Сегментированные пленки с высокопрочными швами - RU2586093C2
Код документа: RU2586093C2
Чертежи

Описание
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Тонкие пленки имеют достаточно широкую область применения, включающую в себя использование в качестве наружных покрытий для средств личной гигиены (например, подгузников или абсорбирующих предметов одежды), медицинской одежды, производственной рабочей одежды и тому подобного. Помимо этого, слоистые материалы из таких пленок находят применение в различных нательных изделиях), а также во многих других областях применения. Пленки могут обеспечивать изделию необходимые барьерные свойства, в то время как другие материалы, наслоенные на них, могут обеспечивать дополнительные требуемые характеристики, такие как прочность, стойкость к истиранию и/или надлежащие тактильные свойства).
Сегментированные пленки могут использоваться для придания разным частям продукта различных свойств. Например, может не требоваться хорошей воздухопроницаемости, высокой прочности и хороших регенеративных свойств в одной и той же области пленки. В подобном случае в качестве наружной пленки для абсорбирующего изделия личной гигиены может быть использована сегментированная пленка, имеющая эластичные сегменты на наружных краях и воздухопроницаемый барьерный сегмент в центре.
Однако сегментированные пленки могут быть недостаточно прочными по поверхности контакта между сегментами. Непрочные поверхности контакта могут быть подвержены разрывам. Недостаточная прочность может обуславливаться отсутствием сцепления между различными материалами, использованными в разных сегментах пленки.
Таким образом, существует потребность в улучшенной сегментированной пленке, обладающей улучшенной прочностью на поверхности контакта между сегментами пленки.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Указанные выше потребности удовлетворяются, а проблемы, с которыми сталкиваются специалисты в данной области, преодолеваются с помощью сегментированной пленки согласно настоящему изобретению, включающей в себя первый сегмент пленки, имеющий первую композицию, и второй сегмент пленки, имеющий вторую композицию, при этом первый и второй сегменты пленки соединены по поверхности контакта, идущей в продольном направлении сегментированной пленки. На поверхности контакта верхняя часть второго сегмента перекрывает первый сегмент в направлении, поперечном пленке. Пленка имеет толщину "T" в верхней части второго сегмента, а второй сегмент имеет толщину "t" на расстоянии T в поперечном направлении от верхней части второго сегмента. Соотношение T/t предпочтительно больше приблизительно 3. Предпочтительно, чтобы сегментированная пленка имела по существу однородную толщину, а первый и второй сегменты были расположены рядом друг с другом непрерывно в продольном направлении пленки.
Согласно другому аспекту, первый или второй сегмент пленки может содержать микропористую пленку. Согласно одному из вариантов осуществления, композиция первого или второго сегмента пленки включает в себя термопластичный полимер и наполнитель. Термопластичный полимер может быть неэластичным полиолефиновым полимером. Предпочтительно, чтобы наполнитель был распределен по всему объему первого сегмента пленки. Более предпочтительно, чтобы первый или второй сегмент пленки имел микропоры, граничащие с наполнителем.
Согласно еще одному аспекту, первый или второй сегмент пленки может содержать эластичный полимер, выбранный из группы, состоящей из полиолефиновых эластомеров, стирольных блоксополимеров, полиуретанов, сложных полиэфиров, полиамидов, винилацетатов, акрилатов и их смесей.
Согласно еще одному аспекту, пленки согласно настоящему изобретению могут быть многослойными или жестко присоединенными к листовому материалу, такому как, например, нетканое полотно, тканое полотно и тому подобное. В данном контексте термин "листовой материал" относится к слою материала, который может быть тканым материалом, вязаным материалом, холстом, нетканым полотном или другим подобным материалом. Кроме того, пленки и слоистые пленочные материалы согласно настоящему изобретению хорошо подходят для использования в изделиях личной гигиены, защитной одежде, защитных покрытиях и продуктах для инфекционного контроля. Например, изделия личной гигиены согласно настоящему изобретению могут включать в себя (i) проницаемый для жидкости верхний слой; (ii) наружное покрытие, содержащее сегментированную пленку или слоистую пленку, как описаны в данном контексте; и (iii) абсорбирующий слой, расположенный между наружным покрытием и верхним слоем. Первый и второй сегменты пленки могут быть селективно расположены внутри изделия для обеспечения требуемых характеристик, таких как прилегание к телу, местные скорости миграции влаги и/или эстетические свойства.
Согласно другому варианту осуществления, способ получения сегментированной пленки включает в себя стадии подачи первой и второй полимерных композиций в сегментированный питательный блок; перемещения первой и второй композиций в головку пленочного экструдера; и соэкструзии из головки пленочного экструдера сегментированной пленки, содержащей первый сегмент пленки из первой полимерной композиции и второй сегмент пленки из второй полимерной композиции, при этом первый и второй сегменты пленки соединены по поверхности контакта, где на поверхности контакта верхняя часть второго сегмента пленки перекрывает первый сегмент пленки в направлении, поперечном пленке, и где пленка имеет толщину "T" в верхней части второго сегмента пленки, а второй сегмент пленки имеет толщину "t" на расстоянии Т в поперечном направлении от верхней части второго сегмента пленки, и где соотношение T/t больше приблизительно 3.
Согласно еще одному варианту осуществления, способ получения сегментированной пленки включает в себя стадии подачи первой и второй полимерных композиций в сегментированный питательный блок, направляющий первую и вторую полимерные композиции в головку пленочного экструдера; и соэкструзии из головки пленочного экструдера сегментированной пленки, содержащей первый сегмент пленки из первой полимерной композиции и второй сегмент пленки из второй полимерной композиции, где первая и вторая полимерные композиции вместе поступают в головку пленочного экструдера по существу в поперечном направлении перед выходом из головки пленочного экструдера в продольном направлении, и где, кроме того, первый и второй сегменты пленки расположены рядом друг с другом непрерывно в продольном направлении.
Ниже более подробно описаны другие особенности и аспекты настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Полное и достаточное раскрытие настоящего изобретения, включающее в себя лучший вариант осуществления изобретения, рассчитанное на среднего специалиста в данной области, изложено более подробно в оставшейся части описания со ссылками на прилагаемые графические материалы, на которых:
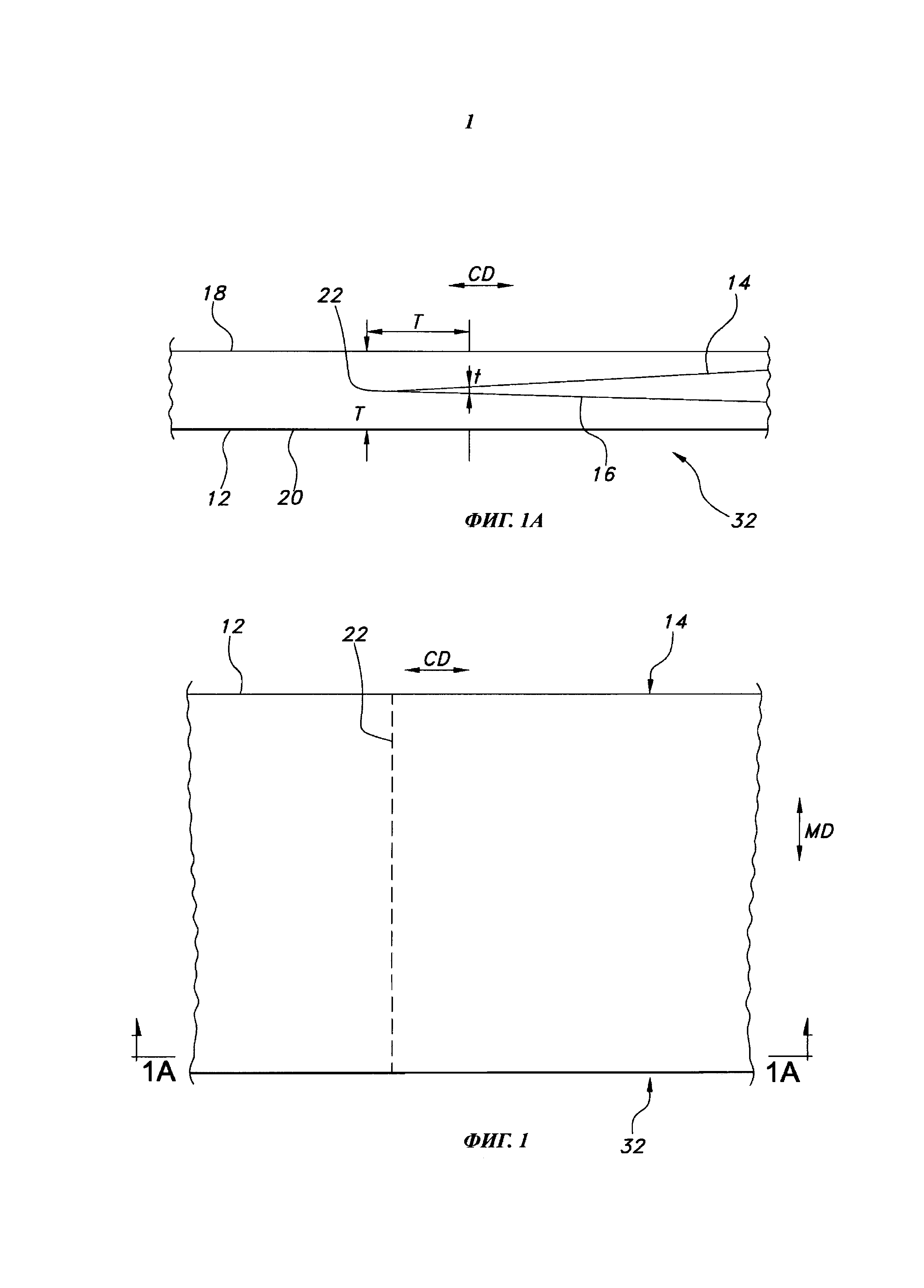
Фиг. 1 представляет собой вид сверху на мультисегментированную пленку (пленку, имеющую множество сегментов) согласно настоящему изобретению;
Фиг. 1A представляет собой вид в разрезе мультисегментированной пленки с Фиг. 1, выполненный по 1A-1A;
Фиг. 2 представляет собой фотографию, полученную с помощью сканирующего электронного микроскопа, примера сегментированной пленки.
Фиг. 3 представляет собой фотографию, полученную с помощью сканирующего электронного микроскопа, другого примера сегментированной пленки.
Повторное использование условных обозначений в настоящем описании и графических материалах предназначено для обозначения одинаковых или аналогичных признаков или элементов изобретения.
ПОДРОБНОЕ ОПИСАНИЕ РЕПРЕЗЕНТАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее более подробно будут рассмотрены различные варианты осуществления изобретения, один или несколько примеров которых представлены ниже. Каждый из примеров использован в качестве пояснения без ограничения изобретения. Фактически, специалистам в данной области техники будет очевидно, что в настоящем изобретении могут быть сделаны различные модификации и изменения без отклонения от сущности и объема согласно настоящему изобретению. Например, признаки, проиллюстрированные или описанные как часть одного из вариантов осуществления, могут использоваться в другом варианте осуществления, чтобы получить еще один вариант осуществления. Тем самым предполагается, что настоящее изобретение распространяется на такие модификации и изменения.
На Фиг. 1 и 1A показана одинарная сегментированная пленка 32, имеющая продольное (машинное) направление (Пр (MD, от англ. machine direction)) и поперечное (машинному) направление (П (CD, от англ. cross direction)), также имеющая первую поверхность 18 и вторую поверхность 20, параллельную или по существу параллельную первой поверхности, при этом пленка содержит по меньшей мере первый сегмент 12, присоединенный к по меньшей мере второму сегменту 14 с помощью поверхности контакта или шва 16, где первый сегмент присоединен ко второму сегменту. Первый сегмент 12, второй сегмент 14 и шов 16, как правило, располагаются непрерывно в продольном направлении. На поверхности контакта 16 второй сегмент 14 перекрывает первый сегмент 12 в поперечном направлении, то есть первый сегмент продолжается после второго сегмента в поперечном направлении. Второй сегмент 14 расположен за или перекрывает первый сегмент 12 в верхней части 22 второго сегмента. Верхняя часть 22 второго сегмента 14 является частью второго сегмента, дальше всего продолжающейся в поперечном направлении в первый сегмент 12.
Степень перекрывания первого сегмента вторым сегментом можно оценить путем сравнения толщины "Т" пленки 32 в верхней части 22 второго сегмента 14 с толщиной "t" второго сегмента на расстоянии "Т" в поперечном направлении от верхней части. Предпочтительно, чтобы соотношение T/t было достаточно большим, указывая на большее перекрывание первого сегмента 12 и второго сегмента 14 по поверхности контакта 16. Согласно некоторым вариантам осуществления, соотношение T/t предпочтительно больше приблизительно 3, более предпочтительно, больше приблизительно 5, и еще более предпочтительно, больше приблизительно 7. Согласно другим вариантам осуществления, соотношение T/t предпочтительно находится в диапазоне приблизительно от 3 до 100, более предпочтительно - приблизительно от 3 до 50, более предпочтительно, в диапазоне приблизительно от 5 до 50, еще более предпочтительно, в диапазоне приблизительно от 7 до 50. Согласно другому варианту осуществления, соотношение T/t предпочтительно находится в диапазоне приблизительно от 3 до 30, более предпочтительно, в диапазоне приблизительно от 6 до 30, и еще более предпочтительно, в диапазоне приблизительно от 10 до 30.
Предпочтительно, чтобы первый сегмент 12 составлял по меньшей мере приблизительно 10% площади сегментированной пленки 32, и еще более предпочтительно, чтобы он составлял приблизительно от 20% до 80% площади сегментированной пленки 32. Хотя допускаются и более толстые сегментированные пленки, предпочтительно, чтобы одинарная сегментированная пленка имела максимальную толщину пленки менее приблизительно 50 микрон, и еще более предпочтительно, имела максимальную толщину пленки приблизительно от 10 микрон до 35 микрон. Могут быть выбраны первый и второй сегменты 12 и 14, содержащие определенные пленки, имеющие различные характеристики, такие как, например, определенные воздухопроницаемость и/или эластичные свойства. В данном контексте термин "эластичный", как правило, относится к материалу, который при приложении силы смещения растягивается или удлиняется в по меньшей мере одном направлении и возвращается к своим по существу первоначальным размерам после устранения силы смещения.
Сегментированные пленки, такие как описаны в данном контексте, могут содержать различные сегменты пленок, обладающие разными уровнями воздухопроницаемости и/или эластичности, и могут быть получены различными способами. Сегментированные пленки могут быть получены соэкструзией соответствующих соседних сегментов, как, например, с помощью способа и устройств для получения пленок, раскрытых в патентном документе US 4533510, Missel et al., полное содержание которого включено в настоящую работу посредством ссылки. Головки пленочных экструдеров для получения соэкструдированных вплотную друг к другу пленок коммерчески доступны из компаний Extrusion Dies Industries, LLC, Чиппева-Фолс, Висконсин, и Cloeren Inc., Ориндж, Техас. Требуемые компоненты соответствующих сегментов пленок могут быть смешаны по отдельности, нагреты и затем соэкструдированы в соответствующие соседние сегменты одинарной сегментированной пленки. Пленка может быть получена с помощью любого из многочисленных способов получения пленок, известных в данной области техники, таких как, например, с помощью оборудования для отливки пленки из раствора или оборудования для получения пленки экструзией с раздувом. Предпочтительно, чтобы первая и вторая композиции подавались в сегментированный питательный блок до поступления в головку пленочного экструдера. Сегментированный питательный блок позволяет первой и второй композициям контактировать между собой до поступления их в головку пленочного экструдера. Предполагается, что такой предварительный контакт между первой и второй композициями приводит к более широкому перекрыванию первого и второго сегментов по поверхности контакта между сегментами. Согласно одному из вариантов осуществления, питательный блок, подходящий для получения слоистых пленок из одной или нескольких полимерных композиций, вращается на 90 градусов относительно корпуса головки экструдера для обеспечения получения сегментированных пленок вместо слоистых пленок. Подходящие питательные блоки, такие как микропитательные блоки или модульные питательные блоки, могут быть получены из компаний Randcastle Extrusion Systems, Inc., Седар Гроув, Нью Джерси. Экструдированную сегментированную пленку затем обрабатывают по требованию.
Согласно одному из аспектов, одинарная сегментированная пленка может быть растянута в по меньшей мере одном направлении, тем самым уменьшая ширину или толщину пленки. Как будет показано ниже более подробно, особенно предпочтительно пленка или сегмент пленки представляет собой микропористую растягивающуюся наполненную пленку. Такие сегменты микропористой наполненной пленки могут содержать по меньшей мере термопластичный полимер и наполнитель. Что касается микропористых растягивающихся наполненных пленок, помимо уменьшения толщины пленки растягивание может также придать пленке пористость и создать в ней сеть микропор, делающую пленку воздухопроницаемой. В данном контексте термин "полимер" в целом включает в себя, не ограничиваясь перечнем, гомополимеры, сополимеры, такие как, например, блоксополимеры, графтсополимеры, статистические сополимеры и чередующиеся сополимеры, терполимеры и тому подобное, а также их смеси и модификации. Кроме того, если специально не оговорено иное, термин "полимер" включает в себя все возможные пространственные конфигурации молекулы. Такие конфигурации включают в себя, не ограничиваясь перечнем, изотактические, синдиотактические и случайные симметрии. В данном контексте термин "смесь" означает смесь двух или нескольких полимеров, а термин "сплав" означает подкласс смесей, где компоненты являются несмешивающимися, однако при этом компатибилизированными (совместимыми). В данном контексте "наполнитель" включает в себя твердые частицы и другие формы материалов, которые могут быть добавлены в полимер и которые не будут химически затрагивать или отрицательно сказываться на экструдируемой пленке, но которые могут быть диспергированы по всему объему пленки. Частицы наполнителя могут быть необязательно покрыты жирной кислотой, такой как стеариновая кислота или бегеновая кислота, и/или другим материалом для облегчения свободного движения частиц (в массе) и облегчения добавления дисперсии в полимер. Растяжение может быть достигнуто различными способами, известными специалистам в данной области. Пленки могут быть растянуты или ориентированы в любом из двух или в обоих вместе направлениях - ПрН (MD, от англ. machine direction - в продольном направлении) и ПН (CD, от англ. cross direction - в поперечном направлении). В данном контексте термин "продольное направление" или ПрН (MD) означает направление движения пленки или материала при получении. Термин "поперечное направление" или ПН (CD) означает направление, соотносимое с шириной пленки или материала, то есть направление, как правило, перпендикулярное ПрН (MD). Например, продольно ориентированное оборудование коммерчески доступно от таких поставщиков, как Marshall and Williams Company, Провидено, Рой-Айленд, а оборудование с двуосной ориентацией коммерчески доступно из компании Bruckner GMBH, Siegsdorf, Германия. В качестве еще одного примера, пленки могут быть растянуты с помощью рифленых валков или профилирующих валиков, таких как, например, описанные в патентных документах US 4153751, Schwarz, US 5028289, Rasmussen, и US 6368444, Jameson et al.; которые во всей своей полноте включены в настоящую работу посредством ссылки. При использовании одного или нескольких эластичных сегментов может быть предпочтительно прокаливать или термостабилизировать растянутую сегментированную пленку в растянутом или напряженном состоянии, чтобы отвердить эластичный сегмент и снизить потенциальную возможность сморщивания пленки под действием сократительной силы эластичных сегментов. Кроме того, при использовании пленок, которые были получены заранее по отдельности и затем соединены, можно обрабатывать пленки, например, растягивать-утончать пленки и так далее, до или после прочного соединения соответствующих сегментов друг с другом с образованием одинарной сегментированной пленки.
Существует большое количество полимеров, подходящих для использования в соответствии с настоящим изобретением. Сегменты сегментированной пленки могут быть получены из любого термопластичного полимера, пригодного для образования пленки, и предпочтительно включают в себя термопластичные полимеры, которые могут быть легко растянуты с уменьшением ширины или толщины пленки. Пленкообразующие полимеры, пригодные для использования в соответствии с настоящим изобретением, по отдельности или в комбинации с другими полимерами, включают в себя, исключительно в качестве примера, полиолефины, этиленвинилацетат (ЭВА (EVA)), этиленэтилакрилат (ЭЭА (EEA)), этиленакриловую кислоту (ЭАК (EAA)), этиленметилакрилат (ЭМА (EMA)), этилен-н-бутилакрилат (ЭнБА (EnBA)), полиэфир, полиэтилен (ПЭ (PET)), нейлон, этиленвиниловый спирт (EVOH), полистирол (ПС (PS)), полиуретан (ПУ (PU)), полибутилен (ПБ (PB)), полиэфир-эфирные сополимеры, полиэфирамиды и полибутилентерефталат (ПБТ (PBT)).
Полимеры, подходящие для образования одного или нескольких сегментов пленки, включают в себя, не ограничиваясь перечнем, полиолефины. Существует множество полиолефиновых полимеров, при этом конкретная композиция полиолефинового полимера и/или способ его получения являются несущественными для настоящего изобретения и, следовательно, для использования в настоящем изобретении подходят как традиционные, так и нетрадиционные полиолефины, способные образовывать пленки. В данном контексте термин "традиционные" полиолефины относится к полиолефинам, получаемым с помощью традиционных катализаторов, таких как, например, катализаторы Циглера-Натта. Подходящие полиэтиленовые и полипропиленовые полимеры являются широко доступными, так, например, линейный полиэтилен низкой плотности доступен из компании The Dow Chemical Company, Мидланд, Мичиган, под торговым наименованием AFFINITY, а традиционный полиэтилен доступен из компании ExxonMobil Chemical Company, Хьюстон, Техас. Помимо этого, для использования в настоящем изобретении также подходят эластичные и неэластичные полиолефины, получаемые с помощью «металлоценовой», "затрудненной геометрии" или с использованием катализаторов "с единым центром полимеризации на металле". Примеры таких катализаторов и полимеров описаны в патентных документах US 5472775, Obijeski et al.; US 5451450, Erderly et al.; US 5278272, Lai et al.; US 5272236, Lai et al.; US 5204429, Kaminsky et al.; US 5 539124, Etherton et al.; и US 5554775, Krishnamurti et al.; содержания которых во всей полноте включены в настоящую работу посредством ссылки. В упомянутых выше патентных документах Obijeski и Lai приведены примеры полиолефиновых эластомеров и, в дополнение, эластомеров полиэтилена низкой плотности, коммерчески доступных из The Dow Chemical Company под торговым наименованием AFFINITY, из ExxonMobil Chemical Company под торговым наименованием EXACT, и из Dupont Dow Elastomers, L.L.C., под торговым наименованием ENGAGE. Кроме того, пластомеры и эластомеры пропилена-этилена коммерчески доступны из The Dow Chemical Company под торговым наименованием VERSIFY и из ExxonMobil Chemical Company под торговым наименованием VISTAMAXX.
В дополнение к этому полагают, что для осуществления настоящего изобретения также хорошо подходят стереоблочные полимеры. Термин "стереоблочный полимер" относится к полимерным материалам с контролируемой локальной тактичностью или стереоупорядоченностью для достижения требуемой степени кристалличности полимера. Контролируя стереорегулярность во время полимеризации, можно получить атактически-изотактические стереоблоки. Способы получения полиолефиновых стереоблочных полимеров известны в данной области техники и описаны в следующих статьях: G. Coates, R. Waymouth, "Oscillating Stereocontrol: A Strategy for the Synthesis of Thermoplastic Elastomeric Polypropylene (Осцилляционный стереоконтроль: Стратегия синтеза термопластичного эластомерного полипропилена)" 267 Science 217-219 (January 1995); К. Wagener, "Oscillating Catalysts: A New Twist for Plastics (Осциллирующие катализаторы: Новая крутка для пластмасс)" 267 Science 191 (January 1995). Стереоблочные полимеры и способы их получения описаны также в патентных документах US 5594080, Waymouth et al., US 5208304, Waymouth и в публикации заявки на европейский патент 0475306 А1. Как указано выше, регулируя кристалличность олефинов, можно получить полимеры, обладающие уникальными модулем упругости при растяжении и/или свойствами удлинения. Кроме того, для использования в соответствии с настоящим изобретением также подходят сополимеры полиолефинов и, в частности, сополимеры пропилена-этилена. В качестве примера, характерные сополимеры пропилена-этилена могут содержать продукты многостадийной реакции, где аморфный статистический сополимер этилена-пропилена молекулярно диспергирован в преимущественно полукристаллической непрерывной матрице высокопропиленового мономера/низкоэтиленового мономера. Примеры таких полимеров описаны в патентных документах US 5300365, Ogale; US 5212246, Ogale и US 5331047, Giacobbe. Такие полимеры коммерчески доступны из LyondellBasell под торговым наименованием полимеры CATALLOY.
Другие примеры коммерчески доступных эластомерных материалов включают в себя, не ограничиваясь перечнем, следующие полимеры: эластомерные полиуретаны, такие как, например, доступные под торговым наименованием ESTANE из Lubrizol Advanced Materials, Inc.; эластомерные полиэфир-эфирные сополимеры, такие как, например, доступные под торговым наименованием HYTREL из Е. I. DuPont De Nemours&Company, и доступные под торговым наименованием ARNITEL, получаемые из DSM, Ситтард, Нидерланды (прежде доступные из Akzo Plastics, Арнем, Нидерланды); и эластомерные полиэфирамиды, коммерчески доступные из компании Arkema, Inc. под торговым наименованием РЕВАХ. В качестве дополнительных примеров приемлемые термопластичные эластомеры также включают в себя эластомеры, полученные из блоксополимеров, имеющих общую формулу A-B-A′, где A и A′ - каждый представляет собой концевой блок термопластичного полимера, содержащий стирольный фрагмент, такой как поли(виниларен), а В является средним блоком эластомерного полимера, таким как сопряженный диен или низший алкеновый полимер. Кроме того, характерные блок-сополимеры включают в себя тетраблочные полимеры A-B-A-B, содержащие изопреновое мономерное звено, гидрированное до по существу поли(этиленпропиленового) мономерного звена, такие как стирол-поли(этиленпропилен)-стирол-поли(этиленпропиленовый) эластомерный блок-сополимер. Примеры таких стирол-олефиновых блок-сополимеров включают в себя стирол-(этиленбутилен), стирол-(этиленпропилен), стирол-(этиленбутилен)-стирол, стирол-(этиленпропилен)-стирол, стирол-(этиленбутилен)-стирол-(этиленбутилен), стирол-(этиленпропилен)-стирол-(этиленпропилен) и стирол-этилен-(этиленпропилен)-стирол. Такие блок-сополимеры могут иметь линейную, радиальную или звездообразную конфигурацию молекулы. В качестве конкретных примеров, эластомеры могут включать в себя блок-сополимеры (полистирола/поли(этиленбутилена)/полистирола), доступные из компании Kraton Polymers LLC под торговым наименованием KRATON, а также смеси полиолефины/KRATON, такие как смеси, раскрытые в патентных документах US 4663220, US 4323534, US 4834738, US 5093422, US 5304599 и US 5332613, полное содержание упомянутых выше документов включено в настоящую работу посредством ссылки. Другие подходящие сополимеры включают в себя эластомерные сополимеры типа S-I-S и S-B-S, доступные из Dexco Polymers, Хьюстон, Техас, под торговым обозначением VECTOR®.
В пленку также могут быть включены и другие добавки, такие как стабилизаторы расплава, катализаторы сшивания полимеров, активаторы сшивания полимеров, стабилизаторы обработки, термостабилизаторы, светостабилизаторы, противоокислители, стабилизаторы теплового старения, отбеливающие агенты, агенты, препятствующие слипанию, связующие вещества, вещества, придающие клейкость, модификаторы вязкости и тому подобное. Примеры смол, придающих клейкость, могут включать в себя, например, гидрированные углеводородные смолы. Примерами таких гидрированных углеводородных смол являются углеводородные смолы REGALREZ™, доступные из компании Eastman Chemical. Другие вещества, придающие клейкость, доступны из компании ExxonMobil под обозначением ESCOREZ™. Также могут быть использованы модификаторы вязкости, такие как полиэтиленовый воск (например, EPOLENE™ С-10 из Eastman Chemical). Примерами стабилизаторов расплава являются фосфитные стабилизаторы (например, IRGAFOS, доступный из Ciba Specialty Chemicals, Тарритаун, Нью-Йорк, и DOVERPHOS, доступный из Dover Chemical Corp., Довер, Агайо). В дополнение к этому, примерами тепло- и светостабилизаторов являются стабилизаторы из стерически затрудненных аминов (например, CHIMASSORB, доступный из Ciba Specialty Chemicals). Кроме того, стерически затрудненные фенолы широко используют в качестве противоокислителя при образовании пленок. Некоторые приемлемые стерически затрудненные фенолы включают в себя фенолы, доступные из Ciba Specialty Chemicals под торговым наименованием "Irganox®", такие как Irganox® 1076, 1010 или E 201. Кроме того, в пленку также могут быть добавлены связующие вещества для облегчения присоединения ее к дополнительным материалам (например, к нетканому полотну). Как правило, каждая из таких добавок (например, вещество, повышающее клейкость, противоокислитель, стабилизатор и тому подобное) присутствует в количестве приблизительно от 0,001 масс. % до 25 масс. %, согласно некоторым вариантам осуществления, приблизительно от 0,005 масс. % до 20 масс. %, и согласно некоторым вариантам осуществления, от 0,01 масс. % до 15 масс. % от массы пленки.
Как указано выше, первый сегмент сегментированной пленки может включать в себя воздухопроницаемую пленку. В данном контексте термин "воздухопроницаемый" или "воздухопроницаемость" относится к скорости проникновения водяных паров (СПВП (WVTR, от англ. water vapor transmission rate)) через площадь ткани, измеряемой в граммах воды на квадратный метр в сутки (г/м2/24 часа). Результаты для СПВП (WVTR) приведены в г/кв.метр/сутки. Кроме того, в данном контексте термин "воздухопроницаемый" относится к ткани, имеющей СПВП (WVTR) по меньшей мере 800 г/м2/24 часа. Для использования в соответствии с настоящим изобретением подходят различные воздухопроницаемые пленки, включая как микропористые, так и монолитные (то есть непористые) пленки. Воздухопроницаемые пленки, содержащие первый сегмент или сегменты, могут быть эластичными или неэластичными и предпочтительно имеют СПВП (WVTR) по меньшей мере приблизительно 800 г/м2/сутки, более предпочтительно, имеют СПВП (WVTR) больше приблизительно 1500 г/м2/сутки, и еще более предпочтительно, имеют СПВП (WVTR) больше приблизительно 3500 г/м2/сутки, и еще более предпочтительно, СПВП (WVTR) составляет приблизительно 5000 г/м2/сутки или больше. Согласно одному из аспектов, первые сегменты могут быть неэластичными или менее эластичными, чем второй сегмент, и могут обладать более высокими уровнями воздухопроницаемости по сравнению со вторыми сегментами перед образованием отверстий. Монолитные или немикропористые воздухопроницаемые пленки могут обладать хорошей воздухопроницаемостью, если содержат полимеры, по своей природе обладающие хорошими скоростями проникновения водяных паров (то есть полимеры, позволяющие водяному пару легко диффундировать через пленку), такие как, например, полиуретаны, полиэфир-эфирные сополимеры, полиэфирамиды, ЭМА (EMA), ЭЭА (EEA), ЭВА (EVA) и тому подобное. Примеры воздухопроницаемых микропористых пленок, пригодных для использования в качестве одного или нескольких сегментов сегментированной пленки, включают в себя, не ограничиваясь перечнем, пленки, описанные в следующих патентных документах: US 5695868, McCormack; US 6075179, McCormack et al.; заявка на патент US 08/722726, поданная 1 октября, 1996, McCormack et al.; заявка на патент US 08/882712, поданная 25 июня, 1997, McCormack et al.; US 6111163, McCormack et al.; US 6045900, Haffner et al.; заявка на патент US 08/843147, поданная 25 апреля, 1997, Gwaltney et al; и заявка на патент US 09/122326, поданная 24 июля, 1998, Shawver et al; US 4777073, Sheth; и US 4867881, Kinzer; которые во всей своей полноте включены в настоящий документ посредством ссылки.
Вторые сегменты могут быть воздухонепроницаемыми или воздухопроницаемыми сегментами пленок. Кроме того, вторые сегменты могут быть эластичными или неэластичными пленками. Согласно одному из вариантов осуществления, вторые сегменты являются эластичными пленками и могут содержать один или несколько эластичных полимеров. Вторые сегменты могут содержать пленки, аналогичные пленкам, описанным выше применительно к первым сегментам. Однако композиция и/или структура первого сегмента отличается от композиции и/или структуры второго сегмента, и конкретная композиция и/или структура первого и второго сегментов будут выбраны с учетом друг друга для получения требуемых функциональных и/или эстетических характеристик одинарной сегментированной пленки. Структура и/или композиция конкретной пленки из соответствующих сегментов может быть выбрана применительно к различным факторам, таким как конечное применение, стоимость, срок службы, прочность, ожидаемый срок службы продукта и тому подобное.
Согласно одному из аспектов изобретения, сегментированная пленка может содержать пленку, имеющую различную локальную воздухопроницаемость. Например, первые сегменты могут включать в себя воздухопроницаемые пленки, разделенные вдоль длины пленки с помощью вторых сегментов. Вторые сегменты могут содержать воздухопроницаемые либо воздухонепроницаемые пленки перед образованием отверстий. Для получения одинарной пленки, имеющей различную локальную воздухопроницаемость, могут быть выбраны первые сегменты, имеющие более высокую или более низкую СПВП (WVTR) по сравнению со вторыми сегментами после образования отверстий. СПВП (WVTR) соседних сегментов может меняться в соответствии с выбранной композицией пленки и/или ее структурой, тем самым позволяя получать пленку, имеющую соседние сегменты с разными уровнями воздухопроницаемости. В связи с этим первые и вторые сегменты могут иметь различающиеся СПВП (WVTR) за счет выбора разных композиций пленки для соответствующих сегментов. Например, первые сегменты могут иметь более высокий массовый процент наполнителя, чем вторые сегменты. Таким образом, растяжение наполненной пленки приводит к сегментированной пленке, содержащей первые воздухопроницаемые сегменты и вторые воздухопроницаемые сегменты, где СПВП (WVTR) первых сегментов выше, чем СПВП (WVTR) вторых сегментов, по меньшей мере перед образованием отверстий. Дополнительно и/или в качестве альтернативы, первые и вторые сегменты могут содержать разные уровни наполнителя. СПВП (WVTR) соответствующих сегментов могут, таким образом, изменяться в соответствии с требуемым применением сегментированной пленки. Сегменты с высокой и низкой воздухопроницаемостью могут быть стратегически локализованы внутри одинарной сегментированной пленки для получения требуемых уровней воздухопроницаемости на выбранных участках.
Согласно еще одному аспекту, может потребоваться, чтобы каждый сегмент содержал непрозрачную пленку. С эстетической точки зрения, в некоторых изделиях, таких как подгузники, может быть предпочтительно скрыть загрязненный абсорбирующий слой. При необходимости для получения сегментированной пленки, являющейся равномерно непрозрачной, внутрь одного или нескольких сегментов могут быть добавлены замутняющие наполнители. При этом массовый процент и/или тип наполнителя в соответствующих сегментах может быть различным, чтобы избирательно получить несопоставимые уровни воздухопроницаемости при по существу одинаковой непрозрачности. В качестве конкретного примера, первые сегменты могут быть высоко воздухопроницаемой микропористой пленкой из ЛПЭНП (от англ. Linear Low Density Polyethylene - линейный полиэтилен низкой плотности), содержащей частицы наполнителя CaCO3, а вторые сегменты могут быть менее воздухопроницаемой и менее пористой пленкой из ЛПЭНП (LLDPE), содержащей частицы наполнителя TiO2.
В качестве еще одного примера, первый и второй сегменты могут содержать разные полимеры, чтобы получить различающиеся уровни СПВП (WVTR). В связи с этим соответствующие сегменты могут быть микропористыми или немикропористыми пленками и/или наполненными или ненаполненными пленками, в которых использованы разные полимерные композиции. Согласно одному из аспектов, первые сегменты могут иметь в своем составе наполненную полимерную пленку, и вторые сегменты могут содержать наполненную полимерную пленку, включающую в себя полимер, отличный от полимера, составляющего первые сегменты, где при растягивании одинарной сегментированной пленки первым сегментам обеспечивается более высокий уровень воздухопроницаемости по сравнению с СПВП (WVTR) вторых сегментов. Например, первые сегменты могут содержать наполненную пленку из линейного полиэтилена низкой плотности (ЛПЭНП (LLDPE)), а вторые сегменты - наполненную пленку из эластомерного полиэтилена. Получающаяся в результате воздухопроницаемая растянутая тонкая пленка будет содержать первые сегменты с более высокой СПВП (WVTR), чем для вторых сегментов. Количество и/или тип наполнителя может меняться аналогичным образом вместе с композицией полимера, чтобы получить требуемые СПВП (WVTR), непрозрачность и/или эластичность в пределах соответствующих сегментов.
Согласно еще одному аспекту, в соответствии с настоящим изобретением также могут быть получены одинарные пленки с улучшенным прилеганием к телу. Сегментированная пленка может содержать первые и вторые сегменты, где один из первых или вторых сегментов является эластичным, а другие сегменты являются воздухопроницаемыми сегментами. Например, первые сегменты могут включать в себя неэластичные воздухопроницаемые сегменты, а вторые сегменты могут включать эластичный сегмент. Предпочтительно, чтобы первые воздухопроницаемые сегменты составляли по меньшей мере приблизительно 25% площади сегментированной пленки и, еще более предпочтительно, чтобы они составляли приблизительно от 50% до 95% площади сегментированной пленки. Эластичные вторые сегменты могут содержать воздухопроницаемую или воздухонепроницаемую пленку. В качестве частного примера, первые сегменты могут содержать наполненную микропористую пленку из ЛПЭНП (LLDPE), а вторые сегменты - непористую пленку, имеющую в своем составе эластомерные полиолефины, такие как эластомерный полиэтилен. Или же вторые сегменты могут содержать эластичную воздухопроницаемую непористую пленку, такую как, например, полиуретановая пленка, пленка из полиэфир-эфирного сополимера или полиэфирамидная пленка. Более того, первый сегмент может содержать микропористую наполненную пленку из полиолефинов, а второй сегмент может содержать смесь KRATON/полиолефиновый полимер.
Эластичные сегменты пленок могут содержать эластомер и предпочтительно иметь гистерезис менее 60%, более предпочтительно, гистерезис менее приблизительно 50% и, еще более предпочтительно, гистерезис менее приблизительно 40%. Неэластичные сегменты могут включать в себя сегменты, содержащие неэластомерный полимер, имеющий гистерезис выше приблизительно 60%. Согласно еще одному аспекту, эластичные сегменты пленок могут содержать пленку из термопластичного эластомера, имеющего процент сокращения/растяжения выше 25, и предпочтительно, имеющего процент сокращения/растяжения выше приблизительно 35 и, еще более предпочтительно, процент сокращения/растяжения, составляющий по меньшей мере приблизительно 50. В связи с этим эластичные сегменты могут содержать пленку из термопластичного полимера, имеющую соотношение сокращения/растяжения менее приблизительно 25. Согласно еще одному аспекту, эластичные сегменты предпочтительно включают в себя термопластичную эластомерную пленку, которая при приложении силы смещения может удлиняться до полной или смещенной длины, составляющей по меньшей мере приблизительно 160 процентов от ее длины в исходном несмещенном состоянии, и которая будет сразу же восстанавливать по меньшей мере 55% своего удлинения после снятия растягивающей силы. Гипотетическим примером был бы образец длиной один (1) см из материала, удлиняющегося до по меньшей мере 1,60 см, который после снятия удлиняющей силы будет возвращаться к длине не более 1,27 см. Многие термопластичные эластомерные пленки имеют более высокие растяжимость и регенеративные свойства, при этом многие высокоэластичные материалы могут быть растянуты до 160% от их длины в исходном несмещенном состоянии и сразу же восстанавливают больше приблизительно 75% своего удлинения после удаления растягивающей силы.
Согласно еще одному аспекту настоящего изобретения, отдельные сегменты пленки могут сами по себе содержать однослойные либо многослойные пленки. Например, сегментированная пленка может включать в себя первые сегменты, содержащие многослойную пленку, и вторые сегменты, содержащие однослойную пленку. Первые сегменты могут содержать один или несколько наружных слоев и один или несколько центральных или промежуточных слоев. Согласно другим вариантам осуществления, сегменты многослойных пленок могут включать в себя пленки, такие как, например, пленки, описанные в патентных документах US 6075179, McCormack et al.; US 6045900, Haffner et al. и заявке на патент US 08/882712, поданной 25 июня, 1997, McCormack et al., содержания которых во всей полноте включены в настоящую работу посредством ссылки. Кроме того, первый и второй сегменты могут содержать многослойные пленки. Например, первые сегменты могут содержать наружные слои и внутренний слой, и вторые сегменты могут содержать наружные слои и внутренний слой. Наружные слои первого и второго сегментов могут содержать идентичные, одинаковые или разные композиции. Если один или несколько сегментов являются эластичными, предпочтительно, чтобы наружные слои, лежащие поверх эластичных сегментов, содержали растяжимый слой. При этом в случае, если они составляют небольшой процент от общей толщины пленки, могут использоваться слои, сами по себе являющиеся неэластичными, поскольку они не будут препятствовать растяжению и сокращению, обеспечиваемым эластичным внутренним слоем. Однако предпочтительно, чтобы наружные слои, лежащие поверх эластичных сегментов, имели хорошую растяжимость. Например, внутренний слой первого сегмента может включать в себя неэластичную воздухопроницаемую микропористую наполненную пленку из ЛПЭНП (LLDPE), а внутренний слой второго сегмента может включать в себя эластичные полиолефины, при этом наружные слои первого и второго сегментов могут содержать смесь ЛПЭНП (LLDPE) и ЭМА (EMA).
Согласно еще одному аспекту изобретения, сегментированная пленка может включать в себя один или несколько дискретных эластичных сегментов, расположенных между воздухопроницаемыми сегментами. Согласно одному из вариантов осуществления, воздухопроницаемые сегменты содержат по существу неэластичные сегменты, обладающие высокими уровнями воздухопроницаемости. Например, сегментированная пленка может содержать первые сегменты и дискретные вторые сегменты, расположенные между ними. Дискретные эластичные сегменты могут быть воздухопроницаемыми либо воздухонепроницаемыми. Предпочтительно, чтобы первые воздухопроницаемые сегменты составляли по меньшей мере приблизительно 25% площади сегментированной пленки и, еще более предпочтительно, чтобы составляли приблизительно от 50% до 95% площади сегментированной пленки. Кроме того, дискретные эластичные сегменты могут иметь ширину (размер в ПН (CD) пленки) по меньшей мере 0,1 см и предпочтительно имеют ширину по меньшей мере приблизительно 1 см или больше. Ширина воздухопроницаемых сегментов, разделяющих вторые эластичные сегменты, может варьироваться в зависимости от требуемых параметров сегментированной пленки; использование более эластичных сегментов и/или более тесно сгруппированных сегментов будет улучшать общие параметры растяжения и сокращения одинарной сегментированной пленки. Первые воздухопроницаемые сегменты и вторые эластичные сегменты могут содержать однослойные или многослойные пленки. Например, первые воздухопроницаемые сегменты могут содержать многослойную пленку, имеющую наружные слои и центральный внутренний слой, а вторые эластичные сегменты могут содержать однослойную пленку. Согласно частному варианту осуществления, первые воздухопроницаемые сегменты могут содержать неэластичную многослойную пленку, такую как пленка, описанная в патентном документе US 6309736, McCormack et al., а вторые эластичные сегменты могут содержать эластичный полиэтилен. В качестве еще одного примера, как первые воздухопроницаемые сегменты, так и вторые эластичные сегменты могут содержать многослойные пленки с первым сегментом, включающим в себя наружные слои и промежуточный слой, и вторым сегментом, включающим в себя наружные слои и промежуточный слой. Предпочтительно, чтобы наружные слои первых воздухопроницаемых сегментов и вторые эластичные сегменты могли содержать аналогичную или идентичную полимерную композицию, такую как, например, ЭМА (EMA), ЭЭА (EEA), ЭВА (EVA) или их полиолефиновые смеси.
Как указано выше, большое число полимеров подходят для использования в соответствии с настоящим изобретением. Полимеры соседних сегментов должны быть совместимыми в том смысле, что они должны обладать достаточной когезией для образования непрерывной когезивной пленки. В этом отношении, использование полимерных смесей может улучшить когезию соседних сегментов. Например, полиэтилен и полипропилен сами по себе являются несовместимыми, тогда как смеси полиэтилен/полипропилен могут быть совместимыми с полиэтиленовыми и/или полипропиленовыми сегментами. Согласно частному варианту осуществления, первый сегмент может содержать ЛПЭНП (LLDPE) и блок-сополимер полипропилена (такой как раскрыт в патентном документе US 6072005, Kobylivker et al., который во всей своей полноте включен в настоящую работу посредством ссылки), а соседний второй сегмент может содержать эластичный полипропилен. Кроме того, компатибилизация (совместимость) может быть достигнута аналогичным образом за счет добавления внутрь сегмента одной или нескольких связующих или повышающих клейкость смол. Примеры связующих или повышающих клейкость смол раскрыты в патентном документе US 5695868, McCormack. Кроме того, для того, чтобы задействовать широкий ассортимент полимеров, может быть использована компатибилизация сегментов или скрепление сегментов. Соответственно, использование компатибилизирующего сегмента позволяет получать непрерывную когезионную сегментированную пленку за счет использования дискретных сегментов из несовместимых полимеров. Например, сегментированная пленка может содержать первые сегменты и вторые сегменты, где компатибилизирующие сегменты располагаются между первыми и вторыми сегментами. В качестве частного примера, первые сегменты могут содержать воздухопроницаемый неэластичный сегмент, включающий в себя микропористую пленку из ЛПЭНП (LLDPE), а вторые сегменты могут содержать эластичный полипропилен. Компатибилизирующие сегменты могут быть расположены между первыми и вторыми сегментами и могут включать в себя, например, сополимер этиленпропилена. Согласно еще одному аспекту, компатибилизирующий сегмент может сам содержать связующую или повышающую клейкость смолу, такую как аморфные полиальфаолефины, такие как REXTAC из Rextac LLC и VESTOPLAST из Huels AG, Марль, Германия. Композиция компатибилизирующего сегмента может варьироваться в зависимости от требуемых параметров пленки и конкретных полимеров, содержащихся в соседних сегментах.
Для одновременного образования отверстий и рельефов на сегментированной пленке образование отверстий/тиснение может в большинстве случаев выполняться путем подачи сегментированной пленки через зону зажима, определенную по меньшей мере одним профилирующим валиком, таким, как описан в заявке на патент US 12/649427, Ng, et al.
Сегментированная пленка может быть "предварительно растянута" (перед сжатием) с помощью валиков, вращающихся с разными скоростями вращения так, что лист растягивается до требуемой степени растяжения в продольном направлении. Такая одноосно растягивающаяся пленка также может быть ориентирована в поперечно-продольном направлении с образованием "двуосно растянутой" пленки. Ориентировочный профиль температуры во время операции "предварительного растяжения" обычно ниже точки плавления одного или нескольких полимеров пленки, однако достаточно высокий, чтобы позволить композиции быть вытянутой или растянутой. Например, пленка может быть растянута при температуре приблизительно от 15°C до 50°C, согласно другим вариантам осуществления, приблизительно от 25°C до 40°C, и согласно еще одним вариантам осуществления, приблизительно от 30°C до 40°C. При "предварительном растяжении" способом, описанным выше, степень растяжения во время ламинирования может увеличиваться, сохраняться или слегка понижаться (отпускаться) до требуемой степени натяжения.
Сырьевые материалы для первого и второго сегментов пленки готовят и подают в бункеры экструзионных аппаратов для каждого сегмента. Материалы дисперсионно перемешивают в расплаве и составляют композицию с помощью известной технологии, такой как периодическое и/или непрерывное смешивание, осуществляемое, например, с помощью смесителя типа Бенбери, смесителя непрерывного действия Фарреля, одношнекового экструдера, двухшнекового экструдера и тому подобного.
Для получения сегментированной пленки из смешанных материалов может быть использована любая известная технология, включая экструзию с раздувом, литье, экструзию через щелевую головку и тому подобное. Например, экструдированная пленка может выдуваться в зажимные валки с образованием однослойной сегментированной пленки-предшественника. Валки могут поддерживаться при температуре, достаточной для затвердевания и быстрого охлаждения сегментированной пленки-предшественника по мере ее образования, например, приблизительно от 20 до 60°C.
Всевозможные дополнительные стадии обработки и/или финишной обработки, известные в данной области техники, такие как прохождение пленки через блок ориентации макромолекул полимерной пленки или устройство для ориентации в продольном направлении ("УОПРН (MDO)"), образование отверстий, тиснение, продольная разрезка, обработка, нанесение графических изображений и тому подобное, могут быть выполнены без отклонения от объема и сущности изобретения. Например, сегментированная пленка может быть необязательно растянута в направлении, перпендикулярном продольному, и/или в продольном направлении для улучшения растяжимости. Согласно одному из вариантов осуществления, сегментированная пленка может подаваться через два или несколько валков, имеющих бороздки в ПН (CD) и/или ПрН (MD) направлениях. Рифленые валки могут быть изготовлены из стали или другого твердого материала (такого как твердый каучук). Такие рифленые вспомогательные/опорные валковые приспособления раскрыты в заявках на патент US 2004/0110442, Rhim, et al., и 2006/0151914, Gerndt, et al., которые полностью включены в настоящий документ посредством ссылок для всех целей.
Сегментированные пленки необязательно могут быть наслоены на одну или несколько дополнительных пленок и/или материалов. Например, сегментированная пленка, описанная в данном контексте, может быть присоединена к нетканому полотну. В данном контексте термин "нетканый" материал или полотно означает полотно, имеющее структуру отдельных волокон или нитей, которые переслаиваются, но не идентифицируемым образом, как в вязаном или тканом полотне. Нетканые полотна или материалы получают с помощью различных способов, таких как, например, методы плавления с раздувом, технология «спанбонд», водоструйное скрепление, аэродинамические способы получения полотна и получение ткани из проклеенной и спрессованной ватки. В данном контексте термин "спанбонд" относится к волокнам небольшого диаметра из молекулярно ориентированного полимерного материала. Волокна спанбонда обычно получают путем экструзии расплавленного термопластичного материала в виде тонких нитей из множества тонких, обычно кольцевых капилляров из мундштука с диаметром экструдированных волокон, затем быстро уменьшающимся, как, например, в патентных документах US 4340563, Appel et al., и US 3692618, Dorschner et al., US 3802817, Matsuki et al., US 3338992 и 3341394, Kinney, US 3502763, Hartman, US 3542615, Dobo et al, US 5382400, Pike et al. и в заявке на патент US 08/756426, поданной ноября, 1996, Marmon et al., по которой принято решение о выдаче, в заявке на патент US 08/565261, по которой выдан патент US 5759926, поданной 30 ноября, 1995, Pike et al. В данном контексте термин "мелтблаун (англ. meltblown - аэродинамическое распыление расплава)" или "плавление с раздувом" относится к волокнам из полимерного материала, обычно получаемым путем экструзии расплавленного термопластичного материала через множество мелких, как правило, круглых головок капилляров в виде расплавленных нитей или волокон в сходящиеся высокоскоростные, обычно горячие, потоки газа (например, воздуха), что вытягивает нити расплавленного термопластичного материала, уменьшая их диаметр. После этого волокна мелтблауна могут перемещаться с помощью высокоскоростного газового потока и оседать на собирающей поверхности с образованием полотна из беспорядочно диспергированных волокон мелтблауна. Такой способ описан, например, в патентных документах US 3849241, Butin et al.; US 4526733, Lau; US 5652048, Haynes et al.; и US 5366793, Fitts et al. Волокна мелтблауна могут быть непрерывными или дискретными, как правило, со средним диаметром менее 10 микрон, и обычно имеют средний диаметр в диапазоне приблизительно от 0,5 до 7 микрон. Нетканые материалы также могут быть многослойными неткаными слоистыми материалами, содержащими по меньшей мере один слой нетканого полотна и/или множество нетканых слоев, такими как, например, слоистый материал спанбонд/мелтблаун/спанбонд (CMC (SMS)). Примеры многослойных нетканых слоистых материалов раскрыты в патентных документах US 4041203, Brock et al., US 5178931, Perkins et al. и US 5188885, Timmons et al.
Конкретная композиция всех дополнительных слоев, присоединенных к сегментированной пленке, может быть выбрана с учетом получения требуемых параметров, таких как, например, эстетические свойства, прочность, срок службы, тактильные свойства и тому подобное. Например, сегментированные пленки могут быть наслоены на трикотажные полотна, нетканые полотна, пены, холсты, многослойные нетканые слоистые материалы и тому подобное. В данном контексте термин "холст" означает легкую ткань, используемую в качестве материала подложки. Холсты обычно используют в качестве тканевой основы для покрытых или слоистых продуктов. Сегментированная пленка и другое полотно (полотна) могут быть склеены вместе с помощью способов, известных специалистам в данной области, таких как, например, термическая сварка, ультразвуковая сварка, клеевое соединение и тому подобное. Термическая точечная сварка является характерным способом ламинирования соответствующих слоев. В данном контексте "точечная сварка" означает соединение одного или нескольких слоев полотна в большом количестве отдельных точек. Например, термическая точечная сварка обычно включает в себя прохождение одного или нескольких слоев, подлежащих соединению, между нагретыми валами, такими как, например, вал для орнаментальной гравировки, и гладким каландровым валом. На гравировальный вал узор наносят таким образом, чтобы ткань не полностью скреплялась по всей своей поверхности, при этом опорный вал обычно является гладким. В результате созданы различные узоры для гравировальных валов, исходя из функциональных и эстетических соображений. Один из примеров термической точечной сварки раскрыт в патентном документе US 3855046, Hansen et al. Известно множество других скрепляющих рисунков, например, те, что раскрыты в патенте на промышленный образец US 356688, Uitenbroek et al., и в US 5620779, Levy et al.
В случае, если один или несколько сегментов внутри сегментированной пленки содержат эластичный сегмент, все дополнительные слои, наслаиваемые на нее, предпочтительно включают в себя растяжимый материал или полотно. При этом дополнительный слой или слои может содержать, например, растяжимые нетканые материалы (например, крепированные нетканые материалы или нетканые материалы, содержащие сильно извитые волокна), ячеистые полотна, ненатянутые ткани, эластичные композиционные материалы и/или другие подобные материалы. Предпочтительно, чтобы ткань содержала один или несколько слоев термопластичных волокон, являющихся эластичными, по своей природе растяжимыми, или обработанных таким образом, что стали растяжимыми и/или эластичными, и которые также на ощупь похожи на ткань и драп. Примеры подходящих растяжимых и/или эластичных материалов раскрыты в патентных документах US 4965122, Morman et al.; US US 5114781, Morman et al.; US 5336545, Morman et al.; US 4720415, Vander Wielen et al.; US 4789699, Kieffer et al.; US 5332613, Taylor et al.; US 5288791, Collier et al.; US 4663220, Wisneski et al.; US 5540976, Shawver et al.; заявка на европейский патент ЕР 0712892 А1, Djiaw et al.; US 5952252, Shawver et al.; US 5714107, Levy et al.; and US 6054002, Griesbach et al.; содержания которых включены в настоящую работу посредством ссылки. Композиция термопластичного полимера может быть выбрана с учетом получения материала, имеющего требуемые физические параметры, такие как, например, эластичность, тактильные свойства, прочность на разрыв, стоимость и тому подобное. Кроме того, наружный нетканый слой может быть обработан, например, с помощью тиснения, водоструйного скрепления, механического размягчения, нанесения печати, антистатической обработки или обработан каким-либо другим способом для получения требуемых эстетических и/или функциональных характеристик.
Сегментированные пленки согласно настоящему изобретению и слоистые материалы из них могут использоваться во многих областях применения, таких как, например, изделия личной гигиены, продукты для инфекционного контроля, защитная одежда, защитные покрытия, предметы одежды и тому подобное. В данном контексте термин "средства личной гигиены" означает предметы, ориентированные на личную гигиену, такие как подгузники, трусы для приучения ребенка к туалету, абсорбирующие трусы, используемые при недержании изделия для взрослых, средства личной гигиены для женщин и тому подобное. В данном контексте термин "продукты для инфекционного контроля" означает ориентированные на медицину предметы, такие как хирургические халаты и операционное белье, покрытия на голову, такие как хирургические шапочки и операционные шапочки и колпаки, рабочую спецодежду, обувь, такую как чехлы для обуви, защитные бахилы и тапки, раневые повязки, бинты, стерилизованные накидки, лабораторные халаты, комбинезоны, передники и тому подобное. В данном контексте термин "защитная одежда" означает рабочую одежду или предметы одежды, такие как комбинезоны, передники, спецодежда и тому подобное. В данном контексте термин "защитное покрытие" означает покрытие транспортных средств, таких как автомобили, лодки, самолеты и тому подобное, покрытия для изделий или оборудования, часто остающихся на улице (например, металлические решетки и садовая мебель), оборудование для сада и огорода, напольные покрытия, тенты и тому подобное. В данном контексте термин "предмет одежды" относится к любому типу немедицинской или непромышленной одежды, которая может носиться. Он включает в себя комбинезоны, нательное белье, брюки, рубашки, куртки, перчатки, носки и тому подобное.
Кроме того, специалистам ясно, что сегментированные пленки согласно настоящему изобретению могут быть с успехом использованы в различных областях применения, где используются воздухопроницаемые барьерные ткани. В данном контексте термин "барьерные" относится к пленке, слоистому материалу или другой ткани, являющейся относительно непроницаемой для перемещения жидкостей и имеющей гидронапор по меньшей мере приблизительно 50 мбар. Гидронапор в данном контексте относится к измерению барьерных по отношению жидкости свойств ткани, измеренных в миллибарах (мбар). Однако следует отметить, что во многих областях применения барьерных тканей может быть предпочтительно, чтобы они имели величину гидронапора выше приблизительно 80 мбар, 150 мбар или даже 200 мбар. Согласно одному из вариантов осуществления, рельефный сегмент сегментированной пленки может иметь более высокую величину гидронапора, чем сегмент с отверстиями. Предпочтительно, рельефный сегмент может быть использован на участке продукта, для которого требуются хорошие барьерные свойства, тогда как сегмент с отверстиями может быть использован на участке продукта, где требуется большая воздухопроницаемость.
В качестве частного примера, сегментированные пленки согласно настоящему изобретению могут быть легко трансформированы и включены внутрь воздухопроницаемого барьера подгузника или абсорбирующей одежды. Хотя воздухопроницаемость, обеспечиваемая с помощью микропористых пленок и/или слоистых материалов из них, является предпочтительной для многих изделий, тем не менее, существуют отдельные ситуации, когда высокая воздухопроницаемость может быть нежелательной. Например, в изделиях личной гигиены, таких как подгузники или абсорбирующие предметы одежды, воздухопроницаемый барьер и абсорбирующий слой, как правило, работают вместе на удерживание биологических жидкостей, выделяющихся на одежду. Однако когда жидкость остается внутри абсорбирующего слоя, значительно более высокие уровни водяного пара начинают проходить через воздухопроницаемый барьер. Увеличенные уровни водяного пара, проходящие через наружное покрытие, могут образовывать конденсат на наружной части одежды. Конденсат является просто водой, однако он может восприниматься как подтекание. К тому же конденсат может создавать дискомфортное ощущение влажности на наружной части одежды, неприятное при прикосновении к изделию. Обеспечение воздухопроницаемого барьера, который бы имел более низкую СПВП (WVTR) в таких зонах, в то же время обеспечивая хорошую воздухопроницаемость в остальных зонах, позволит создать одежду, удобную при ношении, у которой при этом ограничена возможность увлажнения наружного слоя. В этом отношении, как более подробно будет рассмотрено ниже, внутри абсорбирующих изделий могут быть стратегически расположены сегменты, имеющие относительно высокую и низкую воздухопроницаемости, чтобы помочь снизить и/или исключить увлажнение наружного слоя. Согласно еще одному аспекту, настоящее изобретение предоставляет пленки, способные растягиваться и восстанавливаться в ПН (CD) направлении, тем самым обеспечивая пленку и/или изделие, содержащее ее, с очень хорошими параметрами соответствия телу. При этом хорошие параметры соответствия телу могут быть достигнуты без существенной потери воздухопроницаемости или утраты барьерных свойств.
Изделия личной гигиены, как правило, содержат проницаемый для жидкости верхний слой, обращенный к пользователю, и непроницаемый для жидкости нижний слой или наружное покрытие. Между верхним слоем и наружным покрытием расположен абсорбирующий слой. Часто верхний слой и наружное покрытие герметизированы, чтобы закрывать абсорбирующий слой. Сегментированные пленки и слоистые пленочные материалы согласно настоящему изобретению очень хорошо подходят для использования в качестве наружного покрытия изделия для личной гигиены. Характерные изделия личной гигиены раскрыты, исключительно в качестве примера, в патентных документах по следующим ссылкам: US 5415 644, Enloe et al.; US 4798603, Meyer et al.; US 5810797, Menard et al.; US 4641381, Herren et al.; US 4701175, Boland et al.; и US 4938797, Van Compel et al.; которые полностью включены в настоящую работу посредством ссылки. Кроме того, хотя следующее подробное описание приведено на примере пеленок одноразового использования, специалистам в данной области понятно, что концепции согласно настоящему изобретению также будут пригодны для использования применительно к другим типам абсорбирующих изделий, в частности, к другим средствам личной гигиены. Кроме того, хотя настоящее изобретение рассмотрено в контексте некоторых конкретных конфигураций, следует понимать, что другие комбинации или изменения конкретных конфигураций, рассматриваемых ниже, могут быть сделаны специалистами в данной области без отклонения от объема и настоящего изобретения.
Например, барьер для подгузника или абсорбирующей одежды может включать в себя непрерывную сегментированную пленку, содержащую первый сегмент и вторые сегменты, имеющие поверхность контакта, такую как описана в данном контексте. Барьер может быть преобразован из сегментированной пленки, где "ушки" подгузника соответствуют вторым зонам, а центральная часть изделия соответствует одному или нескольким первым сегментам. Первый сегмент предпочтительно содержит воздухопроницаемую пленку, такую как, например монолитная пленка либо однослойная или многослойная микропористая пленка, которая может быть эластичной или неэластичной. Вторые сегменты предпочтительно содержат эластичный сегмент с хорошими характеристиками растяжимости и восстановления, как, например, сегменты пленки, содержащие эластичный полиуретан или смеси KRATON/полиолефины. Согласно еще одному примеру, сегментированная пленка может быть преобразована таким образом, что сегменты идут поперек ширины изделия, а не вдоль длины изделия. В случае, когда сегменты идут поперек ширины изделия, первая зона может содержать воздухопроницаемую пленку, соответствующую центральной части изделия, а вторые зоны могут содержать эластичный сегмент, соответствующий "талии" изделия.
Сегментированные пленки и/или слоистые изделия из них аналогичным образом могут быть преобразованы в хирургические халаты, защитную спецодежду и тому подобное. В этом отношении, медицинская одежда часто нужна для обеспечения более высокой степени защиты ее владельца, такой как, например, предотвращение проникновения крови и/или переносимых с кровью патогенов. Благодаря содержанию сегментированной непрерывной пленки могут быть получены хорошая растяжимость и прилегание к телу без потери необходимых барьерных свойств в требуемых зонах. Например, хирургические халаты или спецодежда могут содержать воздухопроницаемые барьерные первые сегменты, имеющие очень хорошие барьерные свойства СПВП (WVTR), а вторые сегменты могут включать в себя эластичные сегменты с отверстиями, тем самым обеспечивая одежду с дополнительными улучшенными параметрами растяжимости, прилегания к телу и воздухопроницаемостью там, где барьера не требуется.
Хотя различные патентные документы и другие ссылочные материалы включены в настоящий документ посредством ссылки, в тех случаях, когда существует любое несоответствие между включенным материалом и материалом данного описания, данное описание будет управляющим. Кроме того, хотя изобретение подробно описано в отношении его конкретных вариантов осуществления, специалистам в данной области будет очевидно, что различные преобразования, модификации и другие изменения могут быть сделаны применительно к изобретению без отклонения от объема и сущности настоящего изобретения.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Для демонстрации изобретения были получены образцы пленок, содержащих по три сегмента. Образцы пленок получали с помощью головки пленочного экструдера производства компании Randcastle, конфигурированного для изготовления сегментированных пленок. Использовали головку пленочного экструдера, имеющую основное центральное загрузочное отверстие и боковую кромочную часть на торцевой пластине головки. Боковая кромочная часть располагалась на 1,5 дюйма выше мундштука экструзионной головки, где сегментированная пленка выходит из головки пленочного экструдера. Питательный блок, конфигурированный для изготовления сегментированных пленок, с входными отверстиями для двух полимеров, присоединяли к центральному загрузочному отверстию. Питательный блок располагали на 10,5 дюймов выше от мундштука экструзионной головки, где сегментированная пленка выходит из головки пленочного экструдера. Первую полимерную композицию использовали для создания центрального сегмента пленки. Первый экструдер (двухшнековый Leistritz, 27 мм) использовали для плавления первой полимерной композиции и подачи ее в одно из загрузочных отверстий на блок подачи. Вторую полимерную композицию использовали для кромочных сегментов. Второй экструдер (одношнековый экструдер Killion 1,25") использовали для расплавления второй полимерной композиции. После выхода из второго экструдера вторую полимерную композицию разделяли на два потока с помощью "Y"-образного блока и двух 8′ нагретых полимерных рукавов, установленных при одинаковой температуре. Один поток подавали в одно из боковых кромочных отверстий головки пленочного экструдера. Второй поток поступал во второе загрузочное отверстие на питательном блоке. Получающаяся в результате пленка имела центральный сегмент из первой полимерной композиции с двумя краевыми сегментами из второй полимерной композиции.
Различные первую и вторую полимерные композиции использовали для получения пяти пленок, как показано в Таблице 1. В Таблице 1 "Kraton" содержит 68 масс. % блок-сополимера стирол-этиленбутилен-стирола (KRATON® MD6937, доступный из Kraton Polymers), 20 масс. % вещества, повышающего клейкость (REGALREZ™ 1126, доступный из Eastman Chemical) и 12 масс. % полиэтиленового воска (EPOLENE™ С-10, доступный из Eastman Chemical). "PE" содержит 70 масс. % полиэтилена (DOWLEX™ 2047G, доступный из The Dow Chemical Company) и 30 масс. % концентрата CaCO3 (25 масс. % полиэтилена (DOWLEX™ 2047G) и 75 масс. % CaCO3). "ПП-ПЭ (PP-PE)" содержит 70 масс. % полипропилена (PP3155, доступный из ExxonMobil Chemical Company) и 30 масс. % концентрата CaCO3 (25 масс. % полиэтилена (DOWLEX™ 2047G) и 75 масс. % CaCO3). "ПП (PP)" содержит 100 масс. % полипропилена (PP3155).
Условия процесса:
Условия в двухшнековом экструдере: зона 1: 178C, зона 2: 187C, зона 3: 187C, зона 4: 180C, зона 5: 181C, зона 6:187C, зона 7: 197C, зона 8; 200C, фланец: 200C, Рукав: 410F, скорость вращения шнека: 300 об./мин, давление расплава: 800 фунтов на квадратный дюйм.
Условия в одношнековом экструдере Killion: зона 1: 350F, зона 2: 390F, зона 3: 420F, фланец и насос расплава: 420F, насос расплава: 25 об./мин, давление расплава: 500 фунтов на квадратный дюйм, "Y" блок 420F, рукава "У" блока 420F.
Температурный режим в мундштуке, питательном блоке и торцевой пластине: 420F.
Скорость намотчика: 20 футов/мин.
Для полученных образцов проводили испытания на растяжение. Испытание на растяжение может быть выполнено на приборе Sintech Corp.2/S для испытания на растяжение с постоянной скоростью с компьютерной регистрацией данных и системой регулировки кадров либо на равноценном приборе с соответствующим датчиком нагрузки, чтобы пиковая нагрузка уменьшалась от 10 до 90% полной нагрузки датчика нагрузки (Sintech Corp, Cary, N.C.). Опыты проводили при условиях окружающей среды. При изучении прочности одинарного шва размер образца составлял 3 дюйма в поперечно-продольном направлении при 6 дюймах в продольном направлении, шов обычно находился в середине образца. Размер тисков составлял 3 дюйма в ширину. Расхождение тисков (база тензометра) составляло 4 дюйма в начале испытания. Для испытания прочности обоих кромочных швов в единичном испытании величину образца и базу тензометра растягивали, так что оба концевых шва оказывались между зажимными приспособлениями тисков. Образцы растягивали на разрыв со скоростью 12 дюймов в минуту. Регистрировали пиковую нагрузку, удлинение в процентах при пиковой нагрузке (в процентах от базовой длины) и энергию для разрыва (площадь под кривой нагрузка-удлинение от начала до точки разрыва).
В целом было установлено, что швы, полученные с помощью введения кромочного полимера через питательный блок, более прочные (более высокие пиковая нагрузка и энергия), чем кромочные швы, полученные путем введения кромочного полимера через кромочное отверстие. Для пленки в Примере 1 (Пр. 1) полимерная композиция в центральном сегменте была такой же, как полимерные композиции кромочных сегментов, что предположительно способствовало тому, что швы этой пленки имели аналогичную прочность. Хотя отмечено, что при испытании обоих швов одновременно, кромочный шов, полученный при подаче кромочной полимерной композиции через кромочное отверстие, был неудачным.
Таблица 1


Следует отметить, что для рассмотренных выше Примеров 3 и 4 шов на пленке из кромочного отверстия расходится во время получения пленки, поэтому испытание на растяжение было невозможным.
Снимки сканирующего электронного микроскопа (СЭМ) швов Примера 5 изображены на Фиг. 2 и 3. Фиг. 2 представляет собой снимок СЭМ шва из кромочного отверстия. Фиг. 3 представляет собой снимок СЭМ шва из питательного блока. На каждом снимке второй (кромочный) сегмент 14 идет после или перекрывает первый (центральный) сегмент 12 до верхней части 22 второго сегмента. Из снимков СЭМ видно, что шов из питательного блока простирается значительно дальше, чем швы из кромочного отверстия, что дополнительно подтверждено с помощью расчета T/t, выполненного для двух снимков. T/t для шва из кромочной части, изображенного на Фиг. 2, составило 2,6 (50/19). T/t для шва из питательного блока, изображенного на Фиг. 3, составило 25 (75/3).
Толщины "T" и "t" измеряли с помощью снимков СЭМ поперечных сечений сегментированных пленок, на которых изображена верхняя часть шва между двумя сегментами пленки. Снимки СЭМ, такие как изображены на Фиг. 2 и 3, получают следующим образом. Образец может быть разрезан до получения продольной полосы и помечен в концах разрезов. После этого полосу помещали в жидкий азот и кондиционировали в течение по меньшей мере двух минут. Затем образец бисекционировали с помощью свежей бритвы с одним лезвием на фоне крепежной пластины из нержавеющей стали, оставляя его при этом погруженным в жидкий азот. Перед выполнением разреза лезвие охлаждали в течение приблизительно от 5 до 10 секунд.
Затем образец устанавливали на предметное стекло размером 25 мм СЭМ (стойка для препарата) между небольшими брусками из алюминия, так чтобы поверхность среза была горизонтальной. После этого образец подвергали воздействию паров тетраоксида рутения в течение 1 часа. Образец обезгаживали в течение ночи и далее оценивали с помощью сканирующего электронного микроскопа без дополнительной обработки или покрытия. Рутениевый краситель реагирует с ненасыщенными циклами, приводя к сильному окрашиванию соединений со стирольными группами. При окрашивании органического материала тяжелым металлом коэффициент обратного рассеяния увеличивается, вызывая увеличение сигнала обратного рассеяния, приводящее к более яркому детальному изображению. Поскольку у вторичного электронного изображения есть компонент обратного рассеяния, этот эффект осветления из-за окраски также часто отмечается на этих снимках.
Сканирующий электронный микроскоп с холодной полевой эмиссией Hitachi S-4500, или эквивалентный ему, может быть использован для оценки поверхности поперечного сечения при низком напряжении (800-1200 вольт), с использованием микроканальной пластины (с обратным рассеянием) и детекторов вторичных электронов при увеличении от 100 до 1000 раз. Оцифрованные изображения могут быть получены с помощью системы получения изображений Quartz PCI, или эквивалентной ей, соединенной с микроскопом. Программное обеспечение Quartz PCI или эквивалентное также может быть использовано для получения толщины и других измерений.
Хотя изобретение подробно описано применительно к конкретным вариантам его осуществления, следует понимать, что специалист в данной области после достижения понимания изложенного выше может легко представить себе преобразования, изменения и эквиваленты этим вариантам осуществления. Соответственно, объем настоящего изобретения должен быть оценен на основании прилагаемой формулы изобретения и любых эквивалентов к ней. В данном контексте термин "включающий в себя, содержащий" является неисчерпывающим и неограниченным и не исключает дополнительные, неописанные элементы, композиционные компоненты или стадии способа. При этом следует отметить, что любой диапазон, представленный здесь, имеет целью включать в себя все возможные меньшие включенные диапазоны. Например, диапазон 45-90 будет также включать в себя 50-90; 45-80; 46-89 и так далее.
Реферат
Изобретение относится к одинарным пленкам и слоистым изделиям из них, содержащим по меньшей мере первый и второй сегменты пленки, находящиеся рядом друг с другом и прочно соединенные вместе. Первый и второй сегменты пленки соединены по поверхности контакта, причем на поверхности контакта верхняя часть второго сегмента перекрывает первый сегмент в направлении, поперечном пленке. Пленка имеет толщину "T" в верхней части второго сегмента, а второй сегмент имеет толщину "t" на расстоянии T в поперечном направлении от верхней части второго сегмента. Соотношение T/t от приблизительно 3 до приблизительно 100. Одинарные пленки и слоистые изделия из них хорошо подходят, например, для использования в качестве наружных покрытий в изделиях личной гигиены. 5 н. и 15 з.п. ф-лы, 3 ил., 1 табл.
Формула
подачу первой и второй полимерных композиций в сегментированный питательный блок;
перемещение первой и второй композиций в головку пленочного экструдера;
соэкструзию сегментированной пленки, содержащей первый сегмент пленки из первой полимерной композиции и второй сегмент пленки из второй полимерной композиции, при этом первый и второй сегменты пленки соединены по поверхности контакта, где на поверхности контакта верхняя часть второго сегмента пленки перекрывает первый сегмент пленки в направлении, поперечном пленке, и где пленка имеет толщину "Т" в верхней части второго сегмента пленки, а второй сегмент пленки имеет толщину "t" на расстоянии Т в поперечном направлении от верхней части второго сегмента пленки, и где соотношение T/t составляет от приблизительно 3 до приблизительно 100.
Комментарии