Экструдер и способ экструзии компонентов шины, армированных кордами - RU2690829C2
Код документа: RU2690829C2
Чертежи



Описание
Область и уровень техники
Изобретение относится к экструдеру и способу экструзии компонентов шины, армированных кордами.
Известный экструдер содержит экструзионную головку для экструзии компонентов шины, армированных кордами, которая содержит матрицу, образующую профиль поперечного сечения, через которую выдавливается экструдируемый материал, и направляющую для кордов, предназначенную для направления армирующих кордов в матрицу. Как только армирующие корды выходят из направляющей для кордов и поступают в матрицу, они заделываются в экструдируемый материал и больше не направляются направляющей для кордов. Поскольку экструдируемый материал является по существу однородным, армирующие корды заделываются в постоянном месте относительно поперечного сечения компонента шины. Точное размещение армирующих кордов относительно поперечного сечения компонента шины является критически важным для получения заданных характеристик компонента шины. Обычно армирующие корды предварительно размещают в направляющей для кордов относительно поперечного сечения матрицы с допуском в пределах 5/100 миллиметра.
Может быть желательным изменение относительного положения армирующих кордов относительно поперечного сечения компонента шины для удовлетворения специфических требований к определенной партии компонентов шин. В настоящее время это требует замены экструзионной головки другой экструзионной головкой, имеющей другую направляющую для кордов. Поскольку экструзионные головки представляют собой чрезвычайно дорогие компоненты оснастки, наличие специальной экструзионной головки для каждого расположения армирующих кордов является очень дорогостоящим. Кроме того, замена экструзионных головок занимает время и приводит к нежелательному простою экструзионной головки.
Задача настоящего изобретения состоит в разработке экструдера и способа экструзии компонентов шины, армированных кордами, посредством которых гибкость размещения кордов в компоненте шины может быть увеличена.
Сущность изобретения
В соответствии с первым аспектом изобретения предложен экструдер с экструзионной головкой для экструзии компонентов шины, армированных кордами, при этом экструзионная головка содержит матрицу для приема экструдируемого материала и направляющую для кордов, предназначенную для направления кордов в матрицу так, что при использовании корды заделываются в экструдируемый материал, при этом матрица выполнена с профилем поперечного сечения, который определяет первое поперечное сечение экструдируемого материала в матрице, при этом профиль поперечного сечения имеет высоту профиля, при этом направляющая для кордов выполнена с возможностью направления кордов в матрицу на некоторой высоте ввода кордов относительно высоты профиля, при этом экструзионная головка предусмотрена с одним или более первыми нагревательными элементами, которые выполнены с возможностью передачи тепла в экструдируемый материал с первой стороны относительно высоты профиля, при этом экструдер дополнительно содержит управляющее устройство, которое функционально соединено с данными одним или более первыми нагревательными элементами для создания регулируемого температурного градиента по высоте в экструдируемом материале на высоте профиля для регулирования набухания экструдируемого материала относительно высоты ввода кордов от первого поперечного сечения до второго поперечного сечения после выхода экструдируемого материала из матрицы.
Регулируемый температурный градиент по высоте может обеспечивать первую вязкость и соответствующую первую скорость потока экструдируемого материала в нижней части, которые не равны второй вязкости и соответствующей второй скорости потока экструдируемого материала в верхней части. Посредством регулирования неодинаковых вязкостей и скоростей потока на высоте профиля можно эффективно регулировать набухание экструдируемого материала от первого поперечного сечения доя второго поперечного сечения после выхода экструдируемого материала из матрицы. Более низкая вязкость позволяет экструдируемому материалу легче течь через матрицу с более высокой скоростью потока, в то время как скорость, с которой корды подаются через матрицу, остается постоянной. Когда скорость потока превышает скорость кордов, экструдируемый материал будет набухать после выхода из матрицы до большей высоты по отношению к высоте ввода кордов. Следовательно, можно регулировать конечную высоту кордов пропорционально высоте экструдата. Конечную высоту кордов относительно высоты экструдата можно регулировать так, чтобы она пропорционально отличалась от высоты ввода кордов по отношению к высоте профиля. Следовательно, больше нет необходимости в изменении экструзионных головок, когда требуется другое положение кордов относительно поперечного сечения экструдируемого материала. Можно просто использовать управляющее устройство в сочетании с данными одним или более первыми нагревательными элементами для регулирования пределов перепада температур по высоты для регулирования относительного положения кордов по отношению ко второму поперечному сечению экструдируемого материала.
В документе JPH 06-231633 А раскрыто известное устройство для нанесения кольцеобразных покрытий экструзией, предусмотренное с ползуном для нанесения эластифицированного пластикового покрытия на кабель. Кольцевой проточный канал ползуна разделен на множество зон, каждая из которых имеет собственное устройство регулирования температуры. Управление устройством регулирования температуры осуществляется на основе измерений, выполняемых расположенным дальше по потоку датчиком температуры потока. Задача данного известного устройства для нанесения покрытий экструзией состоит в обеспечении равномерного нанесения покрытия в направлении вдоль окружности кабеля. В документе JPH 06-231633 А указано, что распределение температур должно быть равномерным и однородным. В документе JPH 06-231633 А однозначно раскрыто то, что любой температурный градиент устраняется и что предотвращаются отклонения толщины в радиальном направлении, направлении вдоль окружности и продольном направлении. В документе JPH 06-231633 А не раскрыта экструзионная головка, предназначенная для экструзии компонентов шины, армированных кордами. Кроме того, в документе JPH 06-231633 А нет ни указания, ни предложения об управляющем устройстве, которое выполнено с возможностью целенаправленного создания и управления регулируемым температурным градиентом по высоте в экструдируемом материале на высоте профиля.
В одном варианте осуществления данные один или более первых нагревательных элементов расположены у матрицы для передачи тепла в экструдируемый материал с первой стороны относительно высоты профиля в матрице. Экструдер предпочтительно выполнен с проточными каналами, которые выходят в матрицу, при этом данные один или более первых нагревательных элементов расположены у матрицы за проточными каналами по ходу потока для передачи тепла в экструдируемый материал с первой стороны относительно высоты профиля в матрице. Положение данных одного или более первых нагревательных элементов у матрицы обеспечивает возможность лучшего и/или непосредственного регулирования конечной высоты кордов относительно высоты ввода кордов за счет создания температурного градиента по высоте в матрице. Следует отметить, что в известном ползуне согласно JPH 06-231633 А устройства для регулирования температуры расположены в проточных каналах по ходу перед матрицей и по существу не предназначены для точного регулирования конечной высоты кордов в матрице, если это предусмотрено.
В предпочтительном варианте осуществления температурный градиент по высоте на высоте профиля составляет, по меньшей мере, пять градусов Цельсия и предпочтительно, по меньшей мере, десять градусов Цельсия. Подобный температурный градиент по высоте может создать заметное различие в степени набухания экструдируемого материала между нижней частью и верхней частью.
В одном варианте осуществления данные один или более первых нагревательных элементов представляют собой множество первых нагревательных элементов, распределенных по ширине профиля. Множество первых нагревательных элементов могут обеспечить более равномерную передачу тепла в экструдируемый материал с первой стороны.
В очень универсальном варианте его осуществления управляющее устройство выполнено с возможностью регулирования температуры каждого из множества первых нагревательных элементов по отдельности на ширине профиля. Таким образом, можно точно регулировать тепло, передаваемое в экструдируемый материал на ширине профиля с первой стороны.
В одном варианте осуществления управляющее устройство выполнено с возможностью создания температурного градиента по высоте в экструдируемом материале на всей ширине профиля или по существу на всей ширине профиля. Таким образом, можно регулировать набухание экструдируемого материала от первого поперечного сечения до второго поперечного сечения на всей ширине профиля. Управляющее устройство предпочтительно выполнено с возможностью создания температурного градиента по высоте равномерно в экструдируемом материале на всей ширине профиля или по существу на всей ширине профиля. Таким образом, можно контролировать равномерность набухания экструдируемого материала в направлении высоты профиля на всей ширине профиля.
В более усовершенствованном варианте осуществления экструзионная головка содержит один или более вторых нагревательных элементов, которые выполнены с возможностью передачи тепла в экструдируемый материал со второй стороны относительно высоты профиля, противоположной по отношению к первой стороне, при этом управляющее устройство функционально соединено с данными одним или более первыми нагревательными элементами и данными одним или более вторыми нагревательными элементами для создания регулируемого температурного градиента по высоте в экструдируемом материале на высоте профиля для регулирования набухания экструдируемого материала после выхода экструдируемого материала из матрицы. Можно просто использовать управляющее устройство в комбинации с данными одним или более первыми нагревательными элементами и данными одним или более вторыми нагревательными элементами для регулирования пределов перепада температур по высоте и/или направления увеличения температурного градиента по высоте для регулирования степени и/или направления набухания экструдируемого материала.
В одном варианте осуществления данные один или более вторых нагревательных элементов расположены у матрицы для передачи тепла в экструдируемый материал со второй стороны относительно высоты профиля в матрице. Экструдер предпочтительно выполнен с проточными каналами, которые выходят в матрицу, при этом данные один или более вторых нагревательных элементов расположены у матрицы за проточными каналами по ходу потока для передачи тепла в экструдируемый материал со второй стороны относительно высоты профиля в матрице. Положение данных одного или более первых нагревательных элементов и данных одного или более вторых нагревательных элементов у матрицы обеспечивает возможность лучшего и/или непосредственного регулирования конечной высоты кордов относительно высоты ввода кордов за счет создания температурного градиента по высоте в матрице. Кроме того, следует отметить, что в известном ползуне согласно JPH 06-231633 А устройства регулирования температуры расположены в проточных каналах по ходу перед матрицей и по существу не предназначены для точного регулирования конечной высоты кордов в матрице, если это предусмотрено.
В одном варианте осуществления управляющее устройство выполнено с возможностью переключения между первым режимом, в котором температурный градиент по высоте регулируется для повышения температуры от первой стороны по направлению ко второй стороне, и вторым режимом, в котором температурный градиент по высоте регулируется для повышения температуры от второй стороны по направлению к первой стороне. Таким образом, направление набухания может быть ориентировано к части на стороне с самой низкой вязкостью, которая представляет собой первую сторону в первом режиме и вторую сторону во втором режиме.
В одном варианте осуществления данные один или более вторых нагревательных элементов представляют собой множество вторых нагревательных элементов, распределенных по ширине профиля. Множество вторых нагревательных элементов могут обеспечить более равномерную передачу тепла в экструдируемый материал со второй стороны.
В одном варианте осуществления управляющее устройство выполнено с возможностью регулирования температуры каждого из множества вторых нагревательных элементов по отдельности на ширине профиля. Таким образом, можно точно регулировать тепло, передаваемое в экструдируемый материал на ширине профиля со второй стороны.
В одном варианте осуществления каждый из множества первых нагревательных элементов расположен напротив одного из множества вторых нагревательных элементов в направлении высоты профиля, при этом управляющее устройство выполнено с возможностью создания температурного градиента по высоте между каждой группой из двух противоположных нагревательных элементов. Таким образом, для каждого места на ширине профиля температурный градиент по высоте может быть создан посредством нагревательных элементов с противоположных сторон относительно высоты профиля в данном месте.
В одном варианте осуществления управляющее устройство выполнено с возможностью создания регулируемого температурного градиента по ширине на ширине профиля помимо регулируемого температурного градиента по высоте на высоте профиля. Температурный градиент по ширине может быть особенно полезным для обеспечения того, что экструдируемый материал будет доходить до дальних концов по ширине профиля.
Экструзионная головка предпочтительно выполнена с проточными каналами, которые выполнены с возможностью сообщения по текучей среде с источником экструдируемого материала с бокового конца экструзионной головки для приема экструдируемого материала в матрицу параллельно ширине профиля, при этом управляющее устройство выполнено с возможностью регулирования температурного градиента по ширине так, чтобы он увеличивался по направлению к дистальному концу по ширине профиля относительно источника экструдируемого материала. Экструдер с боковой подачей экструдируемого материала известен как «поперечная головка». Направление увеличения температурного градиента по ширине может быть использовано для гарантирования того, что экструдируемый материал будет доходить до дистального конца профиля поперечного сечения относительно источника экструдируемого материала.
В одном варианте осуществления управляющее устройство выполнено с возможностью регулирования минимальной температуры множества первых нагревательных элементов и множества вторых нагревательных элементов до, по меньшей мере, восьмидесяти градусов Цельсия и предпочтительно, по меньшей мере, девяноста градусов Цельсия. Минимальная температура может соответствовать максимальной вязкости, которая допускается для надлежащей экструзии экструдируемого материала.
В одном варианте осуществления профиль поперечного сечения содержит, по меньшей мере, одну сужающуюся зону, при этом управляющее устройство выполнено с возможностью обеспечения локального повышения температуры в указанной, по меньшей мере, одной сужающейся зоне. Локальное повышение температуры может создать возможность более легкого втекания экструдируемого материала в сужающиеся зоны или другие узкие зоны профиля поперечного сечения.
В одном варианте осуществления экструдируемый материал при использовании отверждается, чтобы стать экструдатом, при этом корды находятся на конечной высоте кордов в экструдате, при этом экструдер содержит датчик для определения конечной высоты кордов для кордов в экструдате. Датчик может быть использован для проверки положения кордов в экструдате.
Датчик предпочтительно представляет собой индуктивный датчик. Индуктивный датчик может электронными средствами распознавать близость кордов к датчику без повреждения экструдата.
Управляющее устройство предпочтительно выполнено с возможностью создания температурного градиента по высоте на основе результатов измерений от датчика. Обратная связь между датчиком и управляющим устройством может обеспечить повышение точности размещения кордов и может даже создать возможность оперативного регулирования набухания.
В одном варианте осуществления обеспечивается возможность передачи тепла за счет проводимости. Таким образом, передача тепла может осуществляться не напрямую, например, через материал экструзионной головки в экструдируемый материал.
В дополнительном варианте осуществления ширина профиля соответствует горизонтальному или по существу горизонтальному направлению и/или при этом высота профиля соответствует вертикальному или по существу вертикальному направлению.
В одном варианте осуществления профиль поперечного сечения является удлиненным в направлении ширины профиля относительно сравнительно малой высоты профиля.
В одном варианте осуществления матрица имеет профиль поперечного сечения, который предназначен для экструзии листов и/или пленок, в частности, протектора шины.
В соответствии со вторым аспектом изобретения предложен способ экструзии компонентов шины, армированных кордами, посредством использования вышеупомянутого экструдера, содержащего экструзионную головку, при этом экструзионная головка содержит матрицу для приема экструдируемого материала и направляющую для кордов, предназначенную для направления кордов в матрицу, при этом матрица выполнена с профилем поперечного сечения, который определяет первое поперечное сечение экструдируемого материала в матрице, при этом профиль поперечного сечения имеет высоту профиля, при этом экструзионная головка предусмотрена с одним или более первыми нагревательными элементами, при этом экструдер дополнительно содержит управляющее устройство, которое функционально соединено с данными одним или более первыми нагревательными элементами, при этом способ включает этапы приема экструдируемого материала в матрице, направления кордов из направляющей для кордов в матрицу на некоторой высоте ввода кордов относительно высоты профиля так, что корды заделываются в экструдируемый материал, управления данными одним или более первыми нагревательными элементами посредством управляющего устройства для передачи тепла в экструдируемый материал с первой стороны относительно высоты профиля для создания регулируемого температурного градиента по высоте в экструдируемом материале на высоте профиля и регулирования набухания экструдируемого материала относительно высоты ввода кордов от первого поперечного сечения до второго поперечного сечения после выхода экструдируемого материала из матрицы посредством регулирования регулируемого температурного градиента по высоте.
В предпочтительном варианте осуществления способа температурный градиент по высоте на высоте профиля составляет, по меньшей мере, пять градусов Цельсия и предпочтительно, по меньшей мере, десять градусов Цельсия.
В одном варианте осуществления данные один или более первых нагревательных элементов представляют собой множество первых нагревательных элементов, распределенных по ширине профиля, при этом способ включает этап регулирования температуры каждого из множества первых нагревательных элементов по отдельности на ширине профиля.
В одном варианте осуществления температурный градиент по высоте создают в экструдируемом материале на всей ширине профиля или по существу на всей ширине профиля. Температурный градиент по высоте предпочтительно создают равномерно в экструдируемом материале на всей ширине профиля или по существу на всей ширине профиля.
В более усовершенствованном варианте осуществления экструзионная головка содержит один или более вторых нагревательных элементов, при этом управляющее устройство функционально соединено с данными одним или более первыми нагревательными элементами и данными одним или более вторыми нагревательными элементами, при этом способ включает этапы управления данными одним или более первыми нагревательными элементами и данными одним или более вторыми нагревательными элементами посредством управляющего устройства для передачи тепла в экструдируемый материал соответственно с первой стороны и второй стороны, противоположной по отношению к первой стороне, относительно высоты профиля для создания регулируемого температурного градиента по высоте в экструдируемом материале на высоте профиля и регулирования набухания экструдируемого материала относительно высоты ввода кордов от первого поперечного сечения до второго поперечного сечения после выхода экструдируемого материала из матрицы посредством регулирования регулируемого температурного градиента по высоте.
В одном варианте осуществления способ включает переключение управляющего устройства между первым режимом, в котором температурный градиент по высоте регулируют для повышения температуры от первой стороны по направлению ко второй стороне, и вторым режимом, в котором температурный градиент по высоте регулируют для повышения температуры от второй стороны по направлению к первой стороне.
В одном варианте осуществления данные один или более вторых нагревательных элементов представляют собой множество вторых нагревательных элементов, распределенных по ширине профиля, при этом способ включает этап регулирования температуры каждого из множества вторых нагревательных элементов по отдельности на ширине профиля.
В одном варианте осуществления каждый из множества первых нагревательных элементов расположен напротив одного из множества вторых нагревательных элементов в направлении высоты профиля, при этом способ включает создание температурного градиента по высоте между каждой группой из двух противоположных нагревательных элементов.
В одном варианте осуществления способ включает создание регулируемого температурного градиента по ширине на ширине профиля помимо регулируемого температурного градиента по высоте на высоте профиля.
В одном варианте осуществления способ включает этап регулирования минимальной температуры множества первых нагревательных элементов и множества вторых нагревательных элементов, чтобы она составляла, по меньшей мере, восемьдесят градусов Цельсия и предпочтительно, по меньшей мере, девяносто градусов Цельсия.
В одном варианте осуществления профиль поперечного сечения содержит, по меньшей мере, одну сужающуюся зону, при этом способ включает этап локального повышения температуры в указанной, по меньшей мере, одной сужающейся зоне.
В одном варианте осуществления экструдируемый материал отверждается, чтобы стать экструдатом, при этом корды находятся на конечной высоте кордов в пределах высоты экструдата, при этом экструдер содержит датчик для определения конечной высоты кордов для кордов в экструдате, при этом способ включает этап регулирования температурного градиента по высоте на основе результатов измерений от датчика.
Способ предусматривает этапы использования вышеупомянутого экструдера и по существу имеет такие же преимущества по сравнению с предшествующим уровнем техники, как описанные выше в отношении соответствующих признаков экструдера.
В конкретном варианте осуществления способа компоненты шины представляют собой компоненты шины из группы, содержащей слои брекера, слои каркаса, полоски бегового слоя, бортовые ленты или любые другие компоненты шины с кордами.
Различные аспекты и признаки, описанные и показанные в описании, могут быть применены по отдельности всякий раз, когда это возможно. Данные отдельные аспекты, в частности, аспекты и признаки, описанные в приложенных зависимых пунктах формулы изобретения, могут быть сделаны предметом выделенных заявок на патенты.
Краткое описание чертежей
Изобретение будет разъяснено на основе приведенного в качестве примера варианта осуществления, показанного на приложенных схематических чертежах, на которых:
фиг.1А - вид спереди экструдера с экструзионной головкой в соответствии с изобретением, содержащей направляющую для кордов и матрицу;
фиг.1В - сечение экструзионной головки по линии IB-IB с фиг.1А;
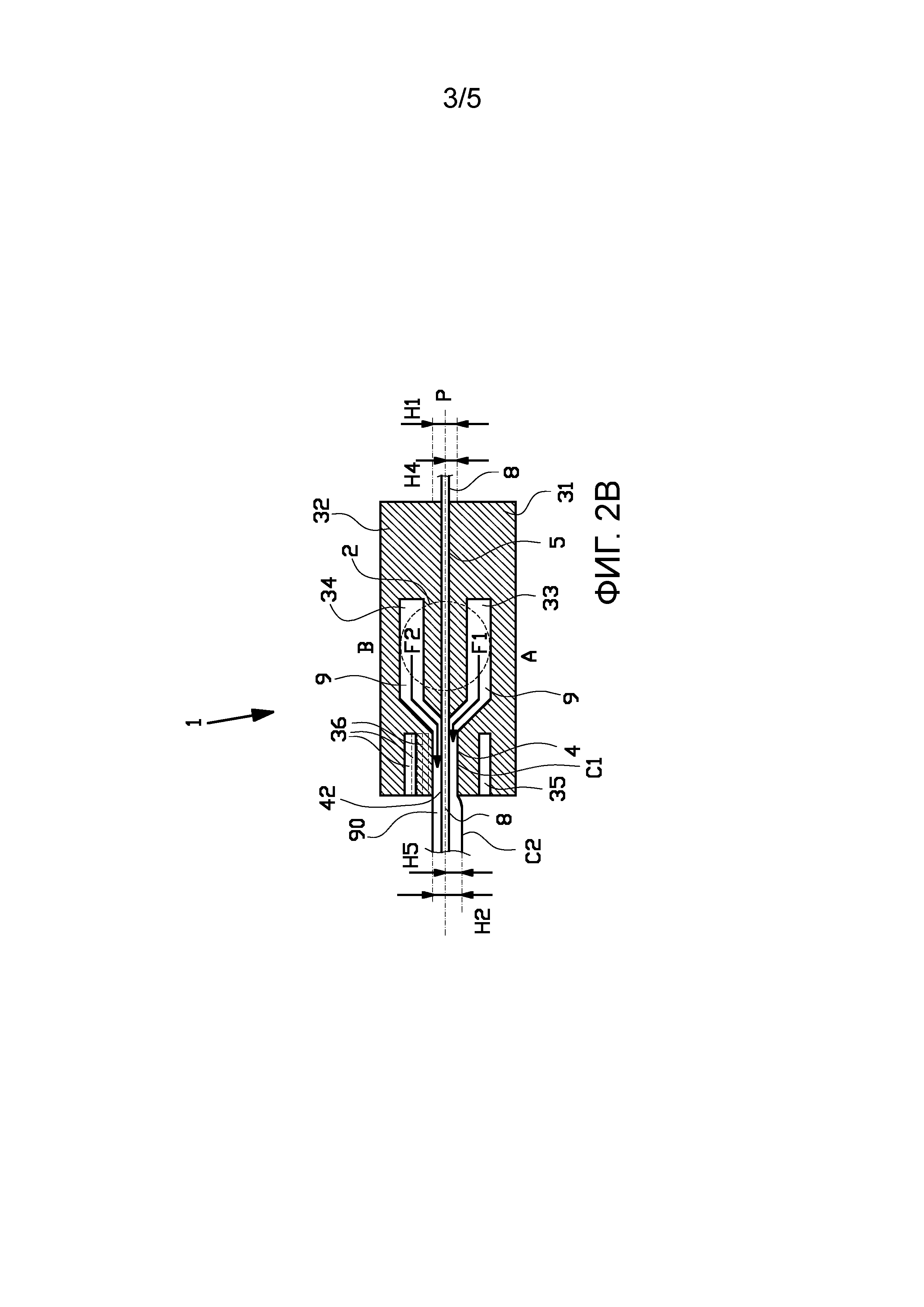
фиг.2А и 2В - экструдер согласно соответствующим фиг.1А и 1В, в котором обеспечивается увеличение высоты относительного положения армирующих кордов; и
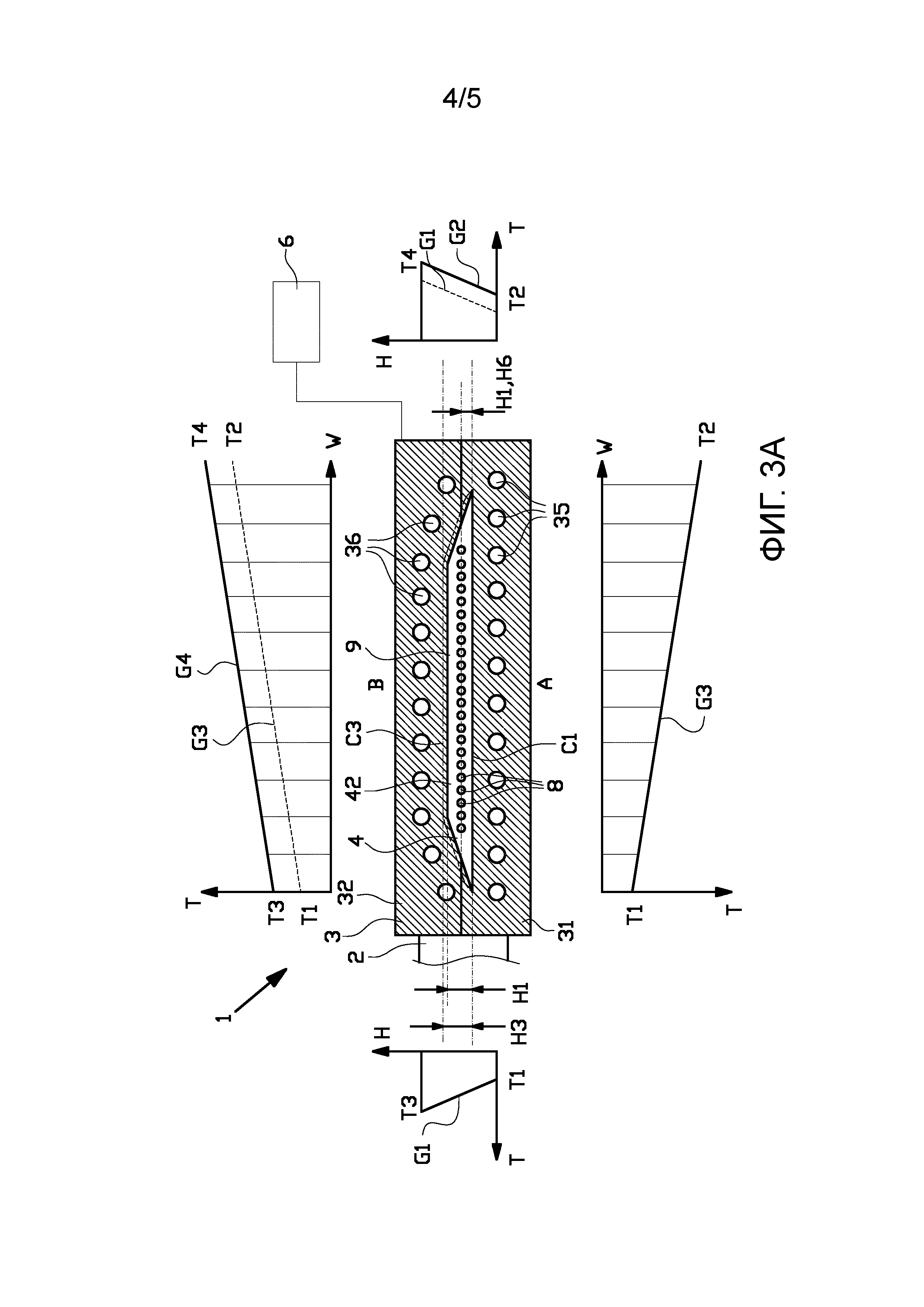
фиг.3А и 3В - экструдер согласно соответствующим фиг.1А и 1В, в котором обеспечивается уменьшение высоты относительного положения армирующих кордов.
Подробное описание изобретения
Фиг.1А и 1В показывают экструдер 1 в соответствии с изобретением, предназначенный для экструзии экструдата 90 в виде компонентов шины, армированных кордами. Компоненты шины, армированные кордами, образуют посредством заделывания кордов 8, предпочтительно стальных или текстильных армирующих кордов, в экструдируемый материал 9, предпочтительно эластомерную или резиновую смесь, во время экструзии.
Экструдер 1 содержит источник 2 экструдируемого материала, предназначенный для подачи экструдируемого материала 9 в направлении S подачи, и экструзионную головку 3 для приема экструдируемого материала 9 из источника 2 экструдируемого материала в направлении S подачи. Экструзионная головка 3 содержит матрицу 4 для изменения направления экструдируемого материала 9 с направления S подачи на направление Е экструзии при одновременном формовании экструдируемого материала 9 до заданной формы экструдата 90, которая определяется матрицей 4. Направление S подачи перпендикулярно к направлению Е экструзии, так что экструдируемый материал 9 подается в боковом направлении или с бокового конца экструдера 1 в матрицу 4. Матрица 4, которая выполнена с возможностью приема экструдируемого материала 9 в боковом направлении, известна как «поперечная головка». Экструдер 1 предусмотрен с направляющей 5 для кордов, предназначенной для направления кордов 8 в направляющей плоскости Р в направлении Е экструзии в матрицу 4 так, что при использовании корды 8 заделываются в экструдируемый материал 9. Экструдер 1 дополнительно содержит управляющее устройство 6 и, если требуется, датчик 7 для регулирования параметров экструзии.
Экструзионная головка 3 содержит первую половину 31 экструзионной головки и вторую половину 32 экструзионной головки, которые, будучи смонтированными вместе, как на фиг.1А и 1В, окружают матрицу 4 и направляющую 5 для кордов с направляющей плоскостью Р. Половины 31, 32 экструзионной головки могут быть разобраны само по себе известным образом для вставки кордов 8 между половинами 31, 32 экструзионной головки в направляющей 5 для кордов. В данном примере первая половина 31 экструзионной головки расположена с нижней стороны экструзионной головки 3, и вторая половина 32 экструзионной головки расположена с верхней стороны экструзионной головки 3 или поверх первой половины 31 экструзионной головки. Экструзионная головка 3 содержит первый проточный канал 33 в первой половине 31 экструзионной головки и второй проточный канал 34 во второй половине 32 экструзионной головки. Проточные каналы 33, 34 сообщаются по текучей среде с источником 2 экструдируемого материала на боковом конце экструзионной головки 3 в направлении S подачи для направления отдельных потоков экструдируемого материала 9 в матрицу 4, как схематически показано стрелками F1 и F2. Проточные каналы 33, 34 проходят в боковом направлении через экструзионную головку 3 для распределения экструдируемого материала 9 в боковом направлении перед их слиянием или выходом в матрицу 4 с противоположных сторон направляющей плоскости Р.
Матрица 4 выполнена с отверстием 41, имеющим профиль 42 поперечного сечения, который определяет форму экструдируемого материала 9 в матрице 4. Профиль 42 поперечного сечения имеет ширину W профиля и высоту Н1 профиля. В данном примере ширина W профиля соответствует горизонтальному или по существу горизонтальному направлению, и высота Н1 профиля соответствуетвертикальному или по существу вертикальному направлению. Профиль 42 поперечного сечения является удлиненным в направлении ширины W профиля и имеет сравнительно малую высоту Н1 профиля относительно ширины W профиля. По существу матрица 4 выполнена с возможностью экструзии листов и/или пленок. Профиль 42 поперечного сечения разделяет экструзионную головку 3 на первую сторону А, находящуюся ниже по отношению к высоте Н1 профиля, и вторую сторону В, находящуюся выше по отношению к высоте Н1 профиля, которые в данном примере соответствуют соответственно первой половине 31 экструзионной головки и второй половине 32 экструзионной головки. В матрице 4 экструдируемый материал 9 имеет первое поперечное сечение С1. Как показано на фиг.2А и 2В и на фиг.3А и 3В, форму экструзионного материала 9 можно регулировать для расширения или набухания от первого поперечного сечения С1 внутри матрицы 4 до второго поперечного сечения С2 или третьего поперечного сечения С3 снаружи матрицы 4, которое больше по площади поверхности по сравнению с первым поперечным сечением С1. Высота расширенных второго поперечного сечения С2 и третьего поперечного сечения С3 была обозначена соответственно Н2 и Н3. Набухание возникает при подаче экструдируемого материала 9 в матрицу 4 со скоростью потока, которая превышает скорость, с которой корды 8 подаются в матрицу 4 в направлении Е экструзии.
В данном приведенном в качестве примера варианте осуществления профиль 42 поперечного сечения имеет трапециевидную форму, имеющую прямой или прямолинейный нижний край 43, прямой или прямолинейный верхний край 44, проходящий параллельно нижнему краю 43, и первую сужающуюся или треугольную зону 45 и вторую сужающуюся или треугольную зону 46, соединяющие нижний край 43 с верхним краем 44 на противоположных концах по отношению к ширине W профиля. Форма приведенного в качестве примера профиля 42 поперечного сечения аналогична форме протектора шины и выполнена с возможностью экструзии экструдируемого материала 9 с формой протектора шины. Тем не менее, специалисту в данной области техники будет очевидно, что различные профили поперечных сечений охватываются объемом настоящего изобретения.
Экструзионная головка 3 предусмотрена с одним или более первыми нагревательными элементами, в данном примере с множеством первых нагревательных элементов 35, и одним или более вторыми нагревательными элементами, в данном примере с множеством вторых нагревательных элементов 36. Первые нагревательные элементы 35 проходят в первой половине 31 экструзионной головки и расположены в прямом контакте с материалом первой половины 31 экструзионной головки, обычно металлом, для передачи тепла в материал первой половины 31 экструзионной головки и в конечном счете в экструдируемый материал 9, который находится в непосредственном контакте с первой половиной 31 экструзионной головки в первом проточном канале 33 и матрице 4. В частности, данные один или более первых нагревательных элементов расположены по потоку за первым проточным каналом 33 у или вдоль матрицы 4 для передачи тепла в материал в матрице 4. Как показано на фиг.1В, первые нагревательные элементы 35 проходят в той части экструзионной головки 3, которая находится в вертикальном направлении ниже матрицы 4. Вторые нагревательные элементы 36 проходят во второй половине 32 экструзионной головки и расположены в прямом контакте с материалом второй половины 32 экструзионной головки, обычно металлом, для передачи тепла в материал второй половины 32 экструзионной головки и в конечном счете в экструдируемый материал 9, который находится в непосредственном контакте со второй половиной 32 экструзионной головки во втором проточном канале 34 и матрице 4. В частности, данные один или более вторых нагревательных элементов расположены по потоку за вторым проточным каналом 34 у или вдоль матрицы 4 для передачи тепла в материал в матрице 4. Как показано на фиг.1В, вторые нагревательные элементы 36 проходят в той части экструзионной головки 3, которая находится в вертикальном направлении выше матрицы 4. Передача тепла предпочтительно осуществляется за счет проводимости. Однако также могут быть применены другие средства теплопередачи, такие как тепловое излучение. В данном примере первые нагревательные элементы 35 и вторые нагревательные элементы 36 образованы в виде составляющих одно целое каналов в соответствующих половинах 31, 32 экструзионной головки, предназначенных для приема теплоносителя, который находится в прямом контакте с соответствующими половинами 31, 32 экструзионной головки. В альтернативном варианте первые нагревательные элементы 35 и вторые нагревательные элементы 36 могут быть образованы в виде электронагревателей.
Первые нагревательные элементы 35 и вторые нагревательные элементы 36 распределены параллельно или по ширине W профиля, представляющего собой профиль 42 поперечного сечения. Первые нагревательные элементы 35 и вторые нагревательные элементы 36 предпочтительно равномерно распределены по ширине W профиля, так что тепло может равномерно передаваться в половины 31, 32 экструзионной головки и в конечном счете в экструдируемый материал 9. Наиболее предпочтительно, если для каждого из первых нагревательных элементов 35 имеется второй нагревательный элемент 36, противоположный ему в направлении высоты Н1 профиля. Как показано на фиг.1А, первые нагревательные элементы 35 в первой половине 31 экструзионной головки расположены на постоянном расстоянии в направлении высоты Н1 профиля до нижнего края 43 профиля 42 поперечного сечения, в то время как вторые нагревательные элементы 36 во второй половине 32 экструзионной головки расположены на постоянном расстоянии в направлении высоты Н1 профиля до верхнего края 44 и сужающихся зон 45, 46. Следовательно, данные, по меньшей мере, вторые нагревательные элементы 36, которые расположены со второй стороны В над сужающимися зонами 45, 46, находятся ближе к направляющей плоскости Р и первым нагревательным элементам 35 с другой стороны по отношению к высоте Н1 профиля.
Тепло, вырабатываемое каждым из первых нагревательных элементов 35 и вторых нагревательных элементов 36, можно регулировать способом, который будет описан в дальнейшем более подробно.
Как показано на фиг.1В, направляющая 5 для кордов образована в зоне сопряжения между половинами 31, 32 экструзионной головки. Направляющая 5 для кордов содержит множество известных, взаимно параллельных направляющих пазов (непоказанных), образованных в одной или обеих из половин 31, 32 экструзионной головки и выполненных с возможностью направления каждого из кордов 8 в направляющей плоскости Р к матрице 4. Направляющая плоскость Р проходит между половинами 31, 32 экструзионной головки на высоте Н4 ввода кордов относительно низа или нижнего края 43 профиля 42 поперечного сечения. Направляющая 5 для кордов проходит до матрицы 4, но не в матрицу 4. Корды 8 вводятся из направляющей 5 для кордов в матрицу 4 на высоте Н4 ввода кордов и сразу же заделываются на указанной высоте Н4 ввода кордов в экструдируемый материал 9, втекающий в матрицу 4 с обеих сторон А, В относительно высоты Н1 профиля из проточных каналов 33, 34. Для изобретения высота Н4 ввода кордов выражена в виде относительной или пропорциональной величины, в частности, в виде выраженной в процентах доли высоты Н1 профиля. В данном примере высота Н4 ввода кордов составляет приблизительно 50% от высоты Н1 профиля. Высота Н4 ввода кордов и/или направляющая плоскость Р разделяют профиль 42 поперечного сечения на нижнюю часть 47, находящуюся ниже по отношению к высоте Н4 ввода кордов, и верхнюю часть 48, находящуюся выше по отношению к высоте Н4 ввода кордов. В каждую часть 47, 48 поступает некоторый объем экструдируемого материала 9, при этом указанные объемы вместе обеспечивают заделывание кордов 8 с противоположных сторон А, В направляющей плоскости Р.
Управляющее устройство 6, показанное на фиг.1А, функционально соединено с каждым из первых нагревательных элементов 35 и каждым из вторых нагревательных элементов 36 для регулирования нагрева или температуры нагрева каждого из вышеупомянутых нагревательных элементов 35, 36 по отдельности. Управляющее устройство 6 специально предназначено для управления первыми нагревательными элементами 35 и/или вторыми нагревательными элементами 36 для создания регулируемого перепада, регулируемой разности или регулируемого градиента G1, G2 температур по высоте в экструдируемом материале 9 на высоте Н1 профиля, как схематически показано на графиках температуры на фиг.2А и 2В и фиг.3А и 3В. Температурный градиент G1, G2 по высоте вызывает неоднородную вязкость экструдируемого материала 9 на высоте Н1 профиля. Более конкретно, температурный градиент G1, G2 по высоте вызывает то, что вязкость экструдируемого материала 9 в одной из нижней части 47 и верхней части 48 будет не равна вязкости экструдируемого материала 9 в другой из нижней части 47 и верхней части 48.
Способ экструзии компонентов шины, армированных кордами, посредством использования вышеупомянутого экструдера 1 описан со ссылкой на нормальное состояние, показанное на фиг.1А и 1В, первый режим, показанный на фиг.2А и 2В, и второй режим, показанный на фиг.3А и 3В.
Управляющее устройство 6 выполнено с возможностью задания - в нормальном состоянии по фиг.1А и 1В - одинаковой или по существу одинаковой температуры для каждого из первых нагревательных элементов 35 и каждого из соответствующих вторых нагревательных элементов 36, противоположных первым нагревательным элементам 35 в направлении высоты Н1 профиля, так что температура экструдируемого материала 9 будет по существу постоянной на высоте Н1 профиля. Это также имеет место в случае состояния, в котором первые нагревательные элементы 35 и вторые нагревательные элементы 36 неактивны. Корды 8, поступающие в матрицу 4 из направляющей 5 для кордов на высоте Н4 ввода кордов, будут заделываться в экструдируемый материал 9, втекающий в матрицу 4 с обеих сторон А, В направляющей плоскости Р. В нормальном состоянии вязкость экструдируемого материала 9 является по существу постоянной на высоте Н1 профиля. В результате потоки F1, F2 экструдируемого материала 9 в нижней части 47 и верхней части 48 имеют одинаковую вязкость и, следовательно, проходят с одинаковой скоростью и объемным расходом в направлении Е экструзии. Следовательно, экструдируемый материал 9 после выхода из матрицы 4 не набухает или набухает равномерно в направлении обеих сторон А, В. В результате корды 8 будут по существу оставаться на высоте Н4 ввода кордов, составляющей в данном примере приблизительно 50% от высоты Н1 профиля.
Управляющее устройство 6 выполнено с возможностью - в первом режиме и втором режиме, показанных соответственно на фиг.2А и 2В и фиг.3А и 3В, - регулирования температурного градиента G1, G2 по высоте, чтобы в конечном счете повлиять на и/или изменить набухание экструдируемого материала 9 после его выхода из матрицы 4 до такой степени, при которой второе поперечное сечение С2 набухшего экструдата 90 будет соответствовать опущенному относительному положению по отношению к высоте Н4 ввода кордов. Для достижения этого управляющее устройство 6 выполнено с возможностью создания регулируемого температурного градиента G1, G2 по высоте, который увеличивается от второй стороны В по направлению к первой стороне А относительно высоты Н1 профиля. В частности, управляющее устройство 6 или обеспечивает приведение в действие только первых нагревательных элементов 35, или в альтернативном варианте обеспечивает задание более высокой температуры для первых нагревательных элементов 35 по сравнению с температурой соответствующих вторых нагревательных элементов 36. В каждом случае непропорциональное количество тепла будет передаваться в экструдируемый материал 9 с первой стороны А относительно высоты Н1 профиля для увеличениявязкости экструдируемого материала 9 в нижней части 47 по отношению к экструдируемому материалу 9 в верхней части 48.
Температурный градиент G1, G2 по высоте создает неоднородную вязкость экструдируемого материала 9 на высоте Н1 профиля. Поток F1 экструдируемого материала 9, проходящий в нижней части 47, имеет более низкую вязкость, чем другой поток F2, что приводит к большей скорости потока по сравнению с другим потоком F2 в верхней части 48. В частности, скорость, с которой экструдируемый материал 9 проходит через нижнюю часть 47 в направлении Е экструзии, будет выше скорости, с которой корды 8 подаются в том же направлении Е экструзии. Это приводит к избыточному объему экструдируемого материала 9, выходящего из матрицы 4 из нижней части 47 под сравнительно высоким давлением и расширяющегося в направлении первой стороны А. Набухание или расширение экструдируемого материала 9 вызывает изменение его формы от первого поперечного сечения С1 в матрице 4 до второго поперечного сечения С2 вне матрицы 4, и затем экструдируемый материал 9 отверждается для образования экструдата 90.
В результате корды 8, проходящие на высоте Н4 ввода кордов, оказываются расположенными на конечной высоте Н5 кордов по отношению к высоте Н2 экструдата 90, которая относительно или пропорционально больше высоты Н4 ввода кордов по отношению к высоте Н1 профиля. В частности, в данном примере конечная высота Н5 кордов составляет приблизительно 60% от высоты Н2 экструдата 90 относительно низа (стороны А) экструдата 90. Другими словами, толщина экструдируемого материала 9 в экструдате 90 увеличилась с первой стороны А по отношению к толщине того же самого экструдируемого материала 9, когда он удерживался в матрице 4.
Управляющее устройство 6 выполнено с возможностью создания - во втором режиме, показанном на фиг.3А и 3В, - регулируемого температурного градиента G1, G2 по высоте, который увеличивается от первой стороны А по направлению ко второй стороне В относительно высоты Н1 профиля. В частности, управляющее устройство 6 или обеспечивает приведение в действие только вторых нагревательных элементов 36, или в альтернативном варианте обеспечивает задание более высокой температуры для вторых нагревательных элементов 36 по сравнению с температурой соответствующих первых нагревательных элементов 35. В каждом случае непропорциональное количество тепла будет передаваться в экструдируемый материал 9 со второй стороны В относительно высоты Н1 профиля для увеличения вязкости экструдируемого материала 9 в верхней части 48 по отношению к экструдируемому материалу 9 в нижней части 47.
В результате третьепоперечное сечение С3 расширяется по отношению к первому поперечному сечению С1 в направлении второй стороны В. Как следствие увеличенной высоты Н3 второгопоперечного сечения С3, корды 8 оказываются расположенными на конечной высоте Н6 кордов по отношению к высоте Н3 второгопоперечного сечения С3, которая относительно или пропорционально меньше высоты Н4 ввода кордов по отношению к высоте Н1 профиля. В данном примере конечная высота Н6 кордов составляет только 40% от высоты Н3 второгопоперечного сечения С3. Другими словами, толщина экструдируемого материала 9 над местом, соответствующим конечной высоте Н6 кордов, существенно больше толщины экструдируемого материала 9, которая была над местом, соответствующим высоте Н4 ввода кордов, когда экструдируемый материал 9 еще удерживался в матрице 4.
Управляющее устройство 6 выполнено с возможностью обеспечения - в каждом из вышеупомянутых режимов - локального повышения температуры (не показано) или дополнительного регулируемого перепада, регулируемой разности или регулируемого градиента G3, G4 температур по ширине и, следовательно, дополнительной регулируемой неоднородной вязкости экструдируемого материала 9 на ширине W профиля. Температурный градиент G3, G4 по ширине схематически показан на фиг.2А и 2В и фиг.3А и 3В на графиках температуры. Управляющее устройство 6 предпочтительно выполнено с возможностью управления первыми нагревательными элементами 35 и вторыми нагревательными элементами 36 так, что температурный градиент G3, G4 по ширине увеличивается от источника 2 экструдируемого материала по направлению к дистальному концу профиля 42 поперечного сечения относительно источника 2 экструдируемого материала. В результате температура вторых нагревательных элементов 36 в первом режиме увеличивается вследствие температурного градиента G3 по ширине от первой температуры Т1 до второй температуры Т2 на ширине W профиля, в то время как температура первых нагревательных элементов 35 в первом режиме увеличивается вследствие температурного градиента G4 по ширине от третьей температуры Т3 до четвертой температуры Т4. Аналогичным образом, температура первых нагревательных элементов 35 во втором режиме увеличивается вследствие температурного градиента G3 по ширине от первой температуры Т1 до второй температуры Т2 на ширине W профиля, в то время как температура вторых нагревательных элементов 36 во втором режиме увеличивается вследствие температурного градиента G4 по ширине от третьей температуры Т3 до четвертой температуры Т4.
Температурный градиент G3, G4 по ширине может быть особенно полезным для гарантирования того, что экструдируемый материал 9 достигнет дистального конца профиля 42 поперечного сечения относительно источника 2 экструдируемого материала. Локальное повышение температуры (не показано) может привести к более легкому втеканию экструдируемого материала 9 в сужающиеся зоны 45, 46 или другие узкие зоны профиля 42 поперечного сечения.
Управляющее устройство 6 выполнено с возможностью - в зависимости от режима - задания первой температуры Т1 или, в случае вышеупомянутого температурного градиента G3, G4 по ширине, задания интервала температур между первой температурой Т1 и второй температурой Т2 для нагревательных элементов 35, 36 с одной стороны А, В относительно высоты Н1 профиля при одновременном задании третьей температуры Т3 или, в случае вышеупомянутого температурного градиента G3, G4 по ширине, задания интервала температур между третьей температурой Т3 и четвертой температурой Т4 для нагревательных элементов 35, 32 с другой стороны А, В. Для каждого нагревательного элемента 35, 36 с данной одной стороны А, В задается температура, которая выше температуры соответствующего нагревательного элемента 35, 36, противоположного или противоположного в вертикальном направлении по отношению к нагревательному элементу 35, 36, расположенному с другой стороны А, В, в направлении высоты Н1 профиля. Перепад температур между каждым из первых нагревательных элементов 35 и соответствующим ему, противоположным вторым нагревательным элементом 36 предпочтительно составляет, по меньшей мере, пять градусов Цельсия и более предпочтительно, по меньшей мере, десять градусов Цельсия. Аналогичным образом, предельный перепад G1, G2 температур по высоте в экструдируемом материале 9 на высоте Н1 профиля предпочтительно составляет, по меньшей мере, пять градусов Цельсия и более предпочтительно, по меньшей мере, десять градусов Цельсия.
Управляющее устройство 6 выполнено с возможностью создания регулируемого температурного градиента G1, G2 по высоте на всей ширине W профиля для обеспечения регулирования равномерного набухания от первого поперечного сечения С1 до второго поперечного сечения С2 относительно высоты Н4 ввода кордов. В частности, управляющее устройство 6 выполнено с возможностью управления первыми нагревательными элементами 35 и вторыми нагревательными элементами 36 в виде первой группы и второй группы, «смещенной» относительно первой группы посредством температурного градиента G1, G2 по высоте. Управляющее устройство 6 выполнено с возможностью регулирования пределов и/или величины температурного градиента G1, G2 по высоте и/или температурного градиента G3, G4 по ширине. Кроме того, управляющее устройство 6 выполнено с возможностью переключения между первым режимом и вторым режимом, в результате чего изменяется направление температурного градиента G1, G2 по высоте.
В приведенных в качестве примера режимах, показанных на фиг.2А и 2В и фиг.3А и 3В, первая температура Т1 составляет восемьдесят (80) градусов Цельсия, вторая температура Т2 составляет сто (100) градусов Цельсия, третья температура Т3 составляет восемьдесят пять (85) градусов Цельсия, и четвертая температура Т4 составляет сто двадцать пять (125) градусов Цельсия. Температуры Т1-Т4 являются регулируемыми и могут по-разному регулироваться управляющим устройством 6 в зависимости от типа экструдируемого материала 9, заданной высоты Н2, Н3 кордов и/или оптимизации распределения или набухания экструдируемого материала 9 на ширине W профиля. В данном приведенном в качестве примера варианте осуществления первые нагревательные элементы 35 и вторые нагревательные элементы 36 используются для нагрева экструдируемого материала 9 до минимальной температуры, которая соответствует максимальной вязкости, допустимой для надлежащей экструзии экструдируемого материала 9. Для экструдируемого материала 9 в виде типовой эластомерной смеси для компонентов шины минимальная температура составляет, по меньшей мере, восемьдесят (80) градусов Цельсия и предпочтительно, по меньшей мере, девяносто (90) градусов Цельсия. Следовательно, первая температура Т1 вторых нагревательных элементов 36 в первом режиме равна, по меньшей мере, вышеуказанной минимальной температуре.
В вышеуказанных режимах управляющее устройство 6 запрограммировано на основе заданных данных о резиновых смесях и их соответствующих вязкостях при разных температурах Т1-Т4. Фактическую высоту Н2, Н3 кордов можно проверить экспериментально посредством разрезания экструдированных компонентов шины, чтобы открыть/показать второе поперечное сечение С2 или третье поперечное сечение С3 и относительное положение кордов 8 в нем. Данные, полученные при экспериментальной проверке, впоследствии могут быть использованы для улучшения данных и программирования управляющего устройства 6.
В качестве дополнения или альтернативы возможный, но необязательный датчик 7, показанный на фиг.1В, может быть предусмотрен на выходе из матрицы 4, где экструдируемый материал 9 выходит из экструзионной головки 3 в направлении Е экструзии. Датчик 7 используется для определения фактической высоты Н2, Н3 кордов для кордов 8 в экструдируемом материале 9. В данном примере датчик 7 представляет собой индуктивный датчик, который электронными средствами определяет близость металлических кордов 8 в экструдируемом материале 9. Датчик 7 функционально соединен с управляющим устройством 6 для передачи сигналов, указывающих на близость кордов 8 к датчику 7, в управляющее устройство 6. Следовательно, управляющее устройство 6 может определить, соответствует ли фактическая высота Н2, Н3 кордов во втором или третьем поперечном сечении С2, С3 заданной высоте Н2, Н3 кордов, и в случае необходимости отрегулировать температуры первых нагревательных элементов 35 и вторых нагревательных элементов 36 для корректировки фактической высоты Н2, Н3 кордов по отношению к заданной высоте Н2, Н3 кордов. Данная обратная связь между датчиком 7 и управляющим устройством 6 может обеспечить дополнительное повышение точности экструдера 1 и может даже обеспечить возможность оперативного регулирования набухания.
Следует понимать, что вышеприведенное описание включено для иллюстрации функционирования предпочтительных вариантов осуществления и не предназначено для ограничения объема изобретения. Из вышеприведенного рассмотрения для специалиста в данной области техники будут очевидными многие варианты, которые, тем не менее, будут охватываться объемом настоящего изобретения.
Реферат
Изобретение относится к экструдеру и способу экструзии компонентов шины, армированных кордами. Техническим результатом является исключение изменения экструзионных головок, для изменения положения кордов относительно поперечного сечения экструдируемого материала. Технический результат достигается экструдером с экструзионной головкой для экструзии компонентов шины, армированных кордами. При этом экструзионная головка содержит матрицу для приема экструдируемого материала, проточные каналы, которые выходят в матрицу, и направляющую для кордов, предназначенную для направления кордов в матрицу таким образом, что при использовании корды заделываются в экструдируемый материал. Причем матрица выполнена с удлиненным профилем поперечного сечения, который определяет первое поперечное сечение экструдируемого материала в матрице. При этом профиль поперечного сечения имеет ширину профиля и высоту профиля, которая сравнительно мала по отношению к ширине профиля. Причем направляющая для кордов выполнена с возможностью направления кордов в матрицу на некоторой высоте ввода кордов относительно высоты профиля. При этом экструзионная головка предусмотрена с одним или более первыми нагревательными элементами, которые расположены у матрицы за проточными каналами по ходу потока для передачи тепла в экструдируемый материал с первой стороны относительно указанной высоты профиля в матрице. Причем экструдер дополнительно содержит управляющее устройство, которое функционально соединено с указанными одним или более первыми нагревательными элементами для создания регулируемого температурного градиента по высоте в экструдируемом материале на указанной высоте профиля для регулирования набухания экструдируемого материала относительно указанной высоты ввода кордов от первого поперечного сечения до второго поперечного сечения после выхода экструдируемого материала из матрицы. 2 н. и 30 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство, агрегат и способ для изготовления брекерного слоя шины
Комментарии