей беговой дорожки протектора и в снабжении полученной таким образом системы окружной электропроводной вставкой. Это техническое решение не является вполне удовлетворительным по целому ряду соображений. Следует упомянуть два из них. В пневматической шине рассматриваемого типа полная толщина беговой дорожки протектора является слишком большой. В то же время, может оказаться выгодным, чтобы электропроводные вставки соответственно внутреннего и наружного слоев беговой дорожки протектора имели различное качество используемой каучуковой смеси.
Другое техническое решение, раскрытое в заявке на патент Франции FR 97/02276, поданной на имя Заявителя, состоит в обеспечении электрической связи между двумя электропроводными слоями или которые выполнены электропроводными и разделены слоем, не являющимся электропроводным, при помощи по меньшей мере одной полосы каучуковой смеси малой толщины, ширины и длины, размещенной между двумя поверхностями сварки не являющегося электропроводным слоя и находящейся в контакте со средствами, обеспечивающими электропроводность двух слоев.
Будучи вполне удовлетворительным с точки зрения промышленной реализации способ включает размещение дополнительного элемента, что увеличивает стоимость изготовления пневматической шины.
Третье техническое решение состоит в оснащении каждой не являющейся электропроводной части окружной вставкой с круговой и прямолинейной трассой или круговой полосой после экструзии упомянутой части с использованием известных экструзионных средств и соединении затем двух изделий между собой перед укладкой на арматуру гребня.
Эти полосовые вставки обычно являются весьма тонкими, чтобы не нарушать физических свойств композиций, образующих две части беговой дорожки протектора, причем толщина этих вставок в поперечном сечении находится в диапазоне от 0,01 до 2 мм. Такое техническое решение требует, чтобы трасса такой полосовой вставки наружной части беговой дорожки протектора на стенке контакта между двумя частями располагалась строго на одной линии или была центрирована по отношению к трассе на стенке полосовой вставки внутренней части той же беговой дорожки протектора.
Однако механические свойства каучуковых композиций перед вулканизацией являются весьма неблагоприятными. Сырая каучуковая смесь может представлять собой очень мягкую массу или, наоборот, очень твердый агломерат. Каков бы ни был способ обработки таких каучуковых смесей, достаточно трудно точно выдержать геометрию конечного полуфабриката, который представляет собой систему из двух еще не вулканизированных частей беговой дорожки протектора. Вследствие этого возникают большие трудности для обеспечения совпадения или выравнивания между соответствующими трассами расположения двух упомянутых окружных вставок на поверхности контакта между двумя частями.
В этих условиях техническое решение с использованием двух круговых вставок не может рассматриваться в качестве конструктивно оптимизированного и в качестве приемлемого для промышленного производства как с точки зрения стоимости, так и с точки зрения получаемых характеристик.
Задача предлагаемого изобретения состоит в том, чтобы обеспечить рассеивание в пневматической шине, содержащей несколько не являющихся электропроводными каучуковых смесей, зарядов статического электричества, образующихся при качении пневматической шины.
Другая задача данного изобретения состоит в том, чтобы обеспечить возможность изготовления пневматической шины наиболее простым и дешевым способом, включая стоимость материала и/или стоимость изготовления.
В соответствии с первым аспектом данного изобретения предлагается пневматическая шина, содержащая по меньшей мере два слоя каучуковых смесей, не являющихся электропроводными, причем два упомянутых слоя имеют общую стенку контакта, указанная пневматическая шина характеризуется тем, что каждый слой содержит окружную вставку из электропроводной каучуковой смеси с прямолинейной круговой трассой, причем вставка по меньшей мере одного первого слоя представляет в поперечном сечении площадку S с двумя основаниями, первое из этих оснований на стенке контакта между двумя слоями имеет ширину, по меньшей мере в 10 раз превышающую на стенке контакта ширину первого основания поверхности S' вставки второго слоя, и первые основания расположены на общей стенке контакта друг против друга, а средние оси двух оснований параллельны экваториальной плоскости и отстоят от нее на расстояния, разность между которыми не превышает половины ширины первого основания первого слоя, при этом между двумя трассами на общей стенке контакта в окружном направлении имеется множество точек контакта, обеспечивающих электрическое соединение между двумя электропроводными элементами.
В подавляющем большинстве случаев два не являющихся электропроводными слоя представляют собой внутреннюю и наружную части беговой дорожки протектора, и электрическое соединение обеспечено между дорожным покрытием и арматурой гребня, сформированной из металлических кордных нитей, облицованных каучуковой смесью, выполненной электропроводной в результате наличия в ее составе газовой сажи.
Не являющиеся электропроводными слои представляют собой профилированный элемент треугольной формы в поперечном сечении, отделяющий арматуру каркаса от края арматуры гребня и внутреннюю и наружную части беговой дорожки протектора, в этом случае электрическое соединение обеспечено между тремя слоями.
Предпочтительно чтобы наружная часть беговой дорожки протектора была снабжена вставкой, имеющей поперечную поверхность с двумя основаниями различной ширины, причем первое основание имеет ширину, значительно превышающую ширину второго основания, расположенного на поверхности беговой дорожки протектора, а другая часть, предпочтительно внутренняя часть беговой дорожки протектора, снабжена полосой, плоскость которой в поперечном сечении является прямоугольной, причем оба основания являются одинаковыми.
Поперечная плоскость вставки, содержащая два основания различной ширины, может иметь различные формы. Для обеспечения использования возможно меньшего количества электропроводного материала в слоях беговой дорожки протектора пневматической шины поперечная поверхность вставки наружного слоя беговой дорожки протектора имеет форму перевернутой буквы Т с прямоугольной частью малой толщины и треугольной или прямоугольной частью с основанием большой ширины, которое расположено на общей для двух слоев стенке.
Слой, являющийся либо частью беговой дорожки протектора, либо промежуточным профилированным элементом между арматурой каркаса и арматурой гребня, обычно формируется в невулканизированном состоянии посредством экструзии, выполняемой в экструдере известным образом, причем экструдер содержит носок с роликом, а профиль или поперечное сечение экструдируемого изделия определяется поверхностью ролика, на которую экструдируется каучуковая смесь, и неподвижной стенкой пластины экструзии, которая взаимодействует с поверхностью для ограничения отверстия экструзии.
Способ в соответствии с
предлагаемым изобретением, предназначенный для изготовления двух электропроводных слоев, например, внутренней и наружной частей беговой дорожки протектора пневматической шины, заключается в том, что
осуществляют
раздельную экструзию каждого слоя на экструзионном устройстве, содержащем головку экструзии, снабженную каналом, открывающимся в отверстие экструзии, и неподвижную стенку,
взаимодействующую с вращающимся роликом,
вставление при совместной экструзии в каждый слой в окружном направлении, например в каждую часть беговой дорожки протектора, полосы электропроводной
каучуковой смеси в невулканизированном состоянии и с поперечным сечением, имеющей два основания, посредством сопла микроэкструдера, причем сопло является неподвижным и прижато к стенке экструдера,
например к стенке ролика основного экструдера,
соединение с использованием обычных средств двух невулканизированных слоев.
Совместная экструзия предпочтительно может быть реализована в трех различных местах: либо в канале между верхним сводом и нижним сводом, ограничивающими канал, либо между верхним сводом и стенкой вращающегося ролика, либо между верхней стенкой отверстия экструзии и стенкой ролика.
Устройство в соответствии с предлагаемым изобретением, предназначенное для осуществления способа изготовления профилированного элемента из каучука с вставкой или полосой, имеющей поперечное сечение с двумя основаниями, может быть двух типов.
Устройство первого типа содержит основной экструдер с носком, содержащим вращающийся ролик, предназначенный для экструдирования слоя или профилированного элемента из каучука, например верхней и невулканизированной части беговой дорожки протектора, и микроэкструдер, неподвижно установленный на кронштейне и содержащий головку экструзии, снабженную на конце соплом для экструдирования в соответствии с требуемым профилем и трассой окружной вставки в профилированный элемент из невулканизированной каучуковой смеси, выходящий из основного экструдера, причем головка экструзии и сопло установлены в канале или в камере накопления подлежащей экструдированию каучуковой смеси, либо между верхним сводом и нижним сводом основного экструдера, либо между верхним сводом и вращающимся роликом, причем сопло имеет головку, конец которой прижимается к нижнему своду или к ролику основного экструдера.
Предлагаемое изобретение касается также сопла или отверстия экструзии используемого микроэкструдера.
Упомянутое сопло характеризуется тем, что содержит кольцевой элемент, предназначенный для опоры и закрепления на носке микроэкструдера, содержащем крепежные элементы, полую и цилиндрическую камеру питания, прямую или изогнутую в виде колена, имеющую на цилиндрической поверхности отверстие экструзии, через которое экструдируется электропроводный каучуковый материал, занимающее по существу всю высоту сопла и поперечное сечение которого имеет форму, адаптированную к требуемому поперечному сечению электропроводной вставки, т.е. к сечению с двумя основаниями различной ширины, если речь идет об экструзии вставки с двумя различными основаниями, или к сечению с двумя одинаковыми основаниями, если речь идет об экструзии вставки прямоугольного поперечного сечения.
Устройство второго типа так же содержит основной экструдер с носком, содержащим вращающийся ролик, или с плоским носком, предназначенный для экструдирования слоя или профилированного элемента из каучуковой смеси, например, невулканизированной внутренней части беговой дорожки протектора, и микроэкструдер, содержащий головку экструзии, снабженную на конце соплом, предназначенным для экструдирования в соответствии с требуемым профилем и трассой окружной вставки в профилированный элемент из невулканизированной каучуковой смеси, выходящий из основного экструдера.
Предлагаемое изобретение касается крепления микроэкструдера и сопла или отверстия экструзии используемого микроэкструдера.
Микроэкструдер или по меньшей мере часть его головки экструзии вводится и закрепляется в верхней части пластины экструзии, причем головка экструзии изгибается коленом на конце, чтобы обеспечить возможность прижатия сопла к поверхности ролика или к нижней части пластины экструзии в зависимости от типа используемого основного экструдера.
Сопло характеризуется тем, что содержит кольцевой элемент опоры и крепления на носке микроэкструдера, полую и цилиндрическую камеру питания, снабженную на цилиндрической поверхности отверстием экструзии, через которое экструдируется электропроводный каучуковый материал, с поперечным сечением, выбранным в зависимости от требуемой поперечной формы электропроводной вставки.
В оборудовании второго типа сопло экструзии предпочтительно снабжено фильерой, подвижной по поступательному движению вдоль оси, перпендикулярной оси вращения ролика, позволяющей под действием давления проходящей через нее электропроводной каучуковой смеси обеспечить изготовление изделий различной толщины, гарантируя при этом в процессе их изготовления минимальное расстояние между концом сопла и роликом основного экструдера.
В дальнейшем изобретение поясняется описанием со ссылками на сопровождающие
чертежи, на которых:
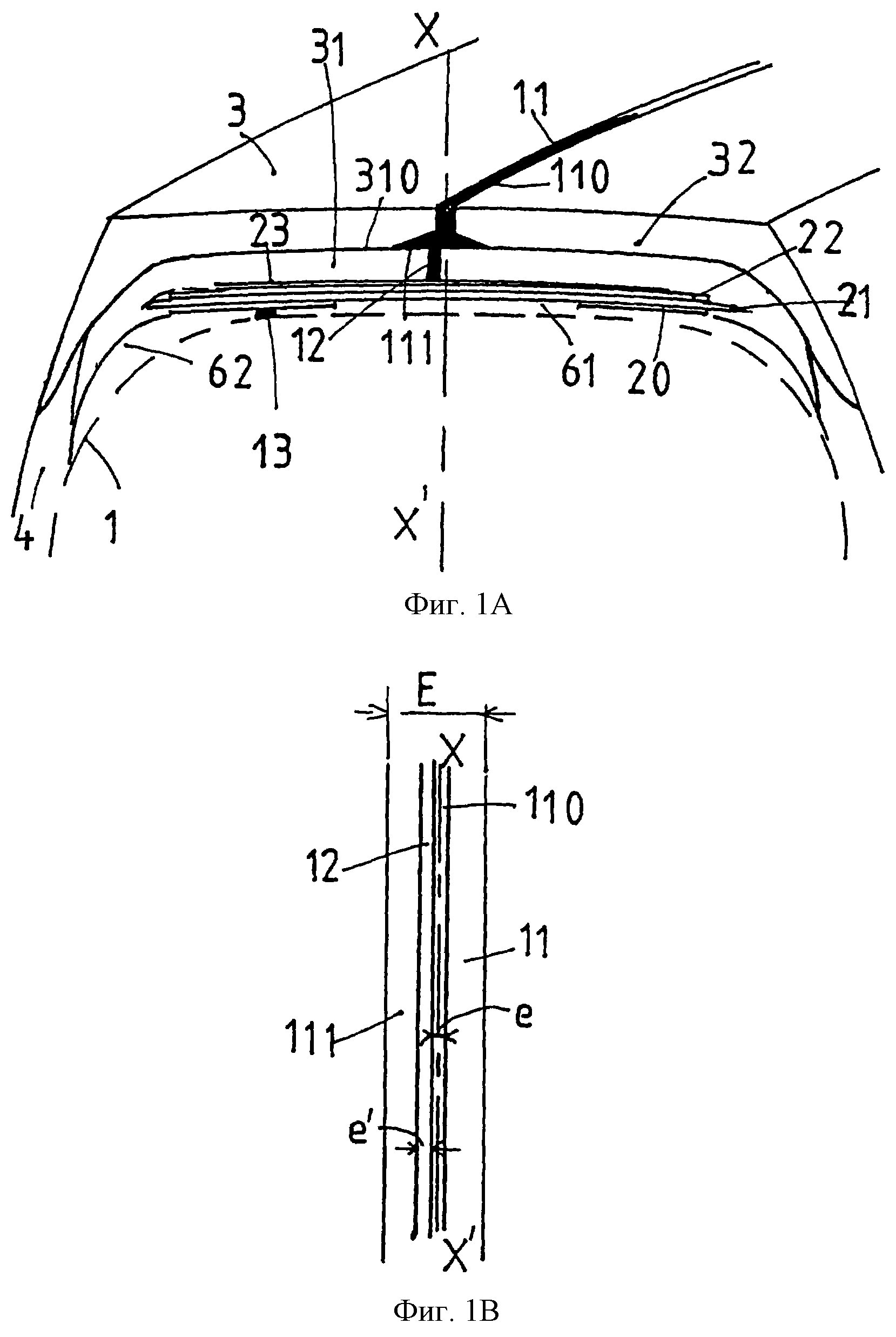
фиг.1А
изображает общий вид части гребня пневматической шины с неэлектропроводной беговой дорожкой протектора согласно изобретению;
фиг. 1В - вид в плане части
беговой дорожки протектора упомянутой
пневматической шины согласно изобретению;
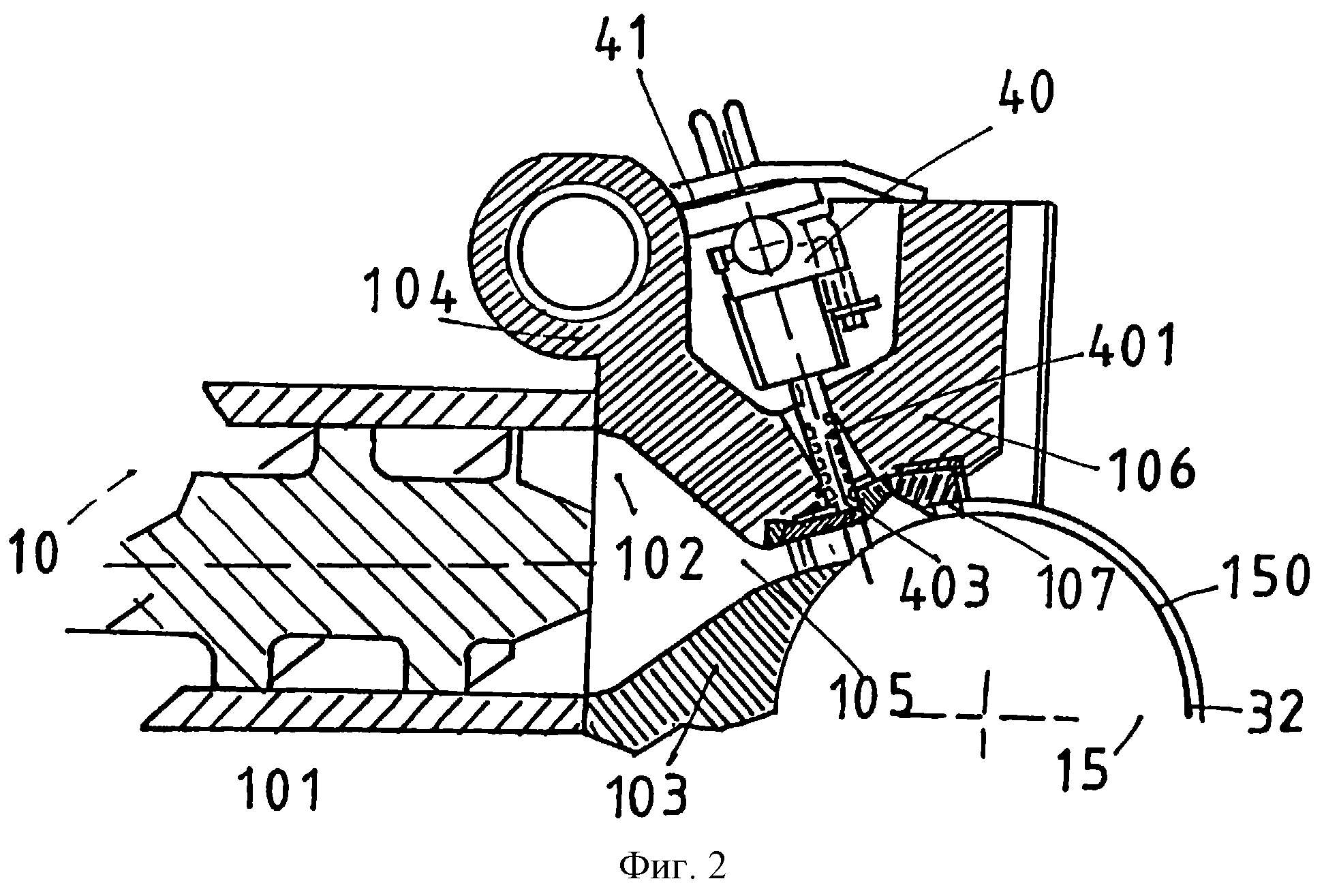
фиг.2 - основные элементы устройства в соответствии с предлагаемым изобретением;
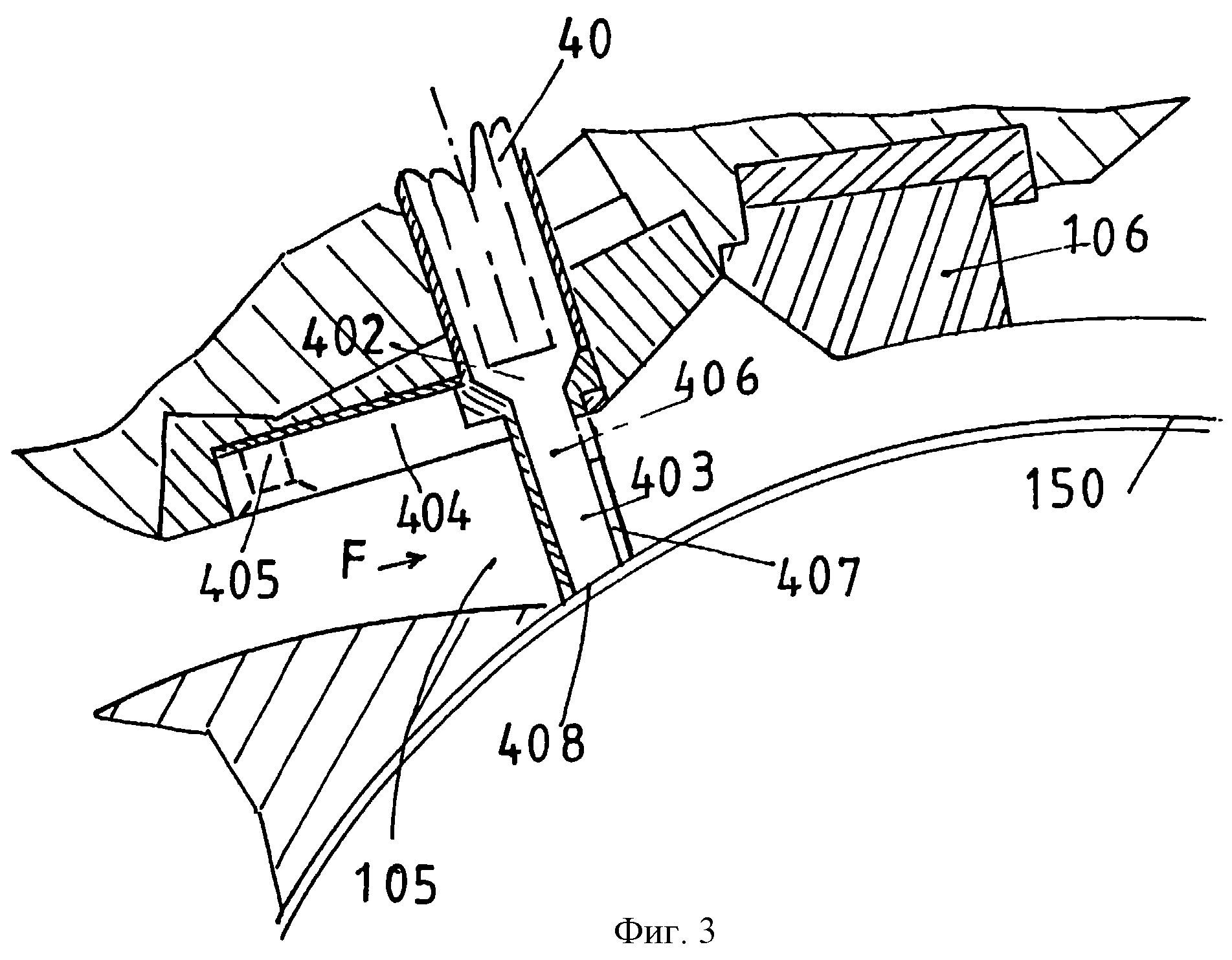
фиг.3 - оборудование,
показанное на фиг.2, согласно
изобретению;
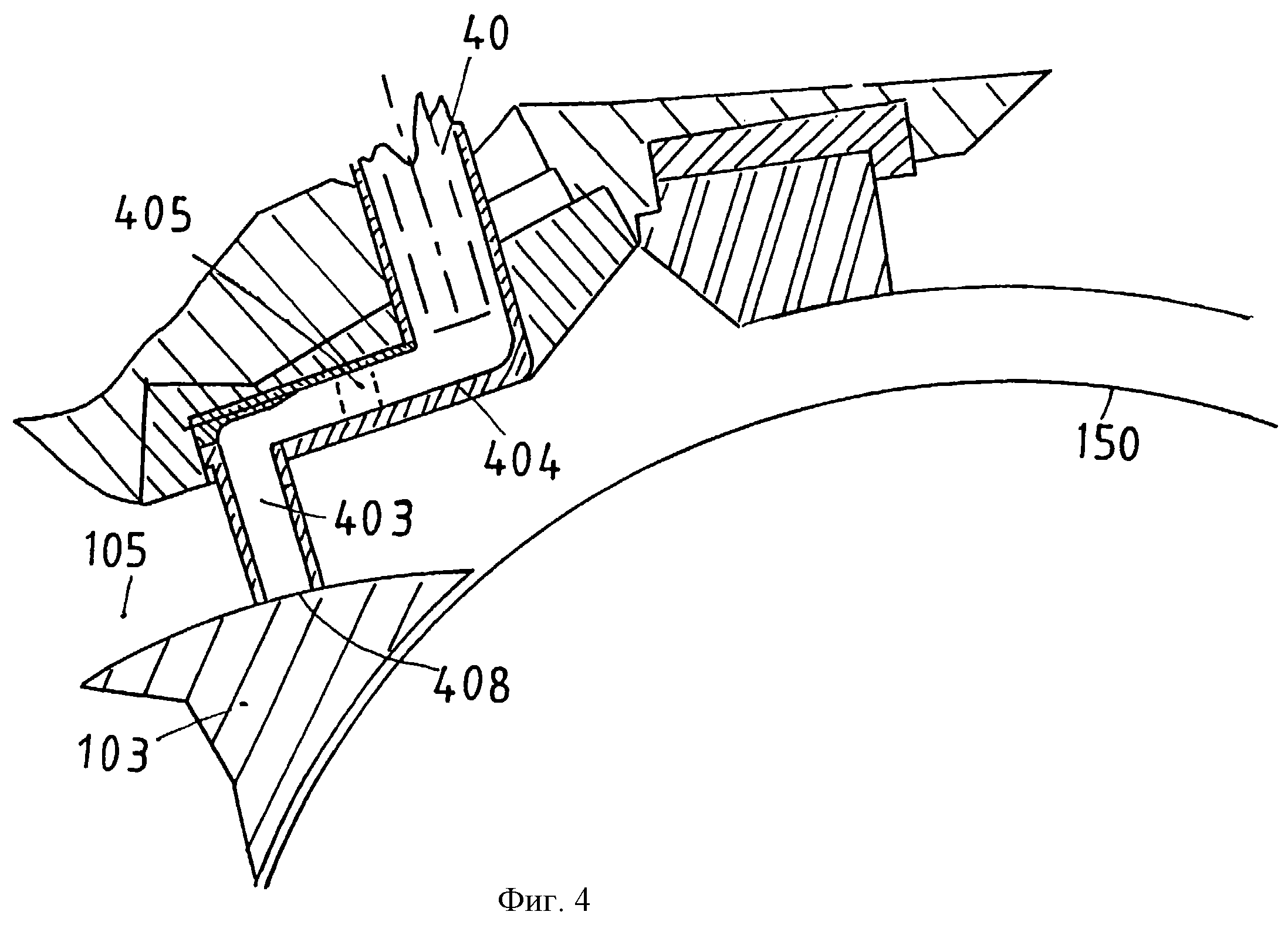
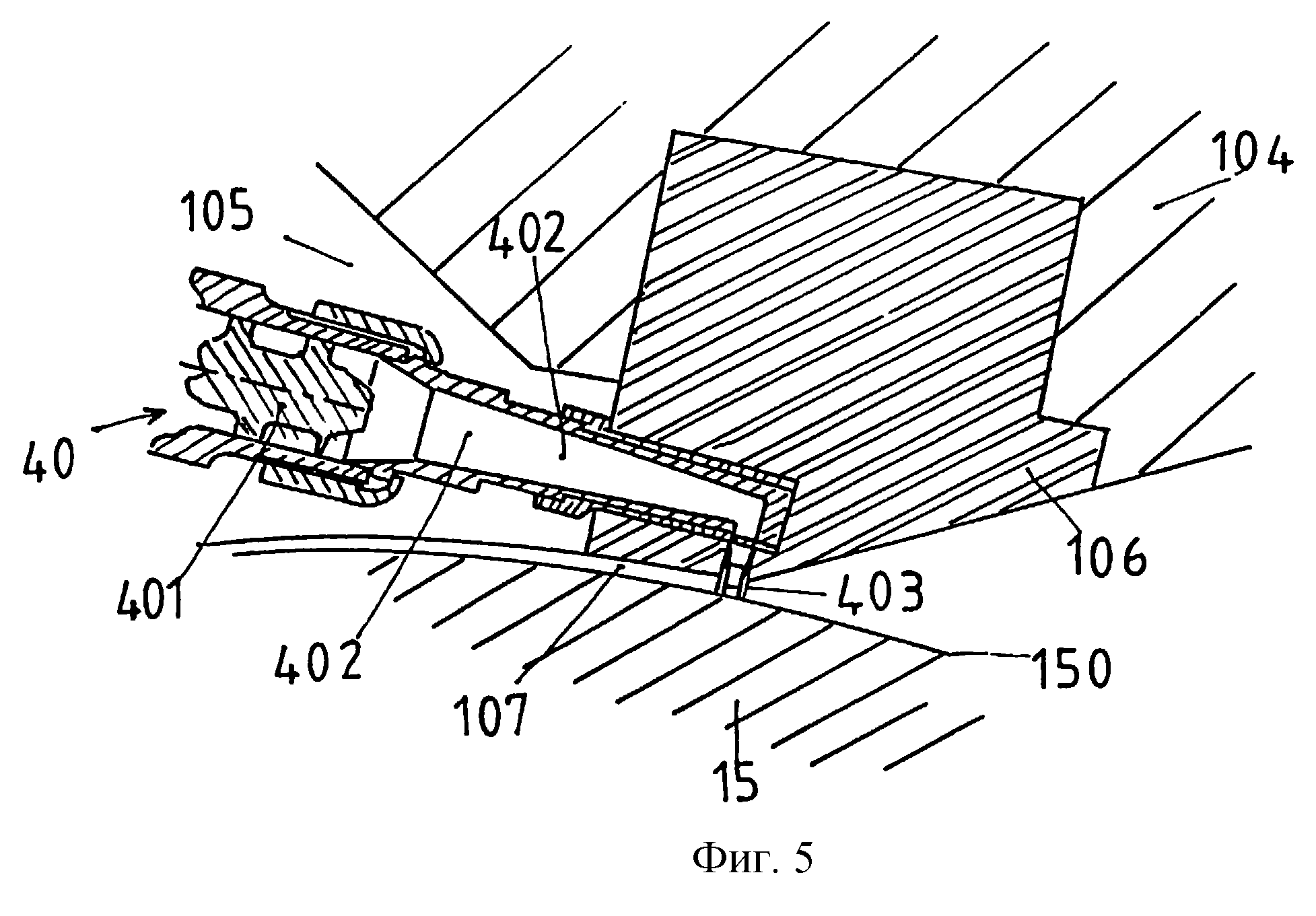
фиг. 4 и 5 - элементы другого устройства экструзии, которое может быть использовано для формирования электропроводной вставки, согласно
изобретению;
фиг.6 - сопло
экструзии, которое может быть использовано в оборудовании, показанном на фиг.5, согласно изобретению.
Пневматическая шина типоразмера 315/80.R.22,5, имеющая малое сопротивление качению, содержит арматуру каркаса 1, образованную одним металлическим слоем, сформированным из металлических нерастяжимых кордных нитей, покрытых облицовочной каучуковой смесью, которая выполнена проводящей электростатические заряды при помощи газовой сажи, обычно используемой в качестве усиливающего наполнителя в каучуковых смесях.
Арматура каркаса 1 известным образом закреплена на по меньшей мере одном бортовом кольце в каждом борту с формированием оборота (не показаны). Внутри арматуры каркаса 1 находятся обычные подкрепляющие слои и так называемые внутренние слои, образованные непроницаемыми для известных газов накачивания каучуковыми смесями.
Один или оба конца внутренних слоев перекрыты внутренней в осевом направлении частью защитного слоя борта (не показан) или слоя, подвергающегося износу, наружная в осевом направлении часть которого опирается на монтажный обод пневматической шины. Упомянутый слой обычно содержит очень большое количество усиливающего наполнителя в виде газовой сажи, вследствие чего обладает хорошей электропроводностью.
Поверх арматуры каркаса 1 на ее вершине расположена арматура гребня, которая в рассматриваемом здесь примере реализации образована двумя триангуляционными полуслоями 20, сформированными из металлических нерастяжимых кордных нитей, ориентированных по отношению к окружному направлению под углом, величина которого находится в пределах от 30 до 90o. Поверх этих полуслоев в радиальном направлении размещены два так называемых рабочих слоя 21 и 22, сформированных из металлических нерастяжимых кордных нитей, перекрещивающихся от одного слоя к другому, образуя с окружным направлением углы, которые могут быть одинаковыми или различными по абсолютной величине, в диапазоне от 10 до 30o. И наконец имеется по меньшей мере один так называемый защитный слой 23, сформированный из эластичных кордных нитей, образующих с окружным направлением угол, равный по величине и направлению углу наиболее наружного в радиальном направлении рабочего слоя.
Все кордные нити арматуры гребня 2 покрыты одной или несколькими облицовочными каучуковыми смесями, являющимися проводниками для электростатических зарядов благодаря наличию газовой сажи, используемой в этих смесях в качестве усиливающего наполнителя.
Арматура гребня 2 имеет поперечный профиль, не являющийся идентичным поперечному профилю расположенной непосредственно под ним арматуры каркаса 1, отделена от этой арматуры каркаса 1 каучуковой профилированной системой, имеющей малую толщину в центральной осевой части 61, где две арматуры по существу параллельны друг другу и имеют по одну и по другую стороны от центральной осевой части 61 толщину, постепенно возрастающую в направлении к наружным сторонам пневматической шины, чтобы сформировать уголки или треугольные профилированные элементы 62.
Каучуковые уголки или профилированные элементы 62 и центральная осевая часть 61 изготовлены из каучуковых смесей, не являющихся электропроводными, поскольку они содержат очень мало газовой сажи в качестве усиливающего наполнителя для предотвращения нагрева.
Поверх арматуры гребня 2 в радиальном направлении расположена беговая дорожка протектора 3, образованная внутренним в радиальном направлении слоем 31 или так называемым подслоем, сформированным из каучуковой смеси, содержащей в качестве усиливающего наполнителя двуокись кремния, и располагающимся поверх подслоя 31 в радиальном направлении наружным в радиальным направлении слоем 32 или слоем беговой дорожки, содержащим в качестве усиливающего наполнителя большое количество двуокиси кремния.
Беговая дорожка протектора 3 связана с бортами пневматической шины при помощи каучуковых смесей боковин 4, также содержащих очень большое количество двуокиси кремния в качестве наполнителя.
Слой 32 беговой дорожки выполнен электропроводным посредством каучуковой вставки 11 в форме окружного кольца по всей высоте слоя 32 беговой дорожки, чтобы связать поверхность беговой дорожки, входящую в непосредственный контакт с дорожным покрытием, с наружной в радиальном направлении поверхностью 310 подслоя 31.
Эта вставка 11 очень малой осевой ширины e на поверхности беговой дорожки протектора, равной 0,5 мм, является единственной и центрирована относительно экваториальной плоскости XX' пневматической шины. Ее трасса на поверхности 310 контакта между двумя частями 31 и 32 беговой дорожки протектора является прямолинейной и круговой.
Вставка 11 также может быть децентрирована, в частности, при наличии на беговой дорожке протектора центральной канавки. При этом беговая дорожка протектора может содержать две вставки 11, размещенные симметрично по отношению к экваториальной плоскости, или больше, чем две вставки, но в любом случае все вставки будут размещены в осевом направлении таким образом, чтобы их контакт с дорожным покрытием мог быть установлен при любой степени износа беговой дорожки протектора.
Вставка в поперечном сечении представляет собой поверхность с двумя основаниями 110 и 111, причем основание 110 представляет собой основание малой ширины e на поверхности беговой дорожки протектора.
Что касается другого основания 111 на поверхности контакта между двумя частями 31 и 32 беговой дорожки протектора, то оно представляет собой сравнительно очень широкое основание, поскольку его ширина Е в рассматриваемом варианте составляет 20 мм, то есть в 40 раз превышает ширину e. Поперечное сечение вставки 11 может рассматриваться как наложение в радиальном направлении прямоугольного участка малой ширины e и большой толщины на прямоугольный участок большой ширины Е и малой толщины (фиг.1В).
Электрическое соединение между слоем дорожки 32 качения или, точнее говоря, между одной или несколькими электропроводными вставками 11 и наружным в радиальном направлении слоем 23 арматуры гребня 2, сформированным из металлических кордных нитей, покрытых облицовочной каучуковой смесью, содержащей в качестве усиливающего наполнителя обычно используемую электропроводную газовую сажу, осуществляется при помощи окружной вставки 12 на всей высоте части 31 беговой дорожки протектора, трасса которой, имеющая ширину e' на стенке 310 контакта между двумя частями 31 и 32 беговой дорожки протектора 3, также является круговой, причем ширина e' в рассматриваемом случае равна ширине e.
Состав каучуковой смеси, образующей соединительную вставку 12, являющуюся проводником для электростатических зарядов, сформирован, как и состав каучуковой смеси вставки 11, на основе природного каучука и/или синтетического каучука, обычно используемого при изготовлении пневматических шин и, в частности, беговых дорожек их протекторов, и содержит в качестве усиливающего наполнителя электропроводную газовую сажу, которая обычно используется при изготовлении пневматических шин.
Вставка 12 (фиг.1А и 1В) имеет подобно вставке 11 трассу или след круговой формы на поверхности контакта между двумя слоями 31 и 32, и ее поверхность в поперечном сечении представляет прямоугольную поверхность с шириной e' и глубиной или высотой, равной толщине слоя 31.
Вставки 11 и 12 имеют на стенке контакта окружные поверхности, размещенные таким образом, что поверхность шириной e' находится внутри поверхности шириной Е, которая является значительно более широкой.
Принятое расположение позволяет после позиционирования двух частей беговой дорожки протектора либо на барабане изготовления пневматической шины, либо на любом другом средстве соединения двух частей обеспечить контакт между двумя вставками 11 и 12 при любых обычно допустимых погрешностях позиционирования двух частей беговой дорожки протектора друг относительно друга или погрешностях центрирования при изготовлении (смещение средних осей двух вставок 11 и 12, показано фиг.1А и 1В).
Электрическое соединение арматуры гребня 2 с арматурой каркаса 1 осуществляется в рассматриваемом варианте посредством вставки 13, имеющей прямоугольное поперечное сечение, представляющее на общей поверхности с арматурой каркаса и на общей поверхности с арматурой гребня прямоугольные и круговые трассы шириной e', равной e или 0,5 мм, причем вставка 13 в окружном направлении может быть сплошной или может содержать разрывы.
Одна или несколько вставок 11, 12, являющихся проводниками электростатических зарядов вследствие состава их каучуковых смесей, имеющих высокое содержание газовой сажи, могут быть выполнены путем использования любых подходящих для этого средств. Это может быть осуществлено как в процессе изготовления пневматической шины в невулканизированном состоянии, так и после вулканизации.
Одна или несколько электропроводных вставок 11 могут быть сформированы путем экструзии в процессе изготовления верхнего в радиальном направлении слоя 32 беговой дорожки протектора 3 в невулканизированном состоянии. То же самое можно сказать и о вставках 12 и 13 для внутреннего в радиальном направлении слоя 31, формируемых отдельно путем экструзии, или для слоя 6.
На фиг.2 схематически представлен первый экструдер, нагнетающий при помощи винта 101 экструзии невулканизированную каучуковую смесь, предназначенную для изготовления верхней части 32 беговой дорожки протектора, в головку 102 экструзии, ограниченную верхним 104 и нижним 103 сводами и содержащую канал 105, подводящий каучуковую смесь к вращающемуся ролику 15, связанному с экструдером 10, и к отверстию 107 экструзии, ограниченному цилиндрической поверхностью 150 ролика 15 и неподвижной стенкой пластины 106, причем отверстие экструзии позволяет придать экструдируемой каучуковой смеси желаемый профиль.
С первым экструдером и роликом связан микроэкструдер 40, установленный неподвижно на кронштейне 41. Микроэкструдер, оборудованный винтом 401 и головкой 402 экструзии, содержит сопло 403, закрепленное на носке микроэкструдера 40 и предназначенное для экструдирования в соответствии с требуемым профилем и трассой окружной вставки 11 в профилированный элемент из невулканизированной и горячей каучуковой смеси, выходящий из отверстия 107 экструдера 10.
Кронштейн 41 выполнен таким образом, чтобы головка 402 экструзии и сопло 403 микроэкструдера были размещены в канале 105 основного экструдера 10 и по потоку перед отверстием 107 экструзии. Таким образом, электропроводная каучуковая смесь экструдируется в поток каучуковой смеси, не являющейся электропроводной.
Как можно видеть на фиг.3, где представлено в увеличенном виде сопло 403 экструзии микроэкструдера 40, сопло 403, установленное в канале 105 основного экструдера 10, содержит кольцевой элемент 404, обеспечивающий возможность опоры и закрепления сопла на носке головки 402 экструзии микроэкструдера 40 благодаря наличию множества крепежных отверстий 405.
Полая и цилиндрическая камеры питания 406 имеют на цилиндрической поверхности отверстие 407 экструзии, через которое экструдируется электропроводный каучуковый материал и которое занимает всю высоту сопла. Поперечное сечение этого отверстия представляет собой сечение с двумя основаниями различной ширины.
Сопло 403 экструзии размещено в канале 105 так, что поток F каучуковой смеси, подлежащей экструзии через основной экструдер 10, прежде сталкивается со стороной полого корпуса, противоположной той его стороне, где находится отверстие экструзии. Поскольку конец 408 сопла 403 прижат к поверхности 150 ролика 15 основного экструдера 10, электропроводная каучуковая смесь, подлежащая экструзии, точно принимает форму отверстия экструзии.
Что касается сопла 403 (фиг.4), то оно отличается от сопла на фиг.3, главным образом, тем, что камера питания электропроводной каучуковой смесью имеет форму колена, чтобы конец 408 сопла 403 был прижат не к ролику 15 основного экструдера 10, а к стенке 103 нижнего свода головки 102 экструзии экструдера 10.
На фиг. 5 представлены только верхний свод 104, канал 105, подводящий каучуковую смесь к отверстию 107 экструзии, ограниченному цилиндрической поверхностью 150 ролика 15 и неподвижной стенкой пластины 106. Таким образом, на вращающемся ролике 15, связанном с экструдером 10, отверстие экструзии позволяет придать экструдируемой каучуковой смеси требуемый профиль.
С первым экструдером и роликом связан микроэкструдер 40, установленный неподвижно на пластине 106 экструзии. Микроэкструдер, оборудованный винтом 401 и головкой 402 экструзии, содержит на конце сопло 403, предназначенное для экструдирования в соответствии с требуемым профилем и трассой окружной вставки 12 в профилированный элемент из невулканизированной и горячей каучуковой смеси, выходящий через отверстие 107 экструдера 10.
Головка 402 экструзии изогнута в виде колена на конце таким образом, чтобы сопло 403 экструзии, закрепленное на носке головки экструзии и размещенное в отверстии 107 экструзии основного экструдера, могло быть прижато к поверхности 150 ролика 15. Таким образом, электропроводная каучуковая смесь экструдируется в поток каучуковой смеси, не являющейся электропроводной.
Принцип крепления микроэкструдера на пластине экструзии основного экструдера также предпочтительным образом применяется к экструдеру с плоским носком, причем такой экструдер отличается от описанного выше экструдера тем, что ролик отсутствует и что отверстие 107 экструзии ограничено нижней и верхней стенками пластины экструзии (не показаны).
На фиг.6 схематически показано сопло 403 экструзии с подвижной фильерой, используемой с микроэкструдером, причем фильера находится в положении контакта с роликом основного экструдера. В отверстии, перпендикулярном головке 402 экструзии сопла 403 пластины 106 экструзии, располагается подвижная фильера, расщепленная вдоль сечения на некоторой части своей высоты.
Контакт между основанием 408 сопла 403 с подвижной фильерой и стенкой 150 ролика 15 поддерживается при помощи давления электропроводной каучуковой смеси, воздействующего на сечение 409, что позволяет обеспечить экструзию электропроводной каучуковой смеси в прерывистом режиме.
Реферат
Изобретение относится к автомобильной промышленности. Шина содержит беговую дорожку протектора, образованную двумя неэлектропроводными слоями, каждый из которых содержит окружную вставку из электропроводной каучуковой смеси. По меньшей мере один из слоев снабжен вставкой, представляющей в поперечном сечении площадку с двумя основаниями, первое из которых, расположенное на общей стенке контакта между двумя слоями, имеет ширину, по меньшей мере в 10 раз превышающую ширину на стенке первого основания поверхности вставки второго слоя. Первые основания расположены на общей стенке контакта друг против друга. Устройство для экструдирования одного слоя, снабженного электропроводной вставкой, содержит основной экструдер с носком, содержащим ролик, для экструзии невулканизированного слоя и микроэкструзер, установленный неподвижно на кронштейне. Микроэкструдер содержит головку экструзии, снабженную на конце соплом. Головка и сопло размещены в одном из элементов основного экструдера. В результате обеспечивается разрядка статического электричества шин при простоте изготовления. 5 c. и 9 з.п. ф-лы, 6 ил.
Комментарии