Головка для экструзии рукава и способ изготовления рукава - RU2681632C2
Код документа: RU2681632C2
Чертежи
Описание
Изобретение касается головки для экструзии рукава, для изготовления рукава, имеющей (a) корпус головки, (b) канал, который выполнен в корпусе головки, для подвода материала для рукава, (c) дорн, который расположен в канале, (d) мундштук, который в контактной поверхности прилегает к корпусу головки, и (e) по меньшей мере один крепежный элемент, посредством которого мундштук закреплен на корпусе головки. Во втором аспекте изобретение касается способа изготовления рукава.
Такие головки для экструзии рукава применяются в установках для изготовления рукава и формируют рукав из материала для рукава. Непременным условием при изготовлении рукавов является, чтобы не занижалась заданная номинальная толщина стенки рукава. В противном случае не достигается прочность рукава, соответствующая спецификации. Чтобы для изготовления рукава приходилось расходовать как можно меньше материала для рукава, рукав должен по всему своему периметру иметь как можно меньшую толщину стенки. Поэтому идеальным образом рукав по всему своему периметру имеет точно номинальную толщину стенки. Но это предполагает, что мундштук, который формирует наружную стенку образующегося рукава, безукоризненно центрирован относительно дорна, который формирует внутреннюю стенку образующегося рукава. С помощью прежних головок для экструзии рукава достичь этого можно только с трудом.
Из DE 10 2008 061 286 A1 известна головка для экструзии рукава, имеющая центрирующее устройство, посредством которого мундштук и дорн могут центрироваться друг относительно друга. Для этого дорн изменяется по своему положению. Недостатком этой системы является, что она является относительно технически сложной. Другим недостатком этой известной системы является, что она может применяться только для поперечных головок для экструзии рукава. Другими словами, материал для рукава должен перенаправляться, как правило, под углом 90°, чтобы снаружи могло приводиться в действие центрирующее устройство для дорна.
В основе изобретения лежит задача изготовления рукава с гомогенной толщиной стенки простым образом.
Изобретение решает эту проблему с помощью головки для экструзии рукава, у которой крепежный элемент одним концом закреплен на мундштуке так, что этот конец следует движению мундштука. Кроме того, изобретением предлагается экструдер, имеющий предлагаемую изобретением головку для экструзии рукава.
При этом предпочтительно, что радиальное движение мундштука относительно корпуса головки приводит лишь к небольшому трению между крепежным элементом и мундштуком. Поэтому при эксплуатации головки для экструзии рукава, то есть когда в головку для экструзии рукава подается материал для рукава, необходима относительно небольшая сила для движения мундштука относительно корпуса головки.
У известных головок для экструзии рукава мундштук расположен так, что крепежный элемент в зажимной поверхности прилегает к мундштуку и через зажимную поверхность действует с некоторой силой на мундштук и таким образом прижимает его к корпусу головки. Для движения мундштука относительно этой зажимной поверхности и, кроме того, относительно контактной поверхности с корпусом головки должна преодолеваться общая сила трения, которая равна сумме сил трения на контактной поверхности и на зажимной поверхности.
При эксплуатации экструдера, на котором закреплена головка для экструзии рукава, очень высокие массовые силы материала для рукава у известных систем приводят, правда, к уменьшению силы трения на контактной поверхности, но к увеличению силы трения на зажимной поверхности. Поэтому в целом должна была преодолеваться большая общая сила трения. При этом возникает эффект прилипания-проскальзывания (англ. stick-slip effect), который заметно ограничивает достижимую точность при центрировании мундштука относительно дорна.
Благодаря тому, что крепежный элемент одним концом закреплен на мундштуке так, что этот конец следует движению мундштука, сила трения на зажимной поверхности всегда мала. При эксплуатации головки для экструзии рукава снижается, кроме того, сила трения между мундштуком и корпусом головки. Поэтому при эксплуатации головки для экструзии рукава для центрирования мундштука должна преодолеваться только незначительная общая сила трения. Поэтому мундштук может центрироваться очень точно. Это, в свою очередь, позволяет уменьшить припуск на запас надежности, который необходим, чтобы не занижалась номинальная толщина стенки. Припуск на запас надежности представляет собой разность между номинальной толщиной стенки и установленной толщиной стенки, которая должна выбираться достаточно большой, чтобы препятствовать занижению номинальной толщины стенки при неблагоприятных производственных условиях. Возможное благодаря изобретению уменьшение припуска на запас надежности приводит к более низкому расходу материала для рукава. Возможно, чтобы дополнительно к крепежному элементу имелось другое крепежное устройство, посредством которого мундштук также закреплен на корпусе головки. Другими словами, крепежный элемент может в одиночку крепить мундштук на корпусе головки, но это не обязательно.
В рамках настоящего описания под корпусом головки понимается тот конструктивный элемент, в котором выполнен канал. Корпус головки мог бы также называться основной частью. Корпус головки воспринимает действующие радиально наружу массовые силы, которые создаются материалом рукава. Материал рукава при эксплуатации головки для экструзии рукава находится под давлением обычно до 5 МПа.
Под дорном понимается, в частности, тот конструктивный элемент, который формирует внутреннюю стенку образующегося рукава. Как правило, дорн, как предусмотрено в одном из предпочтительных вариантов осуществления, в поперечном сечении круглый, то есть по меньшей мере на отдельных участках цилиндрический или конический. Но в принципе, изобретение подходит также для дорнов, которые имеют некруглое поперечное сечение.
Под мундштуком понимается, в частности, тот конструктивный элемент головки для экструзии рукава, который формирует наружную стенку образующегося рукава. Возможно, как правило, но, как предусмотрено по одному из предпочтительных вариантов осуществления, не обязательно, чтобы за мундштуком было расположено другое формообразующее устройство, которое дополнительно формирует наружный контур рукава.
Под силой трения между мундштуком и корпусом головки понимается, в частности, та сила прилипания-трения, которая препятствует движению установки мундштука относительно корпуса головки. Другими словами, сила трения - это, в частности, та сила прилипания-трения, которая противодействует движению установки мундштука относительно корпуса головки и должна преодолеваться для движения мундштука. Движение установки - это то движение, которое приводит мундштук из не центрированного положения в центрированное положение.
Предпочтительно крепежный элемент имеет один конец, которым он закреплен на мундштуке, и по меньшей мере один второй конец, которым он закреплен относительно корпуса головки. В частности, крепежный элемент передает силу растяжения между первым концом и вторым концом. Поэтому крепежный элемент может также называться элементом растяжения. Например, крепежный элемент закреплен на мундштуке в точке крепления к мундштуку, при этом под точкой крепления следует понимать не точку в математическом смысле, а область, которая мала по сравнению с торцевой поверхностью мундштука, в частности составляет меньше одной пятой.
По одному из предпочтительных вариантов осуществления мундштук в контактной поверхности прилегает к корпусу головки, и крепежный элемент притягивает мундштук к контактной поверхности. При этом возможно, чтобы крепежный элемент создавал силу давления на мундштук и прижимал его к контактной поверхности. Эта сила давления направлена навстречу массовой силе при эксплуатации головки для экструзии рукава.
Под контактной поверхностью, в частности, понимается та поверхность, которая образована между мундштуком и корпусом головки и ориентирована так, чтобы сила трения между контактной поверхностью и корпусом головки уменьшалась вследствие массовой силы, действующей при эксплуатации экструдера, на котором закреплена головка для экструзии рукава. Другими словами, к контактной поверхности относятся только такие части поверхности, в которых мундштук и корпус головки находятся в контакте друг с другом, у которых массовая сила увеличивала бы расстояние до корпуса головки, если бы мундштук был подвижным и не был бы закреплен крепежным элементом.
Предпочтительно крепежный элемент выполнен, чтобы тянуть мундштук к корпусу головки. В этом случае крепежный элемент может также называться тянущим элементом. Разумеется, у тянущего элемента может также возникать точка, в которой передается сила давления. Однако решающим является, что крепежный элемент выполнен так, что он может быть образован устройством, которое может передавать только силы растяжения, например, тросом или цепью. Другими словами, под тем признаком, что крепежный элемент тянет мундштук к корпусу головки, понимается, что крепежный элемент выполнен так, что он мог бы заменяться чисто тянущим элементом, то есть конструктивным элементом, который не может передавать силы давления. Например, крепежный элемент представляет собой палец, стержень, цепь или трос, в частности проволочный трос.
Предпочтительно у такого крепежного элемента, что при небольшом движении мундштука относительно основной части в хорошем приближении не возникает трения между мундштуком и крепежным элементом. Поэтому между крепежным элементом и мундштуком не происходит или происходит незначительно малое трение, так что для движения мундштука относительно головки корпуса должна преодолеваться максимум незначительно малая сила трения между мундштуком и крепежным элементом. Разумеется, при известных условиях остается сила трения между мундштуком и самим корпусом головки, но эта сила трения уменьшается под действием массовой силы, так что она тоже легко преодолима. Это имеет изложенные выше преимущества при центрировании мундштука.
Предпочтительно крепежный элемент расположен так, что массовая сила, которая действует на мундштук со стороны материала для рукава при применении головки для экструзии рукава, уменьшает силу трения между мундштуком и корпусом головки.
По одному из предпочтительных вариантов осуществления крепежный элемент зафиксирован в точке крепления к корпусу головки относительно корпуса головки и закреплен на мундштуке в точке крепления к мундштуку. При этом точка крепления к корпусу головки расположена на траектории притока материала для рукава выше по потоку относительно точки крепления к мундштуку. При эксплуатации это приводит к тому, что массовые силы, с которыми материал для рукава действует на мундштук, противодействуют силе, с которой крепежный элемент действует на мундштук. То есть чем больше массовая сила, тем меньше становится сила, с которой мундштук и корпус головки могут тереться друг о друга. Это приводит к изложенной выше возможности легкой перестановки.
Предпочтительно мундштук включает в себя держатель фасонной вставки и фасонную вставку, при этом держатель фасонной вставки имеет устройство для осевой перестановки для перестановки осевого положения фасонной вставки относительно держателя фасонной вставки. При этом под осевым положением понимается, в частности, положение относительно продольной оси дорна. Дорн предпочтительно по меньшей мере на своей стороне, обращенной к фасонной вставке, конический, так что путем изменения осевого положения фасонной вставки внутренний диаметр образующего рукава может изменяться. Такая головка для экструзии рукава позволяет осуществлять высокочувствительную регулировку толщины стенки и вместе с тем центрирование. Так могут достигаться очень низкие расходы материала при изготовлении рукавов. Альтернативно мундштук выполнен цельно.
По одному из предпочтительных вариантов осуществления головка для экструзии рукава включает в себя позиционирующее устройство для изменения положение мундштука относительно дорна, так что мундштук обладает возможностью центрирования относительно дорна. При этом речь может идти о позиционирующем устройстве с ручным управлением или, как предусмотрено по одному из предпочтительных вариантов осуществления, позиционирующем устройстве с автоматическим управлением. Например, позиционирующее устройство включает в себя привод, например, в виде электродвигателя или гидравлического цилиндра. Электродвигатель и/или гидравлический цилиндр могут взаимодействовать с шарико-винтовым приводом, чтобы обеспечивать возможность движения мундштука относительно корпуса головки. Возможно также, чтобы позиционирующее устройство включало в себя пьезопривод.
Целесообразно, хотя и не обязательно, чтобы позиционирующее устройство имело противоположные приводы. Например, предпочтительно, если позиционирующее устройство имеет по меньшей мере две пары расположенных друг напротив друга пьезоприводов, которые могут двигать мундштук во встречных направлениях. Таким образом эти приводы всегда могут двигать мундштук путем приложения к мундштуку силы давления.
Предпочтительно головка для экструзии рукава включает в себя регулировку положения, которая включает в себя позиционирующее устройство, имеющее по меньшей мере один привод для автоматического изменения положения мундштука, и устройство для измерения толщины стенки, для измерения толщины стенки рукава, при этом регулировка положения предназначена для автоматического изменения положения мундштука, так чтобы заданная номинальная толщина стенки не занижалась, и общее отклонение толщины стенки от заданной номинальной толщины стенки становилось минимальным. Устройство для измерения толщины стенки может, например, включать в себя рентгеновское устройство, посредством которого толщина стенки может изменяться путем ослабления рентгеновских лучей.
Предпочтительно головка для экструзии рукава включает в себя уплотнение, которое расположено между мундштуком и корпусом головки. Таким образом предотвращается проникновение материала для рукава в область контактной поверхности.
Изобретением предлагается, кроме того, устройство для изготовления рукава, которое включает в себя экструдер для выпуска материала для рукава, в частности резины, и предлагаемую изобретением головку для экструзии рукава, при этом головка для экструзии рукава соединена с экструдером так, что экструдер при эксплуатации выпускает материал для рукава в канал.
Изобретением предлагается, кроме того, способ изготовления рукава, включающий в себя шаги: (i) выпуск материала для рукава в канал предлагаемой изобретением головки для экструзии рукава, так чтобы этот материал для рукава тек по дорну; (ii) измерение толщины стенки рукава и (iii) автоматическое изменение положения мундштука, так чтобы не занижалась заданная номинальная толщина стенки, и общее отклонение толщины стенки от заданной номинальной толщины стенки становилось минимальным.
Далее изобретение поясняется подробнее с помощью прилагаемых чертежей. При этом показано:
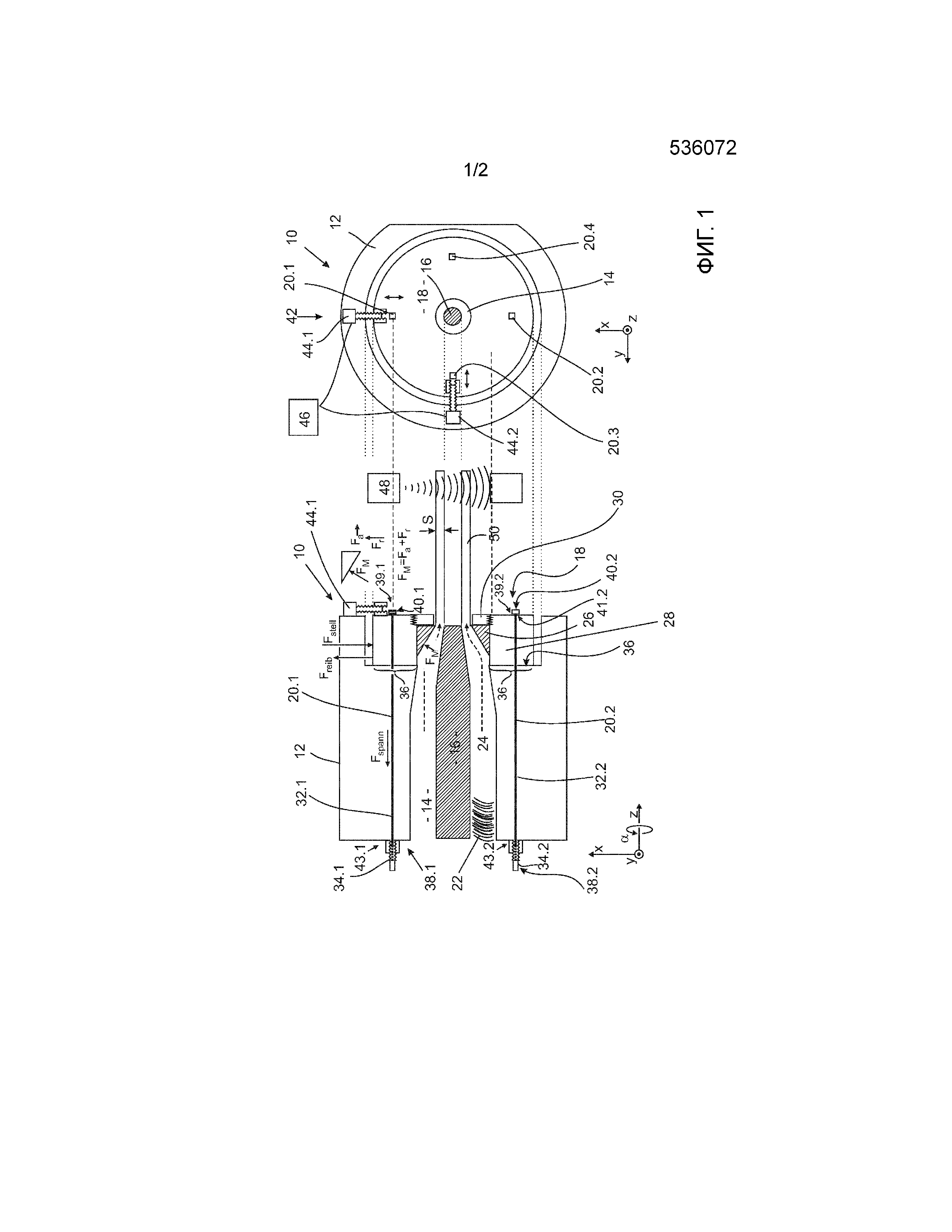
фиг.1: предлагаемая изобретением головка для экструзии рукава в поперечном сечении и продольном сечении;
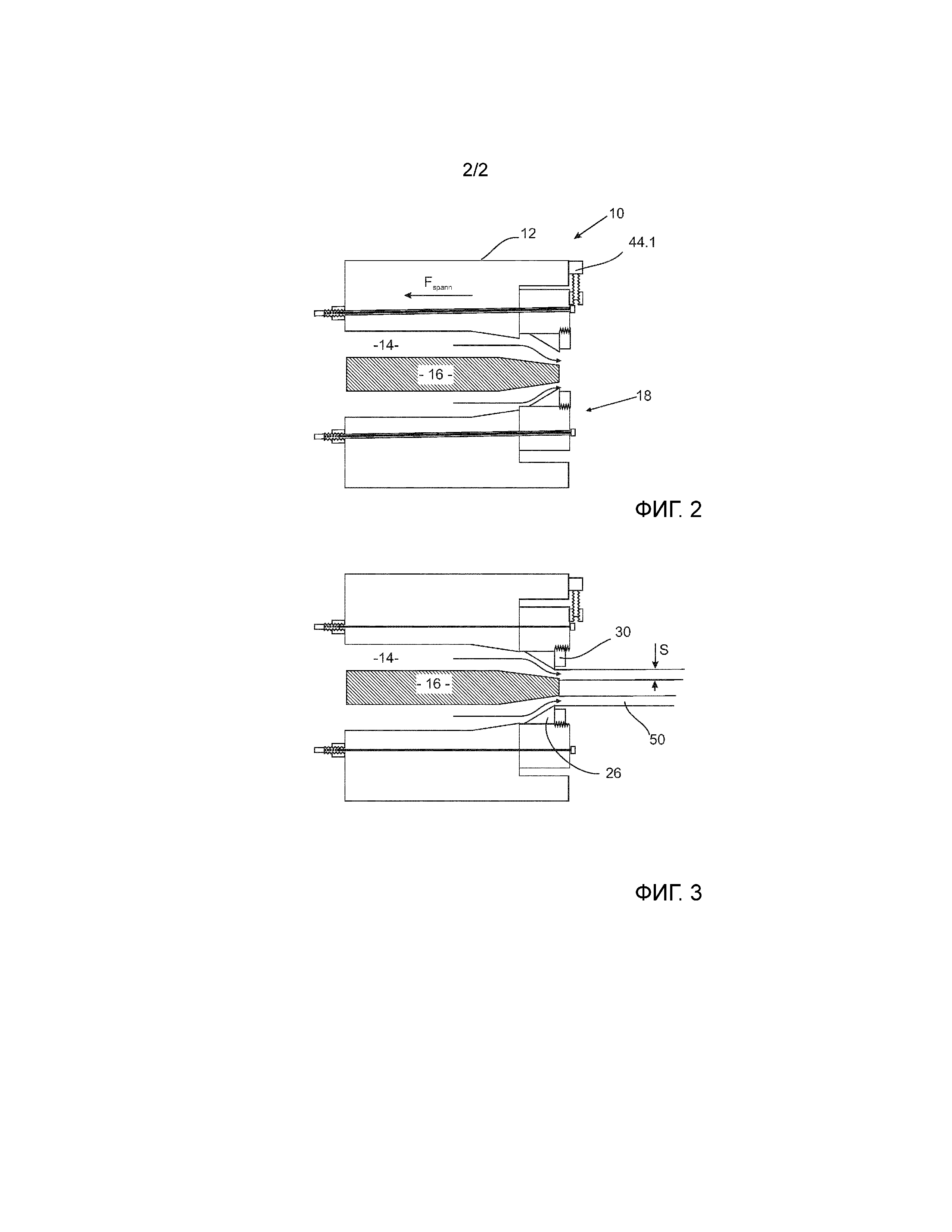
фиг.2: поперечное сечение головки для экструзии рукава в соответствии с фиг.1. после того, как мундштук был децентрирован, и
фиг.3: головка для экструзии рукава в соответствии с предыдущими фигурами после приведения в действие устройства для осевой перестановки.
На фиг.1 показана предлагаемая изобретением головка 10 для экструзии рукава, имеющая корпус 12 головки, в котором выполнен канал 14. В канале 14 находится дорн 16, который разъемно жестко соединен с корпусом 12 головки. Штриховка служит для пояснения объекта, и не обязательно должна рассматриваться как указание на сечение.
Головка 10 для экструзии рукава имеет, кроме того, мундштук 18, который с помощью крепежных элементов 20 закреплен на корпусе 12 головки. На фиг.1 начерчены крепежные элементы 20.1, 20.2, 20.3 и 20.4 (ссылочные обозначения без счетных индексов относятся соответственно ко всем соответствующим объектам). Однако число крепежных элементов может выбираться свободно в широких пределах.
При эксплуатации канал 14 наполнен материалом 22 для рукава. Материал 22 для рукава представляет собой чаще всего каучук. Материал 22 для рукава течет по траектории 24 притока, которая обозначена стрелками, к мундштуку 18.
Мундштук 18 включает в себя в данном варианте осуществления фасонную вставку 26 и держатель 28 фасонной вставки. Держатель 28 фасонной вставки имеет устройство 30 для осевой перестановки. В варианте осуществления, показанном на фиг.1, устройство 30 для осевой перестановки образовано кольцом, имеющим наружную резьбу, которая находится в зацеплении с держателем 28 фасонной вставки. При вращении кольца вокруг своей продольной оси (в данном случае вокруг оси z) может меняться осевое положение фасонной вставки 26 относительно держателя 28 фасонной вставки. Это осевое положение представляет собой высоту по оси z, которая соответствует продольной оси дорна 16. По одному из альтернативных вариантов осуществления мундштук 18 может быть выполнен цельно.
Крепежный элемент 20 включает в себя натяжные элементы, в данном случае натяжные проволочные тросы 32, из которых показаны натяжные проволочные тросы 32.1, 32.2. Натяжные проволочные тросы 32 натягиваются натяжными устройствами 34 так, что они передают на мундштук 18 силу Fнатяж. натяжения.
Мундштук 18 в контактной поверхности 36 прилегает к корпусу 12 головки. Когда происходит движение перестановки, то есть движение в плоскости x-y, то для этого на мундштук 18 должна действовать сила Fперест. перестановки, которая больше, чем сила Fтрен. трения.
Как схематично показано, материал 22 для рукава действует на мундштук 18 с массовой силой Fм. При этом термин «массовая сила» выбран, так как эту силу создает материал рукава, который может также обозначать перерабатываемую массу. Термин «массовая сила» не должен пониматься таким образом, что она преимущественно создается инерцией поворачиваемых масс. На фигурах эти силы для простоты указаны без векторной стрелки. Разумеется, все эти силы представляют собой векторные величины.
Как схематично показано, массовая сила Fм может векторно раскладываться на действующую в осевом направлении силу Fо и действующую в радиальном направлении силу Fр. Осевая составляющая Fо действует против силы Fнатяж.натяжения. Это значит, что сложение векторов силы Fнатяж.натяжения и осевой составляющей Fо массовой силы Fм имеет меньший результат, чем сила Fнатяж.натяжения. Мундштук 18 создает контактное напряжение p36 на контактную поверхность P, которое может пониматься также как давление. Вследствие действия массовой силы Fм это контактное напряжение p36уменьшается. Поэтому сила Fтрен. трения снижается с увеличивающейся массовой силой Fм.
Крепежные элементы 20 имеют каждый точку 38 крепления к корпусу головки и точку 40 крепления к мундштуку. Каждый крепежный элемент 20 имеет первый конец 39, которым он закреплен на мундштуке 18 в соответствующей точке 40 крепления к мундштуку. Крепежный элемент 20 зажимной поверхностью 41 прилегает к мундштуку 18. Точка 38 крепления к корпусу головки выполнена на втором конце 43 крепежного элемента 20.
Точка 40 крепления к мундштуку расположена выше по потоку относительно точки 38 крепления к корпусу головки, то есть материал 22 для рукава сначала вблизи точки крепления к корпусу головки протекает мимо нее, а потом вблизи точки крепления к мундштуку. Таким образом осуществляется описанное выше действие массовой силы Fм по отношению к силе Fнатяж. натяжения.
В правой части рисунка показано, что головка 10 для экструзии рукава включает в себя позиционирующее устройство 42. Позиционирующее устройство 42 включает в себя в данном варианте осуществления два привода 44.1, 44.2, которые включает в себя каждый шариково-винтовой привод и двигатель для привода шарико-винтового привода. При задействовании приводов 44.1, 44.2 мундштук 18 может центрироваться относительно дорна 16.
Приводы 44 схематично начерченным кабелем соединены с регулировкой 46 положения. Регулировка 46 положения находится также в соединении с устройством 48 для измерения толщины стенки, посредством которого измеряется толщина S стенки изготавливаемого рукава 50. Регулировка 46 положения непрерывно регистрирует, соответствует ли толщина S стенки номинальной толщине Sном. стенки. Если констатируется отклонение, то регулировка 46 положения настраивает приводы так, чтобы устранялось или по меньшей мере уменьшалось вероятное децентрирование. Кроме того, возможно, чтобы головка 10 для экструзии рукава имела автоматическое устройство для осевой перестановки, которое тоже соединено с регулировкой 46 положения.
На фиг.2 показан тот случай, когда мундштук 18 при задействовании привода 44.1 был сдвинут относительно корпуса 12 головки. Можно различить, что мундштук 18 теперь расположен относительно дорна 16 нецентрированно.
На фиг.3 показано действие перестановки устройства 30 для осевой перестановки. Можно различить, что фасонная вставка 26 была придвинута дальше к дорну 16. Так как дорн 16 на своем обращенном к мундштуку 18 конце выполнен коническим, вследствие этого движения толщина S стенки рукава уменьшается. Поэтому предлагаемая изобретением головка 10 для экструзии рукава позволяет регулировать как толщину S стенки, так и различия толщины стенки путем центрирования мундштука 18.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 Головка для экструзии рукава
12 Корпус головки
14 Канал
16 Дорн
18 Мундштук
20 Крепежный элемент
22 Материал для рукава
24 Траектория притока
26 Фасонная вставка
28 Держатель фасонной вставки
30 Устройство для осевой перестановки
32 Натяжные проволочные тросы
34 Натяжное устройство
36 Контактная поверхность
38 Точка крепления к корпусу головки
39 Первый конец
40 Точка крепления к мундштуку
41 Зажимная поверхность
42 Позиционирующее устройство
43 Второй конец
44 Привод
46 Регулировка положения
48 Устройство для измерения толщины стенки
50 Рукав
Fнатяж. Сила натяжения
Fтрен. Сила трения
Fперест.Сила перестановки
Fм Массовая сила
p36 Контактное напряжение
S Толщина стенки
Sном. Номинальная толщина стенки
Реферат
Изобретение относится к головке для экструзии рукава. Головка для экструзии рукава, для изготовления рукава, имеет корпус головки, канал, который выполнен в корпусе головки, для подвода материала для рукава, дорн, который расположен в канале, мундштук и по меньшей мере один крепежный элемент. Крепежный элемент одним концом закреплен на мундштуке так, что этот конец следует движению мундштука. Изобретение обеспечивает изготовление рукава с гомогенной толщиной стенки простым образом. 3 н. и 7 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Экструзионная головка для формования многослойных изделий из термопластов
Комментарии